基于烟支克重SD指标升级的工艺风力系统改造
浅谈转炉一次烟气OG湿法除尘系统改造工艺
浅谈转炉一次烟气OG湿法除尘系统改造工艺作者:胡绪升王艳婷王鹏军雷国鹏严博来源:《科技风》2021年第22期1概述随着我国钢铁行业的不断发展.面对近年来日趋严重的雾霾问题,国家环保部门对炼钢厂转炉的环保、能耗标准提出了更高的要求。
原有的湿法除尘工艺由于其排放效果不理想、耗能高、占地面积大等不足,已严重制约了炼钢厂的环保、经济效益指标,因此各炼钢厂开始陆续进行湿法除尘系统的技术改造。
目前针对OG湿法转炉煤气的净化与回收系统改造,主要有以下四种工艺:第一种是目前被广泛推广使用的干法除塵工艺,具有代表性的是德国鲁奇的“LT”系统和奥钢联的“DDS”系统,其具有节能、环保、占地面积小、没有二次污染等优点.在近些年的新建转炉及转炉改造工程中得到了广泛的应用:第二种是充分利用原湿法系统进行升级改造,较具代表性的是介于湿法与干法之间的半干法工艺;第三种是OG湿法后,在风机前串联一套湿式电除尘器:第四种是将传统干法系统中回收侧的煤气冷却器前移至切换站之前,即新型干法系统。
2转炉一次烟气OG湿法除尘系统介绍转炉一次烟气OG湿法除尘系统的工艺流程如图1所示。
转炉烟气在未燃状态下经罩裙下部烟罩、上部烟罩和汽化冷却烟道被冷却至900℃,然后进入除尘装置。
除尘装置由饱和塔、文氏管洗涤重力脱水器和90°弯头组成,烟气经净化脱水后,合格煤气由离心风机送入煤气柜作燃料使用,在吹炼前期和后期一氧化碳浓度较低时,由三通阀切换至放散塔燃烧放散。
在早期环保政策要求较低时,转炉煤气湿法工艺的应用较广泛,但后期因环保政策要求的提高,原系统也在不断升级改造,具有代表性的是半干法工艺。
半干法工艺可有效保证颗粒物排放≤20mg/Nm3,且其充分利用了原有系统进行改造,一次投资较少,经济效益明显,但是更低的颗粒物排放要求就很难达到。
由于资金、场地等因素限制,还可考虑在OG湿法后增加湿式电除尘器,虽能用较少投资将颗粒物排放有效控制在10mg/Nm。
烟草工艺中卷烟工艺管理的要点
烟草工艺中卷烟工艺管理的要点发布时间:2023-01-06T03:27:21.006Z 来源:《福光技术》2022年24期作者:唐芳丽郑海伟韦少谈房华伟[导读] 逐步提高质量检查自动化程度,降低人工错误发生率;准确掌握原材料消耗状况,确保企业投入获得最大产出、实现最大效益。
广西中烟工业有限责任公司柳州卷烟厂广西省柳州市 545000摘要:当前,我国烟草行业竞争日益加剧,企业越来越朝着精细化管理方向发展。
其中,烟草工艺管理效果的好坏是制约烟草企业发展的最重要因素。
只有利用现代化管理方式提高现有烟草工艺管理效果,才能确保企业获得最大经济效益。
因此,本文针对烟草工艺中卷烟工艺管理的要点进行了分析。
关键词:烟草;工艺管理;措施一、卷烟工艺管理目标有序良好的卷烟工艺管理,应该是能够保持所产卷烟产品品质稳定、契合初始设计各项指标、契合消费者的购买意愿;在生产过程中,降低各种成本性投入,减少劳动力成本投入,提高生产过程中的安全指标具体而言,就是在生产过程中充分挖掘发挥出设备的全部性能,细加工好各种原材料,为确保实现卷烟产品的高质量奠定坚实基础;综合处置产品各类性能指标,使其保持必要的平衡,使其最大程度符合企业生产所需;尽量提升加工的精度,要有精益求精的意识,不放过生产线上出现的哪怕一点瑕疵;有效控制产品各种工艺参数,使实际产品指标符合企业指定指标要求,更加重视质量的过程控制和自动化控制,降低人工生产带来的误差;定期检查生产线上各类仪器设备的性能情况,确保其生产过程中的可靠性,维持较高的性能状况;压缩空气、蒸汽、水等应能供应平稳、流量稳定、符合设计要求;逐步提高质量检查自动化程度,降低人工错误发生率;准确掌握原材料消耗状况,确保企业投入获得最大产出、实现最大效益。
二、卷烟工艺管理措施在现代卷烟工艺管理中,应着重加强日常管理、过程管理和现场管理三个方面,才能使管理效果获得最佳。
2.1日常管理日常管理是卷烟工艺管理的基础,是确保生产质量的基本条件。
康斯迪电炉烟气除尘系统的改造

Con t e l c rc la c f r c um e de usi g s se m o fc to s e lee t ia r u na e f d tn y t m di a i n i
T n u qa S n C e n a gL o i n u Ro g h n Ke L n bn i Ho g i Ha in h oJa s e
se m o t e r d ci n p o e s tt e s me tme e u t g fn la e u e r al y d c a e t a fr s lp o u t rc s ,a h a i ,d d i o d r d c g e t b e r s d e o s n a d y e
收稿 1期 :0 1— 9— 1 3 2 1 0 2
器后 ,造成除尘器易损且 电耗增高 ;( )机力风 3 冷器 四台鼓风机 电耗较大 ;( )高温烟气只能混 4 入屋顶除尘大罩的低温烟气冷却 ,热量没有得到 有效利用 ,白白浪费了等等 。 针对烟气除尘系统存在的这些问题 ,贵钢公 司对关键部位调整改造 ,配套增加了几套关键节 能设备 ,目前二炼钢的烟气除尘系统各项指标已 达到工艺要求 ,且 回收了烟气余热 ,减少了电力
Ke wo d c n t e lc r a r u n c c m i e s t e t olr h a c u n ao c n e r y r s o se l e ti l cf r a e e c a o b n d wa eh a i e t c l u tr o v  ̄e b e a l
e a t e t a d sa i z d s se p e s r y h a c u l tr t h i u o p o u e s p r e t d rw se h a n tb l e y tm r su e b e t a c mu ao e n q e t rd c u e h ae i c
ZJ17卷烟机中支规格改造问题解决方案
ZJ17卷烟机中支规格改造问题解决方案自从2017年“中华(金中支、双中支)”打开中支烟市场、备受好评、火遍大江南北之后,中支烟这个细分市场领域日趋火热、行业各大企业和品牌也是竞相追逐,纷纷推出中支烟新品,我公司也在中支烟生产上持续发力,对车间卷烟生产的主力机型ZJ17卷接机组进行中支烟改造。
将一台ZJ17卷接机组改造成直径6.36mm,长度96mm(66+30)的烟支规格,改造周期短、项目多、难度大。
本文通过研究设备相关改造部位、改造配件、与烟支外观质量、物理指标等之间的关系,对改造实施与调试过程,关键质量控制及后续改善等方面进行整理、总结,为今后卷接机组中、细支规格相关改造提供相关问题解决方案及改造经验。
改造过程大致分为三个阶段,第一阶段为方案制定、备件准备及初调阶段,项目组与改造厂家共同完成设备改造并调整至出烟;第二阶段为细调阶段,项目组针对改造实施过程存在配件质量问题及第一阶段调试存在烟支质量问题进行完善,使设备能正常运行,产品质量符合要求;第三阶段为精调阶段,主要针对烟支空头及剔除率高、烟丝分布均匀性、端部落丝高、滤嘴通风度偏低等关键指标进行研究及改进。
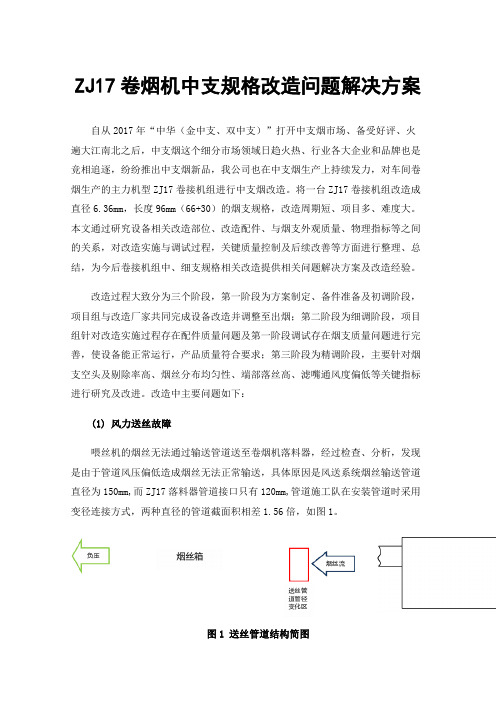
改造中主要问题如下:(1)风力送丝故障喂丝机的烟丝无法通过输送管道送至卷烟机落料器,经过检查、分析,发现是由于管道风压偏低造成烟丝无法正常输送,具体原因是风送系统烟丝输送管道直径为150mm,而ZJ17落料器管道接口只有120mm,管道施工队在安装管道时采用变径连接方式,两种直径的管道截面积相差1.56倍,如图1。
图1送丝管道结构简图车间负压压力相对值最大为-0.06MPa,根据公式计算得知,变径后造成送丝管道风速偏低无法满足烟丝输送要求。
P=0.5ρV2……………………………P:高压空气压力ρ:空气密度V:气流速度L=AV…………………………………L:压缩空气流量V:气流速度A:气流通过的横截面积解决方案:组织外协单位更换烟丝输送管道,解决烟丝风送问题。
基于CFD_的YJ17_卷烟机风室流场分析与优化设计

包装工程第45卷第5期·164·PACKAGING ENGINEERING2024年3月基于CFD的YJ17卷烟机风室流场分析与优化设计张金1,常亚宁1,高卫军1,卫剑1*,梁志军1,杨光露2(1.河南中烟工业有限责任公司安阳卷烟厂,河南安阳455000;2.河南中烟工业有限责任公司南阳卷烟厂,河南南阳473000)摘要:目的针对ZJ17卷接机YJ17供丝系统中烟丝堵塞、竹节烟和烟支标偏大的现象进行改进。
方法采用流体仿真分析软件Solidworks Simulation模拟分析、正交实验及试验验证的方法,设计优化YJ17供丝系统的风室装置,通过模拟仿真不同正压风入口形状、数量、位置对设备运行效率、产品质量的影响,找到三者最优的参数组合。
模拟分析发现,在正压风入口形状为圆形,正压风入口数量为3个,正压风入口距离气室边缘的距离为15 mm时,风室气流分布更均匀,同时烟丝在离开抛丝辊后受到的下吹风力最大,可使烟丝快速到达吸丝带。
结果气室经改进后烟丝堵塞次数降低了39.3%,SD值(20支烟支质量标偏)降低了25%,有效提升了设备的运行效率和卷烟产品的质量。
结论基于仿真及正交实验结果,优化了风速出风口位置和直径,气室的流场分析结果可为烟丝吸丝成型及风室结构优化提供一定技术支持。
关键词:供丝系统;流体仿真;正交实验;风室;结构优化中图分类号:O359;TB486 文献标志码:A 文章编号:1001-3563(2024)05-0164-09DOI:10.19554/ki.1001-3563.2024.05.020Analysis and Optimization Design of YJ17 Cigarette Machine Air ChamberFlow Field Based on CFDZHANG Jin1, CHANG Yaning1, GAO Weijun1, WEI Jian1*, LIANG Zhijun1, YANG Guanglu2(1. Anyang Cigarette Factory, Tobacco Henan Industrial Co., Ltd., Henan Anyang 455000, China;2. Nanyang Cigarette Factory, Tobacco Henan Industrial Co., Ltd., Henan Nanyang 473000, China)ABSTRACT: The work aims to address the phenomenon of cigarette blockage, slub cigarette, and excessively large cigarette label in the YJ17 wire supply system of the ZJ17 cigarette machine. The method of the fluid simulation analysis software Solidworks Simulation, orthogonal experiments, and experimental verification was used to design and optimize the air chamber device of the YJ17 cigarette supply system. Through simulation of effect of different shapes, quantities, and positions of positive pressure air inlets on the operation efficiency and product quality of equipment, three optimal combinations were found. When the positive pressure air inlet shape was circular, with 3 positive pressure air inlets and a distance of 15 mm between the positive pressure air inlet and the edge of the air chamber, the air flow in the chamber was more uniform. When the cigarette left the throwing roller and was subject to the maximum and most uniform downward blowing force, the cigarette quickly reached the suction strip. After the improvement of the air chamber, the number of cigarette blockages decreased by39.3%, and the SD value (weight deviation of 20 cigarettes) decreased by 25%, effectively improving the equipment operationefficiency and cigarette product quality. Based on simulation and orthogonal experimental results, optimizing the position and diameter of the air outlet and the flow field analysis results of the air chamber can provide certain technical support for the收稿日期:2023-08-22基金项目:河南中烟工业有限责任公司科技项目(ZW201834)*通信作者第45卷第5期张金,等:基于CFD的YJ17卷烟机风室流场分析与优化设计·165·cigarette suction molding and the optimization of the air chamber structure.KEY WORDS: cigarette supply system; fluid simulation; orthogonal experiment; air chamber; structural optimizationYJ17型供料成条机是ZJ17卷接机的组成部分之一,主要由烟丝输入、烟丝分配、烟丝计量、梗丝分离、烟条成型、质量控制、回丝等部分组成。
综合测试台检测细支卷烟的技术改造

综合测试台检测细支卷烟的技术改造作者:陈丞来源:《安徽农业科学》2016年第06期摘要介绍了将综合测试台改造为可检测5.4 mm直径细支卷烟的方法。
在原设备的基础上,重新设计加工了送料斗、圆周长度单元、吸阻通风度单元、硬度单元的部分零部件。
改造后的综合测试台可满足测量5.4 mm直径细支卷烟及滤棒的检测需求,具有一定的推广应用价值。
关键词综合测试台;细支烟;欧美利华中图分类号 S22 文献标识码 A 文章编号 0517-6611(2016)06-309-04为了满足市场的需求,厦门烟草工业有限责任公司于2015年5月开始生产细支卷烟,即直径为5.4 mm的新牌号卷烟。
目前厦门烟草工业有限责任公司用于检测烟支、滤棒的物理指标的检测仪器为北京欧美利华公司OMI、德国Blogwaldt KC公司DT 2种型号的综合测试台,可检验重量、圆周、长度、吸阻、通风度、硬度,以此来监测并控制产品质量。
经测试,欧美利华公司OMI由于设计的原因无法正常检测5.4 mm直径的卷烟或滤棒。
在此背景下,笔者通过对OMI综合测试台各检测单元的零部件进行技术改造,以求可以快速、低成本地满足对5.4 mm直径卷烟、滤棒的检测需求,为卷烟生产提供参考。
1 综合测试台结构简介如图1所示,北京欧美利华公司OMI综合测试台从结构上可分为五大部分,分别为送料系统、重量单元、圆周和长度单元、吸阻和通风度单元、硬度单元[1]。
样品从送料斗进入后,由上至下经过各个检测单元。
2 改造内容2.1 送料斗部分料斗承烟槽的改造料斗承烟槽的功能是分离取出单个样品(烟支或滤棒),使其落进各个检测单元进行检测。
不同圆周规格的样品需对应不同的承烟槽,目前欧美利华公司的OMI综合测试台还没有对应于5.4 mm新规格样品的承烟槽,因此需进行改造,即将内径改为8 mm,改造后的料斗承烟槽如图2所示。
2.2 长度、圆周单元2.2.1 长度、圆周单元入口导烟器改造。
长度、圆周单元入口导烟器功能是引导样品落进长度、圆周单元,并在样品测量时限制烟支圆周运动的范围。
卷烟厂风力送丝系统的优化方案

矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
烟草制丝生产线技术改造及实现

烟草制丝生产线技术改造及实现发布时间:2022-05-06T07:18:05.806Z 来源:《科技新时代》2022年2期作者:陈兴旺[导读] 我国烟草行业是与人们生产生活有着直观联系的基础性行业,而打造科学的烟草生产体系,也是近些年发展的重点,尤其是将信息技术与生产线融合,能够有效提升生产效率,落实好细节检测以及精细化管理。
本文以某烟草厂的制丝生产线作为研究对象,结合智能改造以及自动化控制进行针对性分析,着重针对其中的叶片加料机、烘丝机、控制系统的改造进行分析,打造高质量的运行体系,能够为整体烟草厂的高效运行提供有效保障。
陈兴旺四川中烟工业有限责任公司绵阳卷烟厂四川省绵阳市621000摘要:我国烟草行业是与人们生产生活有着直观联系的基础性行业,而打造科学的烟草生产体系,也是近些年发展的重点,尤其是将信息技术与生产线融合,能够有效提升生产效率,落实好细节检测以及精细化管理。
本文以某烟草厂的制丝生产线作为研究对象,结合智能改造以及自动化控制进行针对性分析,着重针对其中的叶片加料机、烘丝机、控制系统的改造进行分析,打造高质量的运行体系,能够为整体烟草厂的高效运行提供有效保障。
关键词:烟草生产;烟丝制造;技术改革制丝生产系统是当前烟草生产线中的关键系统,但是传统的系统往往存在智能程度低、维护复杂、稳定性不强等相关问题,而利用当前的现代化技术落实生产线改造以及设备优化能够有效解决这些问题,同时也可以打造智能生产链条。
文章主要以技术分析法以及案例分析法作为主要方式,结合烟丝制造生产线的改造方案进行探讨,确保能够为当前相关行业的技术改革提供参考依据。
1、烟丝制造生产线技术改革需求分析首先坚持生产线智能改造。
与传统的生产线相比,以信息技术以及集成系统为主打造的新型自动化生产模式,不仅可以提升生产效率,也能够有效降低工作失误情况,全面增强生产运行稳定性;其次,要满足简洁高效的需求。
生产界面必须要秉承着简洁高效的特点,具备较强传承性以及兼容性,进一步减少人工操作成本,同时全面提升整体生产线运行质量;再次,满足维护便捷需求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于烟支克重SD指标升级的工艺风力系统改造
周学斌;李真
【摘要】The Cigarette-weight SD indicator in the Factory has increased.This caused the qualified rate of Cigarette-making decreased,and the economic benefit of the entire factory has been reduced.To solve the problem:first,we analysis the data collected form the production field to inquired the relation between the Wind_pressure volatility and the Cigarette-weight SD indicator. Than in order to improve the Cigarette-weight SD indicator,we start from this convenient,put forward the upgrade scheme by using the Automatic wind pressure balancer,and complete this upgrade.The test data show that this instrument can restrain Wind_pressure volatility both in the system and a single unit.Increased the stability of the wind and improved the qualified rate of the Cigarette-weight SD indicator.%卷烟厂在烟支克重SD指标要求提升后,指标合格率降低,拉低了整体经济效益。
为解决这个问题:首先对生产现场采集的数据进行分析,探究卷接机组的工艺风力系统的风速稳定与烟支克重SD指标之间的关系;然后从提升卷接机组工艺风力质量着手,提出以加装自动风压平衡器为主要手段的工艺风力系统升级改造方案,并完成系统改造。
实测数据表明,在配置了自动风压平衡器之后,系统内单台机组的风压波动得到了明显的抑制效果。
提高了供给风压的稳定性,提升了烟支克重SD指标的合格率。
【期刊名称】《科技创新导报》
【年(卷),期】2015(000)003
【总页数】2页(P86-87)
【关键词】卷烟工艺风力;自动风压平衡器;烟支克重SD指标;风压波动
【作者】周学斌;李真
【作者单位】上海烟草集团北京卷烟厂北京 101121;衡阳三力高科技开发公司湖南衡阳 421001
【正文语种】中文
【中图分类】TS4
卷接机组是卷烟生产的重要设备。
为了保证香烟的卷接质量以及生产效率,卷接机组工作时必须有稳定的负压供应。
在工艺风力系统中,工艺负压由高压离心风机通过管道统一供应。
如图1所示:
首先,系统管道阻力、卷烟机风道中的原料烟丝、碎烟丝、烟梗及各种尘埃均会引起管道中的压力波动,对烟支生产带来影响。
其次,在生产过程中工况的切换导致阀门的开闭也会对管道内压力产生影响。
在卷接机台内部,对于外部压力的波动具有一定的抑制功能,但对于压力较大幅度的波动,是无能为力的。
针对卷烟厂在实际生产过程中所遇到的问题,提出对工艺风力FC3系统进行升级改造。
以改善烟支生产质量指标。
在近三年的生产管理中,随着对烟支克重(SD)控制的技术指标调整(由原
0.025变为0.023),提高了烟支卷制的标准。
在卷烟生产质量管理上,部分产品合格率指标下降,并且影响卷烟成品的优质等级。
在烟厂的FC3系统中,11#和14#生产混合型香烟,12#生产软精品烤烟。
在生产过程中发现:11#与14#的合格率较高,而12#的合格率较低。
现怀疑是FC3系统的工艺风力供给出现了问题。
针对这一怀疑,进一步的对FC3系统进行了观察并测量。
部分测量数据如表1所示:
于此同时,对单个机台的压力和主管道内的压力进行了监测。
为了描述压力波动变化的大小,引入了单位时间内压力波动方差PSD这一概念。
方差越大,表示在单
位时间内,压力的波动越大。
方差越小,表示在单位时间内,压力的波动越小。
使用压力波动方差的概念,我们将PSD值大于150的单位时间视为压力供应不合格,得到的压力供应合格率。
从以上表格中可以发现以下几点:
(1)烟支克重SD指标与卷烟类型即烟丝结构存在一定程度上的关联。
(2)压力波动值有较大改善空间。
(3)管路中的实际压力,未达到设定压力。
因此,针对于以上提出的卷烟工艺风力系统的不足,提出了一套能够改善压力波动、精密追踪设定值的升级方案。
在FC3系统中,为提升烟支克重SD指标的合格率。
从以下两个方面考虑,对系
统进行升级改造:工艺风力的改进、烟丝结构的改善。
具体改造方案为:
2.1 工艺风力的改进
每台卷接机组经由VE支管与MAX支管与主管路相连,获得卷烟生产所需要的工艺风力。
如下图所示:
其中,VE管与卷烟机相连,为卷烟机提供卷烟负压。
MAX管与接嘴机相连,为
接嘴机鼓轮提供接嘴负压。
这两根管路上的压力需求是不一样的:VE管压力一般
需稳定在8600~8800Kpa的负压,而MAX管一般需要9000~10000Kpa的负压。
通常情况下,通过阀门开度的调节,可以使两根支管分别达到相应的压力范围。
然而在压力的稳定性上,VE管的需求非常高,需要达到偏差在±2%,而MAX管的要求较低,波动范围在±5%即可。
原有系统中,VE平衡阀采用气动蝶阀。
气动蝶阀对于信号响应较快,压力反应较
为灵敏。
但同时,由于阀门结构的原因,在阀门动作的同时会对管路前后端产生并传播压力波动。
在以往的生产中,由于烟支克重SD指标要求较低(0.025),卷
烟过程中对于VE管的压力波动容忍度较高。
此次提高烟支克重SD指标
(0.023),使得VE管压力的稳定性在一定程度上不能满足生产需要。
为改善VE部分的风压平衡,在FC3系统中的每台卷烟机的卷烟支管(VE)上安
装自动风压平衡器。
如图3所示:
同时,在VE除尘支管上安装自动风压平衡器,系统通过压力传感器实时检测支管压力的变化、并根据设定压力值通过自动风压平衡器调节支管压力,实现自动调节、稳定VE部分的压力和风量。
并可根据卷接机气室的开闭状态,控制平衡器的开度,降低通风量,减少因更换吸丝带或检修时,该点风压风量的变化对整个风力系统的影响。
由于自动风压平衡器的中空腔体设计,使得其在开度调整过程中的动态性能较之气动蝶阀而言有较大的改善。
使得压力的波动情况得到改善。
2.2 烟丝结构的改善
除烟丝品牌所使用的烟丝无法改造外,在风力送丝系统中:提出采用烟丝送丝单元控制器,来改善烟丝送丝过程中的缠绕结团和造碎现象,用以改善被送烟丝的质量,使得在烟支成型时密度均匀。
其最终目标就是实现卷烟机输送烟丝的安全可靠和风速稳定,以达到烟丝的平稳输送。
使烟丝在合理的速度下输送,尽量降低烟丝在输送的过程引起的烟丝造碎。
2.3 增配人机界面检测控制参数
在每组卷烟机上配置一块人机界面(工业控制显示屏),方便机组作业人员了解阀门工作情况、控制各风力工艺参数。
卷烟机组工艺风力风压平衡系统的自动控制,需要准确的机台工作信号;而卷烟机组操作人员对该机组的工艺风力参数也需要方
便直观的设置与了解。
每台卷接机组的VE与MAX除尘支管上安装了压力传感器,监测两除尘支管上的压力值。
VE除尘支管上安装有自动风压平衡器,通过检测到的支管压力的变化自动调节稳定压力和风量。
在机组检修时,可根据气室的开闭状态,控制平衡器的开度,降低通风量,减少因更换吸丝带或检修时,该点风压风量的变化对整个风力系统的影响。
MAX除尘支管上装有气动调节阀,通过检测卷烟机的原风机信号和烙铁信号,来控制该气动调节阀开度,实现单台卷接机组的工艺风力平衡供给。
当单台卷接机组工艺风力平衡供给之后,则整个系统的风力供给也趋于稳定。
在今年6月份,对本厂的FC3系统进行了系统性的升级改造。
主要改造内容为:在VE支管加装自动风压平衡器、在风力送丝系统加装送丝单元控制器、每个卷烟机组配备人机界面、更换负压风机。
在稳定生产后的近两个月时间里,持续对FC3系统中的机台中的技术指标进行测试、统计,见表2。
总体来说:该项目的建设时间短,应用效果较明显。
能有效地改善了卷烟机的压力稳定性与烟丝输送稳定性,对FC3系统中的12#机台,显著地提高了烟支克重SD 指标的合格率。
能够提高卷烟生产的效率,提升经济效益。
【相关文献】
[1]刘杰,张晋,高云,王彬.卷烟机VE供丝部的有关工艺参数对卷烟质量稳定度的影响[J].中国烟草科学,2009(4).
[2]黄深海,周奇峰,马臣,张振峰,袁国安.卷接机组集中工艺风力系统的改造与应用[J].湖南文理学院学报(自然科学版),2013(3).
[3]孟庆涛,邵国洋,张振华,孟振伟.基于过程控制的卷接机组高压风机变频改造[J].工业控制计算机,2013(5).
[4]赵曰利.卷烟烟支重量与其它重要物理化学指标的关系[J].轻工科技,2014(4).。