管材矫直机的PLC控系统设计说明书
基于PLC的切割机系统设计样本

毕业设计(论文)题目基于PLC自动切锁管机控制系统设计指引教师院别班级学号姓名二〇一一年三月二十日基于PLC自动切锁管机控制系统设计摘要:随着自动行业发展,在生活生产中处处都浮现了不同种类自动化设备。
在当今工业领域中,板材管料切割是成品加工过程中最为重要环节,也是保证成品质量重要工序。
本文在基于PLC切割机控制系统设计中,设计了PLC控制系统总体方案,给出了软、硬件设计与实现方案。
在硬件设计某些,阐述了电动机主电路及其电器控制电路设计过程,给出了这两个电路电器元件选取成果。
在控制电路设计某些,阐述了I/O接线图设计过程,给出PLC及其输入/输出元件选取成果。
在软件设计部份详细地阐述了PLC顾客程序设计过程,其中涉及对公用程序、手动程序、自动程序与故障报警程序设计过程阐述,并给出了上述所有程序梯形图和指令表。
核心词:切割机;PLC;控制系统。
The System Design of The Automatic Cutting Machine Base on PLC Profession:Automation Class:D072 Name:Zheng-Zhong Instructor:Ganfei Lou Abstract:With the development of automatic industry,various kinds of automatic equipments appear all around of our life and production.In today's industrial field,Incising the material of tube and plank stuff is not only the most important step during the procedure of processing finished products but the important process of ensuring the products'quality.Designed the PLC control system a total project in according to the PLC static cutting the machine control system design,give soft,hardware design and carry out a project. Design part in the hardware,elaborate the design process of the electric motor main electric circuit and its electric appliances control electric circuit,gave the choice of these two electric appliances components of electric circuits the result. Be controlling the design part of the electric circuit,elaborate I/O to connect the design process of the line diagram,give the PLC and the choice of its input/output component the result. Design the design process that the part elaborated the PLC customer procedure in detail in the software,include among them to the public procedure,hand to move the design process that the procedure,automatic procedure and give alarm signal procedure to elaborate,and gave above-mentioned all trapezoid diagrams of procedures and the repertoire.Keywords:cutter;PLC;control system目录第一章概述.................................................................................................................... 错误!未定义书签。
物料输送线plc控制系统设计说明
物料输送线plc控制系统设计容摘要:物料输送线在工场中,生产车间都起到了主要的地位。
他直接关系到工厂的生产运作,能否有效的正常进展。
为此,本文对物料输送线做了相关研究。
现代生活中实现自动化是必不可少的,这不仅可以让工人们的劳动力从重力劳动力种脱离,还为生产提高了效率是过程更加准确。
再在其中运用PLC可编程控制系统,来实现整个生产过程的全自动化。
关键字:物料输送线;PLC可编程控制系统;自动控制一、绪论1、国外PLC的开展状况与开展趋势现国外的开展状况都是再往集成和开放化的开展。
编程平台与计算机语言的相结合。
全集成自动化能把工厂的所有监控采集与控制用硬件和软件集成能够把整个工厂的所有设备连接起来,并使所有设备运行,生产的安排,机器和工厂情况等,数据采集查询,都能核算集成到一个系统里。
现在PLC的应用随着时间的推移已经运用到越来越多的领域,讲渗透到各个工厂工业领域。
目前PLC正朝着两个方向不断开展,一个是超小型化,微型化,另一个是朝超大规模化,功能更加齐全的方向开展。
近年来,它在工业自动化、机电一体化、传统产业技术等方面的应用越来越广泛,已广泛应用在机械,汽车,电力,冶金,石油,化工,交通,运输,轻工,纺织,建材,采矿以与家用电器等领域,取得了明显的技术经济效益,成为现代工业控制三大支柱之一。
2、课题的研究意义现今随着时代的开展,各种工厂中都应用输送线来带动生产,带动经济的开展。
同时,工厂中已经很少有工人来搬运运输,取之代之的那么是皮带运输,因此,对物料输送线的研究变得很有必要。
物料输送线,顾名思义就是运用的皮带来输送物料。
但是现场的皮带控制还是有人工操作,为了提高在工作效率,节省人力,改善工作环境,将皮带改为自动化变得很有必要,从而到达节省人力,提高效率的作用。
设计一套可行的PLC控制系统,该技术可大量节省资金,大大节省人力。
3、主要研究容和要求容:本文主要是研究PLC如何对生产线进展准确的控制,PLC如何通行对整个工厂的设备的控制。
管材矫直机组上下料系统设计
.
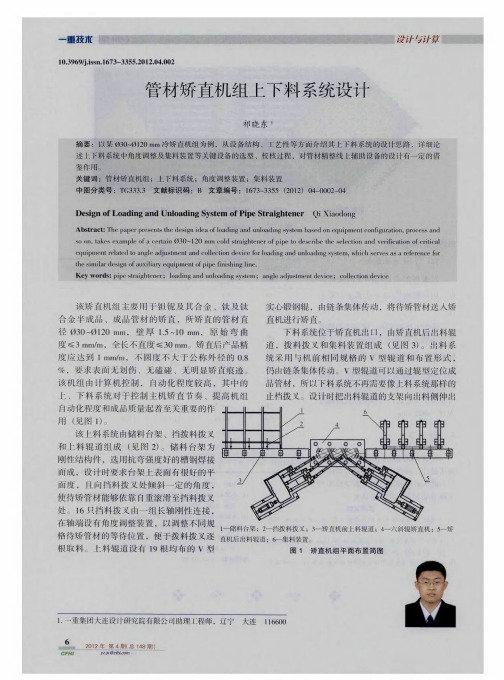
1 弹簧 ;2 扁 平 吊装 带 ;3 滑 轮 ;4 钢 性 集 料 槽 ;5 压 一 一 一 一 m
辊 ;6 一螺杆 ;7 一螺母 ;8 绳带 。 m
图 5 集 料 装 置
7 ×)j× . r Z× )
p 轴 向载荷 一 ( );尸 一 纹 螺 距 mm N L螺 );
叉 依靠 螺旋 副 自锁 保持 需要 的姿 态 ,从而 使 待矫 管 材 固定 在拨 料拨 叉需 要 的位 置上 等待 拨料 。为 了防 止 冲击 振动 等 因素 可能 造成 的螺 纹副 自锁 失效 ,本 设计 在 传动 螺母 下部 增 设一 个锁 紧螺 母 ,与传 动螺 母 一 起 形 成 了 “ 顶 螺母 ” 结 构 ,能 够 有 效 防 松 对
=
0. Pa 9M <
Z7 3j X Z。 )) r X ). X
[b ,满足强 度要 求 。 c ] r 螺纹 牙危 险截 面剪切 强度 条件 为 :
仁 ≤ …
… … … … . .
() 4
式 中 , 一 螺 母 螺 纹 牙 危 险 截 面 的 剪 切 应 力 ( a MP); [ 一 螺 母 材 料 许 用 剪 切 应 力 r] ( a ,[ _14MP 。 MP) 7 -l 0 a
p= ≤
… … … … … 一
度调整装置利用螺旋传动原理 ,由操作人员手动驱
动 螺杆 旋转 ,带动 螺母 作上 下直 线运 动 ,从 而带 动
调 角臂 转动 ,完成 角度 调整 。每 次调 整后 ,挡 料拨
() 1
式 中 :p 螺 纹 工 作 表 面 实 际 平 均 压 强 ( a 一 MP);
PLC控制器说明书
PLC控制器使用说明书承德承申自动化计量仪器有限责任公司本套系统适用于定量给料机,固体流量计,皮带秤。
采用了德国西门子S7-200系列PLC,具有运行稳定,精度高,扩展能力强的优点。
采用西门子大屏幕触摸屏,使的操作画面更加清晰直观易于操作。
数据输入全部采用屏幕软键盘,用户更加方便操作。
本系统可完全替代原装申克系列仪表应用的场合,其部分性能已超越原装仪表且价格低廉,扩展性能强。
以下部分是整个系统的操作解释,用户务必连续阅读。
首先是系统上电后的主画面:Array上电后触摸屏有一个自检过程过几十秒后与PLC连接成功,出现主画面。
在主画面中显示了两台给料机的工作画面。
如果此时有报警则在画面的右上角出现报警提示,用手点击报警提示,即可看到具体的报警信息。
主画面介绍:画面分为左右两台给料机,左边为一号给料机,右边为二号给料机。
我们以一号给料机为例进行介绍。
“#1启动”键用于启动给料机。
“#1停车”键用于停止给料机。
“ON/OFF”用于表示当前给料机的运行状态是处于启动状态或者停止状态下。
“G-MODE/V-MODE”用于表示当前给料机的运行模式是处于称量状态或者容积状态下。
“设定流量”表示当前给料机的设定值,用手按“设定流量”后面的数字即可出现一幅由数字和部分字母构成的屏幕键盘,在键盘上按相应的数字键和确认键即可完成对“设定流量”的修改。
(B07中的设定值为“触摸屏”时有效)“实际流量”表示当前给料机的实际流量值。
“皮带负荷”表示当前给料机的称量端负荷值。
“皮带速度”表示当前给料机的皮带速度值。
“累计流量”表示当前给料机的累计流量值。
主画面介绍完了,下面介绍功能画面:“功能键”位于主画面的左上角,点击“功能键”即可出现“功能画面”如下图:主画面介绍:“系统功能画面”分仍为左右两台给料机,左边为一号给料机,右边为二号给料机。
我们仍以一号给料机为例进行介绍。
1、标定功能:根据实际应用参数对程序进行必要的设置,以便精确的应用在实际现场中。
轧钢机PLC控制系统设计(课程设计)

摘要可编程控制器是一种为工业机械控制所设计的专用计算机,在各种自动控制系统中有着广泛的应用,它是在继电器控制和计算机控制基础上开发的产品,逐渐发展成为以微处理器为核心,把自动化技术、计算机技术,通信技术融为一体的新型工业自动控制装置。
早期的可编程控制器在功能上只能进行逻辑控制,因而称为可编程程序逻辑控制器(Programmable LogicController)简称PLC。
PLC广泛用于自动化生产线上,不仅节约了人力资源,而且很大程度上提高了生产效率,又进一步促进了生产力的快速发展,并不断改变着人们的生活。
有些生产机械工作台需要按一定顺序实现自动往返运动,有还要求某些位置有一定时间停留,以满足生产工艺要求。
PLC自动控制可以轻松实现这些要求,因此PLC 在工业控制领域扮演着重要的角色.本次的课程设计要求设计的是轧钢机的PLC自动控制。
使用型号为西门子公司S7系列的S7-300的PLC实现在轧制中前进、后退、锻压的往复运动过程。
当按下启动按钮,M1、M2运行,待加工钢板存储区中的钢板自动往传送带上运送.若S1检测到有钢板在传送带上时,M3电动机正转,指示灯M3F亮。
当传送带上的钢板已过S1检测信号且S2检测到钢板到位时,电磁阀YV动作,M3电动机反转,指示灯M3R亮。
Y1锻压机向钢板冲压一次,S2信号消失。
当S1再次检测到有信号时,M3电动机正转,如此重复3次,停机1分钟,将已加工好的钢板放入加工后钢板存储区。
并通过I/O地址的分配,实现PLC与控制路线的接口连接,经过调试仿真,达到设计要求。
关键词:可编程控制器(PLC),轧钢机设计,S7系列S7-300,控制仿真目录摘要................................................ 错误!未定义书签。
第1章 PLC概述.................................... 错误!未定义书签。
自动轧钢机的PLC控制系统设计
《创新课程设计》报告书2016年12月课程设计报告书设计步骤一、PLC的基本组成PLC的类型繁多,功能和指令系统也不尽相同,但结构与工作原理则大同小异,通常由主机、输入/输出接口、电源扩展器接口和外部设备接口等几个主要部分组成。
PLC的硬件系统结构如图1所示。
图1 硬件系统结构二、硬件设计根据控制要求,本设计有2个检测信号,S1用于检测待加工钢板是否已在传输带上,S2用于检测待加工钢板是否到达加工点。
S1有效时,M1、M2工作,M3正转。
S2有效时,M3反转,Y1动作。
轧钢机需要重复三次,停机一分钟,将加工好的钢板放入加工后钢板存储区,因此需要计数器和定时器,并且计数达到预定值后还要复位,。
结构示意图中S1为检测传送带上有无钢板传感器,S2为检测传送带上钢板是否到位传感器。
M1、M2为传送带电动机;M3F和M3R为传送带电动机M3的正转和反转指示灯;Y1为锻压机。
结构示意图如图2。
设计步骤图2 结构示意图三、主电路设计电气原理图是根据电气控制系统的工作原理,采用电器元件展开的形式,利用图形符号和项目符号表示电路各电器元件中导电部件和接线端子连接关系的电路图。
电气原理图并不按电器元件实际布置来绘制,而是根据它在电路中所起的作用画在不同的部位上。
电气原理图具有结构简单、层次分明的特点,适合研究和分析电路工作原理,在设计研发和生产现场等方面得到广泛应用,主电路图如图3所示。
M3~M3~3~QSFU1FU2FR1FR2FR3KM1KM2KM3KM4KM5KM6M1M2M3FU3图3 主电路设计步骤四、程序流程图根据控制要求分析,按下启动开关,电动机M1、M2运行,Y1(第1次)给出向下的扎压量。
用开关S1模拟传感器,当传送带上面有钢板时,传感器S1为ON,则电动动机M3正转,钢板轧过后,S1信号消失为OFF。
检测传送带上面钢板到位的传感器S2为ON,表示钢板到位,电磁阀2动作,电动机M3反转,将钢板推回。
基于PLC的雕刻机控制系统设计说明书
目录1 绪论 (1)1.1 课题的研究意义 (1)1.2 雕刻机的应用及发展 (1)1.2.1 雕刻机的应用 (1)1.2.2 国内外发展与现状 (2)1.3 课题研究的主要内容 (3)1.3.1 实验平台简介 (3)2方案选择 (4)2.1三轴驱动方案选择 (4)2.1.1直流驱动 (4)2.1.2 交流伺服驱动 (5)2.1.3 步进驱动 (5)2.2 控制器的选择 (6)2.3限位开关 (7)3硬件电路设计 (9)3.1主电路设计 (9)3.1.1步进电机及步进驱动器 (9)3.1.2 主轴及变频驱动 (9)3.2控制电路设计 (11)3.2.1控制要求 (11)3.2.2 步进电机驱动器 (12)3.2.3 PLC选型 (14)3.2.4 I/O配置及PLC外部接线图 (16)4软件设计 (18)4.1 PTO/POS配置 (19)4.1.1 PTO配置 (19)4.1.2 PTO/PWM组件 (29)4.2主程序 (30)5总结 (33)致谢 (33)基于PLC的雕刻机控制系统设计摘要自从有了人类的社会活动以后,就有了雕刻这一行业,伴随着人类社会的发展,如今人们对雕刻有了全新的认识,随着人们对雕刻机的认识和掌握逐步加深,应用范围会得到不断扩大,应用水平也会逐步提高,雕刻加工必定会有更广阔的前景。
本文论述了雕刻机的控制要求及驱动方式,设计了基于PLC控制的三维雕刻机的电气控制线路,并编制了实现轨迹运行的控制程序。
三维雕刻机为滚珠丝杠设计,X、Y、Z三轴采用步进系统,分别通过CPU的高速脉冲输出PTO及定位模块EM253实现三根轴的位置控制,主轴采用交流变频驱动,系统中设置了限位开关和位置感应器以防止运动超程。
调试结果表明,系统可以实现一定精度的雕刻轨迹控制,达到了设计指标的要求。
关键词:雕刻机;PLC;位置控制;滚珠丝杠ABSTRACT Ever since human social activity later, there is a sculpture of the industry, along with the development of human society, and now people have a new understanding of sculpture ,engraving machines as people gradually deepening understanding and grasp the scope of application will been expanding the application level will gradually increase ,engraving process must be more broad prospects.This paper discusses the requirements and drive mode control engraving machine, the design of PLC-based electrical control circuit controls the three-dimensional engraving machine and prepared to achieve trajectory control program running. Three-dimensional engraving machine for the ball screw design, X, Y, Z-axis stepper system ,respectively, to achieve three-axis position control with high-speed pulse output PTO and the positioning module EM253 CPU, the spindle AC variable frequency drive, the system set up limit switches and position sensors to prevent over travel movement Debugging results show that the system can achieve a certain precision engraving trajectory control, met the requirements of the design specifications.Keywords:Engraving machine; Position Control; ball screw shaft1 绪论1.1 课题的研究意义自从有了人类的社会活动以后,就有了雕刻这一行业,伴随着人类社会的发展,现如今人们对雕刻有了全新的认识,电脑雕刻加工的兴起与发展是时代发展的需要,电脑雕刻代替机械雕刻已是大势所趋。
PLC控制系统操作手册

一、压缩机电脑主控制器使用手册特点:●LCD中英文显示●对电机具有短路、堵转、缺相、过载、不平衡等全方位保护功能●对电机具有起停控制、运行控制●对空压机进展防逆转保护●对多点温度进展检测与控制保护●自动调节负荷率控制压力平衡高度集成, 高可靠性, 高性价比一、根本操作1.按键说明图1ON——起动键: 按此键可起动电机运行OFF——停机键: 按此键可停顿电机运行M——设定键: 修改完数据后, 按此键确认数据存储输入,——上移键 数据修改时按此键上翻修改该数位;在菜单项选择择时作为选择键。
——下移键 数据修改时按此键下翻修改该数位;在菜单项选择择时作为选择键。
——移位键确认键:修改数据时此键作为移位键;在菜单项选择择时作为确定键。
RT——返回键/复位键:在菜单操作时作为返回键返回上一级菜单;故障停机时, 按此键复位。
2.状态显示与操作机组通电后显示如下界面:欢送使用螺杆式空气压缩机5秒后显示以下主界面:按“(〞进入以下菜单项选择择界面:a、运行参数查看按“(〞或“(〞移动黑色滚动条到“运行参数〞菜单后, 按确认键“(〞后弹出下一级菜单:再按“❼〞弹出如为最后一级菜单, 界面不会出现黑色滚动条, 按返回键“RT〞返回上级菜单或主界面。
如在某一界面停顿操作, 数秒钟后自动返回主界面。
用“❾〞、“❽〞移动键、确认键“❼〞和返回键“RT〞根据上述方法可完全观察到运行时间、本次运行时间、维护参数、历史故障、出厂日期、现场故障等运行参数并返回到上级菜单。
b、日历时间按“(〞或“(〞移动黑色滚动条到“日历〞菜单后, 按确认键“(〞后弹出在停机状态下可对日期、时间进展调整, 操作方法为:按“(〞或“(〞移动黑色滚动条到需修改的参数项后按确定键“(〞后出现闪烁位, 此时“(〞和“(〞键变为上翻和下翻键修改当前位, “(〞变为移位键移动修改位。
修改完毕后按“M〞确认并保存, “(〞或“(〞变回移动黑色滚动条, “(〞变回返回键。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
编号
毕业设计(论文) 题目 管材矫直机的PLC控制系统设计
二级学院 重庆理工大学应用技术 专 业 机械设计制造及其自动化 班 级 000000000 学生姓名 0000 学号 0000000000 指导教师 职称 时 间 2
目录
摘 要…………………………………………………………4
Abstract………………………………………………………。5 1 绪论…………………………………………………………6 2 矫直机的发展及应用 2.1管材矫直机原理……………………………………………7 2.2管材矫直机的发展现状……………………………………7 2.3 矫直机的应用场合与研究意义……………………………8
3 控制系统比较与介绍 3。1矫直机控制系统的比较……………………………………9 3。1。1 基于PLC控制系统优点。 ……………………………9 3。2可编程序控制器的发展历程………………………………11 3.3我国可编程序控制器发展中的问题及对策………………13 3。4欧姆龙PLC…………………………………………………14
4基于PLC控制的管材矫直机的硬件设计 4。1硬件选择……………………………………………………17 4.1.1 接触器与继电器的选择……………………………17 4.1.2电机的计算与选择…………………………………18 4。1。3 可编程控制器的选择………………………………29 3
4.2 主电路接线图………………………………………………20 4.3 控制电路接线图………………………………………21 4.4 I/o端口的说明……………………………………………22 5 基于PLC控制的管材矫直机的软件设计
5.1 软件控制流程图…………………………………………23 5。2 PLC梯形图………………………………………………25 5.2.1 梯形图大致说明……………………………………27 设计总结………………………………………………………28 致谢……………………………………………………………29 参考文献………………………………………………………30 4
摘要 本文介绍了利用欧姆龙CPM系列PLC对管材矫直机控制系统总体控制,阐述了控制方案。实现矫直机控制系统总体控制有多种,可以采用早期的模拟电路、数字电路或模数混合电路。近年来随着科技的飞速发展,单片机、PLC的应用不断地走向深入,同时带动传统的控制检测技术的不断更新.本文采用日本欧姆龙公司生产的CPM型PLC 作为核心控制器进行全自动矫直机控制系统的设计,并且设计出了系统结构图、软件流程图、梯形图以及输入输出端子的分配方案。 关键字:PLC 矫直机控制系统 PLC软件设计 5
Abstract This paper introduces the use of CPM series PLC of omron tube straightening machine control system overall, expounds the control scheme. Realize the overall control of a variety of straightening machine control system, can adopt the earlier analog circuit, digital circuit, or hybrid analog—digital circuits。 In recent years, with the rapid development of science and technology, microcontroller, PLC application constantly going deeper, at the same time, drive traditional control test technology constantly updated。 By Japan omron company’s CPM type PLC as the core controller for full automatic straightening machine control system design, and designed the system structure, software flow chart and ladder diagram and the allocation of input and output terminals.
Key words: PLC straightening machine control system PLC software design 6
1绪论 矫直机是对金属型材、棒材、管材、线材等进行矫直的设备.矫直机通过矫直辊对棒材等进行挤压使其改变直线度。一般有两排矫直辊,数量不等。也有两辊矫直机,依靠两辊(中间内凹,双曲线辊)的角度变化对不同直径的材料进行矫直。主要类型有压力矫直机、管材矫直机、辊式矫直机、拉伸矫直机等等。 可编程控制器PLC因其技术指标先进,质量优,环境适应能力强,可靠性好;有完善的输入输出功能模块,系统能灵活处理虚拟量,数字量,和开关量;而且具有完善的软件系统,以实现过程监测,执行,控制,报警以及图形画面显示打印功能。因此 在这台矫直机控制系统中,采用先进的PLC 控制, 从而达到了良好的控制效果,所以为提高管材的精度,和以后发展的需要所以要选择PLC控制系统,,质量优,环境适应能力强,可靠性好;有完善的输入输出功能模块,系统能灵活处理虚拟量,数字量,和开关量;而且具有完善的软件系统,以实现过程监测,执行,控制,报警以及图形画面显示打印功能。采用先进的PLC 控制, 从而达到了良好的控制效果。 7
2 矫直机的发展及应用 2。1管材矫直机原理 辊子的位置与被矫直制品运动方向成某种角度,上面三个大的是主动压力辊,由电动机带动作同方向旋转,另一边的3个辊是从动的压力辊,它们是靠着旋转着的圆棒或管材摩擦力使之旋转的.为了达到辊子对制品所要求的压缩,这些小辊可以同时或分别向前或向后调整位置,一般辊子的数目越多,矫直后制品精度越高。制品被辊子咬入之后,不断地作直线和旋转运动,因而使制品承受各方面的压缩、弯曲、压扁等变形,最后达到矫直的目的。
管材矫直机 2.2 矫直机的发展现状 矫直是近百年来发展起来的工艺技术,是应用弹塑性理论将弯曲的,断面不规则的型材变直和整形的一种机械加工方法,广泛应用于机械工业和冶金工业中。矫直机可以单独地用于机械加工车间,对机件或构件坯料进行矫直,如桥梁、船舶、汽车、锅炉等。工厂的坯料车间等;也可以用于消除机件由于意外的创伤和长期蠕变而产生的塑性变形及变形,进行修复性的矫直,如轴类的矫直,管材的矫直与修复,旧钢丝绳的复原等. 8
矫直技术多用于金属加工的后部工序,在很大程度上决定着产、成品的质量水平。矫直技术同其他金属加工技术一样在20世纪取得了长足的进展,相应的矫直理论比取得了很大的进步.不过理论滞后于实践的现象比较明显.另外,就矫直理论的总体来看,仍然处于粗糙阶段,首先就是其基本参数的确定还要依靠许多经验算法和经验数据,如辊数、辊距、辊径、压弯量及矫直速度等。 我国在矫直理论和矫直设备方面起步较晚,发展初期主要借鉴苏联在这一方面的理论和经验,主要基于弹塑性力学理论,建立矫直工艺参数、材料特性和较之结果之间的解析式,再进行求解研究,在分析过程中做出大量的简化、假设,影响了结果的准确性.随着国内矫直理论和矫直设备的逐步发展,我国的工作人员对矫直理论的研究逐步深入,并且取得了喜人的进步,逐渐摆脱了完全依靠国外研究理论的窘境。改革开放以后,随着我国科技的发展,特别是计算机技术的发展,使的人们在分析复杂问题是有了强大的计算工具,国内在矫直理论方面的研究发展更为迅速,涌现出一大批科研成果.
2.3 矫直机的应用场合与研究意义 (1) 压力矫直机: 轧件在活动压头和两个固定支点间,利用一次反弯的方法进行矫直.主要用于大型钢梁,钢轨和大直径钢管的矫直,或作为辊式矫直机的补充矫直。 (2) .辊式矫直机: 轧件受到交错排列的转动的辊子的反复弯曲而得到矫直.主要用于型钢和板带材的矫直。 (3) 管材矫直机: 矫直原理同辊式矫直机.最大特点是矫直辊与矫中心线有倾角,使管材产生螺旋前进而在各方面得到矫直。主要用于管材,棒材的矫直。 (4) 拉伸矫直机: 对轧件施加超过其材料屈服极限的张力,使轧件产生弹塑性变形,从而将轧件矫直。主要用于矫直厚度小于0。6mm的薄钢板和有色金属板材. 矫直不同的品种规格的轧材,采用不同结构形式和不同规格的矫直机。管材的精整是其生财的最后一个阶段,矫直质量的好坏直接决定着棒材的最终质量,科技的发展还是有一定限度的,即使再先进的矫直机还存在入料不准确,影响生产的自动化和控制水平;噪音大,不利于环境保护;咬入条件不好,易发生卡钢和矫 9
断事故等问题。又由于工人的操作水平的限制,钢管矫直时因调整与操作的不当产生螺旋凹痕,钢管外径过大或过小、矫方、矫不直、滑伤等缺陷。这些问题对于钢管质量有很大的影响,必须引起注意,采取措施,加以解决。研究矫直机就是为了尽量避免上 3 控制系统的比较与介绍
3.1 矫直机控制系统比较 矫直机的控制系统有传统的继电器控制和目前先进的PLC控制系统. 1) 传统的继电器控制:主要是通过继电器来控制矫直机的电气部分,从而实
现矫直机的矫直过程,但是由于采用传统的继电器控制,不仅控制水平低, 动
作可靠性差, 线路容易老化,而且故障率高, 使用寿命短。而且操作麻烦,需要操作人员高度警惕。 2) PLC控制:主要通过可编程控制器来控制矫直机的电气部分,可编程控制器PLC因其技术指标先进,质量优,环境适应能力强,可靠性好;有完善的输入输出功能模块,系统能灵活处理虚拟量,数字量,和开关量;而且具有完善的软件系统,以实现过程监测,执行,控制,报警以及图形画面显示打印功能。因此 在这台矫直机控制系统中,采用先进的PLC 控制, 从而达到了良好的控制效果,所以为提高管材的精度,和以后发展的需要所以要选择PLC控制系统,,质量优,环境适应能力强,可靠性好;有完善的输入输出功能模块,系统能灵活处理虚拟量,数字量,和开关量;而且具有完善的软件系统,以实现过程监测,执行,控制,报警以及图形画面显示打印功能。采用先进的PLC 控制, 从而达到了良好的控制效果. 3。1.1 基于PLC控制系统优点 1.实时性