检具定时标定单
检具基本常识
思考题
检具的定义是什么? 检具的基本结构有哪些部分? 检具骨架材料选择的原则是? 检具型面加工的基准是什么? 检具的制作方式有那些? 冲压件上检具主要检测那些元素? 大型检具形态面所用材料一般是什么? 如何判定一个检具是否合格?
设计时需要考虑的事项 成品要求精度的部位及精度确认方法 精度要求的重要度 成品在冲压加工产生的变形量考虑 使用上要求方便,易于制作,且节省成本 整体结构坚实,不易变形
检具的设计步骤
熟悉数模及产品工艺 确定检具的设计方案 设计方案以草图形式体现,包含信息如下:定位 方式,孔的位置,边界检测方式(切齐或画线),夹 爪,定位面的大体位置 经审核后,进行检具的3D建模:根据数模提供的 信息进行型面构造和功能件的布置 输出详细设计图纸与3D模型
附件部分
销子保管盒或保管夹 销子与检具连接链条 吊耳或吊钩(大中型检具) 滚轮与底座 把手(小型检具) 铭牌标志与坐标铭牌
附件部分-铭牌标准式样
规格180mm×50mm 白底黑字,固定于检具底座
附件部分-检具标记
1-基准线标志 2-测量表面和栅格线的标志 3-栅格线的数值 4-测量表面或间隙表面 5-零件外形轮廓形状规 6-塞规 7-卡规
思考:金属材料,树脂材料各有何优缺点?
金属材料和树脂材料
金属材料(铝)
优 点
硬度高,使用寿命长 成本比较低
树脂材料(RS460,XB5166)
易修补 材料利用率高(铸或铣削)
缺 点
不易加工(粘刀) 笨重 损坏后不易修补 材料利用率低 较复杂型面加工难
硬度比较差 成本比较高 易磕碰划伤 怕油
使用材料
检具骨架 本体及分割体:1)树脂:具有良好之表 面及耐磨耗性之树脂,经玻璃纤维补强, 使其具有充分的强度。2)钢材。 补强构造:钢管架构完成后应进行适当热 处理以消除内应力,检具之构造应具有 充分的强度,在正常使用下不得产生任 何翘曲变形。
检定校准一览表(ok)
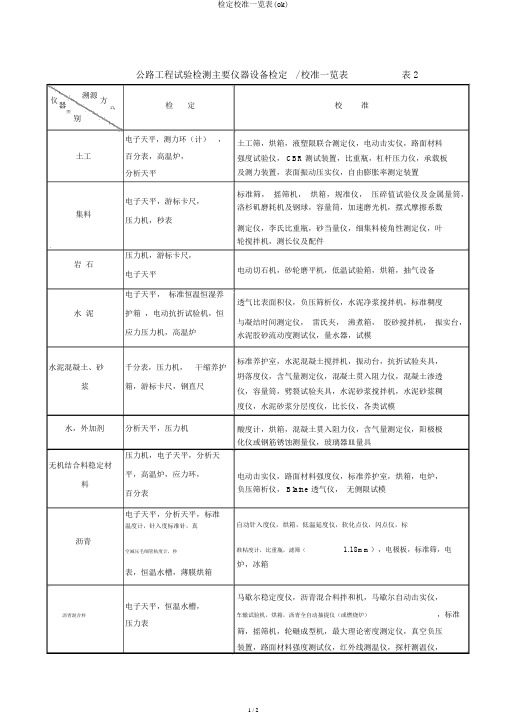
公路工程试验检测主要仪器设备检定 / 校准一览表表 2仪溯源方器检定式类别电子天平,测力环(计),土工百分表,高温炉,分析天平电子天平,游标卡尺,集料压力机,秒表压力机,游标卡尺,岩石电子天平电子天平,标准恒温恒湿养水泥护箱,电动抗折试验机,恒应力压力机,高温炉水泥混凝土、砂千分表,压力机,干缩养护浆箱,游标卡尺,钢直尺水,外加剂分析天平,压力机压力机,电子天平,分析天无机结合料稳定材平,高温炉,应力环,料百分表电子天平,分析天平,标准校准土工筛,烘箱,液塑限联合测定仪,电动击实仪,路面材料强度试验仪, CBR测试装置,比重瓶,杠杆压力仪,承载板及测力装置,表面振动压实仪,自由膨胀率测定装置标准筛,摇筛机,烘箱,规准仪,压碎值试验仪及金属量筒,洛杉矶磨耗机及钢球,容量筒,加速磨光机,摆式摩擦系数测定仪,李氏比重瓶,砂当量仪,细集料棱角性测定仪,叶轮搅拌机,测长仪及配件电动切石机,砂轮磨平机,低温试验箱,烘箱,抽气设备透气比表面积仪,负压筛析仪,水泥净浆搅拌机,标准稠度与凝结时间测定仪,雷氏夹,沸煮箱,胶砂搅拌机,振实台,水泥胶砂流动度测试仪,量水器,试模标准养护室,水泥混凝土搅拌机,振动台,抗折试验夹具,坍落度仪,含气量测定仪,混凝土贯入阻力仪,混凝土渗透仪,容量筒,劈裂试验夹具,水泥砂浆搅拌机,水泥砂浆稠度仪,水泥砂浆分层度仪,比长仪,各类试模酸度计,烘箱,混凝土贯入阻力仪,含气量测定仪,阳极极化仪或钢筋锈蚀测量仪,玻璃器皿量具电动击实仪,路面材料强度仪,标准养护室,烘箱,电炉,负压筛析仪, Blaine 透气仪,无侧限试模温度计,针入度标准针,真自动针入度仪,烘箱,低温延度仪,软化点仪,闪点仪,标沥青空减压毛细管粘度计,秒准粘度计,比重瓶,滤筛( 1.18mm),电极板,标准筛,电炉,冰箱表,恒温水槽,薄膜烘箱马歇尔稳定度仪,沥青混合料拌和机,马歇尔自动击实仪,电子天平,恒温水槽,沥青混合料车辙试验机,烘箱,沥青全自动抽提仪(或燃烧炉),标准压力表筛,摇筛机,轮碾成型机,最大理论密度测定仪,真空负压装置,路面材料强度测试仪,红外线测温仪,探杆测温仪,试模钢筋(含接头)万能材料试验机,游标卡尺弯曲装置,标距打点机电子天平,全站仪(或经纬环刀,灌砂筒,弯沉仪, 2m、3m直尺、连续式平整度测试仪,路基路面仪、测距仪),水准仪,摩擦系数测试设备,构造深度测试仪,路面渗水仪,承载板,钢尺坡度尺地基基础、基桩水准仪,压力机,承载板及测试装置,静力触探仪,动力触探仪,基桩动测仪,超声波检测仪回弹仪,压力机碳化深度测量装置,钢筋位置及保护层测定仪,非金属超声结构混凝土波检测仪,裂缝测量装置1、对于专用校准器具(标准温度计、标准砝码、秒表、游标卡尺、标准量块、钢直尺、百分表、千分表、水平尺、专用通止规等)必须进行检定;2、对于仪器设备带有的测力、位移部分应送专业检定机构进行检定(如马歇尔稳定度仪等);3、对于交通行业已发布检定规程的专用设备,当地不具备检定条件(如摆式摩擦系数测定仪、说明连续式平整度测试仪、超声波检测仪等),应委托专业机构进行检定 / 校准或参加比对;4、玻璃器皿量具(包括各种规格的容量瓶、移液管、量筒、滴定管等)每种规格至少检定一个,其余的可进行校准或比对;5、针入度标准针、真空减压毛细管粘度计均应由国家指定机构检定。
检具设计规范(雄祺检具设计工作室)

程检具项目简介检具是冲压件和焊接件等在线检测检验夹具的简称,与其它文件中提到的样架具有相同意义。
检具是一种按需方特定要求专门制造的检测工具。
检具的形面必须根据零件的CAD数据加工,能体现零件的所有参数,对零件进行定性检测。
对于零件上的某些极重要的功能性尺寸,还能利用检具进行数值检测。
检具还应具有测量支架的功能,但是当检具在线检测功能与测量支架功能不能同时满足时,应首先满足检具的在线检测功能,检具的设计、制造和验收应以产品图纸和主模型(或CAD数据)为基准。
当零件无主模型(或CAD数据)时。
应以产品图纸和经需方认可的样件作为依据。
在正常使用频率和良好的保养维护情况下,应保证检具与其对应的模具和夹具有相同的使用寿命。
检具主要是配合汽车塑料件、摩托车覆盖件。
检具上标明、检测线、百格线活块、插销、量规块。
主要服务各汽车、摩托车配件厂供货同时能随时抽检。
使合格的产品能全面配合生产线。
汽车是现代生活中不可或缺的代步工具,与其他工业产品相比较,除了功能要求外,还兼具时尚,身分及地位的象征。
故对其外观,装配等配合性有较高的要求,相对汽车零部件复杂的外型和不同的固定检测要求,传统的检验工具如钢尺,游标卡尺,块规….等已无法满足汽车厂检验工具的需求,而必须由“汽车专属量测治具”(以下简称“检具”)来完成。
检具简单来说就是形状复杂的专用检测“尺子”。
只需把要检测的零部件放在相应的检具上,比较零部件要检测部分与检具上事先标定的标准线之间的差异,就可以快速地判断出零部件是否合格。
检具是对生产结果的质量控制的标准,零部件应向检具看齐,不满足条件的为不合格产品。
而不是通过检具矫形而使零件合格。
在模具制作过程须要在检具上抓料,模具按检具参数制作,所以检具在模具制作过程中起到重要作用是不可缺少的一部分。
检具使用注意事项:检具是属于高精密之检验工具,而非生产线上之工装治具,故需有妥善的管理及正确的使用:1.定位基准的保护,避免与地面的接触甚至拖扯.2.严禁在检具上敲打,整形或加热钣金,塑件等成品或半成品.3.重型检具之搬运不得将挂勾或铰链使用于检测机构上检具式样书检具式样书为主机厂或零部件厂提出之明确需求,为制作及验收并用以图标与文字说明之作业标准。
校准、检定、校验、标定,你知道吗?

校准、检定、校验、标定,你知道他们的区别吗?在日常工作中我们经常遇到校准,检定,校验,标定等计量专业术语,因为工作中的精力和时间有限的关系,我们可能没有深究它们的差异。
今天与大家分享这4个词汇在计量专业领域中的异同点,让大家在今后的工作中运用得更专业。
首先我们来看一下这四者的定义。
一、校准的定义校准在中国计量技术规范JJF 1001-2011 《通用计量术语及定义》中的定义是“一组操作,其第一步是在规定条件下确定由测量标准提供的量值与相应示值之间的关系,第二步则是用此信息确定从示值与所获得测量结果的关系。
这里测量标准提供的量值与相应示值都具有测量不确定度。
”单独来看,感觉这个定义真的深奥呀!换一种说法:依据相关校准规范或校准方法,通过实验确定计量器具示值的活动。
通常采用与精度较高的标准器比对测量得到被计量器具相对标准器的误差,从而得到被计量器具示值的修正值。
——可简单粗暴地理解为依靠规范或方法,用高一等级的测量设备检测需校准的量检具与高一等级测量设备的对比误差,并计算出修正值的活动。
根据这种修正关系,校准的量检具(测量设备)所显示或代表的数值可以将其溯源到测量标准所复现的量值上。
它一般作为技术文件,不具有法律效力,只评定测量设备的量值误差,不做是否合格的判断。
校准主要用于非强制检定的计量器具。
备注:⒈校准可以用综述、校准函数、校准图、校准曲线或校准表格的形式表示。
某些情况下,它可以包括对具有测量不确定度的示值的修正,加修正值或乘修正因子。
⒉校准不应与测量系统的调整及常错误称作的“自校准”相混淆,也不要与检定相混淆。
⒊通常,只把上述定义中的第一步认为是校准。
二、检定的定义检定在中国计量技术规范JJF 1001-2011《通用计量术语及定义》的定义是“查明和确认测量仪器是否符合法定要求的程序,包括检查、加标记和(或)出具检定证书。
”——它可简单粗暴地理解为判断需检定的量检具(测量设备)是否符合法定要求的活动或流程。
仪器设备检定、测试、校准证书确认表
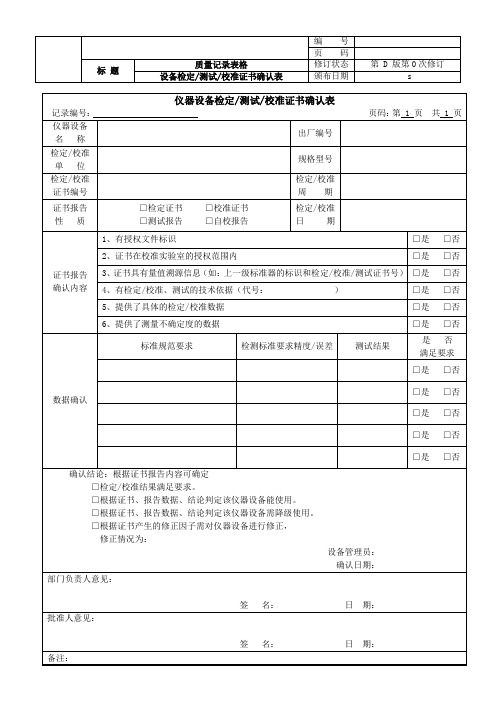
□根据证书、报告数据、结论判定该仪器设备需降级使用。
□根据证书产生的修正因子需对仪器设备行修正,修正情况为:设备管理员:
确认日期:
部门负责人意见:
签 名: 日 期:
批准人意见:
签 名: 日 期:
备注:
记录编号:页码:第1页 共1页
仪器设备
名 称
出厂编号
检定/校准
单 位
规格型号
检定/校准
证书编号
检定/校准周 期
证书报告
性 质
□检定证书 □校准证书
□测试报告 □自校报告
检定/校准
日 期
证书报告
确认内容
1、有授权文件标识
□是 □否
2、证书在校准实验室的授权范围内
□是 □否
3、证书具有量值溯源信息(如:上一级标准器的标识和检定/校准/测试证书号)
□是 □否
4、有检定/校准、测试的技术依据(代号: )
□是 □否
5、提供了具体的检定/校准数据
□是 □否
6、提供了测量不确定度的数据
□是 □否
数据确认
标准规范要求
检测标准要求精度/误差
测试结果
是 否
满足要求
□是 □否
□是 □否
□是 □否
□是 □否
□是 □否
确认结论:根据证书报告内容可确定
□检定/校准结果满足要求。
汽车零部件检具培训课件

切齐面的检测 以检测块为基准面借助直尺类量具进行测量产品是否平齐,如有间隙用薄片塞尺测量间隙确认是否在要求范围内。
孔位置的测量
1,用检销配合检具检验,检销可入ok,检销不入则NG。 2,检具上划线检出 a.用笔沿产品实际孔位置旋转一周画圈。 b.用卡尺测量画线后的圆与检具上实际的孔位置一周偏移是否在要求范围内。
汽车零部件检具学习交流会-8.28
一:检具的坐标 二:检具的基本知识 三:检具的制作、检验依据 四:检具的使用
目的
检具是用来检测零部件精度的一种检测设备,是我们判断产品是否合格的重要工具,许多无法用量具检用直接关系到生产产品的品质。所以一起学习交流一下检具的知识。希望达到一下的目的 1,把基本概念应用于新产品开发的具体项目的尺寸控制中去; 2,增加了解检具的使用方法和品质的控制手段,从而达到人人对检具和产品的质量控制都有判断能力。
测量值3.0mm
3.0mm基准线
间隙测量
间隙的测量方法: 对于零件修边线来说,测量面与基准面之间的间隙减去所要求的间隙所得两者之间差,若大于0,则为+.若小于0,则为
直接用间隙尺配合检具测量:检测时,间隙尺的直边须与检具测量基准面贴合,读数时以零件与间隙尺的接触点为读数点。
断面规、间隙尺进行测量(如图四):使用断面规时先要插好定位销,然后将其紧固定螺丝锁紧再进行测量。
检具的制作依据 a:客户的技术任务书,技术协议(里面包含检具设计,制造,以及三坐标测量标准) b:GD&T图(产品公差图)
五.检具使用
(1)检查零件时,按(检查成绩表)的有关参数进行检查 (2)使用检具时,应先将定位销上好,对于无定位销的检具,先测得零件边缘与检具之间的间隙大小,在同一方向上取平均值,(如车门,行李盖外板等检具)再上好夹紧装置. (3)测量的通用工具有:直尺,锥度尺,游标卡尺,数显千分表等,专用工具有卡规,止通规等。 (4)对零件修边线来说,超出基准线,说明零件的 外形,尺寸偏大,定义超出值为 +,反之为 – (5)对于零件修边线来说,测量面与基准面之间的间隙减去所要求的间隙所得两者之间差,若大于0,则为+.若小于0,则为 (6)对于需检测孔的位置,必须按照T B H方向测量,向+方向偏,所得差为+,向-方向偏,所得差为-.
仪器设备校准 检测结果使用确认单
仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单仪器设备校准/检测结果使用确认单。
IATF16949制造过程审核细则
制造过程审核细则(IATF16949-2016)在产品制造过程的每道工序中,必须使所策划的和已落实的过程的技术和人员素质达到要求,加以监控并从经济的角度进行持续改进。
员工素质、过程设备和检测器具的适用与改进、与所生产零件的特性相适应的运输和储存是制造过程审核的重点。
1人员/素质选择具备相应岗位素质的人员,使其保持应有的素质以及进一步培养成具有更高岗位素质的人员,这是管理者的任务。
必须对员工是否具备承担过程任务的素质进行验证。
1.1员工监控产品质量和过程质量情况1.1.1为提高产品质量和过程质量,不断改进,员工应具备质量改进的意识。
1.1.2自检情况。
1.1.3坚持设备点检情况。
1.1.4首件检查和末件检查情况。
1.1.5掌握过程的工艺要求以及理解控制图,达到应知应会要求。
1.1.6零件不能满足要求时的处理是否按有关规定执行。
1.2员工对生产设备和生产环境的职责和权限1.2.1生产设备和环境应保持整齐和清洁。
1.2.2员工应对生产设备进行日常的维修与保养,出现故障时应及时报修。
1.2.3零件、工装按规定贮存。
1.2.4按时报请对检测、试验设备的检定和校准。
1.3为了完成所交付的任务员工应具备的素质1.3.1操作者应经过培训并持有有效操作证书上岗。
1.3.2员工应熟悉产品技术要求。
1.3.3具有安全生产和生产环境要求的意识。
1.3.4具有特殊工序工艺验证方面的知识。
1.4顶岗人员的配置计划在人员配置计划中要考虑缺勤因素(如病假、休假、培训)。
对顶岗人员也要确保所需的素质。
1.5有效地使用了提高员工工作积极性的方法通过针对性的信息宣传,促进员工工作的主动性,并以此来提高质量意识。
1.5.1经常发布质量信息,使员工了解质量现状。
(有目标值和实际值)1.5.2产品质量改进的合理化建议和“六小”活动的开展情况。
1.5.3员工参加培训和质量小组的积极性。
1.5.4病假率低。
1.5.5员工对质量改进的效果。
1.5.6员工具有自我评定的意识。
检具标准件价目表
基准盖由 ABS 塑料制成,有红,蓝两种颜色,广泛运用于汽车检具基准类产 品上,取保护盖作用!
-6-
基准球套装
UNIT:mm
品名 型号
P
T
D
L
L1 单价(元)
基准球 YH-JZQ-12 12 12
6
30
12
245.00
垫 块 YH-DK-50 -
15
6
-
-
68.00
保护盖 YH-BHG-25 -
-15-
-13-
单价(元) 0.25 元/枚
其它检具小配件系列 -14-
检具标准件产品完善中,未尽产品请来电咨询,同时我司还提供各类检具 配件的订制(各种导套,检测销,定位销,划线销,通止规,垫块,翻转及 滑移机构等),本公司对产品的规格,设计特性均不断研究改良创新,上述 产品规格有变更,恕不另行通知,已实物为准.
T
单价(元)
3 5 3 5 3 5 3 5 3 5 3 5 3 5
品名 方形带孔 S 面
型号 YH-FKSM-20*08-3 YH-FKSM-20*08-5 YH-FKSM-25*12-3 YH-FKSM-25*12-5 YH-FKSM-30*18-3 YH-FKSM-30*18-5
A
D
20
8
20
8
品名
型号
D
L
不锈钢弹簧绳 YH-SS-L110 2.5 110(静态长度)
材质:0.6mm 不锈钢绳裹透明 PU,外接紫铜镀锡端子
品名
型号
L1 ≤1100
UNIT:mm
单价(元) 8.00
L
单价(元)
珠链
YH-ZL-L500
试验室仪器设备检定校准证书和测试报告确认表公司范本
检定/校准证书和测试报告确认表序号: GF1-1-1编号:GXLQZX设备名称液压万能试验机设备编号GL02040001(GF1)01/II-3 设备用途钢筋力学性能试验保管部门检定/校准单位桂林市计量测试研究所检定/校准周期(年)1证书/报告性质□√检定证书□校准证书□测试报告证书/报告编号力值字第1305010269号证书报告确认内容1、有授权文件的标识□√是□否2、校准/检定证书(测试报告)在校准实验室认可/实验室的授权范围内□√是□否3、证书/报告具有量值溯源信息(如:上一级标准器的标识和检定或校准证书号)□√是□否4、有检定/校准、测试的技术依据(代号: JJG139-1999 )□√是□否5、提供了具体的校准数据□√是□否6、提供了测量不确定度的数据□是□√否数据确认检测项目测试结果标准、规范、规程要求是否满足要求试验力示值相对误差示值重复性示值允许误差±1.0%30 100 200 +0.7+0.5+0.40.0 0.2 0.2 □√是□否50 200 400 +0.6+0.4+0.60.2 0.1 0.1 示值重复性允许误差 1.0%□√是□否100 300 600 +0.4+0.4+0.70.1 0.1 0.1 □√是□否150 400 800+0.5+0.4+0.60.1 0.1 0.1 □√是□否200 500 1000+0.6+0.4+0.60.1 0.1 0.1 □√是□否根据证书、报告内容可确定:□√证书、报告满足要求□√根据证书、报告数据、判定该设备能使用□根据证书、报告数据、判定该设备需降级使用□根据检测/校准、测试产生的修正因子要对设备进行修正,修正情况:设备管理员:罗玉刚日期: 2013 年 8 月 10 日负责人意见:该设备检定结果满足要求。
签名:日期:年月日技术负责人意见:该设备检定结果满足要求。
签名:日期:年月日备注:检定/校准证书和测试报告确认表序号: GF1-1-2编号:GXLQZX设备名称液压万能试验机设备编号GL02040001(GF1)01/II-3 设备用途钢筋力学性能试验保管部门检定/校准单位桂林市计量测试研究所检定/校准周期(年)1证书/报告性质□√检定证书□校准证书□测试报告证书/报告编号力值字第1405010530号证书报告确认内容1、有授权文件的标识□√是□否2、校准/检定证书(测试报告)在校准实验室认可/实验室的授权范围内□√是□否3、证书/报告具有量值溯源信息(如:上一级标准器的标识和检定或校准证书号)□√是□否4、有检定/校准、测试的技术依据(代号: JJG139-1999 )□√是□否5、提供了具体的校准数据□√是□否6、提供了测量不确定度的数据□是□√否数据确认检测项目测试结果标准、规范、规程要求是否满足要求试验力示值相对误差示值重复性示值允许误差±1.0%50 100 200 +0.8+0.6 -0.8 0.2 0.4 0.2 □√是□否100 200 400 +0.7+0.4 -0.2 0.2 0.2 0.1 示值重复性允许误差1.0%□√是□否150 300 600 +0.6+0.1 -0.1 0.1 0.1 0.1 □√是□否200 400 800+0.3-0.1 -0.2 0.2 0.1 0.1 □√是□否500 1000-0.4 -0.5 0.1 0.1 □√是□否根据证书、报告内容可确定:□√证书、报告满足要求□√根据证书、报告数据、判定该设备能使用□根据证书、报告数据、判定该设备需降级使用设备管理员:罗玉刚日期: 2014 年 8 月 2 日负责人意见:该设备检定结果满足要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车间
使用者
确认
梯形支架拉杆(主、中间、两端、辅助)钢构后处理模组支架梯形支架扭管组合拉杆(主、中间、两端)Φ16孔同心度检具扭管组合Φ19.98±0.01检具Φ15.98±0.01检具Φ16±0.01检具
Φ16.9±0.01检具
Φ51±0.01检具
Φ12.8±0.01检具
Φ18.9±0.01检具
Φ16.2±0.01检具
电动推拉杆安装底座
Φ16.45±0.01检具
主拉杆
扭管成品专检台
顶板垂直度检具从动立柱
法兰板检具II
轴管同心度检具
梯形成品专检台
法兰板检具I
313±0.3检具
562±0.3检具
三孔检具
1052±0.5检具
Φ22 通止规
Φ20 通止规
神光新能源股份有限公司
检 具 定 时 标 定 单
检具名称检验对象标定结果标定人标定日期备注
1.00
1.00
镀锌
(主、中间、两端、辅
助)
注:检具标定以月为周期!
Φ22 检具
镀锌厚度检测仪所有镀锌件
1.00