数控铣准备清单及备料单
数控专业购置设备计划表

数控专业购置设备计划表一、四轴加工中心技术要求结构特点1铸件机床铸件均采用树脂砂铸造,且经过两次人工时效处理,稳定性好,强度高,各项精度稳定可靠。
机床立柱采用“人”字形结构,Y向电机后置;底座结构增加了机床防漏接水扩展边,提高了整机防水防漏;2主轴机床所选用的主轴系统全套从台湾专业生产配套厂商进口,各重要零部件均经过强化处理;采用世界知名厂商高精度主轴专用轴承及采用NBU15油脂润滑,整套主轴要恒温条件下组装完成后,均需通过电脑平衡较正及跑合测试,使得整套主轴的使用寿命长,可靠性高。
本机床主轴电机通过特殊的高速圆弧齿型带与主轴皮带轮联接完成主传动系统。
3卸刀机床采用目前加工中心通用的快速气动卸刀装置-气液增压缸,实现机床的快速装卸刀具。
4丝杠机床X、Y、Z三轴传动的滚珠丝杆均采用台湾专业配套生产厂商提供的高精度预紧滚珠丝杆,滚珠丝杆两端轴承均采用进口P4级的配对组合的滚珠丝杆专用轴承。
联轴器采用进口联轴器,从而使得三轴的传动刚性强,精度稳定可靠。
5导轨机床X、Y、Z轴采用台湾知名厂家滚动导轨,消除了导轨可能产生的爬行现象,提高了机床的运动精度。
标配为滚珠导轨,选配可选滚柱导轨。
6进给系统机床进给系统采用伺服电机通过弹性联轴器与滚珠丝杠直联带动工作台、滑鞍和主轴箱体实现X、Y、Z三个方向的进给。
7刀库机床配以24把圆盘式刀库,侧挂在立柱左侧面。
主轴鼻端:BT-40,刀柄形式:MAS403 BT40,拉栓形式:MAS403 P40T-1。
8吊挂式操纵台操纵台采用吊挂式,CRT箱也可在90°角范围内任意转动,该机床还配有可拖动式手摇脉冲发生器,操作起来更方便。
9机床全防护机床的防护采用全防护型式。
防止冷却液的渗漏,并保持环境的清洁。
10润滑机床的润滑系统采用定量集中供油润滑系统,润滑经由系统PLC程序控制,可控、可靠。
该系统设计先进、性能可靠、结构紧凑、体积小、重量轻、安装方便。
本系统在自动供油泵和节流分配器中都设有过滤网,从而保证了各润滑点润滑的质量和管路的畅通;整个系统以压力供油,其各处润滑的分配不随温度和粘度的变化而变化,只与节流分配器的流量有关,各润滑点均能得到充分的润滑。
包2新余学数控实训(耗材、低值品)采购报价单

10
数车
6
数控反车刀杆
90°车刀杆20*20
把
3
数车
7
数控反车刀杆
45°车刀杆20*20
把
2
数车
8
数控反车刀杆
90°镗刀杆20*20
把
2
数车
9
数控反车刀杆
60°螺纹刀杆
把
2
数车
10
度层合金铣刀
φ8
把
10
数铣
11
度层合金铣刀
φ10
把
5
数铣
12
度层合金铣刀
φ12
把
5
数铣
13
度层合金铣刀
φ16
把
1
数铣
14
包2:新余学院数控实训(耗材、低值品)采购报价单
序号
名称
规格
单位
数量
单价(元)合计(元)备注1外圆刀片
2020-k16
片
50
数车
2
45°反车刀片
45°偏刀
片
10
数车
3
90°反车刀片
90°镗刀
片
10
数车
4
90°反车刀片
CCMT09T304/NC3020
片
10
数车
5
60°螺纹反车刀片
16IR150ISO-TF
块
20
数铣
23
尼龙板
150*150*10
块
20
数铣
24
铝块
100*100*50
块
10
数铣
25
铝块
150*100*30
块
10
数铣
自制迷你CNC雕刻机材料清单

名称规格规格单位单位数量数量单位单价2020工业铝型材210mm4个0.012 2020工业铝型材250mm3个0.012 2080工业铝型材150mm1个0.04 20型材角码(2028)110个0.68尼龙螺母M6 19个0.17不锈钢304机米M3*814个0.14两头内牙铜柱 M3*1014个0.17两头内牙铜柱 M3*2013个0.3国标8.8级高强度牙条M6*1米11米9 T型螺母20型-M5*10*6 136个0.2内六角螺丝M5*10140个0.05螺母M518个0.02 T型螺母20型-M4*10*618个0.2内六角螺丝M4*10128个0.04内六角螺丝M3*8114个0.05内六角螺丝M3*1819个0.06内六角螺丝M3*1016个0.05防松螺母M3 19个0.02直线轴承导管6* 80mm14个 1.5直线轴承导管8*200mm14个3直线轴承导管8* 80mm12个 1.5脚垫直径20*高10MM14个0.25加厚不锈钢角码20X2014个0.28 SF-1无油轴承8*10*1518个0.36 SF-1无油轴承8*10*1214个0.36 12v 9400转雕刻机主轴11个11 39系列两相步进电机13个8铝合金弹性联轴器 D18 L25 5*613个 4.9价格单位运费共计备注元/mm1020.08元/mm09元/mm06元/个1521.8元/个0 1.53耐用程度不知,可多买几个备用(3个足够元/个00.56装在Z轴步进电机元/个00.68抬高Z轴步进电机元/个00.9Z轴滑块支架元/米09让卖家截成4段,防止运输中变形元/个07.22020铝型材拼装及与塑料板连接,脚垫元/个022020铝型材拼装及与塑料板连接,X轴部分4块板拼装,脚垫元/个00.16X轴部分4块板拼装元/个0 1.62080铝型材与塑料板连接元/个0 1.12安装光轴和Y轴台面元/个00.7安装3个步进电机和一个主轴电机元/个00.54安装尼龙螺母元/个00.3安装Z轴滑块元/个00.18安装尼龙螺母元/个1218Y轴平台加强杆元/个012X,Y轴用元/个03Z轴用元/个01元/个1213.12X轴部分4块板拼装元/个1214.88X,Y轴滑块用元/个0 1.44Z轴滑块用元/个1021一般的雕刻刀都是3.175mm的,已够用元/个1236元/个1024.7总价228.49购买地址/item.htm?spm=a1z10./item.htm?spm=a1z10.5-b.w4011-9593678590.35.k8gijY&id=41944384536&rn=4b8d725 /item.htm?spm=a1z10.5-c.w4002-9022214557.26.r9XZCz&id=41300397509/item.htm?spm=a1z10.5-c.w4002-9022214557.38.50qAJQ&id=20172547535/item.htm?spm=a1z10.3-c.w4002-9022202682.25.Bmt1aK&id=187********/item.htm?spm=a1z10.3-c.w4002-9022202682.20.GgpSwK&id=14854325112/item.htm?spm=a1z10.3-c.w4002-9022202682.20.GgpSwK&id=14854325112/item.htm?spm=a1z10.3-c.w4002-9022202682.28.UdNu0p&id=159********/item.htm?spm=a1z10.5-c.w4002-9022214557.36.4im7CB&id=151********/item.htm?spm=a1z10.3-c.w4002-9022202682.65.G1p6eF&id=16463536281/item.htm?spm=a1z10.5-c.w4002-9022214557.93.5UhZMW&id=41259786185/item.htm?spm=a1z10.5-c.w4002-9022214557.36.4im7CB&id=151********/item.htm?spm=a1z10.5-c.w4002-9022214557.48.ZxEFpE&id=14960003309/item.htm?spm=a1z10.5/item.htm?spm=a1z10.5-c.w4002-9022214557.66.uJ00Ug&id=41242839230/item.htm?spm=a1z10.3-c.w4002-2756784424.25.n5o7zB&id=41298327879/item.htm?spm=a1z10.5/item.htm?spm=a1z10.3-c.w4002-2756784424.10.5R4bk6&id=10350616011/item.htm?spm=a230r.1.14.28.zRFjsS&id=41829700873&ns=1&abbucket=14#detail /item.htm?spm=a1z10./item.htm?spm=a1z10.5-c.w4002-540762001.36.x8Wtjl&id=40472292924/item.htm?spm=a1z10.3-c.w4002-1136038722.10.Dc5V5n&id=37856095324/item.htm?spm=a230r.1.14.4.LwxhHb&id=39711540841&ns=1&abbucket=14&_u=sbg0u3cd=41944384536&rn=4b8d72521b457cf7fa6a9b5fcf8671ed&abbucket=0 4130039750920172547535187********1485432511214854325112159********151********1646353628141259786185151********14960003309412428392304129832787910350616011&abbucket=14#detail047229292437856095324abbucket=14&_u=sbg0u3cd17c#detail。
数控加工程序清单 (7)
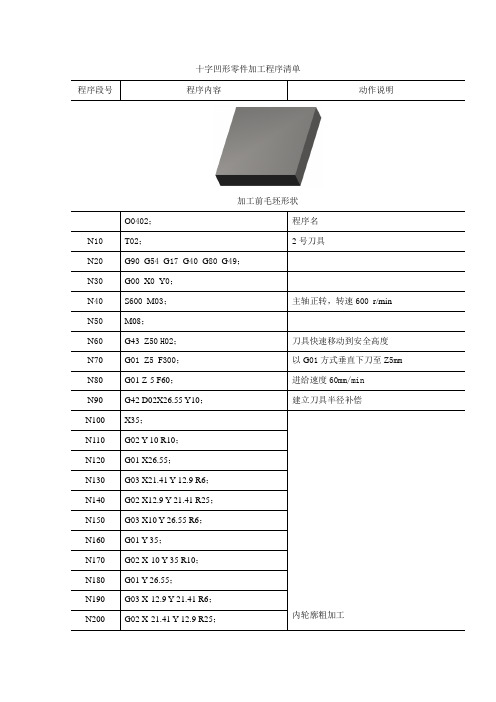
十字凹形零件加工程序清单程序段号程序内容动作说明加工前毛坯形状O 0402; 程序名 N 10 T 02;2号刀具 N 20 G 90 G 54 G 17 G 40 G 80 G 49; N 30 G 00 X 0 Y 0;N 40 S 600 M 03; 主轴正转,转速600 r/min N 50 M08;N 60 G43 Z 50 H02; 刀具快速移动到安全高度 N70 G 01 Z 5 F 300; 以G 01方式垂直下刀至Z 5mm N80 G 01 Z-5 F60; 进给速度60mm/min N90 G42 D02X26.55 Y10; 建立刀具半径补偿 N100 X35;内轮廓粗加工N110 G 02 Y-10 R10; N120 G 01 X26.55;N130 G 03 X21.41 Y-12.9 R6; N140 G 02 X12.9 Y-21.41 R25; N150 G 03 X10 Y-26.55 R6; N160 G 01 Y-35;N170 G 02 X-10 Y-35 R10; N180 G 01 Y-26.55;N190 G 03 X-12.9 Y-21.41 R6; N200G 02 X-21.41 Y-12.9 R25;N210 G03 X-26.55 Y-10 R6;N220 G01 X-35 Y-10;N230 G02 Y10 R10;N240 G01 X-26.55;N250 G03 X-21.41 Y12.9 R6;N260 G02 X-12.9 Y21.41 R25;N270 G03 X-10 Y26.55 R6;N280 G01 Y35;N290 G02 X10 Y35 R10;N300 G01 Y26.55;N310 G03 X12.9 Y21.41 R6;N320 G02 X21.41 Y12.9 R25;N330 G03 X26.55 Y10 R6;N340 G01 Y0;N350 G40 X0 Y0;返回X0 Y0十字凹形粗加工后工件形状N360 Z-8 F60;以G01方式下刀Z-8mm,进给速度60 mm/min N370 G42 D02 X12 Y0;建立刀具半径补偿N380 G02 I-12;铣削圆轮廓N390G40 G00 Z200;取消刀具半径补偿,并快速抬刀至Z200mm N400M05;主轴停转N410M09;切削液关N420M00;程序暂停内轮廓粗加工后工件形状N 430 T 03;3号刀具 N 440 G 90 G 54 G 17 G 40 G 80 G 49; N 450 G 00 X 0 Y 0;N 460 S 800 M 03; 主轴正转,转速800 r/min N 470 M08;N 480 G43 Z 50 H03; 刀具快速移动到安全高度 N490 G 01 Z 5 F 300; 以G 01方式垂直下刀至Z 5mm N500 G1 Z-5 F50;进给速度50mm/min N510 G42 D03 X26.55 Y10; 建立刀具半径补偿 N520 X35;内轮廓精加工N530 G02 Y-10 R10; N540 G01 X26.55;N550 G03 X21.41 Y-12.9 R6; N560 G02 X12.9 Y-21.41 R25; N570 G03 X10 Y-26.55 R6; N580 G01 Y-35;N590 G02 X-10 Y-35 R10; N600 G01 Y-26.55;N610 G03 X-12.9 Y-21.41 R6; N620 G02 X-21.41 Y-12.9 R25; N630 G03 X-26.55 Y-10 R6; N640 G01 X-35 Y-10; N650G02 Y10 R10;N660 G01 X-26.55;N670 G03 X-21.41 Y12.9 R6;N680 G02 X-12.9 Y21.41 R25;N690 G03 X-10 Y26.55 R6;N700 G01 Y35;N710 G02 X10 Y35 R10;N720 G01 Y26.55;N730 G03 X12.9 Y21.41 R6;N740 G02 X21.41 Y12.9 R25;N750 G03 X26.55 Y10 R6;N760 G01 Y0;N770 G40 X0 Y0;返回X0 Y0N780 Z-8 F50;以G01方式垂直下刀Z-8 min N790 G42 D03 X12 Y0;建立刀具半径补偿N800 G02 I-12;铣削圆轮廓N810 G40 G01X0 Y0;返回X0 Y0N820 Z5;以G01方式返回Z5N830 G49 G00 Z100;以G00方式抬刀至Z100 mm N840 M30;程序结束加工完成后零件形状。
材料清单
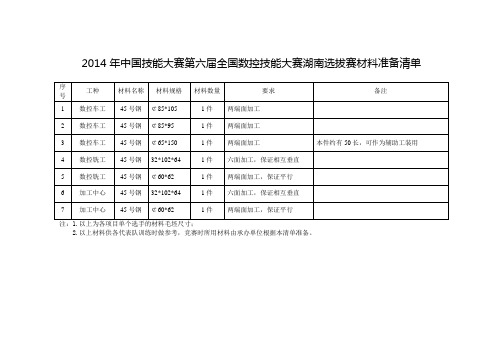
序号
工种
材料名称
材料规格
材料数量
要求
备注
1
数控车工
45号工
2
数控车工
45号钢
¢85*95
1件
两端面加工
3
数控车工
45号钢
¢65*150
1件
两端面加工
本件约有50长,可作为辅助工装用
4
数控铣工
45号钢
32*102*64
1件
六面加工,保证相互垂直
5
数控铣工
45号钢
¢60*62
1件
两端面加工,保证平行
6
加工中心
45号钢
32*102*64
1件
六面加工,保证相互垂直
7
加工中心
45号钢
¢60*62
1件
两端面加工,保证平行
注:1.以上为各项目单个选手的材料毛坯尺寸;
2.以上材料供各代表队训练时做参考,竞赛时所用材料由承办单位根据本清单准备。
2024年广西职业院校技能大赛高职组《 数控多轴加工技术 》赛项赛场提供物品及选手自带物品清单

1
表I赛场提供的毛坯、标准件等清单
序号
名称
型号、规格
数量
备注
1
45钢板
205*170*25
1
六面预加工
2
45钢板
160*120*30
1
六面预加工
3
45钢板
160*120*35
1
六面预加工
4
45钢板
205*160*25
1
六面预加工
5
45钢辐轴
外圆各表面已经精加工至图纸尺寸
甘口。
盟O
1个
10
打印机
1台
11
打印纸
若干包
(二)选手自带工、量具、物品清单
表3选手自带工、量具、物品清单
序号
名称
规格
数量
备注
1
刀柄
BT40,拉钉45。
自定
根据刀具配备、根据现场机床确定型号
2
刀具
各式
Байду номын сангаас自定
根据样题自备标准通用刀具。建议刀具规格尽量丰富。
3
换刀扳手
根据刀柄自定
自定
根据刀柄配备
4
量具
各式
自定
根据样题自备标准通用量具。建议量具规格尽量丰富。
4
参考样题
14
吊环
MlO
1
参考样题
15
卡簧钳
安装卡簧用
1
16
活动扳手
8”、12”
各1
17
内六方扳手
5、6、8、IOnlIn加长款
自定
现场不提供
18
铝套筒
按61806-2Z轴承尺寸
加工中心用附件及刀具配置清单
1. 数控车床
名称
规
格
单位
数量
外圆车刀 仿形车刀
MDJNR2525M15 SVVCN2525 M16
支
4
支
4
外径切槽刀 内孔车刀
EDG HR25 B-3D-25 S25R-STFCR16
支
8
支
6
外螺纹车刀 内螺纹车刀
SER-2525M16 SIR-2525M16
C32-ER16 BT40-45 OP20(光电式)
M50 6” CK-105 BAP300R-25-250
支
6
支
10
支
10
支
10
支
10
组
4
组
2
支
3
支
3
只
3
只
5
套
2
套
1
套
2
套
3
套
3
支
3
个
80
支
3
只
2
台
1
套
3
支
1
高速钢铣刀 合金铣刀 铣刀片 锁刀座
RP5R35-32-150 D4 D6 D8 D10 D12 D16 D20 D4 D6 D8 D10 D12 D16
APMT1604PDER TCMT110304 TBGH060102 TPGH090202 TPGH110304 RPMN1003
BT40
支
1
支
10
支
10
支
10
支
10
支
10
支
10
支
10
支
数控铣实操考试图纸
学校名称_________________________姓名____________________________高职数控技术专业数控铣能力模块抽测试卷 9注意事 项1. 请在试卷的标封处填写您的所在学校名称、姓名和准考证号2. 考试时间为 180分钟一、数控铣床操作主要工具、量具、刀具准备清单名称 规格(mm) 数量 名称 规格(mm) 数量平口虎钳 开口>100 1 游标万能角度尺 精度 2 / 1 平行垫铁 依钳口高度定 若干 百分表 0-6 1压板及螺栓若干 杠杆百分表 0-1 1 扳手 1 磁力表座 1 手锤 1 高速钢立铣刀 ¢20、¢10 各 1 中齿扁锉 200 1 中心钻 ¢3 1三角锉 200 钻头 ¢8、 ¢10、¢121油石 1 自紧式钻夹头刀柄0-13 1毛刷 1 弹簧或强力铣夹头刀柄1抹布 若干 夹簧 ¢20、¢10 各 1外径千分尺0-25,25-50,50-75,75-100 各 1 深度千分尺 0-25 1 游标卡尺 0-150(精度 0.02) 1二、毛坯准备1. 100×100×23(单位 mm)2. 材料: 45 钢板材3. 要求:平磨六个面,保证垂直度<0.05mm,尺寸公差±0.05。
三、零件图四、零件检测评分表学校名称 姓名零件名称 数控铣零件9 工件编号序号 考核项目检测位置配分评分标准检测结果扣分 外轮廓 4 外轮廓形状与图纸不符,每处扣 1 分内轮廓 4 外轮廓形状与图纸不符,每处扣 1 分1形状(10 分)孔 2 孔数及位置与图纸不符,每处扣 1 分70 0 0.046 8 每超差 0.01mm 扣 2 分(2 处)φ50 +0.0626 每超差 0.01mm 扣 2 分R10 0 0.022 6 样板塞尺检验, 每超差 0.01mm 扣2 分 (4 处)R8±1 6 样板塞尺检验,超差不得分(8 处)高度 10 0 0.036 3 每超差 0.01mm 扣 2 分高度 5±0.1 2 超差不得分孔深 10±0.2 2 超差不得分2尺寸精度(40 分)φ8 +0.27 超差不得分Ra1.6 5 降一级不得分Ra3.2 6 降一级不得分3表面粗糙度(15 分)其余 Ra6.3 4 降一级不得分4形状位置精度(5 分)平行度 0.06 5 超差不得分5碰伤、划伤 每处扣 3—5分。
数控龙门铣加工作业指导书(两篇)2024
引言概述:数控龙门铣加工是数控机床加工的一种常见形式。
本文是《数控龙门铣加工作业指导书(二)》的撰写,旨在向读者介绍数控龙门铣加工的操作步骤和注意事项,以帮助读者提高工作效率和加工质量。
正文内容:一、装夹工艺1. 材料准备:根据图纸选择合适的工件材料,并确保材料表面平整,并没有明显的凹凸。
2. 机床准备:根据工作需要,选取合适的夹具,并按装夹尺寸规格进行调整。
3. 夹具安装:将夹具安装到工作台上,并通过刀具检测仪进行校准。
4. 工件装夹:根据工艺要求,将工件安装到夹具上,并使用手动或自动装夹装置进行固定。
二、刀具选择1. 刀具种类:根据加工物料的硬度和形状复杂度,选择合适的刀具种类,如立铣刀、球头刀等。
2. 刀具规格:根据工件的尺寸和工艺要求,选择合适的刀具规格,确保切削效果和加工精度。
3. 刀具固定:将选好的刀具安装到铣刀架上,并调整刀具刃口朝向和刀具长度。
4. 刀具寿命:监控刀具的磨损情况,并及时更换磨损严重的刀具,以保证加工效果和刀具寿命。
三、加工参数设置1. 进给速度:根据工件的材料和形状,设定合适的进给速度,以保证切削效果和加工质量。
2. 主轴转速:根据刀具类型和加工材料的不同,设定合适的主轴转速,以避免刀具的损坏和加工精度的下降。
3. 切削深度:根据工艺要求,设定合适的切削深度,以保证加工效率和工件表面的质量。
4. 刀具进给:根据加工物料的硬度和形状复杂度,设定合适的刀具进给,以保证加工效果和切削力的平衡。
5. 冷却液使用:根据加工材料的热敏感性,设定合适的冷却液使用方法和喷射位置,以避免工件变形和刀具损坏。
四、加工操作步骤1. 加工程序编写:根据图纸和工艺要求,编写合理的加工程序,并进行调试和修正。
2. 机床开机准备:按照机床使用说明书,进行开机和各项预热操作,并检查设备的正常运行状态。
3. 加工操作:根据编写好的加工程序,在人机界面上输入相应的参数和指令,开始加工作业。
4. 监控加工过程:通过机床液晶显示屏和各种传感器,实时监控机床的状态和加工过程中的各项指标。
电子课件-《数控铣床加工实训(高级模块)》-A02-2051 模块一 数控铣床加工准备
工序尺寸及其公差直接由各工序的加工余量和所能达 到的精度确定。步骤如下:
(1) 确定毛坯总余量和工序余量。 (2) 确定工序公差。 (3) 计算工序基本尺寸。 (4) 标注工序尺寸公差。
模块一 数控铣床加工准备
3.基准不重合时工序尺寸及其公差计算
(1) 工艺尺寸链的概念 由单个零件在加工过程中的各有关工艺尺寸所组成的 尺寸链,称为工艺尺寸链。 (2) 工艺尺寸链的组成 1) 封闭环。 2) 组成环。 3) 组成环的判别。
合格零件,是指加工误差不超出设计给定的公差值的零件。 (1) 工序精度参数的加工误差 工序加工精度参数,是指在工序图上标注出的、通过本工序 的加工来保证精度的参数。 1) 夹具误差。 ①定位误差。用 Δdw 表示。 ②夹具位置误差。用 Δjj 表示。 ③刀位误差。用 Δdj 表示。 2) 其他误差。
模块一 数控铣床加工准备
5) 封闭环的公差
式中 TA∑ ———封闭环的公差; ———所有组成环的公差 TAi 之和。
模块一 数控铣床加工准备
4.加工精度和表面质量的基本概念
(1) 加工精度 指零件加工后的几何参数 ( 尺寸、几何形状和相互位 置) 与理想零件几何参数相符合的程度。 (2) 表面质量 机械加工表面质量包括表面层的几何形状偏差和表面 层的物理、力学性能两个方面。
模块一 数控铣床加工准备
(3) 工艺尺寸链的计算 工艺尺寸链的计算关键是正确确定封闭环。公式如下: 1) 封闭环的基本尺寸
式中 A∑ ———封闭环的基本尺寸; ———所有增环的基本尺寸之和; ———所有减环的基本尺寸之和。
模块一 数控铣床加工准备
2) 封闭环的极限尺寸 最大极限尺寸:
式中
A∑max ———最大极限尺寸; ———所有增环的最大极限尺寸之和; ———所有减环的最小极限尺寸之和。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控铣工命题备料与工量刃具清单
(中职组)
一、毛坯材料
数控铣工:45钢,尺寸Φ120×50/1件,Φ80×30/2件
二、竞赛量具、刀具清单
刀具清单
序号名称型号/规格精度数量备注1 面铣刀柄Φ80 1
4 钻夹头及刀柄若干
5 精镗刀柄 1
6 精镗头Φ20~Φ30 1
Φ6/Φ8/Φ10/Φ12/Φ16/Φ
各1
7 直柄立铣刀
20
8 球头铣刀Φ6/Φ8各1
9 键槽铣刀Φ8/Φ10/Φ12/Φ16/Φ20各1
10 直柄铰刀Φ8 、Φ10 、Φ12 H7 各1
11 攻牙刀柄 1
12 丝攻M10/M12 6H 各1
Φ6/Φ7.8/Φ8/Φ8.5/Φ9.8
13 钻头
各1
/Φ10/Φ10.5/Φ11.8
14 卡簧1套
15 中心钻A3 1
16 螺纹铣刀P(1.5),P(2) 回转直径<18 各1
17 T型螺母,螺栓,压块若干
18 什锦挫1套
19 铜皮若干
20 垫铁若干
量具清单
序号名称规格精度数量备注
1 游标卡尺0 ~200 0.0
2 1
2 螺纹塞规
M10-6H 1
M12-6H 1
3 R 规
R1 ~R6.5 1 R7 ~R14.5 1 R15 ~R25 1
4 深度千分尺0 ~100 0.01 1
5 深度游标卡尺120 0.02 1
6 外径千分尺
0 ~25 0.01 1 25 ~50 0.01 1 50 ~75 0.01 1 75 ~100 0.01 1 100 ~125 0.01 1
7 塞尺0.02 ~1 0.02 1
8 万能游标角度尺 0 ~360°2′ 1
9 内径量表10 ~35 0.01 1
10 百分表0.01 1
11 磁力表座 1
12
公法线
千分尺
25 ~50 0.01 1 50 ~75 0.01 1 75 ~100 0.01 1 100 ~125 0.01 1
125 ~150 0.01 1
13 内径千分尺
5 ~25 0.01 1 25 ~50 0.01 1 50 ~75 0.01 1 75 ~100 0.01 1
14 寻边器 1
15 Z轴设定仪 1。