中空吹塑成型工艺流程
中空吹塑成型讲义25

• 型坯的挤出成型方法
第十六页,编辑于星期六:十五点 五分。
⑴型坯挤出的机头结构
• ①直通机头 • ②转角机头
• ③贮料缸机头 • ④多层机头
第十七页,编辑于星期六:十五点 五分。
第十八页,编辑于星期六:十五点 五分。
第十九页,编辑于星期六:十五点 五分。
第二十页,编辑于星期六:十五点 五分。
第三十二页,编辑于星期六:十五点 五分。
第三十三页,编辑于星期六:十五点 五分。
三.型坯的吹塑方法
• 1.横吹法 • 2.顶吹法 • 3.底吹法
第三十四页,编辑于星期六:十五点 五分。
第三十五页,编辑于星期六:十五点 五分。
四.吹塑成型制品的冷却
• 1.冷冻空气法 • 2.冷冻剂法 • 3.二氧化碳冷却法 • 4.空气和水绝热膨胀冷却法
所以从增加透明度的角度看,应适当 提高加工温度,降低模具温度。
第五十五页,编辑于星期六:十五点 五分。
2.双向拉伸过程的影响因素
•拉伸温度
•拉伸倍率
第五十六页,编辑于星期六:十五点 五分。Fra bibliotek⑴拉伸温度
各种树脂的最适宜拉伸温度有所差别,一 般取伸长率较大时的温度为拉伸温度,如PVC 和 PET,一般比Tg 高10~40℃。 PET为90~110℃, PVC为100~140℃,对PP则比熔点低5~40℃为宜, 一般为150℃。
⑷模温和冷却时间
模温过低,会使夹口处的塑料延伸性降低, 不易吹胀,并使该部分加厚,成型困难;
模温过高,冷却时间延长,生产周期长。 冷却时间过短,冷却不充分易导致制品变 形,收缩增大,表面无光泽。
第五十一页,编辑于星期六:十五点 五分。
塑料成形工艺-吹塑成型

04 优缺点分析 Analysis of advantages and disadvantages
优点分析
03 02
01
1、成型设备简 单,适用材料 范围广;
2、型坯从挤出机 头流出后可直接引 入吹塑模内成型, 无须再二次加热。 生产效率高;
3、型坯温度均匀, 在吹塑过程中变形 能力一致,制品内 应力小,强度高。
零件;
请替换5.文修字整内容飞边 得到成品。
4
4
03 注意事项 Matters needing attention
注意事项
1、生产时要把 料斗处(上盖处) 一切杂物清除, 避免掉入料斗内 随料进入机筒。
2、如果机筒 内无料,不 允许螺杆长 时间空运转。
3、中空吹塑正常生产 中出现注射料量不均 匀或成型制品外形尺 寸不稳定时,可能是 由于机筒内有异物堵 塞或机筒加料段温度 过高所致,应及时拆 卸螺杆,清理机筒内
06 典型案例 classic case
典型案例 1、汽油桶
典型案例 2、浇花壶
典型案例 3.桶装水桶
典型案例 4、塑料隔离墩
典型案例 5、瓶装矿泉水
典型案例 6、灯罩
典型案例 7、儿童玩具
吹塑成型
Blow molding
演示完毕 谢谢欣赏
并且开模取出塑件。
经过注射吹塑成形的塑件壁厚均匀,无飞边,不需后加工, 由干注射型坯有底,因此底部没有拼和缝,强度高,生产效率 高。
但是设备与模具的价格昂贵,多用于小型塑件的大批量生 产。
典型模具 2、注射吹塑成形
1-注塑机喷嘴
2-注塑型坯 5-吹塑模
3-空心凸模 6-塑件
4-加热器
典型模具
3、注射拉伸吹塑成形
中空吹塑和热成型工艺与模具设计
第8章中空吹塑和热成型工艺与模具设计重点:中空吹塑成型难点:中空吹塑成型工艺内容:中空吹塑成型原理、成型工艺、中空吹塑制品结构工艺性以及模具设计,热成型工艺及制品结构工艺性和压缩空气成型工艺。
目的:使学生掌握中空吹塑模具设计。
作业:P8-1、8-2、8-48-1 中空吹塑成型工艺与模具设计一、中空吹塑成型原理与工艺中空吹塑成型---将处于可塑状态的塑料型坯置于模具型腔内,使压缩空气注入其中将其吹胀,使之紧贴于模腔壁上,冷却定型得到一定形状的中空塑件的加工方法。
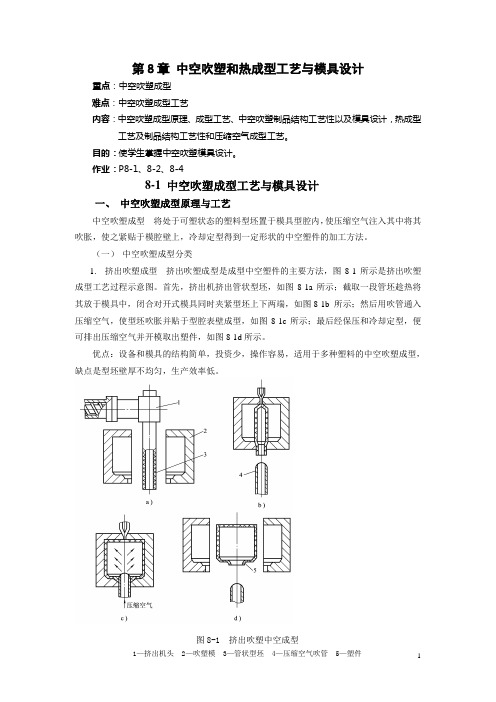
(一)中空吹塑成型分类1.挤出吹塑成型挤出吹塑成型是成型中空塑件的主要方法,图8-1所示是挤出吹塑成型工艺过程示意图。
首先,挤出机挤出管状型坯,如图8-1a所示;截取一段管坯趁热将其放于模具中,闭合对开式模具同时夹紧型坯上下两端,如图8-1b 所示;然后用吹管通入压缩空气,使型坯吹胀并贴于型腔表壁成型,如图8-1c所示;最后经保压和冷却定型,便可排出压缩空气并开模取出塑件,如图8-1d所示。
优点:设备和模具的结构简单,投资少,操作容易,适用于多种塑料的中空吹塑成型,缺点是型坯壁厚不均匀,生产效率低。
图8-1 挤出吹塑中空成型2. 注射吹塑成型注射吹塑成型的工艺过程是注射机在注射模中制成管坯,然后把热管坯迅速移入吹塑模中进行吹塑成型,其工艺过程如图8-2所示。
这种成型方法的优点是壁厚均匀无飞边,不需后加工,由于注射型坯有底,故塑件底部没有拼合缝,强度高,生产效率高,但设备和模具的投资较大,多用于小型塑件的大批量生产。
图8-2 注射吹塑中空成型1—注射机喷嘴 2—注射型坯 3—空心凸模 4—加热器 5—吹塑模 6—塑件3. 注射拉伸吹塑成型注射拉伸吹塑是将注射成型的有底坯加热到熔点以下适当温度后置于模具内,先进行轴向拉伸后再通入压缩空气吹胀成型的加工方法。
经过拉伸吹塑的塑件其透明度、抗冲击强度、表面硬度、刚度和气体阻透性能都有很大提高。
注射拉伸吹塑最典型的产品是线性聚脂饮料瓶。
高分子成型工艺学第五章中空吹塑-

合 物
5.5 拉伸吹塑
新
型
成 型 装
2、拉伸吹塑方法
备 国
3)冷坯法挤出-拉伸-吹塑
家
工
程
研
究
中
心
聚
合 物
5.5 拉伸吹塑
新
型
成 型 装
2、拉伸吹塑方法
备 国
3)冷坯法挤出-拉伸-吹塑
家
工
程
研
究
中
心
聚
合 物
5.5 拉伸吹塑
新
型
成 型 装
2、拉伸吹塑方法
备 国
4)冷坯法注塑-拉伸-吹塑
家
工
程
研
究
中
5.5 拉伸吹塑
新
型
成 型 装
2、拉伸吹塑方法
备 国
2)热坯法注塑-拉伸-吹塑
家
工
程
研
究
中
心
聚
合 物
5.5 拉伸吹塑
新
型
成 型 装
2、拉伸吹塑方法
备 国
3)冷坯法挤出-拉伸-吹塑
家
工
程
研
究
中
心
聚
合 物
5.5 拉伸吹塑
新
型
成 型 装
2、拉伸吹塑方法
备 国
3)冷坯法挤出-拉伸-吹塑
家
工
程
研
究
中
心
聚
新
型
成 型 装
4、连接吹塑成型
备
国
家
工
程
研
究
中
心
聚
合 物
5.6 新型的中空吹塑成型
新
型
中空吹塑成型技术分析
中空吹塑成型技术分析中空吹塑成型技术是一种常见的塑料加工工艺,该技术通过将塑料料粒或颗粒加热到熔融状态后,通过高压气体将其吹入模具中形成中空产品的一种成型工艺。
中空吹塑成型技术广泛应用于瓶罐、容器、桶类产品等的生产中。
本文将对中空吹塑成型技术进行分析,从原理、设备、工艺和应用等方面进行介绍。
中空吹塑成型技术的原理是通过将塑料料粒或颗粒经过热熔后,利用高压气体通过挤出机将其吹塑成中空的产品形状。
中空吹塑成型技术分为注塑吹塑和挤出吹塑两种方式。
注塑吹塑是指在注塑机上通过一次成型完成产品形状,而挤出吹塑则是先经过挤出机将塑料料粒挤出成管状,再经过模具成型形成产品。
中空吹塑成型设备通常包括挤出机、模具、冷却系统、辅助设备等。
挤出机是将塑料料粒加热到熔融状态后,通过螺杆的旋转将其压入模具中形成产品的关键设备。
模具是根据产品的形状要求设计的,通过模具的设计可以成型出不同形状的产品。
冷却系统是为了快速冷却成型后的产品,使其保持所需的形状和尺寸。
辅助设备包括气路系统、控制系统等,是为了配合主要设备的运行,保证整个生产线的正常运行。
在中空吹塑成型的工艺过程中,首先需要将塑料料粒或颗粒加热到熔融状态,然后通过挤出机将其压入模具中形成产品的初始形状。
接着利用高压气体将其吹塑成所需的中空产品形状,最后通过冷却系统使其成型固化。
整个过程需要严格控制温度、压力、速度等参数,以确保产品成型的质量和稳定性。
中空吹塑成型技术在瓶罐、容器、桶类产品等领域有着广泛的应用。
中空吹塑瓶是其主要应用之一。
中空吹塑瓶一般用于食品、饮料、日化、医药等行业的包装中,具有轻便、耐用、透明度高等特点,受到广泛的欢迎。
中空吹塑成型技术还可以制作其他中空产品,如塑料桶、玩具、家居用品等,满足不同领域对中空产品的需求。
中空吹塑成型模具

两步法注拉吹工艺设备投资较小,容易上马。 适于资金不太雄厚的中小企业和自用配套产品生 产。
中空吹塑成型模具
5.一步法注塑拉伸吹
塑成型—注拉吹
此法系采用多工 位注拉吹成型机一 次成型吹塑制品。
塑料在a工位注入
型坯模,型坯冷却
定型后随型芯移至b 工位加热调温,高 温型坯移至c工位的
余料槽通常设在切口的上下两侧,其大小应依 型坯夹持后余料的宽度和厚度来确定,以模具能 严密闭合为准。夹坯口宽度一般选用1~2mm,角 度取13°~15°。
常用的夹坯口及余料槽结构尺寸如图7-3-3所示
中空吹塑成型模具
中空吹塑成型模具
5.排气系统
吹塑模排气量大,成型压力又小,模具闭合后, 型腔内原有空气的排除问题必须认真考虑。排气 不良,型坯不能很好地帖服型腔,会造成制品结 构形状不完整、不清晰、斑纹、麻坑等缺陷。
中空吹塑成型模具
2.挤塑拉伸吹塑成型—挤拉吹
塑料经挤出机及型坯机头制成管状型坯,热管坯 被预吹模截取并进行预吹胀,预吹胀的高温型坯移 至吹塑模具中进行拉伸吹胀成型。
中空吹塑成型模具
挤拉吹工艺与挤吹相比多了一个预吹拉伸工序, 制品双轴取向,可获得薄壁高强度容器,如PVC矿 泉水瓶等。
但需增设相应模具,工艺也略显复杂,制品质 量和成型效率远不及注拉吹产品。
中空吹塑成型模具
6.多层中空制品吹塑成型
多层中空制品吹塑成型是利用多层共挤或多组 分共注射成型工艺获得由不同塑料组成的多层型 坯。以实现材料性能的优势互补,如降低渗透性, 改进耐热性, 改进外观,着色装饰,利用再生料 降低成本等。后续工艺及特点与前述的挤-吹、注 -吹、挤-拉-吹、注-拉-吹工艺相同。
吹塑成型工艺流程
吹塑成型工艺流程
《吹塑成型工艺流程》
吹塑成型是一种常见的塑料加工工艺,也是一种将塑料加热融化后吹到模具内形成产品的方法。
在吹塑成型工艺中,主要包括原料配比、材料加热、制品成型等多个环节。
首先是原料配比。
在吹塑成型过程中,需要根据产品的尺寸、形状、用途等因素确定适当的原料配比。
通常情况下,塑料颗粒和其他添加剂会通过一定的配比比例混合在一起,形成适合成型的原料。
其次是材料加热。
将原料装入料斗,通过加热系统进行加热,将颗粒状的塑料材料加热融化,成为流体状态。
这一过程需要严格控制温度和时间,以确保原料能够充分融化且不会过热。
然后是制品成型。
当原料融化后,将其送入吹塑机的模具中,在模具内部通过空气或真空吹塑,使得原料充分充实模具腔体,并且形成产品的外观和尺寸。
此外,还需要在模具中冷却,使得产品可以在模具内部固化成型。
最后是产品收尾。
成型后的产品需要进行处理,包括切边、去除浮渣、抛光、质量检验等环节,以确保产品的表面光滑、尺寸精确和质量稳定。
综上所述,吹塑成型工艺流程包括原料配比、材料加热、制品成型和产品收尾等多个环节,每个环节都需要严格控制以确保
成品质量和生产效率。
通过不断优化和改进工艺流程,可以实现更高效、更稳定的生产,满足市场需求。
塑料工艺中空吹塑成型

• 2、充气速度 为了缩短吹气时间,以利于制品获得较均匀的厚度和较好的表面,
充气速度(单位时间内流过的空气体积)要尽可能大一些.但也不宜过 大,否则会给制品带来不良影响,一是会在空气进口处造成真空,使 这部分的型坯内陷,而当型坯完全吹胀时, 内陷部分会形成横隔膜 片;其次是口模部分的型坯有可能被极快的气流拉断,造成废品.为 此需要加大吹管口径或适当降低充气速度。
够提高产量,减少型坯下垂,但是型坯表面质量下降。尤其是剪 切速率增大造成某些塑料,如高密度聚乙烯,可能出现熔体破裂 现象。而且转速提高时大量摩擦热的产生使聚氯乙烯等塑料有瞬 间降解的危险。所以一股吹塑机都选用大一点的挤出装置,使螺 杆转速在70转/分以下。 • 4、口模对挤出管坯的影响
口模是决定型坯尺寸及形状的重要装置,所以要求内表面光 洁度应达到10且尺寸必须按设计要求加工。口模定型段尺寸一般 可选用8倍口模芯棒之间隙数值。
• 3、吹胀比 通常把制品的尺寸与型坯尺寸之比称为吹胀比。当型坯的尺寸和重
量一定时,制品的尺寸越大,型坯的吹胀比也越大。根据塑料的品种、 性质、制品的形状和尺寸以及型坯的尺寸等来决定吹胀比的大小。通 常把吹胀比控制在2、4倍。
Байду номын сангаас 4、模温和冷却时间 为保证制品质量,模具的温度应分布均匀,模温一般保持在20-
中空吹塑产品
中空吹塑产品
中空吹塑产品
中空吹塑简要介绍
• 中空吹塑工艺是将挤出或注射成型所得 的半熔融态管坯(型坯)置于各种形状的模 具中,在管坯中通入压缩空气将其吹胀, 使之紧贴于模腔壁上,再经冷却脱模得 到中空制品的成型方法。其成型过程包 括塑料型坯的制造和型坯的吹塑。
• 这种成型方法可生产口径不同、容量不 同的瓶、壶、桶等各种包装容器,日常 用品和儿童玩具等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中空吹塑成型是一种常用的塑料制品加工工艺,适用于生产中空的塑料容器,如瓶子、罐子、容器等。
下面是中空吹塑成型的工艺流程:
1. 原料准备:选择适合的塑料原料,通常使用聚乙烯(PE)、聚丙烯(PP)等塑料。
将原料加入到塑料颗粒状的形态中。
2. 塑料熔融:将塑料颗粒放入中空吹塑机的料斗中,通过加热和搅拌使塑料颗粒熔化成为熔融状态的塑料。
3. 模具制备:根据产品的形状和尺寸,制作相应的中空吹塑模具。
模具通常由金属材料制成,具有产品的空腔形状。
4. 吹塑成型:将熔融状态的塑料注入到模具中,然后通过高压空气吹气,使塑料在模具内部形成空腔的形状。
同时,模具也会随着塑料的膨胀而逐渐冷却。
5. 冷却和固化:在吹塑过程中,模具会通过冷却水或冷却气体来降低温度,使塑料迅速冷却和固化。
冷却时间的长短会影响产品的质量。
6. 脱模和修整:当塑料完全冷却和固化后,打开模具,取出
成型的塑料产品。
根据需要,对产品进行修整、切割、打磨等加工。
7. 检验和包装:对成型的塑料产品进行质量检验,确保产品符合要求。
然后进行包装,以便运输和销售。
以上就是中空吹塑成型的工艺流程。
这个过程需要专业的设备和技术,以确保产品的质量和生产效率。