6-利用CVD制备的TiCN涂层微观组织研究
硬质合金切削刀具材料介绍和基本知识
1.5 碳化物的一些主要性质
碳化物 晶格类型
Cr3C2 Mo2C WC
VC NbC TaC TiC ZrC HfC
斜方晶格 密排六方 简单六方 面心立方 面心立方 面心立方 面心立方 面心立方 面心立方
密度 g/cm3 6.68 9.18 15.7 5.36 7.56 14.48
WC-TiC-TaC(NbC)-Co硬质合金
在WC-TiC-Co硬质合金中加入适当的TaC,可提 高其抗弯强度(显著增加刀刃强度)、疲劳强度 和冲击韧性,提高耐热性、高温硬度、高温强度 和抗氧化能力,提高其耐磨性,增加抗月牙洼磨 损和抗后刀面磨损能力。这类合金兼有WC-TiCCo及WC-TaC-Co合金的大部分最佳性能,它既 可用于加工钢料(主要用途),又可用于加工铸 铁和有色金属,故常被称为通用合金(代号 YW)。这类合金通常用于加工各种高合金钢、 耐热合金和各种合金铸铁、特硬铸铁等难加工材 料。如果适当提高含钴量,这类硬质合金便具有 更高的强度和韧性,可用于对各种难加工材料的 粗加工和断续切削。
几种材料的物理机械性能
材料
熔点 密度 (°C) (g/cm³)
硬度 (HV)
弹性模量 抗高温 (kN/mm²) 氧化性能
TiC
3067 4.93
3200
470
TiN
2950 5.40
2500
590
Al2O3
2047 3.98
2100
400
硬质合金
1400~1800
高速钢 1500 7.8
900
一般 一般 很好
4.9 6.73 12.2
显微硬度 弹性模量 导热率
PCD﹑PCBN刀具材料及刀具涂层

PCD﹑PCBN刀具材料及刀具涂层(一)PCD二十世纪七十年代,人们利用高压合成技术合成了聚晶金刚石(PCD),解决了天然金刚石数量稀少、价格昂贵的问题,使金刚石刀具的应用范围扩展到航空、航天、汽车、电子、石材等多个领域。
金刚石刀具具有硬度高、抗压强度高、导热性及耐磨性好等特性,可在高速切削中获得很高的加工精度和加工效率.金刚石刀具的上述特性是由金刚石晶体状态决定的。
在金刚石晶体中,碳原子的四个价电子按四面体结构成键,每个碳原子与四个相邻原子形成共价键,进而组成金刚石结构,该结构的结合力和方向性很强,从而使金刚石具有极高硬度。
由于聚晶金刚石(PCD)的结构是取向不一的细晶粒金刚石烧结体,虽然加入了结合剂,其硬度及耐磨性仍低于单晶金刚石.但由于PCD烧结体表现为各向同性,因此不易沿单一解理面裂开PCD刀具材料的主要性能指标:①PCD的硬度可达8000HV,为硬质合金的80~120倍;②PCD的导热系数为700W/mK,为硬质合金的1.5~9倍,甚至高于PCBN和铜,因此PCD刀具热量传递迅速;③PCD的摩擦系数一般仅为0。
1~0.3(硬质合金的摩擦系数为0.4~1),因此PCD刀具可显著减小切削力;④PCD的热膨胀系数仅为0.9×10 —6~1。
18×10 —6,仅相当于硬质合金的1/5,因此PCD刀具热变形小,加工精度高;⑤PCD刀具与有色金属和非金属材料间的亲和力很小,在加工过程中切屑不易粘结在刀尖上形成积屑瘤。
PCD 刀具的应用:工业发达国家对PCD刀具的研究开展较早,其应用已比较成熟。
自1953年在瑞典首次合成人造金刚石以来,对PCD刀具切削性能的研究获得了大量成果,PCD刀具的应用范围及使用量迅速扩大。
目前,国际上著名的人造金刚石复合片生产商主要有英国De Beers公司、美国GE公司、日本住友电工株式会社等。
据报道,1995年一季度仅日本的PCD刀具产量即达10。
7万把。
金属材料腐蚀磨损的研究进展

金属材料腐蚀磨损的研究进展 ☞英国剑桥大学与美国加州大学等,结 合燃煤锅炉中出现的高温燃气流对管道用 材的冲蚀腐蚀问题,开展了高温冲蚀系统研 究。 ☞加拿大Postethwaite开展了化工管道 内双相或多相流介质对金属材料的冲蚀腐 蚀系统研究。 ☞英国曼彻斯特大学的Stack系统研究 了腐蚀磨损机制图。
2007-7-22
Ping Li School of MSE, HPU
15
金属材料腐蚀磨损的研究进展
切削模型较好地解释了塑性材料在多角形刚性颗 粒,低冲击角的条件下进行冲蚀的规律。但对高冲击 角或脆性材料的冲蚀偏差较大。
2007-7-22
Ping Li School of MSE, HPU
16
金属材料腐蚀磨损的研究进展 2、变形磨损理论模型(deformation and cutting mode)
2007-7-22 Ping Li School of MSE, HPU 19
金属材料腐蚀磨损的研究进展 5、脱层理论模型(Delimination mode)
Suh建议金属滑动磨损中的微裂纹形核过程可以发 生在冲蚀过程中。颗粒冲击靶材时亚表面的应力分布 及空穴成核的影响,并指出空穴成核区出现在表面下 某一深度, 空穴成核容易出现在冲击角为15~20° (即最大冲蚀磨损量的冲击角),冲击速度越大,则空 穴成核区越深,亚表面夹杂物和硬的二相粒子的数量 和间距会影响冲蚀速度。
2007-7-22
Ping Li School of MSE, HPU
23
金属材料腐蚀磨损的研究进展
五、腐蚀磨损速率的影响因素
在腐蚀磨损系统中,金属材料的腐蚀主要产生 于电化学因素的作用,而其磨损则主要源于力学因 素的作用(表面剪切)。影响腐蚀磨损量的因素很 复杂,国内外很多学者对其进行了大量研究,大 致可分为以下四类:
刀片材质CVD涂层合金
比例
14.8
基底材质 硬度 (GPa)
抗崩损 韧性 (MPa∙m1/2)
横向强度 (MPa)
16.4 10.0 3,000
特性
・铸铁的高速加工,连续-轻断续加工。 ・5
金色
微型柱状构造 TiCN+ Al2O3+TiN
14.7
15.2
12.0
2,750
・球墨铸铁的高速加工,连续-轻断续加工。 ・微细柱状组织带来耐崩损,耐磨损性提高,耐崩损性重视,长寿命加工。
刀片材质
CVD 涂层硬质合金
刀
片 材
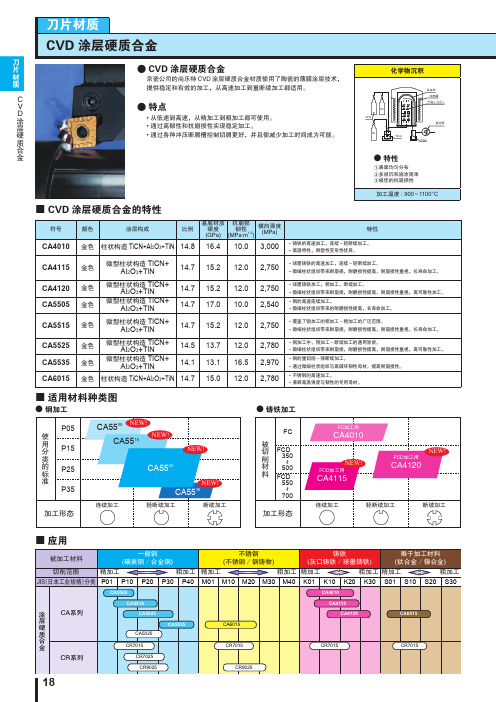
● CVD 涂层硬质合金
化学物沉积
质
京瓷公司的尚乐特 CVD 涂层硬质合金材质使用了陶瓷的薄膜涂层技术,
提供稳定和有效的加工,从高速加工到重断续加工都适用。
反应炉
C
加热器 产品(刀片)
V
● 特点
N2
D 涂 层
• 从 低速到高速,从精加工到粗加工都可使用。 • 通过高韧性和抗崩损性实现稳定加工。
金色
微型柱状构造 TiCN+ Al2O3+TiN
14.1
金色 柱状构造 TiCN+Al2O3+TiN 14.7
13.7 13.1 15.0
12.0 16.5 12.0
2,780 2,970 2,780
・钢加工中,粗加工-断续加工的通用涂层。 ・微细柱状组织带来耐崩损,耐磨损性提高,耐崩损性重视,高可靠性加工。
CR系列
CA5515 CA5525
CA5025 CR7015
CR7025 CR9025
CA5535
CA6015 CR7015 CR9025
CA4115 CA4120
气相沉积技术

2020/8/14
13
1980 年 Archer 利 用 PCVD 技 术 的 沉 积 出 TiC,TiN与TiCN镀层。
1983 年 我 国 的 李 世 直 采 用 直 流 与 射 频 PCVD 在 高 速 钢 基 体 上 沉 积 出 TiC , TiN 与TiCN镀层。
随后日本的Kikuchi和美国的Hilton、联邦 德国的 Mayt、韩国的Dong Hong Jang 以 及 奥 地 利 的 Laimer 等 都 报 道 了 PCVD 沉积TiN的研究结果。
从1954年起,他们又在工模具表面也得 到了致密、光滑、粘结力良好的TiC镀层, 随之取得了联邦德国、美国、法国、瑞 典及日本等国的专利。
2020/8/14
5
硬质合金镀层刀具是1968年才出现的。
1966年联邦德国的克鲁伯公司申请得到 镀层硬质合金的专利。
大约在同时期瑞典的山特维克公司也开 始了TiC镀层硬质合金的研究,并于1967 年获得成功。
2020/8/14
6
从1968~1969年,联邦德国和瑞典的TiC镀层刀片 已先后投放世界市场。
到1970年,美国、日本、英国等硬质合金制造商也 相继开始了镀层刀片的研究与生产,美国TFS公司 与联邦德国研制的TiN镀层刀片也相继问世。
到60年代末,CVD,TiC及TiN硬膜技术已逐渐走向 成熟大规模用于镀层硬质合金刀片以及Cr12系列模 具钢。目前在发达国家中,刀片的70%-80%是带镀 层使用的。
气相物质的输送要求在真空中进行,这主要是为了 避免气体碰撞妨碍气相镀料到达基片。
在高真空度的情况下(真空度为10-2Pa),镀料原 子很少与残余气体分子碰撞,基本上是从镀料源直 线前进到达基片;
03_CVD和PVD及其在工_模具上的应用
CVD和PVD及其在工、模具上的应用摘要:介绍了CVD和PVD的发展历史、性能特点及其在工、模具上的应用。
用CVD和PVD技术可以在钢和硬质合金表面沉积高硬度的陶瓷薄膜,改善工、模具的耐磨性和耐烧蚀性,从而大大进步工、模具的使用寿命。
近半个世纪以来,作为最引人注目的表面处理工艺CVD(Chemical Vapor Deposition化学气相沉积)和PVD(Physical Vapor Deposition 物理气相沉积)技术已在工、模具的表面硬化处理中逐步得到广泛应用。
CVD分成普通CVD、低压CVD和等离子CVD(PCVD)等多种处理工艺。
在钢材表面用CVD涂覆TiC的方法是20世纪50年代法国Metallgeseschaft公司发明的,其后在模具和高速工具钢表面涂覆TiC也获得成功。
60年代中期,瑞典的Krupp-Widia和Sandvik公司又成功地开发了在硬质合金制品表面涂覆Tic的工艺。
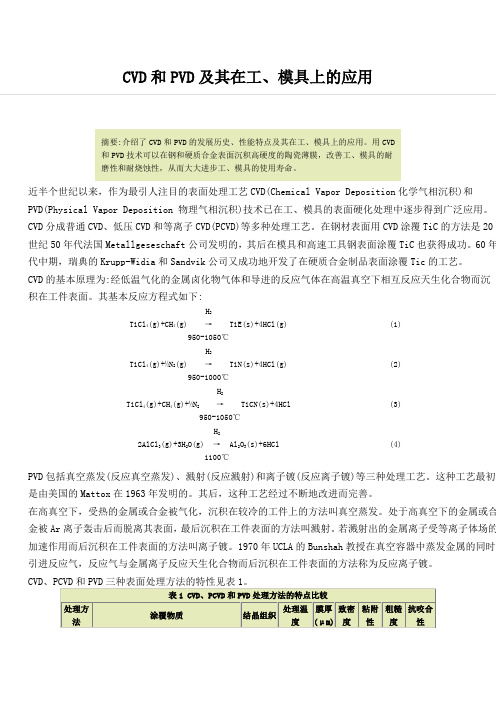
CVD的基本原理为:经低温气化的金属卤化物气体和导进的反应气体在高温真空下相互反应天生化合物而沉积在工件表面。
其基本反应方程式如下:TiCl4(g)+CH4(g)H2TiE(s)+4HCl(g)→950-1050℃(1)TiCl4(g)+½N2(g)H2TiN(s)+4HCl(g)→950-1000℃(2)TiCl4(g)+CH4(g)+½N2H2TiCN(s)+4HCl →950-1050℃(3)2AlCl3(g)+3H2O(g)H2Al2O3(s)+6HCl →1100℃(4)PVD包括真空蒸发(反应真空蒸发)、溅射(反应溅射)和离子镀(反应离子镀)等三种处理工艺。
这种工艺最初是由美国的Mattox在1963年发明的。
其后,这种工艺经过不断地改进而完善。
在高真空下,受热的金属或合金被气化,沉积在较冷的工件上的方法叫真空蒸发。
处于高真空下的金属或合金被Ar离子轰击后而脱离其表面,最后沉积在工件表面的方法叫溅射。
PVD和CVD涂层方法
.PVD和CVD涂层方法涂层方法目前生产上常用的涂层方法有两种:物理气相沉积(PVD) 法和化学气相沉积(CVD) 法。
前者沉积温度为500℃,涂层厚度为2~5μm;后者的沉积温度为900℃~1100℃,涂层厚度可达5~10μm,并且设备简单,涂层均匀。
因PVD法未超过高速钢本身的回火温度,故高速钢刀具一般采用PVD法,硬质合金大多采用CVD法。
硬质合金用CVD法涂层时,由于其沉积温度高,故涂层与基体之间容易形成一层脆性的脱碳层(η相),导致刀片脆性破裂。
近十几年来,随着涂覆技术的进步,硬质合金也可采用PVD法。
国外还用PVD/CVD相结合的技术,开发了复合的涂层工艺,称为PACVD法(等离子体化学气相沉积法)。
即利用等离子体来促进化学反应,可把涂覆温度降至400℃以下(目前涂覆温度已可降至180℃~200℃),使硬质合金基体与涂层材料之间不会产生扩散、相变或交换反应,可保持刀片原有的韧性。
据报道,这种方法对涂覆金刚石和立方氮化硼(CBN)超硬涂层特别有效。
用CVD法涂层时,切削刃需预先进行钝化处理(钝圆半径一般为0.02~0.08mm,切削刃强度随钝圆半径增大而提高),故刃口没有未涂层刀片锋利。
所以,对精加工产生薄切屑、要求切削刃锋利的刀具应采用PVD法。
涂层除可涂覆在普通切削刀片上外,还可涂覆到整体刀具上,目前已发展到涂覆在焊的硬质合金刀具上。
据报道,国外某公司在焊接;..式的硬质合金钻头上采用了PCVD法,结果使加工钢料时的钻头寿命比高速钢钻头长10倍,效率提高5倍。
涂层成份又有哪些呢?各自的区别在哪里,应用面怎样。
通常使用的涂层有:TiC、TiN、Ti(C.N)、Gr7O3、Al2O3等。
以上几种CVD的硬质涂层基本具备低的滑动摩擦系数,高的抗磨能力,高的抗接触疲劳能力,高的表面强度,保证表面具有足够的尺寸稳定性与基体之间有高的粘附强度。
PVD与CVD涂层工艺比较;..PVD与CVD涂层工艺比较涂层涂层表面主要涂层对环境主要应用领域结合强沉积温度涂层厚度状态材料影响度1.高速钢通用刀具:TiN钻头、丝锥、物立铣刀。
不同后处理对MT-TiCN涂层刀具组织与切削性能的影响
第9卷 第3期 精 密 成 形 工 程2017年05月JOURNAL OF NETSHAPE FORMING ENGINEERING83收稿日期:2017-04-28基金项目:2015年工业转型升级强基工程高端装备用高性能硬质合金刀具涂层技术(TC150B5C0/31) 作者简介:杜丽业(1991—),女,硕士研究生,主要研究方向为CVD 硬质涂层制备的热力学模拟和实验。
通讯作者:杜勇(1964—),男,博士,教授,主要研究方向为相图热力学、扩散及界面反应、材料性能测定及计算模拟、材料微不同后处理对MT-TiCN 涂层刀具组织与切削性能的影响杜丽业1,邱联昌1,2,杜勇1,钟志强1,2,史海东2(1.中南大学 粉末冶金国家重点实验室,长沙 410083; 2.赣州澳克泰工具技术有限公司,江西 赣州 341000)摘要:目的 研究不同后处理工艺(包括热处理、湿喷砂和刃口处理)对MT-TiCN 涂层组织与刀片切削性能的影响。
方法 采用中温化学气相沉积技术在硬质合金刀片上制备TiCN 涂层;利用光学显微镜(OM)、扫描电子显微镜(SEM)、X 射线衍射仪(XRD)、纳米压痕仪分析MT-TiCN 涂层的组织形貌、相结构、硬度和弹性模量;在AISI 4340合金钢上进行车削试验。
结果 MT-TiCN 涂层呈柱状晶结构,涂层沿(422)晶面方向择优生长,且织构系数达5.5;涂层表面和断口平均硬度分别为26.6 GPa 和30.7~31.8 GPa ,平均弹性模量分别为528.6 GPa 和467.7~494.4 GPa ;在连续车削条件下,经湿喷砂处理的涂层刀片切削性能最佳;在低切深、低进给断续车削工况下,湿喷砂后又经热处理和刃口处理的涂层刀片使用寿命最长;湿喷砂后再进行热处理,对刀具的切削性能影响较小。
结论 湿喷砂和热处理对MT-TiCN 涂层组织的影响较小;不同后处理工艺对涂层刀具切削性能的影响较大,这主要是因为刃口处理会减小涂层厚度同时提高涂层韧性。
TiAIN涂层刀具的发展与应用
TiAIN塗層刀具的發展與應用摘要:TiAIN塗層作為一種新型塗層材料,具有硬度高、氧化溫度高、熱硬性好、附著力強、摩擦係數小、導熱率低等優良特性,有望部分或完全替代TiN,尤其適用於高速切削。
文中對國內外TiAIN塗層刀具的發展與應用狀況進行了綜合評述,並著重分析了TiAIN塗層工藝及其切削性能。
1、引言對刀具進行塗層處理是提高刀具性能的重要途徑之一,隨著塗層刀具的出現,使刀具切削性能有了重大突破。
塗層刀具可以提高加工效率和加工精度。
延長刀具使用壽命,降低加工成本。
自20世紀70年代以來,刀具塗層技術取得了飛速發展,塗層工藝越來越成熟。
西方工業發達國家使用的塗層刀片占可轉位刀片的比例已由1978年的26%增加到1985年的50~60%。
新型數控機床所用切削刀具中有80%左右使用塗層刀具。
瑞典山特維克公司和美國肯納金屬公司的塗層刀片的比例已達80~85%以上。
美國數控機床上使用塗層硬質合金刀片比例為80%,瑞典和德國車削用塗層刀片已占70%以上。
1981年~1985年期間,前蘇聯的刀具產量增加了16%、硬質合金刀具增加了29%.而塗層刀具則增加了5倍。
塗層刀具已成為現刀具的重要標誌,並將是今後數控加工領域中最重要的刀具品種之一TiAIN塗層作為一種新型塗層材料,具有硬度高、氧化溫度高、熱硬性好、附著力強、摩擦係數小、導熱率低等優良特性,尤其適用於高速切削高合金鋼、不銹鋼、鈦合金、鎳合金等材料。
在要求高耐磨性的場合下,鑒於TiN塗層在高溫性能方面所表現出的不足,TiAIN有望部分或完全替代TiN,因此,TiAIN塗層刀具具有極其廣闊的應用前景。
自1985年Knotek等首次發表了關於TiAIN塗層的研究成果後,人們便對其優異的抗高溫氧化能力和良好的使用性能表示了極大的關注,已經用多種PVD方法成功製備了TiAlN膜。
由於TiAlN塗層的製備方法不盡相同,已見報道的TiAlN塗層的性能也有差異。
表1是幾種常用塗層的主要性能比較(資料來源於Balzers塗層有限公司。
刀具表面处理浅谈
切削刀具表面涂层技术浅谈王朋朋摘要:随着材料科学的发展和机械加工技术的进步,我们对切削金属时的刀具的要求也日益提高。
切削刀具向着高切削速度、高可靠性、长寿命和高精度的方向发展。
因此,刀具表面的涂层技术就显得愈加重要。
关键词:刀具表面处理;刀具表面涂层;物理气相沉积Abstract: With the development of Materials Science and Mechanical technology advances, we are metal cutting tool requirement also is increasing day by day. Cutting tool in high cutting speed, high reliability, long life and high precision in the direction of development. As a result, coating on the surface of the cutting tool technology becomes more and more important.Keywords: Tools Surface ; Tools Surface Coating; PVD随着科学技术,工艺生产的进步,对材料的要求愈来愈高,同时对切削材料的刀具的要求愈加复杂,要求切削的速度不断提高,传统的普通刀具往往不能够满足现在的新的要求。
虽然可以采取各种手段,提高刀具材料的硬度和耐磨性,但同时也会使刀具的强度和韧性下降,从而影响切削加工零件的使用性能。
刀具的耐磨性在于表面质量,提高表面质量的主要手段是对刀具表面进行表面处理。
一.刀具表面涂层技术介绍与特点表面涂层技术,就是再刀具基体上涂覆一层或多层硬度高、耐磨性好的金属或非金属化合物薄膜,一般采用TiC、TiAlN等,由于刀具表面涂层具有很高的硬度和耐磨性,同普通刀具相比,在原来的刀具强度的基础上,又可以很好的提高刀具的表面的硬度、耐磨性和刀具的切削性能,因而可以显著的延长刀具的使用寿命。