哈尔滨工业大学科技成果——混粉电火花精密加工技术
带冠整体涡轮盘电火花加工CAD_CAM技术
第39卷第2期2007年4月 南 京 航 空 航 天 大 学 学 报Journal of N anjing U niversity of Aero nautics &Astronautics V ol.39N o.2 A pr.2007带冠整体涡轮盘电火花加工CAD /CAM 技术李 刚1 王振龙1 赵万生2 吴 湘1(1.哈尔滨工业大学机电工程学院,哈尔滨,150001; 2.上海交通大学机械与动力工程学院,上海,200030)摘要:叙述了作者研发的带冠整体涡轮盘电火花加工专用CAD /CA M 系统——BliskCad /Cam 。
该系统解决了电极设计与制造、加工轨迹搜索、加工仿真与精度检测等技术难题。
对某航空发动机的带冠整体涡轮盘进行的实验结果表明,BliskCad/Cam 完全能够满足加工精度要求,并缩短加工准备时间50%以上。
关键词:带冠整体涡轮盘;BliskCad/Cam;电火花加工;电极设计;轨迹搜索中图分类号:V 434+.21;T G 661;T P 391.7 文献标识码:A 文章编号:1005-2615(2007)02-0253-05 收稿日期:2006-03-06;修订日期:2006-05-21 作者简介:李刚,男,博士研究生,1978年11月生;王振龙(联系人),男,教授,博士生导师,E -mail :w angZ L @hit .edu .cn 。
CAD /CAM for Shrouded Blisk by Electro -Discharge MachiningL i Gang 1,W ang Zhenlong 1,Zhao W ansheng 2,Wu X iang1(1.Scho ol of M echanical and Elect rical Engineer ing ,Harbin Institut e of T echnolog y ,Harbin,150001,China;2.Schoo l of M echanical Eng ineering,Shang hai Jiao T ong U niver sity ,Shang hai,200030,China )Abstract :To produce shrouded turbine blisk by electro -discharg e m achining (EDM ),a special CAD/CAM system called the BliskCad /Cam is dev elo ped to solve the problem s ,such as electrode designing and manufacturing ,searching path fo r m ulti-ax is NC-EDM ,and pr ecision m easurement and detectio n,etc.BliskCad/Cam can perform param etrical reconstruction of 3-D model of the blisk,intellig ent desig n of complex shape electr ode,autom atical gener ation o f NC codes for electr ode manufacturing ,searching of interference -free to ol path for multi -axis NC -EDM and m achining simulation ,etc .An ex periment on the shrouded blisk of a certain aer oeng ine proves that BliskCad/Cam m eets the requirements o f hig h pr ecision m achining ,and also reduces 50%of the accessorial tim e.Key words :shr ouded blisk ;BliskCad /Cam ;electro -discharg e machining ;electro de desig n ;pathsearching引 言涡轮盘是航空、航天发动机的核心部件,其性能直接影响航空、航天器的推力和发射成功率[1]。
哈尔滨工业大学科技成果——激光加工新技术
哈尔滨工业大学科技成果——激光加工新技术
成果简介
1、管材内表面激光强化处理系统
该系统采用YAG固体激光器,采用光纤导光,由于金属材料对YAG激光的吸收率约为50-60%,所以泵筒不需要进行黑化处理,可直接进行激光淬火。
采用管道机器人作为淬火执行装置,用工控机控制系统的运行,使系统具有很好的灵活性和实用性,而且造价低,使用方便,不受管长的限制。
该系统获国家科技进步三等奖。
2、无模具激光加热成形技术
无模具金属薄板激光加热弯曲成形技术是一种新型柔性无模具成形加工方法。
通过控制激光的工艺参数及扫描路径诱发热应力而自然成形,可以使薄板产生复合弯曲变形,其受热集中且易控制,具有良好的经济性和灵活性,特别适合于小批量及用常规方法难以成形的硬脆材料的成形。
课题组在两维弯曲研究的基础上,进行了大量的三维弯曲成形技术的研究,掌握了一定的规律和经验。
3、激光加热辅助切削技术
课题组进行了激光加热辅助切削技术及系统的研究。
该技术对难加工材料的加工非常有效,用该系统可加工陶瓷材料、冷硬铸、铁高温合金以及复合材料等。
课题组的研究结果表明加热辅助切削的切削力比常规切削降低约50%,刀具使用寿命可提高2-3倍。
加工表面质量明显提高。
特种加工
国外特种加工技术的最新进展摘要就当前国际特种加工技术研究的最新进展情况, 从激光加工、电解加工、超声加工尤其是电火花加工等方面进行了较为详尽的阐述。
希望能从国外此方面的研究中, 看出21 世纪特种加工技术的走向, 并为我国特种加工技术的研究提供借鉴。
Abstract This paper summaries and analyses the latest overseas′advancement s of nont ra2ditional machining methods such as electro2discharge machining , laser beam machining , elec2t rolytic machining , as well as ult rasonic machining. This review also gives a prospect on the de2velopment of non2t raditional machining technology towards the 21st century and provides a refer2ence to the domestic research.关键词特种加工电火花加工激光加工超声加工1 引言伴随着难加工材料及复杂曲面加工而逐步发展成熟起来的特种加工技术,在计算机技术、现代电力电子技术、网络技术及航天、航空、模具制造等高新技术的推动及市场牵引下, 正朝着更深层次发展。
目前国际上对特种加工技术的研究主要表现在以下几个方面: (1) 微细化。
随着工程技术领域对微型机械的迫切需求, 微细加工已不再是微电子机械技术的代名词, 目前国际上对微细电火花加工、微细超声加工、微细激光加工、微细电化学加工等的研究正方兴未艾,特种微细加工技术有望成为三维实体微细加工的主流技术; (2) 新型元器件在特种加工领域中得到了极为广泛的应用。
脉冲电参数对混气电火花加工工艺性能的影响
c v nton lEDM .Th on e i a e mor he pu s ur to nd p a ure ,t e s t e t le d a in a e k c r nt he ls he mat ra e e i lr mov a e a d t e s r e r t n h u —
图 1所 示 。
与 混 粉 电火 花加 工 相 似 , 具 有 加 工 速 度 较 高 , 使 都 可
放 电 间 隙增 大 , 工 过 程 稳 定 , 使 工 件 的表 面 粗 糙 加 可 度 值 降 低 等 特 点 [ 。但 由于 混 入 的微 细 气 泡 不 同
于微 细 粉 末 , 此 混 气 电 火 花 加 工 又 有 其 自 己 的 特 因
点 。 本 文 主要 针 对 脉 冲 电 参 数 的 变 化 对 混 气 电 火 花
加 工 性 能 的影 响进 行 了 研 究 。
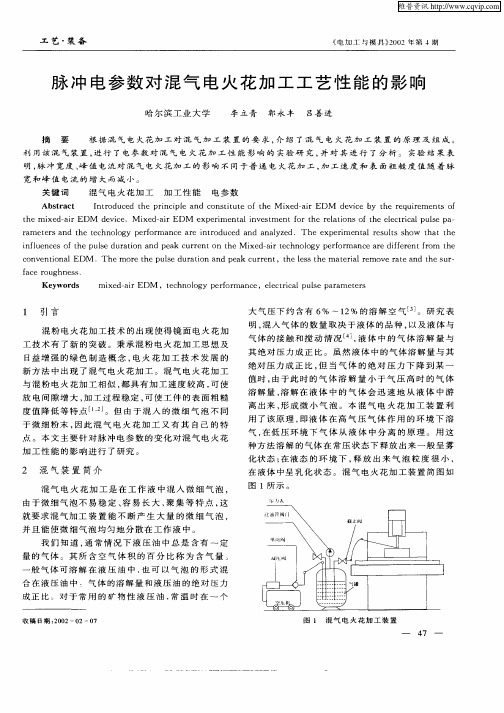
2 混 气 装 置 简 介
大 气 压 下 约 含 有 6% ~1 % 的 溶 解 空 气 lj 2 3。研 究 表
明 , 入 气 体 的数 量 取 决 于 液 体 的 品 种 , 混 以及 液 体 与 气 体 的接 触 和搅 动 情 况 _ , 体 中 的 气 体 溶 解 量 与 4 液 j 其 绝 对 压力 成 正 比 。虽 然 液 体 中 的 气体 溶 解 量 与 其
利 用 该 混 气装 置 , 行 了 电参 数 对 混 气 电 火 花 加 工 性 能 影 响 的 实验 研 究 , 对 其 进 行 了 分 析 。 实验 结 果 表 进 并 明 , 冲 宽度 、 值 电 流对 混 气 电 火 花 加 工 的影 响 不 同 于普 通 电 火花 加 工 , 工 速 度 和 表 面 粗 糙 度 值 随 着 脉 脉 峰 加
精密和超精密加工现状与发展趋势
精密和超精密加工现状与发展趋势一、精密和超精密加工的概念与范畴通常,按加工精度划分,机械加工可分为一般加工、精密加工、超精密加工三个阶段。
目前,精密加工是指加工精度为1~0.1µ;m,表面粗糙度为Ra0.1~0.01µ;m的加工技术,但这个界限是随着加工技术的进步不断变化的,今天的精密加工可能就是明天的一般加工。
精密加工所要解决的问题,一是加工精度,包括形位公差、尺寸精度及表面状况;二是加工效率,有些加工可以取得较好的加工精度,却难以取得高的加工效率。
精密加工包括微细加工和超微细加工、光整加工等加工技术。
传统的精密加工方法有砂带磨削、精密切削、珩磨、精密研磨与抛光等。
a. 砂带磨削是用粘有磨料的混纺布为磨具对工件进行加工,属于涂附磨具磨削加工的范畴,有生产率高、表面质量好、使用范围广等特点。
b. 精密切削,也称金刚石刀具切削(SPDT),用高精密的机床和单晶金刚石刀具进行切削加工,主要用于铜、铝等不宜磨削加工的软金属的精密加工,如计算机用的磁鼓、磁盘及大功率激光用的金属反光镜等,比一般切削加工精度要高1~2个等级。
c. 珩磨,用油石砂条组成的珩磨头,在一定压力下沿工件表面往复运动,加工后的表面粗糙度可达Ra0.4~0.1µ;m,最好可到Ra0.025µ;m,主要用来加工铸铁及钢,不宜用来加工硬度小、韧性好的有色金属。
d. 精密研磨与抛光通过介于工件和工具间的磨料及加工液,工件及研具作相互机械摩擦,使工件达到所要求的尺寸与精度的加工方法。
精密研磨与抛光对于金属和非金属工件都可以达到其他加工方法所不能达到的精度和表面粗糙度,被研磨表面的粗糙度Ra≤0.025µ;m加工变质层很小,表面质量高,精密研磨的设备简单,主要用于平面、圆柱面、齿轮齿面及有密封要求的配偶件的加工,也可用于量规、量块、喷油嘴、阀体与阀芯的光整加工。
e. 抛光是利用机械、化学、电化学的方法对工件表面进行的一种微细加工,主要用来降低工件表面粗糙度,常用的方法有:手工或机械抛光、超声波抛光、化学抛光、电化学抛光及电化学机械复合加工等。
精密加工技术

b.混粉加工方法
在放电加工液内混入粉末添加剂 ,以高速获得光泽面的加工方法称 之为混粉加工。该方法主要应用于 复杂模具型腔,尤其是不便于进行 抛光作业的复杂曲面的精密加工。 可降低零件表面粗糙度值,省去手 工抛光工序,提高零件的使用性能 (如寿命、耐磨性、耐腐蚀性、脱 模性等)。混粉加工技术的发展, 使精密型腔模具镜面加工成为现实 。
真空热处理炉已广泛采用了计算机 控制,目前已发展到真空化学热处理 和真空气淬热处理,包括高压真空 气淬、高流率真空气淬和高压高流 率真空气淬技术等。另外,激光热 处理技术在国外已广泛用于航空、 航天、电子、仪表等领域,如各种 复杂表面件、微型构件、需局部强 化处理构件、微型电子器件、大规 模集成电路的生产和修补、精密光 学元件、精密测量元件等。
4.数控电火花加工新工艺的应用
a.标准化夹具
数控电火花加工为保证极高的重 复定位精度且不降低加工效率,采用 快速装夹的标准化夹具。标准化夹具 ,是一种快速精密定位的工艺方法, 它的使用大大减少了数控电火花加工 过程中的装夹定位时间,有效地提升 了企业的竞争力。目前有瑞士的 EROWA和瑞典的3R装置可实现快速精 密定位。
5、抛光 是利用机械、化学、电 化学的方法对工件表面进行的一种微 细加工,主要用来降低工件表面粗糙 度,常用的方法有:手工或机械抛光 、超声波抛光、化学抛光、电化学抛 光及电化学机械复合加工等。手工或 机械抛光加工后工件表面粗糙度 Ra≤0.05µm,可用于平面、柱面、曲 面及模具型腔的抛光加工。超声波抛 光加工精度 0.01~0.02µm,表面粗糙 度Ra0.1µm。化学抛光加工的表面粗糙 度一般为Ra≤0.2µm。电化学抛光可提 高到Ra0.1~0.08µm。
模糊控制技术是由计算机监测来 判定电火花加工间隙的状态,在保持 稳定电弧的范围内自动选择使加工效 率达到最高的加工条件;自动监控加
哈尔滨工业大学电磁与电子技术研究所
哈尔滨工业大学隶属研究机构
01 学校简介
03 科研设备
目录
02 师资力量 04 科研范围
05 人才培养
07 科技发明
目录06 研究成果 Nhomakorabea哈工大微特电机专业成立于50年代初期,是哈工大建校初期的主要学科之一,在国际电机学术领域和国内电 机领域具有相当影响。2000年,被评为黑龙江省重点学科,2001年被评为国家重点学科、国防科工委重点学科, 同时也是学校“985工程”、“211工程”重点建设学科。
哈工大电磁与电子技术研究所成立于2003年12月,前身是哈工大微特电机教研室。研究所原名电动车研究所, 主要为发展电磁应用领域而进行理论基础、组件、电路及系统技术方面的研究。研究领域涉及机电、能源、交通 与环境。研究所建筑面积3000平方米,下设有电动车辆研究中心,主要从事电动车辆电气系统仿真与设计,电驱 动系统、储能设备监测与管理的研究与开发以及汽车电子与计算产品的研发,并设有电动车电驱动系统实验室、 特种电机实验室、测试与控制实验室、电磁装备实验室、新原理电磁装置实验室。
科研设备
功率分析仪;电池模拟系统等。
科研范围
科研方向 1、特种电机系统理论及应用技术 电动车辆驱动电机及其驱动控制技术 高性能磁阻电机基础理论及应用技术 机床主轴电机及其驱动控制技术 航天电动执行机构及其驱动控制技术 机器人用电机及其驱动控制技术 压缩机用电机及其驱动控制技术 静电电动机技术 新型超导电机理论及技术 2、车辆电力与电子
研究成果
研究所承担的研究方向包括4个领域17个子课题。研究成果显著,多次获得国家、教育部、国防科工委、航 天工业总公司和黑龙江省的奖励。在IEEETransactions on Magnetics、中国电机工程学报、电工技术学报、微 特电机、微电机等期刊以及在各种国际学术会议上发表论文400多篇,其中被SCI检索30多篇,被EI检索100多篇。 伴随着科研工作的发展与总结,研究人员陆续出版了《新型电驱动控制系统及其相关技术》、《步进电动机及其 驱动控制系统》、《电机与电器的数学分析方法》、《PHYSICS OF ELECTRIVC LAUNCH》、《步进电动机》、 《电动机智能控制基础》、《石英电子表手机电换能器》等学术著作。随着科研工作的不断深入和对科技创新的 追求,近几年研究所陆续申请国家发明专利近70项,其中已获授权15项。
超声振动辅助混粉电火花表面强化试验研究
I v s i a i n o t a o c Vi r to s se wd r m i e n e tg to n UIr s ni b a i n As it d Po e— x d Elc rc lDic a g u f c o ii a i n e t i a s h r e S r a e M d fc to
混粉 电火 花表 面 强化技 术 通过在 加 工液 中混 入 可作 为强 化相 的粉 末 , 用铜 电极 直 接 进 行 表 面 强 利
面形貌 差 。Y n等 在工 作液 中混 入铝 粉 和铬 粉对 a
混粉 电火 花表 面 强 化 进行 了较 系 统 的研究 , 果 表 结
化, 克服 了 固体 电极 、 粉末 压结 体 电极 和粉末 烧结 体 电极 等在 电火 花 表 面 强化 中 电极 损 耗 严 重 、 化 精 强 度低 、 电极制 造 困难 、 强化 费用 高等 缺点 u 。 j
S n c a , h n in u , n u j o g Xih o Z a gJa h y Jn n2 0 6 , hn h n o gUnvri ,ia 5 0 1 C ia) t
Ab t a t n t s pa e , o t g a e pe i nt f lr s ni v b a i n s it d o e — x d sr c :I hi p r rho on l x rme s o u ta o c i r to a sse p wd rmi e ee tia s h r u f c d fc to r i s d.Th n l e c fpr c s ig p r me e s,s c s lc rc ldic a ges r a e mo iia i n we e fnihe e i fu n e o o e sn a a tr u h a
让电火花的光芒在中国大地上更加灿烂辉煌——纪念电火花加工发明人鲍·洛·拉扎连柯教授、院士诞生100
刘晋春教 授受 哈尔滨工业 大学 的委派 , 中 国科 学院 的胡传 锦研究 员 以及 上海 交通 大 学 的陈湛 清 教授 和 等有 幸于 1 6 ~1 6 9 0 9 2年在莫斯 科近郊 的 、 时 的苏联 中央材 料 电加 工 科研 实 验 室跟 随鲍 ・ ・ 扎 连柯 教 当 洛 拉 授、 院士学 习电火花加 工新技术 , 自聆 听到他 老人家 的教 导 。他特地 为我 们制 订 了详 细 的学 习计 划 , 电 亲 在 火 花加工原理 和机理 、 工艺规律 、 冲电源 、 脉 自动控制 、 机床设计 等实验室让 我们轮 流实习 , 还得到 了他得意 门 生鲍 ・ ・ 纳 卓洛迪 赫和纳 ・ - 克 法捷耶夫等专家 的具体指 导。他 们 的帮 助和友谊 , 使我们 得益 匪浅 , 终生 难忘 。 鲍 ・ ・ 扎连柯 教授 、 士曾于 1 5 ~1 5 洛 拉 院 9 5 9 7年来 中 国工 作 , 为 中国科 学 院院 长顾 问并 指 导 中国 电加 作 工 的发展 。他 帮助 中国制订 了《 技发 展 1 远景规 划》 并亲 自协助制 定 了《 科 2年 , 发展 电能 新应用 》 目。开拓 项 了中苏 电加工 的科技合作 , 促进 了 中国电加工 事业 的蓬 勃发展 。 在 中国 自 1 5 9 6年起 就生产 出电火 花强化 器和几种 不 同型号 的 电火 花 机床 。至 今 电火 花加 工技 术 已获
机 一电一体化 ” 制造的 年青专家 。在 国家 、 、 和大学 中 , 省 市 建立 了“电加工” “ 或 特种加 工 ” 究 室或研 究 所。 研
17 9 9年成立 了中国机 械工工程 学会 电加工工分 会 , 编辑 出版发行 了《 还 电加 工与模 具 》 杂志 。我 国在 电加 工 方 面的成就 , 足以告慰鲍 ・ ・ 洛 拉扎连 柯教授 、 士 ! 院
迎接电火花成形加工的第二次腾飞
对于航空航天的带叶冠整体式涡轮盘 ( 见图1)、轴承 a
动态预紧系统环 ( 图l )和大量的钛合金零件加工 , 见 b
电火花成形加 工几乎成为了唯一的选择。
额越 来越大 。很久没有露面的大 中型 电火花成形加 工机
床又精彩 亮相 ,最 为耀 眼的 当属 ±00 3 ±0O l .0 ~ .0 mm 的超精 电火 花成 形加 工机床 。采 用高速 铣削加 工作 型 腔精 确预加 工和 石墨 电极的 高精 度制造 ,用 电火花 成 形加 工作为 精加 工最终 工序 已成 为高 质量模具 的 常规
数 ,电极和 工件之间形成的 电容在连续空载下 不断累积
充 电 ,这些能量会 在后续的放 电中全盘输 出,对精加 工 影响很大 ,轻 则打 出一批 大坑 ,表面粗糙度不均匀 ;重
()直径2rm的镜面加工 a 5 a
则打 出很麻烦的针孔 ,甚至造成 局部损伤 。所以 ,对于
微精放 电回路要求输 出能量尽 可能小。其措施之一是抬 刀时 电极和工件两极之 间不 带电 ,此 时以及脉冲停歇时
■●■■ c。yb 口, ■■■■I hl s t ■■接电火花成形加工的
第 次腾 二
北京市电加工研 究所 (0 1 1 10 9 ) 杨大 勇 伏金娟
当我 们还 在争论 高速 铣 削加 工 大发 展下 电火花 成
形加工 的生存 问题 时 ,国外 的情况 已经发生 了变化 。 高速铣 削加 工非但 没有 取代 电火花 成形加 工 ,而是将 电火花 成形加 工推 向精加 工 的新高 度 。市场上 ,高速 铣 削加 工和 电火花 成形加 工 机床捆 绑销 售 已成 为大趋 势 。凡同时 可提供 两种 产 品的厂 商大行 其道 ,市场 份
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
哈尔滨工业大学科技成果——混粉电火花精密加工技术
主要研究内容电火花加工技术已在模具制造、复杂零件加工中得到广泛应用。
但普通电火花加工方法在大面积加工时存在加工表面粗糙度差、加工表层有缺陷等技术问题。
因此为提高其加工表面质量,人们不得不对电火花加工后的表面进行抛光处理,耗时费力,成为产品制造中的“瓶颈”。
改善电火花加工表面粗糙度,消除加工表层缺陷,对扩大电火花加工范围,缩短产品制造周期具有重要意义。
混粉电火花镜面加工技术正是基于上述目的而开发出来的一门新技术,它通过在工作液中添
加硅、铝等导电性微粉末,改变火花放电状态,最终改善加工表面粗糙度,并消除加工表层中的缺陷。
混粉电火花镜面加工技术从根本上克服了普通电火花精加工的缺点,能够显著改善加工表面粗糙度,缩短加工时间,具有广阔的应用前景。
该项技术已经成功应用于锻模、压铸模、冷挤压模具等的精加工,可以取代手工抛光。
针对模具钢材料大平面的混粉电火花镜面加工表明,在100×100mm的大面积上可得到Ra0.107μm的超光滑表面,比传统方法提高3-4个等级,达到了国外同类技术的最好水平。
并针对复杂模具型腔的镜面加工进行了实际应用研究,取得了好的效果。
在此方向的研究中哈尔滨工业大学已取得2项专利技术。
应用领域成果可应用于模具精加工、特种材料的精密加工、复杂形面精加工等方面。
合作方式技术转让。