标准公差系列.ppt
合集下载
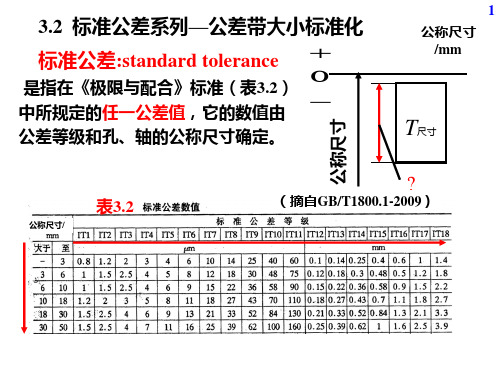
标准公差系列—公差带大小标准化
公称 尺 寸 /mm
公称 尺 寸 /mm
6
(1) IT01 , IT0 , IT1 IT01 = 0.3 +0.008 D
IT0 = 0.5 +0.012 D
IT1 = 0.8 +0.020 D
式中常数项和D的系数,按R10/2派生系列增加。
(2) IT5 ~ IT18
T ai
公差等级 5 6 7 8 9 10 11 12 13 14 15 16 17 18
解得: (1)Φ60J7=60
(2)其公差带如图所示。
(3)Φ60J7的基本偏差是
上、下偏差?
+
0
对 孔 J——ZC为 ES。 -
+0.018
Φ60J7
-0.012
Φ60
见表3.5所示。
图Φ60J7公差带图
例5 求Φ20
轴 的公差带。
32
解 (1)求公差等级
Td es - ei 0.02 0.033 0.013
12
T d2=22μm,确定两轴加工的难易程度。
解:由表3.2得 d1为
IT7
d2为
IT8
d2 比 d1 的精度低,故d2容易加工。
公称尺寸 /mm
表3.2
(摘自GB/T1008.1-2009)
3.3 基本偏差系列(series of fundamental deviation)-公差带位 13 置标准化
J—ZC, E I = ES -TD
0
对轴:
a—h, ei = es-Td
j—zc, es = ei+Td
公称尺寸
22
ES(es) =?
TD
(Td)
第三章 孔、轴公差与配合课件2
标准公差值的确定方法
基 本 尺 寸 ≤ 500mm 的 尺 寸 段 , 对 于 IT5~IT18的标准公差等级,标准公差等级数值IT 用下列公式表示: IT=a×i
500mm≤基本尺寸≤3150mm的尺寸段, 对 于IT5~IT18的标准公差等级,标准公差等级数值 IT用下列公式表示: IT=a×I
ei=ES—Ymin=(+0.025)-(-0.045)
=+0.070mm ,
而es=ei+Ts=(+0.070)+0.016=+0.086mm
举例(基本概念)
1、φ50H10的孔和φ50js10的轴,已知 IT10=0.100mm,其ES=__mm,EI=__mm, es=__mm,ei=__mm。
例 有一过盈配合,孔、轴的基本尺寸为 φ 45mm,要求过盈在-0.045mm至-0.086mm范 围内。试用过盈公差公式,并采用基孔制,取 孔公差等于轴公差的一倍半,确定孔和轴的极 限偏差,画出孔、轴公差带示意图。
解 (1)求孔公差和轴公差 Tf=Ymin—Ymax=Th+Ts =(-0.045)-(-0.086)=0.041mm
A
0+ 0+ a
B C CD D E EF F FG G H JS K M N P R S T U V X Y Z ZA J ZB ZC
孔
零线 0
b
js d e ef f fg g h j c cd
zc p rs t zb m n u v x y z za 零线 k
轴
0
孔:
A~G基本偏差为下偏差ei(正值),且基本偏差 的数值依次减少。 H基本偏差为下偏差EI=0,是基孔制中基准孔的 基本偏差代号。 JS公差带相对零线对称分布,基本偏差即可是 ES=+IT/2 , 也 可 是 EI=-IT/2 。 当 标 准 公 差 等 级 为 IT7~IT11时,若公差数是奇数,则按±(IT-1)/2计 算。
公差配合与技术测量精品PPT课件

(2)确定根据
根据零件的使用要求,通过计算、试验或类比的方法确定。
3.实际尺寸(Da,da)
(1)定义:通过测量获得的某一孔,轴的尺寸。 (2)实际尺寸=真实值?为什么?
4.极限尺寸
(1)定义:一个孔或轴允许尺寸的两个极端。
包括
最大极限尺寸:Dmax、 dmax 最小极限尺寸: Dmin、 dmin
5)国标规定:在图样上和技术文件上标注极限偏差数值时,上偏差标
在基本尺寸的右上角,下偏差标在基本尺寸的右下角。特别要注意的
2.偏差种类:
实际偏差
极限偏差 基本偏差
上偏差 ES、 es
(1)实际偏差---实际尺寸减其基本尺寸所得的代数差.
1)孔实际偏差以Ea表示.轴以ea表示
Ea=Da-D
ea=da-d
2)实际偏差可能为正值,负值或零.值前需冠以“+”或“-”。
(3)极限偏差
1)定义:极限尺寸减其基本尺寸所得的代数差。分上、下偏差。
3.互换性的定义:
同一规格的零部件可互相代换的性能。
4.机械工业中的互换性内容
(1) 零件几何要素,(尺寸.形状,位置) (2) 力学性能互换性 (3) 物理化学性能互换性
5.互换性的种类:
按互换范围不同,分 完全/绝对互换 不完全/有限互换
6.互换性的重要性(技术经济意义)
对产品设计, 零件的加工和装配方面,机器的使用和维修方面产生 重要作用。
1. 几何量的误差的定义
2.几何误差内容:
(1)尺寸误差 (2)形状误差 (3)位置误差 (4)表面微观形状误差
3.实现互换性的基本条件:
(1)基本要求:同一零部件的几何要素误差保持在一定变 动范围内,就可以达到互换性目的。 (2)基本条件:对同一规格的零部件规定统一的技术标准。
根据零件的使用要求,通过计算、试验或类比的方法确定。
3.实际尺寸(Da,da)
(1)定义:通过测量获得的某一孔,轴的尺寸。 (2)实际尺寸=真实值?为什么?
4.极限尺寸
(1)定义:一个孔或轴允许尺寸的两个极端。
包括
最大极限尺寸:Dmax、 dmax 最小极限尺寸: Dmin、 dmin
5)国标规定:在图样上和技术文件上标注极限偏差数值时,上偏差标
在基本尺寸的右上角,下偏差标在基本尺寸的右下角。特别要注意的
2.偏差种类:
实际偏差
极限偏差 基本偏差
上偏差 ES、 es
(1)实际偏差---实际尺寸减其基本尺寸所得的代数差.
1)孔实际偏差以Ea表示.轴以ea表示
Ea=Da-D
ea=da-d
2)实际偏差可能为正值,负值或零.值前需冠以“+”或“-”。
(3)极限偏差
1)定义:极限尺寸减其基本尺寸所得的代数差。分上、下偏差。
3.互换性的定义:
同一规格的零部件可互相代换的性能。
4.机械工业中的互换性内容
(1) 零件几何要素,(尺寸.形状,位置) (2) 力学性能互换性 (3) 物理化学性能互换性
5.互换性的种类:
按互换范围不同,分 完全/绝对互换 不完全/有限互换
6.互换性的重要性(技术经济意义)
对产品设计, 零件的加工和装配方面,机器的使用和维修方面产生 重要作用。
1. 几何量的误差的定义
2.几何误差内容:
(1)尺寸误差 (2)形状误差 (3)位置误差 (4)表面微观形状误差
3.实现互换性的基本条件:
(1)基本要求:同一零部件的几何要素误差保持在一定变 动范围内,就可以达到互换性目的。 (2)基本条件:对同一规格的零部件规定统一的技术标准。
国家标准极限与配合(1)

国家标准极限与配合(1)
本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢!
配合制 (fit system)
公差 偏差
标准化
标准公差系列 基本偏差系列
孔P7属于特殊规则的适用范围,P的基本偏差为上偏差ES, 因而应按特殊规则计算:
∴ES=-ei+△=-22+8=-14μm △=IT7-IT6=21-13=8μm
EI=ES-IT7=-14-21=-35μm
3.
+ 0 -
φ25
+35 p6 +21 +22
H7
h6 -13
-14
P7
-35
基孔制中:Ymax=EI-es=-35μm Ymin=ES-ei=-1μm 基轴制中:Ymax=EI-es=-35μm Ymin=Es-ei=-1μm
练习
❖ 下列配合属于哪种基准制的哪种配合,确 定其配合的极限间隙(过盈)和配合公差。 并画出其公差带图。
❖ ø50H8/f7,ø30K7/h6,ø30H7/p6
几点说明
❖ 孔与轴的基本偏差列于表2.6、2.5 ❖ 公差带位于零线上方时:
基本偏差:下偏差 EI ei 公差带位于零线下方时:
基本偏差:上偏差 ES es
Φ60H7 标准公差等级 Φ45g6
基本偏差
2.3.1 标准公差系列
standard tolerance
标准公差 (standard deviation)
国家标准中规定的,用来确定公差带 大小的任一公差。
本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢!
配合制 (fit system)
公差 偏差
标准化
标准公差系列 基本偏差系列
孔P7属于特殊规则的适用范围,P的基本偏差为上偏差ES, 因而应按特殊规则计算:
∴ES=-ei+△=-22+8=-14μm △=IT7-IT6=21-13=8μm
EI=ES-IT7=-14-21=-35μm
3.
+ 0 -
φ25
+35 p6 +21 +22
H7
h6 -13
-14
P7
-35
基孔制中:Ymax=EI-es=-35μm Ymin=ES-ei=-1μm 基轴制中:Ymax=EI-es=-35μm Ymin=Es-ei=-1μm
练习
❖ 下列配合属于哪种基准制的哪种配合,确 定其配合的极限间隙(过盈)和配合公差。 并画出其公差带图。
❖ ø50H8/f7,ø30K7/h6,ø30H7/p6
几点说明
❖ 孔与轴的基本偏差列于表2.6、2.5 ❖ 公差带位于零线上方时:
基本偏差:下偏差 EI ei 公差带位于零线下方时:
基本偏差:上偏差 ES es
Φ60H7 标准公差等级 Φ45g6
基本偏差
2.3.1 标准公差系列
standard tolerance
标准公差 (standard deviation)
国家标准中规定的,用来确定公差带 大小的任一公差。
《公差配合与测量技术》 PPT课件

2.1.4 零线和公差带图解
(1) 零线 在公差带图中,确定偏差的一条基准直线称为零 线。通常以零线表示基本尺寸,偏差由零线算起,零线以上 为正偏差,零线以下为负偏差 。
(2)尺寸公差带 在公差带图中,由代表上、下偏差的两条 直线所限定的区域称为尺寸公差带(简称公差带)。公差带 在垂直零线方向的宽度代表公差值,上面线表示上偏差,下 面线表示下偏差。 (如图2-3所示)
第2章 光滑圆柱体结合的公差与配合
2.1公差配合的基本术语和定义
课时: 2课时
重点:孔与轴含义、尺寸偏差与公差区别、配合与配合 公差定义、公差带图与配合公差带图绘制。
难点:公差带图与配合公差带图
授课方式: 新授
所用教具: 课件
新课导入: 光滑圆柱体结合是机械产品最广泛采用的一 种结合形式,通常指孔与轴的结合。为使加工后的孔与轴能 满足互换性要求,必须在结构设计中统一其基本尺寸,在尺 寸精度设计中采用公差与配合标准。因此,圆体结合的公差 与配合标准是一项最基本、最重要的标准。首先要掌握有关 尺寸、偏差、公差及配合的基本概念。
1.4.2优先数系
优先数系是一种十进制的几何级数。我国标准GB321-80与国 际标准ISO推荐R5、R10、R20、R40、R80系列,前四项为基本 系列(见表1-1),R80为补充系列。其公比为:
(1)基本系列 优先数系中的R5、R10、R20、R40四个系列是常用 系 列,称为基本系列。
(2)补充系列 R80系列仅在参数分级很细或不能满足需 要时才采用,称为补充系列。其代号表示方法与基本系
(1)分组互换法:如机器上某部位精度愈高,相配零件精 度要求就愈高,加工困难,制造成本高,为此,生产中往往把 零件的精度适当降低,以便于制造,然后再根据实测尺寸的大 小,将制成的相配零件分成若干组,使每组内的尺寸差别比较 小,最后,再把相应的零件进行装配 。
(1) 零线 在公差带图中,确定偏差的一条基准直线称为零 线。通常以零线表示基本尺寸,偏差由零线算起,零线以上 为正偏差,零线以下为负偏差 。
(2)尺寸公差带 在公差带图中,由代表上、下偏差的两条 直线所限定的区域称为尺寸公差带(简称公差带)。公差带 在垂直零线方向的宽度代表公差值,上面线表示上偏差,下 面线表示下偏差。 (如图2-3所示)
第2章 光滑圆柱体结合的公差与配合
2.1公差配合的基本术语和定义
课时: 2课时
重点:孔与轴含义、尺寸偏差与公差区别、配合与配合 公差定义、公差带图与配合公差带图绘制。
难点:公差带图与配合公差带图
授课方式: 新授
所用教具: 课件
新课导入: 光滑圆柱体结合是机械产品最广泛采用的一 种结合形式,通常指孔与轴的结合。为使加工后的孔与轴能 满足互换性要求,必须在结构设计中统一其基本尺寸,在尺 寸精度设计中采用公差与配合标准。因此,圆体结合的公差 与配合标准是一项最基本、最重要的标准。首先要掌握有关 尺寸、偏差、公差及配合的基本概念。
1.4.2优先数系
优先数系是一种十进制的几何级数。我国标准GB321-80与国 际标准ISO推荐R5、R10、R20、R40、R80系列,前四项为基本 系列(见表1-1),R80为补充系列。其公比为:
(1)基本系列 优先数系中的R5、R10、R20、R40四个系列是常用 系 列,称为基本系列。
(2)补充系列 R80系列仅在参数分级很细或不能满足需 要时才采用,称为补充系列。其代号表示方法与基本系
(1)分组互换法:如机器上某部位精度愈高,相配零件精 度要求就愈高,加工困难,制造成本高,为此,生产中往往把 零件的精度适当降低,以便于制造,然后再根据实测尺寸的大 小,将制成的相配零件分成若干组,使每组内的尺寸差别比较 小,最后,再把相应的零件进行装配 。
标准公差

同一基本尺寸的标准公差数值
大
第1章 极限与配合 教学任务一:标准公差
第1章 极限与配合 教学任务一:标准公差
第1章 极限与配合 教学任务一:标准公差 3、基本尺寸分段 在实际生产中使用的基本尺寸是很多的,如果每一个基本尺寸都对 应一个公差值 ,就会形成一个庞大的数值表,不利于实现标准化, 给实际生产带来困难。
1、基本偏差的数值
查表方法:1)基本偏差代号有大、小写之分 2)查基本尺寸时要确定好该尺寸属于哪个尺寸段
注意:如¢10在“大于6至10”和“大于10至18”一定要查
“大于6至10” 3)分清基本偏差是上偏差还是下偏差(注意表上方表示) 4)代号j,k,J,K,M,N,P~ZC的基本偏差数值与公差等级有
掌握公差、偏差
掌握几种配合 会画公差带图 基本偏差的计算
作业:
-0.050
¢400.009
0.034
第1章 极限与配合 教学任务二:公差带 样式三: 基本尺寸+公差带代号+极限偏差共同表示。
0.050 如:¢16d9( 0.093
)
3、公差带系列
基本尺寸至500mm的孔、轴规定了优先、常用和一般三类公差带。
孔
优先 常用
13种 49种
轴
13种 59种
第1章 极限与配合 教学任务三:孔、轴极限偏差数值的确定
பைடு நூலகம்
它剔除了容易与数字混淆的I,L,O,W几个字母,而加入了几 个用双字母表示的代号。
第1章 极限与配合 教学任务二:基本偏差 2、基本偏差系列示意图 (1)H(h)的基本偏差为零。
(2)JS与零线对称。
(3)孔:A~H的基本偏差为下偏差 J~ZC的基本偏差为下偏差
而轴则相反。
大
第1章 极限与配合 教学任务一:标准公差
第1章 极限与配合 教学任务一:标准公差
第1章 极限与配合 教学任务一:标准公差 3、基本尺寸分段 在实际生产中使用的基本尺寸是很多的,如果每一个基本尺寸都对 应一个公差值 ,就会形成一个庞大的数值表,不利于实现标准化, 给实际生产带来困难。
1、基本偏差的数值
查表方法:1)基本偏差代号有大、小写之分 2)查基本尺寸时要确定好该尺寸属于哪个尺寸段
注意:如¢10在“大于6至10”和“大于10至18”一定要查
“大于6至10” 3)分清基本偏差是上偏差还是下偏差(注意表上方表示) 4)代号j,k,J,K,M,N,P~ZC的基本偏差数值与公差等级有
掌握公差、偏差
掌握几种配合 会画公差带图 基本偏差的计算
作业:
-0.050
¢400.009
0.034
第1章 极限与配合 教学任务二:公差带 样式三: 基本尺寸+公差带代号+极限偏差共同表示。
0.050 如:¢16d9( 0.093
)
3、公差带系列
基本尺寸至500mm的孔、轴规定了优先、常用和一般三类公差带。
孔
优先 常用
13种 49种
轴
13种 59种
第1章 极限与配合 教学任务三:孔、轴极限偏差数值的确定
பைடு நூலகம்
它剔除了容易与数字混淆的I,L,O,W几个字母,而加入了几 个用双字母表示的代号。
第1章 极限与配合 教学任务二:基本偏差 2、基本偏差系列示意图 (1)H(h)的基本偏差为零。
(2)JS与零线对称。
(3)孔:A~H的基本偏差为下偏差 J~ZC的基本偏差为下偏差
而轴则相反。
中职教育-《公差配合与技术测量》第二版课件:单元1 极限配合与尺寸检测3(刘涛 主编 人民交通出版社).ppt
模块3 识读图样上的公差代号
基 本 偏 差 排 列 顺 序 如 图 1-11 所 示 。 它 表 示 公 称 尺 寸 相 同 的 的 28 种孔、轴的基本偏差相对零线的 位置关系。
此图只表示公差带位置,不表示 公差带大小。因此,图中公差带 只画了靠近零线的一端,另一端 是开口的。
模块3 识读图样上的公差代号 从基本偏差系列图可以看出,其特征如下:
模块3 识读图样上的公差代号
三、公差带系列 标准公差等级有20级,基本偏差代号有28个,由此可以组合出很多种公差带, 孔和轴公差带又能组成更大数量的配合。国家标准对公称尺寸至500mm的孔、轴 规定了优先、常用和一般用途三类公差带。轴的一般用途公差带有116种,如图112所示,其中有规定了59种常用公差带,见图中用线框框住的公差带;在常用公 差带中又规定了13种优先公差带,见图中用圆圈框住的公差带。同样,对孔公差 带规定了105种一般用途公差带、44种常用公差带和13种优先公差带,如图1-13所 示。
哪个公称尺寸段,再看清基本偏差代号和公差等级,并判断是属于孔的公差带 代号还是轴的公差带代号,然后由公称尺寸查行,由公差代号和公差等级查列, 行与列相交处的框格有上、下两个偏差数值,上方的为上极限偏差,下方的为 下极限偏差。
模块3 识读图样上的公差代号
五、一般公差 1.一般公差的概念 一般公差也称未注公差,是在车间普通工艺条件下,机床设备一般加工能
六、识读图样中的公差代号 识读图1-14所示的连接轴,并完成以下问题: A.解释图样中φ45h7、φ25f7、φ10H8、16M8尺寸的公差代号并求出它们的上
极限偏差和下极限偏差;B.计算未注公差尺寸78mm、15mm和C1的尺寸公差。
模块3 识读图样上的公差代号
公差配合与技术测量第二章PPT课件
28种偏差值;
• 2)基本偏差系列中H(h)其偏差值为0;
• 3)若取JS(js)其偏差与0线对称。
• 即有: ES = EI = IT/2
•
es = ei = IT/2
• 此时的上、下偏差均可作为基本偏差使用。
第二章 尺寸公差与检测
• 4)孔的基本偏差系列中,A~H的基本偏差
为下偏差, J~Z为上偏差。
轴
es ei
dmax
D(d)
第二章 尺寸公差与检测
• 配合
• ——基本尺寸相同的孔与轴结合在一起时公
差带之间的匹配关系。
• 配合的间隙与过盈:
•
0 < D – d 获得间隙;
•
D – d < 0获得过盈。
第二章 尺寸公差与检测
• 间隙配合、过盈配合和过渡配合公差带示意图
+
0
孔
-
轴 孔
孔轴
轴
基本尺寸
公差配合与技术测量第二章
第二章 尺寸公差与检测
第二章 尺寸公差与检测
• 一、尺寸与孔和轴 • 零件的配合均被认为是孔与轴的配合 • 孔与轴的定义: • 1、轴(d) • 狭义——零件的外圆柱表面 • 广义——具有被包容表面的零件(不一定是
圆),被包容面外没有材料。
第二章 尺寸公差与检测
• 2、孔(D) • 狭义——零件的内圆柱表面 • 广义——具有包容表面的零件(不一定是
卸的频数来考虑选用。
• 孔有JS~N ,轴有js~n级基本偏差供选用。 • 受冲击力,负荷较重公差带的选取趋向过
盈(如 K~N );
• 一般受力、负荷较小公差带的选取趋向间
隙(如 js~k );
第二章 尺寸公差与检测
公差与配合PPT课件
EI EI dmin
ES dmin
dmax
TTd ddemsaxedi min ei demsin dmax
Td es ei ei es
3).零线与公差带
在公差与配合图解(简称公 差带图)中,确定偏差的一 条基准直线,称为零线。 通常用零线来表示基本尺寸。 公差带:在公差带图中,由 代表上、下偏差的两条直线 所限定的一个区域,称为尺 寸公差带。
范围; 3、位置公差:零件几何要素的位置允许的变动
范围。
公差是产品设计时给定的
2.4.2 尺寸公差与配合
1 公差与配合的术语和定义 (1) 尺寸 1) 基本尺寸
设计时给定的尺寸称为基本尺寸。孔的 基本尺寸为D,轴的基本尺寸d。 孔主要指圆柱形内表面。 轴主要指圆柱形外表面。
实际尺寸和极限尺寸
标准公差与基本偏差
(1) 标准公差 标准公差是指国际的标准公差数值中 所列的、用以确定公差带大小的任一 公差值。(表2.4)
基本尺寸 mm
公差等级 um
大 至 IT3 IT4 IT5 IT6 IT7 IT8 IT9 IT1
标于 准┆ ┆
0 ┊┊┊┊┊ ┊
公 30 50 ┉ 7 11 16 25 39 62 ┉
公差与配合
1 概述
互换性的基本概念
互换性是指某一产品(包括零件、部件)与另一产品在尺 寸、功能上能够彼此互相替换的性能。
完全互换:从同一规格的一批零件中任取一件, 不经任何修配就能装到部件或机器上,而且能满 足规定的性能要求。这种互换性称为完全互换。
不完全互换:如果把一批两种互相配合的零件按 尺寸大小分成若干组,在一个组内的零件才有互 换性;或者虽不分组,但需做少量修配和调整工 作,才具有互换性,这种互换性称不完全互换。
3.2-3.3标准公差 基本偏差
式中ATD的单位为um,ATa的单位为mm,L的单位为mm。 角度公差带可以对零线按单向或双向配置。单向配置时,一个极 限偏差为零,另一个极限偏差为正或负角度公差;双向配置时, 可以是对称的公差带,极限偏差为±ATa/2或ATD/2,也可以是不 对称的。
角度尺寸的一般公差
如同线性尺寸一样,角度尺寸也有一般公差(未注公差)。角度 尺寸一般公差适用于图样上标出角度数值的角度和通常不需要标 出角度数值的角度,如90°角。如果某要素的功能要求允许采用 比一般公差更大的公差时,则应该在相应的角度尺寸旁直接标注 其角度极限偏差。 角度尺寸一般公差的极限偏差数值按角度短边长度确定,其公差 等级分为中等级(m)、粗糙级(c)和最粗级(v)三级。 GB11335规定的角度尺寸未注公差的极限偏差数值表可查阅有关 标准。 角度尺寸的一般公差的公差等级应在图样或技术文件上用标准号 和公差等级符号表示。例如采用中等级(m)时,表示为 GB 11335-m
角度尺寸精度的基本概念
机械零件中的角度尺寸多为圆锥或棱体所形成。 角度尺寸的概念与线性尺寸相似,也有基本角度 (α)、实际角度(αa)、最大极限角度αmax和最小极 限角度αmin等术语。 角度尺寸和线性尺寸相似,也用角度尺寸的极限 偏差和角度尺寸的公差来表达其精度要求。 角度公差AT是实际角度的允许变动量。角度公差 等于最大极限角度αmax 和最小极限角度αmin 之差, 即 AT α =αmax-αmin
角度尺寸公差
GB11334国家标准规定的角度公差数值列于书P161表9-4中。 角度公差分为12个公差等级,依精度从高至低的顺序排列为 AT1、AT2、…AT12 角度公差可以用角度单位表示,也可以用长度单位表示。当以微 弧度(urad)或度、分、秒等角度单位表示时,角度公差代号为ATa; 当以微米等长度单位表示时,角度公差的代号为ATD 。 ATa与ATD的换算关系为: ATD=ATa×L×10-3
角度尺寸的一般公差
如同线性尺寸一样,角度尺寸也有一般公差(未注公差)。角度 尺寸一般公差适用于图样上标出角度数值的角度和通常不需要标 出角度数值的角度,如90°角。如果某要素的功能要求允许采用 比一般公差更大的公差时,则应该在相应的角度尺寸旁直接标注 其角度极限偏差。 角度尺寸一般公差的极限偏差数值按角度短边长度确定,其公差 等级分为中等级(m)、粗糙级(c)和最粗级(v)三级。 GB11335规定的角度尺寸未注公差的极限偏差数值表可查阅有关 标准。 角度尺寸的一般公差的公差等级应在图样或技术文件上用标准号 和公差等级符号表示。例如采用中等级(m)时,表示为 GB 11335-m
角度尺寸精度的基本概念
机械零件中的角度尺寸多为圆锥或棱体所形成。 角度尺寸的概念与线性尺寸相似,也有基本角度 (α)、实际角度(αa)、最大极限角度αmax和最小极 限角度αmin等术语。 角度尺寸和线性尺寸相似,也用角度尺寸的极限 偏差和角度尺寸的公差来表达其精度要求。 角度公差AT是实际角度的允许变动量。角度公差 等于最大极限角度αmax 和最小极限角度αmin 之差, 即 AT α =αmax-αmin
角度尺寸公差
GB11334国家标准规定的角度公差数值列于书P161表9-4中。 角度公差分为12个公差等级,依精度从高至低的顺序排列为 AT1、AT2、…AT12 角度公差可以用角度单位表示,也可以用长度单位表示。当以微 弧度(urad)或度、分、秒等角度单位表示时,角度公差代号为ATa; 当以微米等长度单位表示时,角度公差的代号为ATD 。 ATa与ATD的换算关系为: ATD=ATa×L×10-3