鞍钢5500mm宽厚板热处理生产线
3950mm宽厚板铝板轧机工作辊的热处理

近年来 , 为 了提 高热轧工 作辊 的性 能 , 我公 司
已开 发 出一 种 新 型高 合 金 C r 5锻 钢 工 作 辊 , 并 进 行 了相关 产品 的试 制 生 产 , 最 终热 处 理 通 过工 频 感应 淬火 的方式 实 现 。为 国 内某 厂 2 1 0 0 m l T I 铝
o f wo r k r o l l a n d p r o v i d e s n e w i d e a f o r ma n u f a c t u i r n g w o r k r o l 1 . Ke y wo r d s : 3 9 5 0 mI n h o t r o l l i n g w o r k r o l l ;ma n u f a c t u r i n g d i f i f c u l t y ;h e a t t r e a t me n t p r o c e s s
a u x i l i a r y t o o l s a n d a p pl y i n g d i fe r e n t i a l t e mp e r a t u r e s pr a y wa y,wh i c h i s e ns u r e d t o me e t v a io r us t e c h ni c a l r e q ui r e me n t s
辊( 如3 9 5 0 i n n 工作辊 ) , 由于 长径 比较 大 , 热 处 理 变形程 度严 重 , 且我 公 司工 频感 应 淬 火设 备 对 产 品规格 有严格 要求 , 无法顺 利进 行生 产 , 为此需
要 提供全 新 的制造思 路 。
1 3 9 5 0 mm 热 S L ' r 作 辊技术 要 求
4100宽厚板工程调试及生产大纲0602
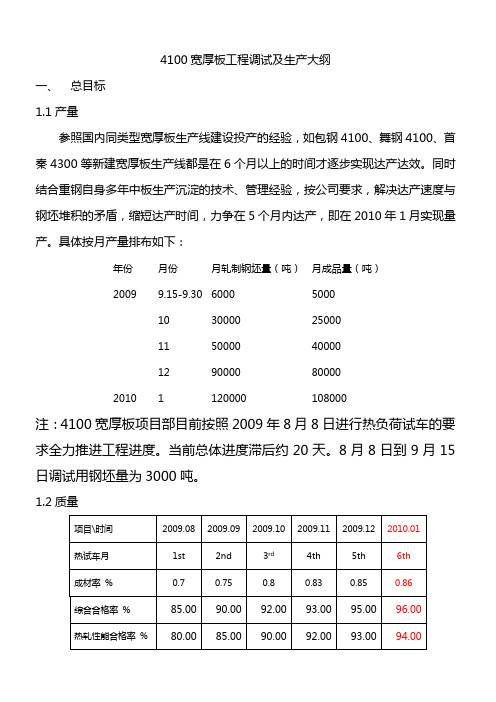
4100宽厚板工程调试及生产大纲一、总目标1.1产量参照国内同类型宽厚板生产线建设投产的经验,如包钢4100、舞钢4100、首秦4300等新建宽厚板生产线都是在6个月以上的时间才逐步实现达产达效。
同时结合重钢自身多年中板生产沉淀的技术、管理经验,按公司要求,解决达产速度与钢坯堆积的矛盾,缩短达产时间,力争在5个月内达产,即在2010年1月实现量产。
具体按月产量排布如下:年份月份月轧制钢坯量(吨)月成品量(吨)2009 9.15-9.30 6000 500010 30000 2500011 50000 4000012 90000 800002010 1 120000 108000注:4100宽厚板项目部目前按照2009年8月8日进行热负荷试车的要求全力推进工程进度。
当前总体进度滞后约20天。
8月8日到9月15日调试用钢坯量为3000吨。
1.2质量1.3消耗1.4安全环保不发生一次重伤以上安全事故。
不发生一次环保外泄污染事故。
二、试生产产品大纲8月品种、产品规格序号产品品种钢号产品规格1 碳结板Q215A/B、Q235A/B、Q275A/B 12~80×2000~32002 低合金板Q295A/B、Q345A/B 12~60×2000~32009、10月品种、产品规格序号产品品种钢号产品规格1 碳结板Q215A—B、Q235A—D、Q275A—D 8~80×1800~35002 低合金板Q295A—B、Q345A—D 8~80×1800~35003 造船用板* CCS-A、CCS-B、CCS-D、CCS-A32、CCS-D32 8~50×1800~3500(且热处理未投产前,正火钢板不能生产)4 优碳钢10、20、25、30 8~50×1800~35005 桥梁钢Q345qC/D 10~40×1800~350011月—12月品种、产品规格序号产品品种钢号产品规格1 碳结板Q215、Q235、Q275、SS400、SS490 8~120×1600~38002 低合金板Q295、Q345、Q390、Q420、Q460 8~100×1600~38003 造船用板A、B、D、E、A32、D32、A36、D36、(所有为CCS船级社船板)8~50×1600~38004 优碳钢10—45 8~60×1600~38005 桥梁钢Q345q、Q370q、Q420q、Q460q 8~80×1600~38006 合结板15CrMo、20CrMo、20Cr、40Cr 8~60×1600~38002010年1月品种、产品规格序号产品品种钢号产品规格1 碳结板Q215、Q235、Q275、SS400、SS490 8~120×1600~38002 低合金板Q295、Q345、Q390、Q420、Q460 8~100×1600~38003 造船用板A、B、D、E、A32、D32、A36、D36、E32、E36 8~100×1600~38004 优碳钢10—45 8~60×1600~38005 桥梁钢Q345q、Q370q、Q420q、Q460q 8~60×1600~38006 容器板Q245R、Q345R、15CrMoR、16MnDR(仅仅是认证准备钢板)8~60×1600~38007 合结板15CrMo、20CrMo、20Cr、40Cr 8~60×1600~3800备注:1、船板的品种及规格根据市场需求及工艺摸索积累可在认证基础上进行扩大认证。
本钢2300mm热轧生产线定宽机轧制板坯侧弯原因分析及解决方法

本钢 2300mm热轧生产线定宽机轧制板坯侧弯原因分析及解决方法摘要:本钢建立了2300mm热轧生产线,提高了产品附加值和生产能力。
但是,该生产线中,定宽机使用时任意出现轧制板坯侧弯问题,本文就该问题进行分析,首先阐述了轧制板坯侧弯机理,其次对其原因进行分析,并提出了相应解决方法,充分发挥生产线作用。
关键词:热轧生产线;定宽机;轧制板坯侧弯引言本钢2300mm热轧生产线装备有德国西马克专利技术的定宽压力机。
该定宽机相对于常规立辊轧机而言,具有减宽量大、轧制所产生边部变形(狗骨)较小及轧制的板坯头尾变形小等优点,但是在本钢2300mm热轧生产线定宽机使用过程中多次出现定宽机轧制后板坯严重侧弯,影响生产稳定。
所以,本文以本钢2300mm热轧生产线定宽压力机为研究对象,对定宽机轧制过程中板坯侧弯产生的原因进行分析,并提出了针对本钢2300mm热轧生产线定宽轧制板坯侧弯问题的解决方法。
1.定宽机轧制板坯侧弯的机理定宽机在对板坯轧制过程中,板坯金属发生塑性变形:厚度方向上由于受锤头的摩擦阻力及上下导向辊的压紧力,变形很小,只在边部隆起形成“狗骨”状;而在板坯轧制方向上阻力较小,所以板坯经定宽机轧制减宽后主要沿长度方向伸长。
板坯在伸长过程中发生了板型侧弯,实质上就是板坯两侧的金属在长度方向上的变形不均匀。
在正常轧制过程中,板坯两侧的变形理论上应该是对称的,影响对称变形的因素主要有两方面:一是板坯两侧温度不均匀,使板坯两侧金属塑性变形抗力大小不同,导致板坯两侧金属变形量不同,最终造成板坯在总体上的侧弯;二是,定宽机两侧锤头对板坯的压下不对称,同样会导致板坯两侧金属变形量不同,造成板坯侧弯[1]。
2.本钢2300mm热轧生产线定宽机板坯侧弯原因分析及解决方法2.1通过对本钢2300mm热轧生产线定宽机轧制板坯温度测量,板坯两侧温度均匀,确定板坯温差不是本钢定宽机侧弯产生的原因,所以本文不再对温度引起的板坯侧弯进行进一步讨论。
沙钢宽厚板5000工艺技术

沙钢宽厚板工艺技术沈文荣邱松年钱洪建(江苏沙钢集团有限公司)摘要沙钢集团于2006年建成当今中国最现代化宽厚板生产工艺线.采用带工作辊弯辊的Φ1210×5050mm工作辊、带油膜轴承Φ2300×4900mm 支承辊,最大轧制力100MN,最大切断力矩2×4,925kNm,高刚度、液压AGC工作辊弯辊装置轧机及MULPIC 装置满足高强焊接宽厚板高品质和板型要求.亚稳态奥氏体区热机轧制实现晶粒细化,靠中间坯待温时间及未再结晶区γ/α相变较低终轧温度抑制新晶粒成长。
MULPIC装置中加速冷却或直接淬火钢板。
终轧通过MULPIC装置加速冷却使固溶体内保持大量Nb、V、Ti、Mo微合金元素粒子有利γ/α相变、铁素体与贝氏体内沉淀而改善组织性能。
终轧温度低及增加冷却速率有增加沉淀强化和位错密度高强效果。
转变温度取决微合金设计、终轧温度及加速冷却。
精整工序热矫、冷却、切边定尺剪切及冷矫钢板,某些钢板350~400℃间出现剪口应力断裂要堆垛缓冷。
关键词宽厚板轧热机轧制多功能冷却装置相变 UOE板SIS′Wide Heavy Ptate Process TechnologyShen Wenrong Qiu Songnian Qian Hongjian(Shagang Iron & Steel Group ,Suzhou,215625,Jiangsu P.R.C)Abstract In Dec.2006,by S hagang Iron & Steel Group company. Ltd.,SIS,was build latest modernization wide heavy plate operation line. The wide heavy mill is the largest plate mill in China. Main date of the heavy plate mill equipment including Φ1210×5050mm Work roll,Φ2300×4900mm back-up roll, back-up roll oil film bearings and HAGC,10,0000kN maximum rolling force, 2×4925kNm cut-out torque. Work roll bending system ,hydraulic AGC and high elasticity module of mill have to meet plate high quality and shape basic requirement.TMCP, a minimum degree of deformation is carried out in the temperature range of the metal stable austenite, whereby no re-crystallization takes place before the γ/α-transformation, so that the new grain formation is taken over by the transformation reaction. The necessary low finish rolling temperature,require relatively long waiting times before final deformation. For the plate,accelerated cooling or direct hardening velocity controlled by MULPIC equipment.Key W ords heavy plate mill,thermo-mechanical rolling, MULPIC,transformation,UOE1.概况我国目前≤3500mm中板轧机多达30余套,≥3800宽厚板轧机仅宝钢、沙钢、鞍钢、浦钢、舞阳、湘钢及新余7套。
鞍钢1780热轧生产线工艺布局特点_张巍

收稿日期:2002-03-25作者简介:张 巍(1972-),男(汉族),辽宁海城人,国家注册监理工程师。
鞍钢1780热轧生产线工艺布局特点张 巍(鞍山钢铁公司设计研究院,辽宁 鞍山 114021)摘 要:简要介绍了鞍钢1780工程的概况,总结了1780热轧线工艺布局上的机型选取、主要工艺和设备选择、工艺流程及平面布置的特点,提出了在新建或改造类似热轧线时,工艺布局上应注意的问题。
关键词:1780热轧线;工艺布局;特点中图分类号:TG 335.56;TG 333.71 文献标识码:B 文章编号:1003-9996(2002)05-0026-03C haracteristics of processing layout of 1780mm hot rolling line ofAnshan Iron and Steel C ompanyZHANG W ei(Design &Research Institu te ,Anshan Iron &Steel Co .,Anshan 114021,China )A bstract :The selection of mill ty pe ,processing and equipment ,the characteristics of processing and plane layout w ere simply introduced .M eanw hile ,some problems about processing layout w ere put forward for new building o r modernizing same hot rolling line .Key words :1780mm hot rolling line ;processing layout ;characteristics 鞍山钢铁公司原半连轧厂于1958年建成投产,设计年产板卷80万t ,主轧线设备属于第1代热带钢轧机,是苏联援建项目。
钢铁宽厚板厂提高定尺剪切精度的措施研究

5500mm的生产流水线 ,拥有 13项先进技术所能生产 的宽厚板尺寸 艺步骤 ,要努力做到提高定尺剪切精度和延长剪切刃的使用寿命 ,
厚 度 为 5-150mm,宽 度 可 以 在 900—5300ram 以 内 ,而 且 最 的厚 度 可 从 产 品设 计 工 艺 ,剪 切 尺 寸 测 量 工 艺 、剪 切 制 造 工 艺 三 个 方 面 和 其 达 到 450mm,长 度可 达 以 到 为 3-25m,年 生 产 量 可 达 到 200万 吨 以 它 措 施方 面 来解 决 钢 铁 宽厚 板 材 的剪 切误 差 ,以达 到 定 尺 剪板 精 度
材在 自身的宽度及厚度具有非常大的优势 ,它具有高强度 、高韧性 、 的确定更换剪切刀具 的使用周期 ,以保证剪切刃的锋利度 。另外在
高质量等很多的优点 。近几年来随着我 国科学技术 的不断快速发 安装 剪 切 刀 具 时 ,要 严 格 控 制 装 配 尺 寸 ,平 行 度 要 控 制 在 0.1mm 以
3.3钢 板 的对 中很 重要 ,这样 就 不会 造 成 剪切 钢 板 的 对角 线 相
在很 大 的不 足 ,与 国外 的技 术 相 比仍然 还 有 较 大 的差 距 ,它 的 产 品 差较大。辊道 的运行需要保证钢板不跑偏 ,辊道的安装精度及侧导
精 度 和 合格 率 都无 法 与 国 际标 准 相 比 ,这 就要 求 在 今 后 的发 展 生 产 辊 的精 度 至关 重 要 。如 果 还有 问题 的话 ,安 装 一 些 防跑 偏 装置 。
上 。此 外 宝 钢 钢 铁 厂 也 建 有 4300mm 双机 架 大 型 宽 厚 板 轧 机 生 产 要 求 。
线 ,生产技术也在 国内处 于领先地位。虽然效益还 比较可以 ,但是现 4 结 束语
热轧板带钢车间设计及控轧控冷技术

辽宁科技大学本科生毕业设计(论文)460万吨热轧板带钢车间设计及控轧和控冷技术摘要钢铁行业是国民经济的支柱产业,而热轧带钢生产是钢铁生产中的主要环节。
热轧带钢工艺的成熟,为冷轧生产提供了优质的原料,大大地满足了国民生产和生活的需要。
本车间参考鞍钢2150生产线,其设计生产能力460万吨,典型产品为:Q235-C,2.5 mm 1900 mm。
主要设备有:三台步进式加热炉,一台粗轧除鳞机,一架四辊可逆粗轧机(5000吨),一个六机架四辊精轧机组(3架CVC轧机和3架PC轧机),三台卷取机,及各种附属设备。
设计以年产量为基础,结合各产品的市场前景合理地分配各产品的产量,制定产品方案和金属平衡。
论文以典型产品为例,制定了工艺流程图和压下制度、速度制度、温度制度、辊型制度等一系列轧制制度,并校核了轧机生产能力,计算了各项经济技术指标,绘制了一张车间平面图。
在专题中详细论述了控轧控冷技术。
最后附有用于计算设计参数的Excel程序。
关键词:热轧带钢;轧机;轧制力;辊型制度Design of a Hot Rolling Strip Steel Plant of 4.6 Million Tons and Controlled Rolling and CoolingTechnologiesAbstractSteel industry is a key industry of the national economy, while Strip Steel Production is the critical processing. Serving high-quality raw materials for cold rolling plant, sophisticated hot rolling technologies greatly satisfy the needs of national production and living. Refering to the 2150 Hot Rolling Strip Steel Plant of An Steel, the designed plant has an annual capability of 4.6 millions tons for typical product of Q235-C, 2.5 mm 1900 mm. The maojor facilities include: three walking beam furnaces, one descaling machine for rough rolling, one 4-roll reversing blooming mill (5000 tons), one 6-stand and 6-roll finishing mill group (3 Continuously V ariable Crown rolling mills and 3 Pair Cross rolling mills), three coilers, and appurtenances. Considering market prospect, the yield, product scheme, and metal balance of each kind of product are appropriately designed based on the annual plant capacity. For the typical product, the process flow diagram, depressing systerm, velocity system, temperature system, and crown systerm, etc. are determined. Furthermore, the production capacity of the rolling mill is checked, the economic and technical norms are cauculated, and a plane figure for this workshop is drafted. In the chapter of special topic, technologies in controlled rolling and cooling are discussed in detail. In the end, an Excel program for parameter calculation is attached.key words:hot rolled strip steel; mill; draught pressure; crown system目录摘要 (I)Abstract (II)目录.......................................................................................................................................... I II 1 文献综述 (1)1.1热轧板带钢产品概述 (1)1.1.1 热轧板带钢的种类及用途 (1)1.1.2 板带材的工艺特点及质量要求 (1)1.2热轧板带钢工艺及设备发展 (1)1.2.1 国外热轧带钢发展 (1)1.2.2 国内热轧带钢生产 (1)1.3热轧带钢生产新设备与新技术 (1)1.3.1 无头轧制技术 (1)1.3.2 铁素体区轧制技术 (1)1.3.3 AWC立辊短行程控制 (1)1.3.4 板坯定宽压力机 (1)1.3.5 组织性能控制技术 (2)1.3.6 热卷箱技术 (2)1.3.7 板形和板厚控制的高精度轧机 (2)1.4 热轧板带钢存在的问题及发展趋势 (2)1.4.1 热轧板带钢存在问题 (2)1.4.2 热轧板带钢的发展趋势 (2)1.4.3 几点建议 (2)2 产品方案和金属平衡 (2)2.1原料 (2)2.11 产品的种类及规格 (2)2.1.2 原料技术条件 (2)2.1.3 原料表面缺陷的清理 (3)2.2产品品种、规格和生产量 (3)2.3金属平衡 (4)2.4产品 (4)2.4.1 产品品种 (4)2.4.2 产品质量标准 (5)2.4.3 产品表面质量要求 (5)3 主要设备及参数的确定 (6)3.1加热炉 (6)3.1.1 加热炉的主要结构及特点 (6)3.1.2 加热炉的主要尺寸 (6)3.1.3 加热温度、时间及产量 (7)3.1.4 设备规格 (7)3.2粗轧主要设备 (7)3.2.1 粗轧除鳞装置 (7)3.2.2 粗轧机[10] (8)3.3精轧主要设备 (9)3.3.1 带坯边部加热器 (9)3.3.2 切头飞剪 (9)3.3.3 精轧除鳞装置 (10)3.3.4 精轧立辊轧机F1E (10)3.3.5 精轧机组轧机 (11)3.4卷取设备 (13)4 轧制工艺及轧制制度的确定 (15)4.1生产工艺流程 (15)4.1.1 生产工艺简介 (15)3.1.2 生产工艺流程概述 (15)4.2加热制度 (16)4.2.1 加热的目的 (16)4.2.2 加热的要求 (17)4.2.3 加热温度的确定 (17)4.2.4 加热时间的确定 (17)4.2.5 加热速度的确定 (18)4.3压下规程设计 (18)4.3.1 根据产品选择原料 (18)4.3.2 粗轧机组压下制度的制定 (18)4.3.3 精轧机组压下制度的确定 (21)4.3.4 咬入条件校核 (21)4.4速度制度 (22)4.4.1 粗轧机轧制速度 (22)4.4.2 精轧机轧制速度 (23)4.4.3 轧机工作图表 (26)3.5 温度制度 (27)4.5.1 粗轧温度制度 (28)4.5.2 精轧温度制度 (29)4.5.3 卷取温度制度 (29)4.6辊型制度 (30)5 生产设备校核 (33)5.1轧制力与轧制力矩 (33)5.1.1 轧制力的计算 (33)5.1.2 轧制力矩的计算 (34)5.1.3 粗轧与精轧的轧制力和轧制力矩 (34)5.2轧机设备校核 (34)5.2.1 粗轧机R的轧辊强度校核 (35)5.2.2 精轧机轧辊强度校核 (38)5.2.3 电机能力校核 (39)5.3轧机生产能力校核 (41)5.3.1 轧机小时产量计算 (41)5.3.2 轧机平均小时产量 (41)5.3.3 车间年产量计算 (42)5.4加热炉生产能力校核 (42)6 车间主要技术经济指标 (44)6.1概述 (44)6.2各项经济指标的确定 (45)7节能与环境保护 (46)8结语 (48)参考文献 (49)专题部分控轧控冷技术 (50)摘要 (50)1. 控制轧制、控制冷却工艺及特点 (51)1.1控制轧制工艺 (51)1.2控制轧制工艺的优点和缺点 (51)1.3控制冷却的工艺特点 (52)1.4控制轧制、控制冷却工艺参数控制特点 (53)2 我国控制轧制、控制冷却技术的发展 (55)3.控制轧制 (58)3.1第一阶段:奥氏体再结晶区轧制 (58)3.2第二阶段:奥氏体未再结晶区轧制 (58)3.3第三阶段:在(奥氏体+奥氏体)两相区轧制 (60)3.4控制类型对轧后冷却相变的影响 (61)4 控制冷却 (64)4.1控制冷却中低碳钢热轧材的奥氏体向铁素体的转变 (64)4.2钢材控制冷却的目的及控制冷却各阶段的作用 (65)4.2.1 一次冷却—轧后控制冷却的第一阶段 (65)4.2.2 二次冷却—轧后控制冷却的第二阶段 (65)4.2.3 控冷—轧后控制冷却的第三阶段 (66)结语 (67)参考文献 (68)致谢 (69)附录........................................................................................................................................... A1 文献综述在工业现代化进程中,钢铁工业一直处于基础产业的地位,在国民经济中所起的作用极为重要,是衡量一个国家工业、农业、国防和科学技术四个现代化水平的重要标志。
中厚板车间毕业设计模版
Abstract
In this paper,a heavy plate plant which produces 230 ten-thousand tons per year was designed in this thesis .The typical product is 16Mn,42×4600mm. The design is simply introduced the development of production technology of the heavy plate in a whole design, the disparity gap of the home and abroad and the heavy plate means in this design ,and adopt the new technology. The main include: 2 step-beam furnace, reversal device high-pressure-water descaling unit, 1 four-roll reservable rough mill, as well as various appurtenances. According to the designed annual capacity, and considering market prospects of the products, the products’ scheme and metal balance were designed reasonably. The rolling system includes: press-down system, velocity system and temperature system. Then, the roll force was calculated; the electromotor load and the roll strength were checked. the electromotor load and the roll strength were checked.And maked out a scientific and reasonable heavy medium plate design scheme . A plant layout drawing was also accomplished in the design, An English paper and its translation by author were attached to the thesis. The features of the designed workshop include: of high strength of products and mechanical property of the products, adoption of advanced processing technology, and environmental protection consideration. The plant achieves high production in lower consumption.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
鞍钢5500mm宽厚板热处理生产线
摘要:介绍了鞍钢5500mm宽厚板热处理生产线(包括辊底式热处理炉和淬火机组等)的设备特点。
关键字:辊底式热处理炉;淬火机组
Heat Treatment Production line of 5500mm
Heavy Plate Mill of Angang
Chen Jinlong,Xu Shucheng
(College of Metallurgy and Energy, Hebei United University, Tangshan Hebei 063009)
Abstract : This paper introduces characteristicsofheat treatment production line of
5500mm Heavy plate Mill of Angang, which consists of roller-hearthfurnace, Roller-quenchingmachine, and so on.
Key Words : roller-hearth furnace; quenchingmachine
1概述
近年来,随着宽厚板生产线装备水平和工艺技术的提高,对高级别、高强度、高附加值产品的需求也在不断增加,许多民用和军用等高端产品仍需依赖进口。
虽然为提高厚板的综合力学性能,从冶炼方面可采取精炼及微合金化措施;从轧制工艺可采取控轧控冷的方法来实现,但一些高性能指标(如高钢级700Mpa 级以上的钢种,低温压力容器、耐磨钢等)和其他特殊用途的钢种,必须采用适当的热处理以达到性能要求。
热处理不仅可以改进钢板使用时的加工性能,而且能显著的改善力学性能。
一个品种多样的现代化宽厚板生产线,为了满足交货的要求,热处理工序是不可缺少的,是钢铁工业提高产品质量的重要途径之一[1]。
鞍钢5500mm宽厚板轧机工程是鞍钢股份有限公司在营口市鲅鱼圈区建设的项目,采用双机架四辊式可逆轧机,粗轧机后设置立辊轧机,年产量为230万t,可满足国内市场对大口径输油气管线、高强度船板、高强度建筑结构板、压力容器板等的需求[2]。
本文主要对热处理线设备及其采用的先进技术加以概述。
2 设备的技术参数及其技术特点
鞍钢5500mm宽厚板建造的热处理线,包括以下设备:
辊底式热处理炉
淬火机组
抛丸机
冷矫直机
2.1辊底式热处理炉
辊底式热处理炉结构主要包括:炉体结构、炉底辊和燃烧系统三部分。
其中炉体结构包括炉体、炉门、门帘和钢结构;炉底辊共109根,炉底辊在承重时最高温度可达980℃。
炉底辊采用单传变频控制,能够实现自由分组,具备连续及摆动的运行方式,可确保炉内长度方向的最大利用率;燃烧系统由烧嘴和辐射管、助燃风机、温度控制系统、排烟系统、冷却系统、检测装置、切断装置等部分组成。
炉子分20个温度控制区,有5种方式控制炉温:每区温度由人工设定;设定温度上升点以达到目标温度;PLC自动设定模式;2级计算机传送设定温度到PLC;周末模式,自动降温和重新升温。
辊底式热处理炉主要的优点有:
1、辐射管可旋转,避免烧弯下坠。
2、辐射管是单头的,尾部搭在吊挂上,留有充分的热膨胀空间。
3、辐射管与炉墙之间,吊挂件与炉顶之间都有套筒与耐火材料分开,避免更换备品时将耐材刮掉。
4、辐射管采用陶瓷内管,避免局部温度过高而烧坏辐射管。
5、燃烧系统实现脉冲控制,取消了以往的流量调节阀,使烧嘴时刻处于最佳的燃烧状态。
6、烧嘴的控制完全实现计算机控制,取消了机旁操作。
7、计算机全程物料跟踪。
8、炉前有钢板对中装置。
9、炉前有两根刷辊可清除钢板下表的氧化铁皮等杂质。
10、炉底辊采用单传变频控制,能够实现自由分组,具备连续及摆动的运行方式,可确保炉内长度方向的最大利用率。
11、采用数学模型控制,具备自学习功能。
辊底式热处理炉主要参数表见表1
2.2淬火机组
连续式淬火机组布置在辊底式热处理炉出口,用于热处理后钢板的淬火处理。
淬火机组能均匀冷却钢板,且还设置有压紧装置,放置淬火过程中钢板产生变形。
淬火机组主要由钢结构、辊道、辊道电机、水系统、夹紧辊等几部分组成。
其中水系统沿长度方向分高压区和低压区两部分。
高压区对淬火影响最大,高压水压力和流量直接影响钢板的热交换。
为避免瓢曲,钢板保持同速冷却;低压区主要是钻有小孔的喷管,上下各三个区。
低压区安装了16种喷管,每种3~4排,以不同角度喷射钢板,这些喷射水管也是由不锈钢制成。
淬火机组其它辅助功能:
1、液压快速提升
当钢板进入淬火机组,它的表面上可能带有其他杂物,这样已经设定上机架的位置是错误的,如果这样发生,将可能导致喷水集管的损坏,所以为保护它们,设计液压快速提升装置,系统包括两个部分,检测辊和液压快速提升缸。
2、自动抽水系统
淬火时水会在钢板上表面堆积达到一个平衡,这个水的厚度取决于钢板的宽度,钢板越宽,积水越厚。
水的厚度直接影响钢板的冷却速度,利用抽水系统可以保证不同宽度钢板上表面的积水厚度,从而保证设定的冷却速率。
3、通过保护模式
在正火或回火时,上机架淬火机组水管内无水,下机架淬火机组可能有少量水,在这种情况下,可能烤坏淬火机组,所以可采取以下措施:钢板高速通过;上机架升到最高位;供给下水管少量的水,水不至于碰到钢板;上水管提供足够的水,快速冷却水管,上水管供水时间大约在10秒钟。
4、布帘和气刀
为清除淬火后钢板表面积水,在淬火机组出口处安装一个布帘和气刀,用来清理钢板上表面积水,它们被安装在可移动的上机架上。
2.3抛丸机
中厚板抛丸机有立式和卧式两种,虽然它们在本质上没有区别,但立式抛丸机在抛丸前要将钢板竖起,抛丸结束后要放倒,因此钢板传输也有难度。
因此,现在多采用卧式抛丸机。
鞍钢5500mm宽厚板厂采用卧式抛丸机,位于中转跨压平机附近。
抛丸机前后分别设有上料辊道、下料辊道和翻板机。
抛丸机主要用于清理钢板表面氧化铁皮,以满足下到工序或客户的需要。
抛丸机主要由抛丸机内部辊道、抛丸室、丸料净化系统、丸料循环系统、丸料去除装置、抛头单元、除尘系统、噪声防护罩和控制系统等几部分组成。
其中控制系统用于抛丸机系统、除尘系统、上下料辊道等系统的控制。
2.4冷矫直机
矫直在中厚板生产过程中已成为一道必不可少的工序,矫直机是实现钢板最佳平整度的关键设备之一。
随着用户对产品平直度的要求越来越高,钢板的强度也不断在提高,冷矫直机对于中厚板生产线也是必不可少的设备了。
冷矫直机主要用于有板形缺陷的冷态钢板的矫直作业。
鞍钢5500mm宽厚板厂选用的是9辊可逆式冷矫直机,它具有钢板自动矫直、辊缝自动控制系统、弯辊控制系统、九辊变五辊矫直功能和快速换辊功能等。
在图1中显示出最经常发生的平面度误差。
3 结语
鞍钢5500mm热处理线是国内最宽的无氧化辐射管辊底式炉,该热处理炉的建成,进一步优化了宽厚板品种结构,提高了高端产品研发手段,扩展厚度规格,提升了产品档次。
同时也为我国提升热处理技术,国产高强度的宽厚板打下基础。
参考文献
[1]韩立新.宽厚板热处理生产线[J].热处理,2003,18(4):22
[2]曲圣昱,王明林.鞍钢5500mm宽厚板轧机技术及准备概述[J].鞍钢技术,2010,(3):49
注:文章内所有公式及图表请以PDF形式查看。