普及机床型号说明
广州数控980TD数控车床操作编程说明书99843
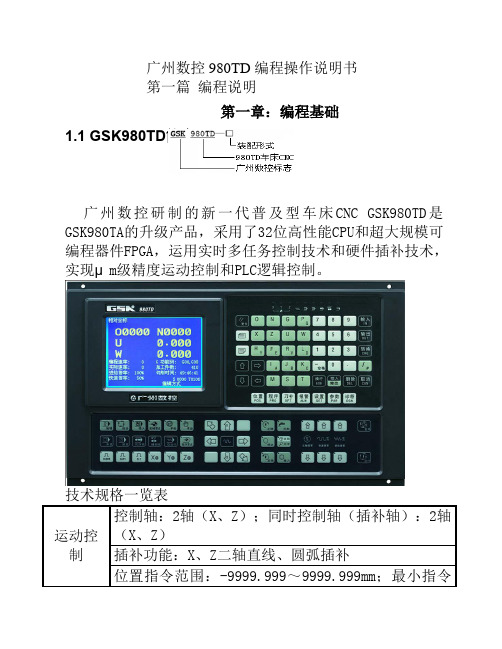
广州数控980TD编程操作说明书第一篇编程说明第一章:编程基础1.1GSK980TD简介广州数控研制的新一代普及型车床CNC GSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。
技术规格一览表1.2 机床数控系统和数控机床数控机床是由机床数控系统(Numerical Control Systems of machine tools)、机械、电气控制、液压、气动、润滑、冷却等子系统(部件)构成的机电一体化产品,机床数控系统是数控机床的控制核心。
机控系统由控制装置(Computer Numerical Controler简称CNC)、伺服(或步进)电机驱动单元、伺服(或步进)电机等构成。
数控机床的工作原理:根据加工工艺要求编写加工程序(以下简称程序)并输入CNC,CNC加工程序向伺服(或步进)电机驱动单元发出运动控制指令,伺服(或步进)电机通过机械传动构完成机床的进给运程序中的主轴起停、刀具选择、冷却、润滑等逻辑控制指令由CNC传送给机床电气控制系统,由机床电气控制系统完成按钮、开关、指示灯、继电器、接触器等输入输出器件的控制。
目前,机床电气控制通常采用可编程逻辑控制器(Programable Logic Controler 简称PLC),PLC具有体积小、使用方便、可靠性高等优点。
由此可见,运动控制和逻辑控制是数控机床的主要控制任务。
GSK980TD车床CNC同时具备运动控制和逻辑控制功能,可完成数控车床的二轴运动控制,还具有内置式PLC功能。
根据机床的输入、输出控制要求编写PLC程序(梯形图)并下载到GSK980TD,就能实现所需的机床电气控制要求,方便了机床电气设计,也降低了数控机床成本。
实现GSK980TD车床CNC控制功能的软件分为系统软件(以下简称NC)和PLC软件(以下简称PLC)二个模块,NC模块完成显示、通讯、编辑、译码、插补、加减速等控制,PLC模块完成梯形图解释、执行和输入输出处理。
车床的分类及型号(可编辑修改word版)

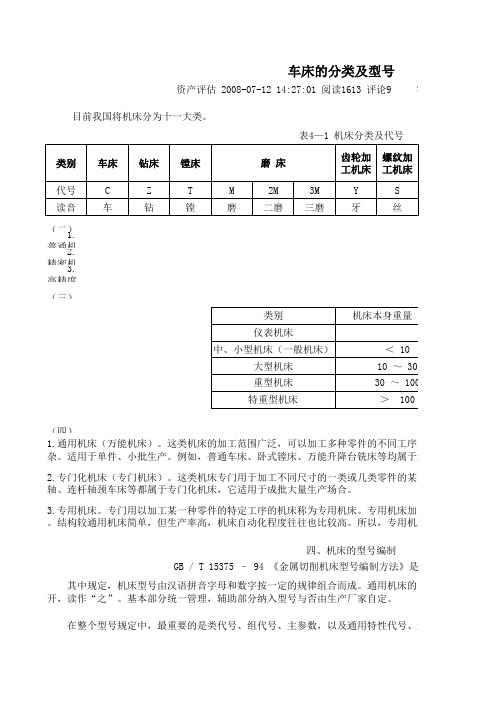
车床的分类及型号目前我国将机床分为十一大类。
表4—1 机床分类及代号(二)按机床工作精度分类1. 普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2. 精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3. 高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他高精度机床。
(三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1. 通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由于其通用性范围较广,它的结构往往比较复杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2. 专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特定工序,如精密丝杠车床,凸轮轴车床,曲轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3. 专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范围小,被加工零件稍有一点变动就不能适应。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量生产中选用。
四、机床的型号编制GB / T 15375 –94 《金属切削机床型号编制方法》是现行机床型号编制标准。
其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号由基本和辅助部分组成,中间用“ / ”隔开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构特性代号。
(一)机床的类代号:表4—1(二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代号予以区分。
表4—2 机床通用特性代号2. 结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音字母表示。
车床的分类及型号
车床的分类及型号资产评估 2008-07-12 14:27:01 阅读1613 评论9 字号目前我国将机床分为十一大类。
表4—1 机床分类及代号 (二)按机床工作精度分类 1.普通机床。
指的是普通级别的机床,包括:普通车床、钻床、镗床、铣床、刨插床等。
2.精密机床。
主要包括:磨床、齿轮加工机床、螺纹加工机床和其他各种精密机床。
3.高精度机床。
主要包括:坐标镗床、齿轮磨床、螺纹磨床、高精度滚齿机、高精度刻线机和其他 (三)按机床加工件大小和机床自身重量分类。
(四)按机床通用性分类1.通用机床(万能机床)。
这类机床的加工范围广泛,可以加工多种零件的不同工序。
由杂。
适用于单件、小批生产。
例如,普通车床、卧式镗床、万能升降台铣床等均属于通用机床。
2.专门化机床(专门机床)。
这类机床专门用于加工不同尺寸的一类或几类零件的某一特轴、连杆轴颈车床等都属于专门化机床,它适用于成批大量生产场合。
3.专用机床。
专门用以加工某一种零件的特定工序的机床称为专用机床。
专用机床加工范。
结构较通用机床简单,但生产率高,机床自动化程度往往也比较高。
所以,专用机床一般在成批大量 四、机床的型号编制 GB / T 15375 – 94 《金属切削机床型号编制方法》是现其中规定,机床型号由汉语拼音字母和数字按一定的规律组合而成。
通用机床的型号开,读作“之”。
基本部分统一管理,辅助部分纳入型号与否由生产厂家自定。
在整个型号规定中,最重要的是类代号、组代号、主参数,以及通用特性代号、结构 (一)机床的类代号: (二)机床通用特性、结构特性代号1. 通用特性代号。
当某类型机床(除普通型外)还有某种通用特性时,则在类代号之后加通用特性代 表4—2 机床通用特性代号 2.结构特性代号。
对主参数值相同,而结构、性能不同的机床,在型号中增加结构特性代号予以区分,并用汉语拼音 结构特性代号用汉语拼音字母表示,如A、D、E、L、N、P、R、S、T、U、V、W、X、使用。
通用机床分类以及用途范围

通用机床分类以及用途范围电火花,线切割机,中走丝,电火花成型机,电火花穿孔机,取断丝锥机-苏州中航长风数控科技有限公司 2009-03-07 14:18:11 作者:SystemMaster 来源: 文字大小:[大][中][小]机床型号的编制方法机床型号是机床产品的代号,用以简明的表示机床的类型、通用和结构特性、主要技术参数等。
GB/T15375-94《金属切削机床型号编制方法》规定,我国的机床型号由汉语拼音字母和阿拉伯数字按一定规律组合而成,适用于各类通用机床和专用机床(组合机床除外)。
1.通用机床型号的编制方法(1)机床的类代号用大写的汉语拼音字母表示,并按相应的汉字字意读音。
当需要时,每类又可分为若干分类,分类代号用阿拉伯数字表示,放在类代号之前,但第一分类不予表示。
机床的类代号、分类代号及其读音见表1。
表1 机床类代号和分类代号类别车床钻床镗床磨床齿轮加工机床螺纹加工机床铣床刨插床拉床锯床其它机床代号C Z T M2M3M Y S X B L G Q 读音车钻镗磨二磨三磨牙丝铣刨拉割其(2)机床的通用特性和结构特性代号通用特性代号位于类代号之后,用大写汉语拼音字母表示。
当某种类型机床除有普通型外,还有如表2所示的某种通用特性时,则在类代号之后加上相应特性代号。
如“CK”表示数控车床;如果同时具有两种通用特性时,则可按重要程度排列,用两个代号表示,如“MBG”表示半自动高精度磨床。
表2 机床通用特性代号号无统一含义,它只是在同类型机床中起区分结构、性能不同的作用。
当机床具有通用特性代号时,结构特性代号位于通用特性代号之后,用大写汉语拼音字母表示。
如CA6140中的“A”和CY6140中的“Y”,均为结构特性代号,它们分别表示为沈阳第一机床厂和云南机床厂生产的基本型号的卧式车床。
为了避免混淆,通用特性代号已用的字母和“I”、“0”都不能作为结构特性代号使用。
(3)机床的组别、系别代号组、系代号用两位阿拉伯数字表示,前一位表示组别,后一位表示系别。
车床的类型代号

车床的类型代号
根据车床的不同用途和结构特点,车床的类型可以用代号来表示。
以下是常见的车床类型代号:
1. PC:普通车床。
适用于一般的车削加工,具有较广泛的适
用范围。
2. CNC:数控车床。
通过计算机控制系统来控制车床的运动,实现精密和复杂的加工。
3. CA:自动送料车床。
除了具备普通车床的功能外,还具有
自动送料的能力,可连续加工多个工件。
4. CB:数控自动送料车床。
结合了数控车床和自动送料车床
的功能,既可以实现精密加工,又能实现连续生产。
5. CC:多轴控制车床。
具有多个工作轴,可以同时进行多个
加工过程,提高加工效率。
6. CK:螺纹车床。
专门用于加工各种螺纹的车床,可以实现
高精度的螺纹加工。
7. CJ:自动复述车床。
具有复述功能的车床,常用于加工相
同形状的工件。
8. CJZ:数控自动复述车床。
结合了数控车床和复述车床的功能,既能实现复述加工,又可以进行精密加工。
这些是常见的车床类型代号,不同厂家可能会有不同的代号系统,需要根据具体情况来确定。
普通车床C6140(1000)型主要技术指标

机床专业技术规范JC 01-01 普通车床C6140(1000)型主要技术指标1 型号:C6140(750/1000/1500)。
2 床身上最大工件回转直径:400mm。
3刀架上最大工件回转直径:220mm。
(刀柄截面尺寸最大:25mm×25mm)4 最大工件长度:750mm/1000mm/1500mm。
5 主轴内孔(通孔)直径:52mm。
6 主轴孔前端锥度:莫氏6号。
7 正转转速范围:(9~1600)r/min,≥16种8 纵向进给量范围(93种)8.1 标准:(0.063~2.52)mm/r。
8.2 细进给范围:(0.028~0.056)mm/r。
8.3 加大进给范围:2.86~6.43mm/r。
9 刀架纵向/横向的快速移动速度:≥4.5m/min、≥1.9m/min。
10 公制螺纹范围:(1~224)mm,48种。
11 英制螺纹范围:(1/8~72)牙/寸,48种。
12 模数螺纹范围:(0.5~112)mm,42种。
13 径节螺纹范围:1~56,45种。
14主电机功率:7.5kW。
15变速、变螺距切削时,不用改变挂轮方式,直接调节手柄控制16机床精度按国家相关标准执行。
17机床床身、防护板表面防锈漆完整,无锈迹附件配置:机床使用说明书、机床电器控制图机床配套垫铁、地脚螺栓三爪卡盘、卡盘座(配正反转卡爪各一付)死顶尖及顶尖变径套M6/5配备与机床相应的维护扳手、螺丝刀、油枪一套配套花盘一个JC 01-02、03 普通车床C6150(1000/2000mm)型主要技术指标1 型号:C6150(1000/2000mm)。
2 床身上最大工件回转直径:500mm。
3 刀架上最大工件回转直径:300mm。
4 最大工件长度:2000mm。
5 主轴内孔(通孔)直径:52mm。
6 主轴孔前端锥度:莫氏6号。
7 主轴转速范围:(9~1600)r/min(24级)。
8 纵向进给量范围93种8.1 标准:(0.063~2.52)mm/r。
常见切削机床的分类和型号
床身上最大回转直径
1/10
立式车床
最大车削直径
1/100
摇臂钻床
最大钻孔直径
1/1
卧式镗床
镗轴直径
1/10
坐标镗床
工作台面宽度
1/10
外圆磨床
最大磨削直径
1/10
内圆磨床
最大磨削孔径
1/10
矩台平面磨床
工作台面宽度
1/10
齿轮加工机床
最大工件直径
1/10
龙门铣床
工作台面宽度
1/100
升降台铣床
工作台面宽度
•第二主参数是对主参数的补充,如最大工件长度、最大跨距、
工作台工作面长度等,第二主参数一般不予给出。
例如,CA6140型卧式机床中主参数的折算值为40(折 算系数是1/10),其主参数表示在床身导轨面上能车削 工件的最大回转直径为400mm。
各类主要机床的主参数和折算系数
机床
主参数名称
折算系数
卧式车床
1/10
龙门刨床
最大刨削宽度
1/100
插床及牛头刨床
最大插削及刨削长度
1/10
拉床
额定拉力(吨)
1/1
5、机床的最大改进顺序号
当机床的性能及结构有重大改进,并按新产品重新设计、试 制和鉴定时,在原机床型号尾部加重大改进顺序号,即汉语 拼音字母A、B、C……。
6、其它特性代号与企业代号 •其它特性代号用以反映各类机床的特性,如对数控机床,可用来反
•每类机床按其结构性能及使用范围划分为用数字0~9表
示的10个组。
•在同一组机床中,又按主参数相同、主要结构及布局型
式相同划分为用数字0~9表示的10个系。
4、机床主参数、设计顺序号及第二主参数
机床的类别、特性、组别、系别、特性代号
机床的组别,系别代号 结构特性代号 为了区别主参 用两位阿拉伯数字表 数相同而结构 示,前者表示组,后 不同的机床, 者表示系。每类机床 在型号中用汉 划分为10个组,每个 语拼音字母区 组又划分为10个系。 分。例如, 在同一类机床中,凡 CA6140型普通 主要布局或使用范围 车床型号中的 基本相同的机床,即 “A”,可理 为同一组。凡在同一 解为:CA6140 组机床中,若其主参 型普通车床在 数相同、主要结构及 结构上区别于 布局型式相同的机 C6140型普通 床,即为同一系。 车床。
机床的类别代号 机床的特性代号 序号 代号 读音 类 别 代号 读音 特性 1 C 车 车 床 G 高 高精度 2 Z 钻 钻 床 M 密 精密 3 T 镗 镗 床 Z 自 自动 4 M 磨 B 半 半自动 磨 床 5 2M 二磨 K 控 数控 6 3M 三磨 H 换 加工中心(自动换刀) 7 Y 牙 齿轮加工机床 F 彷 彷型 8 S 丝 螺纹加工机床 Q 轻 轻型 9 X 铣 铣床 C 重 加重型 10 B 刨 刨插床 J 简 简式或经济型 11 L 拉 拉床 R 柔 柔性加工单元 12 G 割 锯床 X 显 数显 13 Q 其 其他 机床 S 速 高速
Hale Waihona Puke
关于广数980T系列机床操作与使用方法
关于GSK980T系列机床操作与使用方法作者:伏虎成在我们学习GSK数控系统的过程中,首先我们要了解广数系统家族中发展了哪几代经济性,稳定性,精度性,和可操作性比较高的数控操作系统?该类系统有哪些特别的地方?1.GSK 928T系列车床数控系统(经济型车床控制系统)此类系统采用液晶画面,160×128点阵LCD中文菜单显示, M/S/T 手动按键控制,可控三轴,可实现钻孔和攻牙自动循环,实现任意转角的抛物线,椭圆,双曲线等一般二次曲线切削.操作更方便任意二次曲线插补,可进行复杂表面加工参数编程功能,可满足特殊应用要求加减速时间参数调整,进给速度和主轴倍率实时可调并且可适配步进或伺服装置加工零件自动计数功能、可配电子手轮,操作方便增加附加控制轴Y轴十五种循环指令,编程更方便。
其中928T A数控系统已经停产2.GSK 980T 系列车床数控系统(普及型车床操作系统)此类数控系统采用了32位嵌入式CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现了μm级精度的运动控制,确保高速、高效率加工。
在保持GSK980系列外形尺寸及接口一致的前提下,采用了7吋彩色宽屏LCD及更友好的显示界面,加工轨迹能实时跟踪显示,增加了系统时钟及报警日志。
X、Z两轴联动、μm级插补精度,定位最高速度6m/min,插补最高速度6m/min 具有攻丝功能,可加工公制/英制及单头/多头的直螺纹、锥螺纹、端面螺纹,变螺距螺纹,螺纹退尾长度角度可设定,高速退尾处理具有螺距误差补偿,刀尖半径补偿、反向间隙补偿功能等具有S型、直线型前加减速及后加减速控制功能,适应高速、高精度加工并且用户程序空间为24544KB,最大可存储700个加工程序,支持CNC与PC机间双向通讯及CNC间通讯此系列数控系统安装尺寸互相兼容,电气接口、指令系统、操作显示界面大部分兼容,部分进行了调整,使操作更加方便,接口功能更加完善16个输入接点、16个输出接点。
广州数控980TD数控车床操作编程说明书 (2)
广州数控980TD 编程操作说明书第一篇 编程说明第一章:编程基础1.1 GSK980TD 简介广州数控研制的新一代普及型车床CNC GSK980TD 是GSK980TA 的升级产品,采用了32位高性能CPU 和超大规模可编程器件FPGA ,运用实时多任务控制技术和硬件插补技术,实现μm 级精度运动控制和PLC 逻辑控制。
技术规格一览表运动控制 控制轴:2轴(X 、Z );同时控制轴(插补轴):2轴(X 、Z )插补功能:X 、Z 二轴直线、圆弧插补位置指令范围:-9999.999~9999.999mm ;最小指令1.2 机床数控系统和数控机床数控机床是由机床数控系统(Numerical Control Systems of machine tools)、机械、电气控制、液压、气动、润滑、冷却等子系统(部件)构成的机电一体化产品,机床数控系统是数控机床的控制核心。
机控系统由控制装置(Computer Numerical Controler简称CNC)、伺服(或步进)电机驱动单元、伺服(或步进)电机等构成。
数控机床的工作原理:根据加工工艺要求编写加工程序(以下简称程序)并输入CNC,CNC加工程序向伺服(或步进)电机驱动单元发出运动控制指令,伺服(或步进)电机通过机械传动构完成机床的进给运程序中的主轴起停、刀具选择、冷却、润滑等逻辑控制指令由CNC传送给机床电气控制系统,由机床电气控制系统完成按钮、开关、指示灯、继电器、接触器等输入输出器件的控制。
目前,机床电气控制通常采用可编程逻辑控制器(Programable Logic Controler 简称PLC),PLC具有体积小、应用方便、可靠性高等优点。
由此可见,运动控制和逻辑控制是数控机床的主要控制任务。
GSK980TD车床CNC同时具备运动控制和逻辑控制功能,可完成数控车床的二轴运动控制,还具有内置式PLC功能。
根据机床的输入、输出控制要求编写PLC程序(梯形图)并下载到GSK980TD,就能实现所需的机床电气控制要求,方便了机床电气设计,也降低了数控机床成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 / 2
【基础知识】普及机床型号说明,简单易懂。
2014-11-24 金属加工
1)机床的类别代号用大写的汉语拼音字母代表机床的类别。例如,用"C"
表示"车床",读"车"。有的机床(如磨床)又由若干分类组成,分类代号用阿拉
伯数字表示,置于类别代号之前,但第1分类不予表示。机床类别代号见表2-12。
2)机床的特性代号机床的特性代号,包括通用特性和结构特性,也用汉语
拼音字母表示。当某类机床,除有普通型式外,还有如表2-13中所列的各种通
用特性时,则应在类别代号之后加上相应的通用特性代号,如CM6132型号中
"M"表示"精密"之意,是精密普通车床。
结构特性代号是为了区别主参数相同而结构不同的机床,如CA6140和
C6140是结构有区别而主参数相同的普通车床。当机床有通用特性代号,也有
结构特性代号时,结构特性代号应排在通用特性代号之后。此外,结构特性代号
字母是根据各类机床的情况分别规定的,在不同型号中的含义可以不同。通用特
性代号已用的字母及字母"I""O"不可作为结构特性代号使用。
3)机床的组和型别代号每一类机床分为若干组,每组又分为若干型。用两
位数字作为组和型别代号,位于类别和特性代号之后,第一位数字表示组别,第
二位数字表示型别。
4)主参数表示机床规格和加工能力的主要参数,用两位十进制数并以折算
值表示。如车床的主参数是工件的最大回转直径,其mm数除10,即为主参数
2 / 2
值。有时候,型号中除主参数外还需表明第二主参数(亦用折算值),以"×"号
分开。
5)机床重大改进的序号性能和结构经过重大改进的机床,应在原机床型号
后面以英文字母A、B、C、D …表示是第几次改进的序号,例如Y7132A和Z3040A
都表明是第一次重大改进。
此外,多轴机床的主轴数目,要以阿拉伯数字表示在型号后面,并用"·"分开,
例如C2140·6是加工最大棒料直径为40mm的卧式六轴自动车床的型号表示方
法。
机床型号举例