混粉电火花加工机理及关键技术研究
混粉电火花成形加工的工作原理
vm=V/t
vg=m/t
(1)脉冲宽度对加工速度的影响 (2)脉冲间隔对加工速度的影响 (3)峰值电流对加工速度的影响 (4)非电参数对加工速度的影响
2.影响电极损耗的主要因素 (1)脉冲宽度对电极损耗的影响 (2)脉冲间隔对电极损耗的影响 (3)峰值电流对电极损耗的影响 (4)加工极性对电极损耗的影响
一、工艺准备
加工中心进行粗加工工件 手机外壳零件图
二、电极的准备
电极材料选用模具钢。 由于能用加工中心完成工 件型腔的轮廓粗加工,因 此电火花成形加工时的余 量比较小,可以只用一只 电极来完成加工。电极单 侧缩放量取0.2mm。用高 速加工中心来制造电极。
铣削后的电极
三、电极的装夹与校正
安装电极
夹正电极
找正平行度
找正垂直度
四、工件的装夹与校正
找正工件
装夹工件
五、采用混粉电火花加工
1.在混粉电火花加工中,工件的表面粗糙度与电参 数的选择有很大的关系。为降低工件表面粗糙度,应减小 单个脉冲的放电能量,即尽可能地采用小的电规准进行加 工;为提高加工效率,在不致引起拉弧的情况下,应尽量 缩短脉冲间隔。针对本次课题任务,建议脉冲宽度小于2µ s, 峰值电流小于2A,脉冲间隔10µ s左右。 2.混粉电火花加工过程中,使油箱中的工作液轻微 循环,不加冲液处理。 3.工件在电火花成形加工前还必须除锈去磁,否则 在加工中工件吸附铁屑,很容易引起拉弧烧伤。
普通工作液
混粉工作液
混粉工作液电火花成形加工原理
混粉电火花成形加工减少了局部集中放电,提高了加工稳定程 度,从而能稳定获得大面积的光整加工表面。混粉电火花成形加工 相比普通电加工方法能有效改善加工表面质量。
传统加工与混ቤተ መጻሕፍቲ ባይዱ加工对比图
混分电火花与普通电火花异同

混粉电火花与普通电火花加工异同混粉电火花加工是通过在常规的煤油基工作液中添加硅、铝等微细粉末来改善放电状态,从而提高表面质量、精加工效率的一种新型加工工艺,能够有效地缓解放电面积和表面质量之间的矛盾、并可显著提高被加工件的表面性能.一.电火花加工的基本原理电火花加工是利用两极间脉冲放电时的电腐蚀现象对材料进行去除加工,以达到一定形状尺寸和表面质量要求的加工方法。
电火花加工的基本原理如图1—1所示。
工具电极和工件分别接脉冲电源的两极,并浸入工作液中。
工具电极在调节系统的控制下向工件进给,当两电极问的间隙减小到一定值时,两电极上施加的脉冲电源将工作液击穿,产生火花放电,并形成火花放电通道,此时,放电电压瞬间降至火花维持电压,一般约25V左右,而放电电流增加至所设定的值。
放电通道一旦建立,电源就开始通过放电通道释放能量,由于放电总是发生在两电极之间介电强度最弱处,放电结束后,部分材料被去除,电极表面留下相应的放电凹坑,当下次脉冲到来之时,该处不再是介电强度最弱处,因而又会在满足介电强度最弱条件的另外一处发生放电。
经过无数次放电叠加后,整个加工表面才会全部参与放电,电极的形状才会完整地“复印”在工件上,最终完成加。
二.混粉电火花加工机理粉术的介入是导致混粉电火花加工与常规电火花加工在加工效果上存在差异的直接原因,于是人们对粉末如何参与放电过程进行了深入研究,探讨了其作用机理,对相关的问题进行了合理的解释。
1、粉末与放电间隙图1.7为H.Narumiya等人得出的粉末浓度与放电间隙大小的关系曲线陋”,从图中可以看出,粉末添加到工作液中后,放电间隙明显增大,而且在添加量不是很大的时候,放电间隙就已经增大了数倍:另外,图中还可看出,放电间隙除了与粉末浓度有关外,还取决于粉束材料和电规准。
对此,有学者从胶体系统动力稳定性和聚结不稳定性两个方面进行分析,认为是正出于粉末添加剂的加入而形成的胶体系统增大了放电间隙,而放电间隙的增大对放电加工,尤其对精加工极为有利。
混粉电火花加工
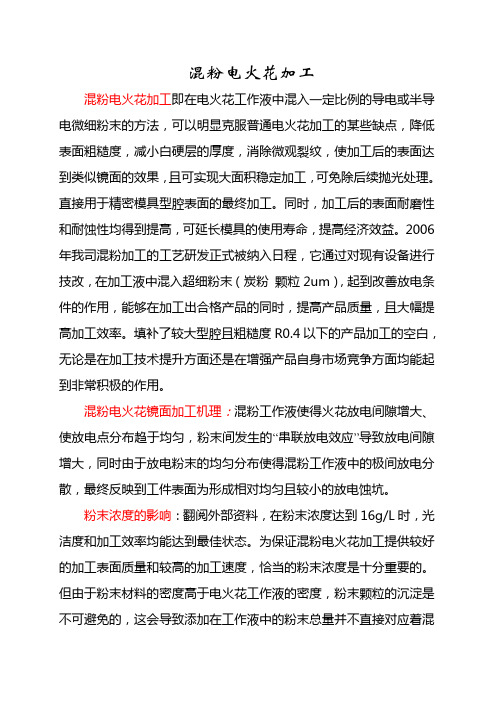
混粉电火花加工混粉电火花加工即在电火花工作液中混入一定比例的导电或半导电微细粉末的方法,可以明显克服普通电火花加工的某些缺点,降低表面粗糙度,减小白硬层的厚度,消除微观裂纹,使加工后的表面达到类似镜面的效果,且可实现大面积稳定加工,可免除后续抛光处理。
直接用于精密模具型腔表面的最终加工。
同时,加工后的表面耐磨性和耐蚀性均得到提高,可延长模具的使用寿命,提高经济效益。
2006年我司混粉加工的工艺研发正式被纳入日程,它通过对现有设备进行技改,在加工液中混入超细粉末(炭粉颗粒2um),起到改善放电条件的作用,能够在加工出合格产品的同时,提高产品质量,且大幅提高加工效率。
填补了较大型腔且粗糙度R0.4以下的产品加工的空白,无论是在加工技术提升方面还是在增强产品自身市场竞争方面均能起到非常积极的作用。
混粉电火花镜面加工机理:混粉工作液使得火花放电间隙增大、使放电点分布趋于均匀,粉末间发生的“串联放电效应”导致放电间隙增大,同时由于放电粉末的均匀分布使得混粉工作液中的极间放电分散,最终反映到工件表面为形成相对均匀且较小的放电蚀坑。
粉末浓度的影响:翻阅外部资料,在粉末浓度达到16g/L时,光洁度和加工效率均能达到最佳状态。
为保证混粉电火花加工提供较好的加工表面质量和较高的加工速度,恰当的粉末浓度是十分重要的。
但由于粉末材料的密度高于电火花工作液的密度,粉末颗粒的沉淀是不可避免的,这会导致添加在工作液中的粉末总量并不直接对应着混粉工作液的实际浓度,而且在实际加工中粉末还会被消耗,因而要达到并维持最佳的粉末浓度是十分困难的。
实际操作中只需保证粉末浓度在一个恰当的范围内即可。
实际加工中综合考虑加工成本,我们选择的加工浓度一般在2~10g/L。
休止时间的影响(OFF):对于放电面积不是很大的工件加工(S<400 mm2),在其他加工条件未变化的情况下,仅延长休止时间能有效调整加工稳定性,使得加工的工件最终成型面趋于平整,但以牺牲加工效率为前提,面积过大时适用性较差。
混粉准干式电火花精密加工技术研究
S u y o h wd r M ie a y EDM t d n t e Po e x d Ne rDr
在 放 电 间 隙 中 8 % ~9 % 的 体 积 充 满 了 气 泡 , 0 0 其 放 电过 程 实 质 多 为 气 中 放 电 。 I i 用 超 声 波 测 ma 等
出将加 工介质 直接 喷 向, 因 为 这 种 方 法 的 电蚀 产 物 更 易 排 是
中电蚀产物 的体积 没有 明显 的不 同 。所 有这些 研
等 提出用水 雾作加工 介质 , 究结果 表明 , 与传 研 其
统加工能 力几乎一 样 。顾琳 等提 出一种用 喷雾式 电
火 花铣 削加 工 , 与采 用 气 体 介 质 的于 式 电 火 花 加 工 相
究结果表 明, 工件不浸在液体中也可实现材料去除。
除 。Y si oh a研究 了气 中 和液 中单个 电火 花放 电 d
的 电蚀 产 物 体 积 , 果 表 明 , 脉 宽 较 小 时 , 中与 液 结 当 气
量 了间隙中气泡 的数量 , 现在大 电流 、 发 短脉 间条件 下放 电间 隙 中一 半 以上 是气 体 。T u a i r h s nmua T
Ke r s:p w d rm ie n a y; y wo d o e d; e rdr EDM ; r cso a h n n x p e ii n m c i i g
在 电火花加 工 中 , 作介 质 主要 起 介 电 、 电、 工 放 流 体 动 力 和 冷 却 作 用 。 电火 花 加 工 中 常 用 的 加 工 介 质是煤油 、 压器 油 、 、 化液等 。 变 水 乳
钛合金Ti-6Al-4V混粉电火花加工与表面改性研究

钛合金Ti-6Al-4V混粉电火花加工与表面改性研究Ti-6Al-4V钛合金是一种典型的α+β型两相钛合金,在航空、医疗器械、舰船等方面获得广泛的应用。
钛合金在许多方面具有较好的性能,如密度小、比强度高、高温变形性能好等,钛合金的广泛应用促进了我国经济的发展,同时在国防中发挥了重要的作用。
但同时钛合金自身又存在一些弊端,如硬度低、耐磨性能差和导热性差等。
为克服钛合金自身的缺点,本文利用混粉电火花加工来达到对钛合金表面改性的目的。
本文主要研究内容及结论如下:1、研究放电参数对电火花加工(Electrical Discharge Machining,简称EDM)和混粉电火花加工(Powder Mixed Electrical Discharge Machining,简称PMEDM)后Ti-6Al-4V钛合金材料的去除率和表面粗糙度的影响规律。
在一定放电参数下,改变峰值电流大小,在EDM和PMEDM两种条件下,试验分析得出随着峰值电流的增大材料去除率和表面粗糙度都有所增加,而且小电流加工时,经过PMEDM工件材料去除率要比EDM高,而在大电流条件下,经过EDM材料去除率相对要高。
工件经过PMEDM表面粗糙度始终低于EDM;在一定放电参数下,改变脉冲宽度的大小,增大脉冲宽度的值,EDM和PMEDM两种条件下,工件去除率的变化趋势大体相似,呈先增大后减小的趋势,并且经过PMEDM工件去除率要高于EDM加工,而表面粗糙度呈增大的趋势,PMEDM表面粗糙度要低于EDM工件表面。
2、对加工后Ti-6Al-4V钛合金表面形貌、断面组织及成分做了分析,无数个放电小凹坑组成了电火花加工工件表面,经过混粉电火花加工后工件表面形成的放电凹坑大而浅,有效的降低了工件表面粗糙度,加工后Ti-6Al-4V钛合金表层呈现出一层“白亮层”,即为强化层。
强化层的厚度随脉冲能量的改变而发生改变,脉冲放电能量较小时,强化层较薄,增大脉冲能量,研究发现当峰值电流为9A,脉冲宽度为30?s时强化层达到最优化,此时强化层较厚且均匀,当脉冲能量继续增大,强化层则会出现显微裂纹,对工件表面性能有一定影响。
混粉电解电火花复合加工工艺研究
工 艺 ・ 备 装
混 粉 电解 电火 花 复 合 加 工 工 艺 研 究
吴俊 杰 , 谷 安 , 吕传伟 , 金 波 甘
(南 京航 空航天 大学 机 电学院 , 苏南 京 2 0 1 江 1 0 6)
摘要 : 电解 电火花加 工技 术的基 础上 , 出 了在 电解液 中加入 导 电粉 末加 工 非导 电材料 的新 在 提 方法 。通 过对 高硼硅 玻璃 非导 电材料进 行 混粉 电解 电火花加 工 实验 , 对加 工过 程 中各影 响参数 ( 电
加 工 方法进 行加 工 。
开始 发展 。C i t stu 、 i k k n J hs oT usmiKe a uO ao等 采 a s
用脉 冲 电 源 和 直 径 0 5 mm 的 钢 电 极 , 别 在 . 分 Na OH、 NO Na 和 Na I 解液 中 , 非 导 电的 氧化 C电 对
Re e r h o wd r m i e e t o h m ia s ha g a h ni g Pr c s s a c n Po e — x d Elc r c e c lDic r e M c i n o e s
W uJ ni, u j GU An, n C u n iGa ib e L h a we , nJn o
铝 陶瓷进行 电解 电火花 复合 打孔 的实验 研究 。
本 文将 在 电解 电火 花复合 加 工技术 及混 粉 电火 花加工 技术 的基 础上 , 合二 者 的a t 优越性 , 电 综 l o 在
解 电火 花加工 的 工作 液 中加 入石 墨 粉 末 , 究 其 加 研 工性 能 , 探索 一种 新 的材料加 工方 法 。
超声振动辅助混粉电解电火花加工工艺研究
超声振动辅助混粉电解电火花加工工艺研究吕传伟;谷安;李明义;郑汉卿【摘要】A machining method of non-conductive hard and brittle materials with ultrasonic vibration assisted powder -mixed electrochemical discharge machining is proposed. Through the experiment of milling pyrex glass in powder-mixed electrochemical discharge machining assisted with ultrasonic vibration,the effect rules of ultrasonic vibration on the milling surface quality is researched. The experiment results show that powder-mixed electrochemical discharge machining with ultrasonic vibration assisted can acquire better surface quality.%提出了一种使用超声振动辅助混粉电解电火花铣削加工硬脆性非导电材料的方法。
通过对高硼玻璃进行超声振动作用下的混粉电解电火花铣削加工实验,研究了超声振动对电解电火花铣削加工表面质量的影响规律。
结果表明:采用超声振动辅助混粉电解电火花加工,可获得较好的表面质量。
【期刊名称】《电加工与模具》【年(卷),期】2014(000)004【总页数】3页(P18-19,23)【关键词】电解电火花加工;超声振动;铣削加工;混粉【作者】吕传伟;谷安;李明义;郑汉卿【作者单位】南京航空航天大学机电学院,江苏南京 210016;南京航空航天大学机电学院,江苏南京 210016;南京航空航天大学机电学院,江苏南京 210016;南京航空航天大学机电学院,江苏南京 210016【正文语种】中文【中图分类】TG66硬脆性非导电材料具有高硬度、高脆性、高电阻、耐磨损、耐腐蚀、不导磁等优良特性,其应用领域也越来越广泛,特别是在汽车、航空航天、医疗器械等高科技领域发挥了重要作用。
大面积混粉电火花加工机理探讨
r
摘 要 : 述 了大 面 积 混 粉 电 火 花 加 工 的 机 理 , 析 了 大 面 积 混பைடு நூலகம்粉 电 火 花 论 分
加 工能提 高加 x 表 面粗糙 度 的原 因 , 出放 电蚀坑 大儿 浅, - 指 并且 在 加 工表 面 分 布均 匀是 大面积 混 粉 电火花 加I 提 高加 I表 面粗 糙 度 的根 本原 因。通过 在 普通 和混 粉 X 作 液 中的 大 面积 电火 花加 工 实验 对 比 , 明以上 结 论 的正 - 证
要意 义 。
可通过减 小 放 电脉 冲能量 的方 法来 提 高 , 即采 用 窄脉宽和小 电流 。 但对大 面 积 电火花加 工来讲 . 减 小 单个放 电脉 冲能量无法 得 到低 粗糙度值 的加 工 表面 。 为解决这一 问题 , 国内外 许多学 者对 此进行 了研究 。 O世纪 8 2 O年 代 中期 ,1 1本学 者 毛利 尚武 5 等 首次 提 出 了混 粉 电火 花加 工技 术 ( 称 混粉 又 工作液 电火花加 工技术 ) 该技 术是在 常规 电火花 。 加工工作 液 中添 加铝 、 等导 电性粉末 . 过控制 硅 通 粉末 浓度 等加 工 条件 , 电 火 花加 工 表面 的粗糙 使
To oIf rVe iia i n o s mh a d M a n e a c o r c t fAs e N n i t n n e f o P o e s s Co r cs e mp t r n a h c u e s a d Gr p is,1 9 . 3 3 : 9 9. ( ) 9
的实 际绝 缘 间隙仅 为 ^ 为 粉末 层数 . 粉末 ( h为
间 距 离 ) 但 电 极 间 的宏 观 距 离 变 为 H . .
粉末颗粒在混粉电火花加工中作用机理研究
粉末颗粒在混粉电火花加工中作用机理研究粉末颗粒在混粉电火花加工中具有多种作用机理。
电火花加工是一种将放电过程中产生的热能转化为局部高温和高能量的加工方法,可以对金属材料进行切割、加工、雕刻等操作。
而粉末颗粒的加入会对电火花加工的过程和结果产生显著影响。
首先,粉末颗粒的加入可以改变电火花通道的导电性质。
电火花加工是通过阴阳极上的电火花通道形成放电击穿,产生高温和高压,并使材料发生熔化或蒸发。
粉末颗粒的加入可以改变电火花通道的导电性质,增加电火花击穿的可能性。
粉末颗粒的导电性取决于其成分和形状,具有较好的导电性的颗粒能够更好地传导电流,加速电火花的形成。
其次,粉末颗粒的加入可以促进电火花过程中的热原子扩散和快速熔化。
在电火花加工的过程中,电火花的高温和高压会引起材料表面的熔化和蒸发,形成高温等离子体。
而粉末颗粒的加入可以提供额外的熔化物质,加速熔化过程。
同时,粉末颗粒在熔化过程中会释放出大量的气体,增加了电火花通道内气体的浓度,从而提供了更好的击穿条件。
第三,粉末颗粒的加入可以改善材料的表面质量。
电火花加工不仅可以切割材料,还可以在材料表面形成微小的凹坑。
而粉末颗粒的加入可以填充这些凹坑,改善材料表面的光洁度和平整度。
此外,粉末颗粒的加入还可以形成受热扩散层,使材料表面的硬度和耐磨性提高。
第四,粉末颗粒的加入还可以影响电火花加工的熔化效果。
粉末颗粒与材料原料混合后,可以增加材料的熔点和熔化焓,使得电火花能量更容易转化为熔融能量。
这样一来,电火花加工可以更好地实现材料的熔化和热补偿。
最后,粉末颗粒的加入还可以改变电火花加工的材料组织和性能。
粉末颗粒的溶解和扩散过程会引起材料的晶粒细化和固溶体形成,从而改善材料的力学性能和耐磨性能。
此外,粉末颗粒还可以在电火花颗粒落地时产生冲击和位错,进一步提高材料的塑性变形能力。
综上所述,粉末颗粒在混粉电火花加工中具有导电性改善、热扩散促进、表面质量改善、熔化效果提升以及材料组织和性能改善等多种作用机理。
混粉电火花加工表面的研究
垂直放大比: !""""
标尺: ") +" !’ 6 格 标尺: !"") "" !’ 6 格
!
实验验证
通过工艺实验分析我们可以得出以下结论:在 ・!"・
水平放大比: +" 图#
表面粗糙度 #$") %*! !’ 的轮郭
!""! 年 ! 月 第 #$ 卷 第 % 期
航空精密制造技术 #$%#&%’( )*+,%-%’( .#(/0#,&/*%(1 &+,2(’3’14
2//2 年 2 月 第 <[ 卷 第 7 期
航空精密制造技术 #$%#&%’( )*+,%-%’( .#(/0#,&/*%(1 &+,2(’3’14
0567 8998 $:;7 "< (:7 !
特种加工
混粉电火花加工表面的研究
索来春 7, 赵万生 7, 梁力平 2, 聂
7-///7 广东风华高新科技集团有限公司博士后工作站, 广州 2> 肇庆 -2?/?/ @ <> 广东肇庆大学, A 摘要 B 理。 A 关键词 B 混粉; 电火花加工; 表面成分; 表面粗糙度 A 文献标识码 B 8 A 文章编号 B 7//<+-5-7 = 2//2 @ /7+7<+/5 A 中图分类号 B CD??7 = 7> 哈尔滨工业大学, 哈尔滨
’B
(!,
式中: — 多晶衍射度, ’—— 3LTU —— — 系数; (
图! 各种工作液电火花加工的 " 射线能谱图
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。