FANUC0I常用参数
FANUC0系统常用参数

FANUC0系统常用参数1. 系统参数(Parameter)系统参数是FANUC0系列控制系统中最常用的参数之一,用于设置系统的基本运行参数。
这些参数控制了控制系统的运行方式、通信协议、安全设置等方面的内容。
2. 坐标系参数(Coordinate System Parameter)坐标系参数用于定义机床的坐标系,包括工件坐标系、机床坐标系、刀具坐标系等。
这些参数决定了机床在加工过程中的运动轨迹以及刀具在机床上的位置。
3. 运动参数(Motion Parameter)运动参数用于控制机床在加工过程中的运动方式,包括加速度、速度、插补方式等。
通过调节这些参数,可以控制机床的运动平滑度、加工效率等。
4. 加工参数(Cutting Parameter)加工参数用于定义机床的加工过程中所需的具体参数,例如进给速度、主轴转速、切削条件等。
通过调整这些参数,可以改变机床的加工效果,以满足实际加工需求。
5. 工具参数(Tool Parameter)工具参数用于设置机床上所使用的切削工具的相关参数,包括刀具长度、半径补偿、刀具的具体形状等。
这些参数用于控制机床在加工过程中刀具的位置和切削效果。
6. 轴参数(Axis Parameter)轴参数用于定义机床上各个轴的运动参数,包括轴的最大速度、最大加速度等。
通过调整这些参数,可以优化机床的运动性能,提高加工效率。
7. 程序参数(Program Parameter)程序参数用于定义机床上所使用的加工程序的相关参数,包括程序号、子程序号、刀具补偿等。
这些参数决定了机床在加工过程中所需的具体操作步骤。
通信参数用于设置机床与外部设备之间的通信方式和协议,包括通信速率、数据格式等。
通过调整这些参数,可以实现机床与其他设备的数据交换和控制。
8.1. 以太网参数(Ethernet Parameter)以太网参数用于定义机床与以太网之间的通信方式,包括IP地址、子网掩码、默认网关等。
FANUC0I常用参数
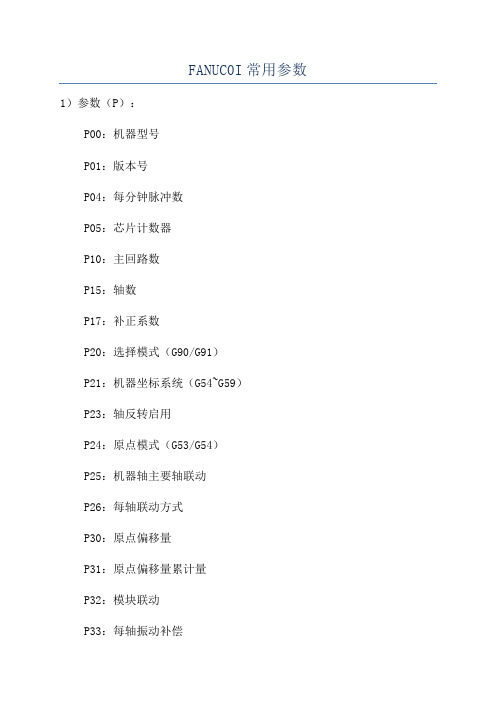
FANUC0I常用参数1)参数(P):
P00:机器型号
P01:版本号
P04:每分钟脉冲数
P05:芯片计数器
P10:主回路数
P15:轴数
P17:补正系数
P20:选择模式(G90/G91)
P21:机器坐标系统(G54~G59)
P23:轴反转启用
P24:原点模式(G53/G54)
P25:机器轴主要轴联动
P26:每轴联动方式
P30:原点偏移量
P31:原点偏移量累计量
P32:模块联动
P33:每轴振动补偿
P34:曲线补偿
P35:原点回位方式
P37:多维坐标系模式
P40:加减速模式
P41:曲线加速度
P42:曲线减速度
P43:最大进给倍率
P44:最小进给倍率
P45:进给位置循环
P46:旋转行程循环
P47:开始位置轴锁定
P48:横移位置循环
P49:横移行程循环
P50:尾部裁切量
P51:加工精度
P52:最大精度
P53:速度控制精度
P54:位置控制精度
P55:回转编码器直径补偿
P56:刀具特性P57:指定轴转向P60:单位换算P61:主坐标轴P62:次坐标轴P63:辅助坐标轴P64:每轴行程P65:轴报警
P66:轴报警联动P67:小脉冲补偿P68:极限报警P69:空闲报警P70:指令编码P71:刀具偏移量P72:最小角抖动。
FANUC机床常用参数简介

FANUC机床常⽤参数简介FANUC机床常⽤参数简介1、1-999:有关通讯、远程诊断、数据服务参数。
如: 0000#1=1程序输出格式为ISO代码103=10数据传送波特率20=4 I/O通讯⼝(⽤CF卡)138#7=1⽤存贮卡DNC2.1000-1200:轴控制/设定单位的参数。
如:1001.0公/英制1002⼿动、参考点档块1005回参考点⽅式1006回参考点⽅向、旋转轴1010CNC控制轴数1020各轴名称1023各轴伺服轴号1320存贮⾏程限位正极限1321存贮⾏程限位负极限3.1201-1300有关坐标系参数。
1221为G54⼯件坐标原点偏移量1222为G55⼯件坐标原点偏移量1223为G56⼯件坐标原点偏移量1224为G57⼯件坐标原点偏移量1225为G58⼯件坐标原点偏移量1226为G59⼯件坐标原点偏移量4.1300-1400有关⼯作区限制参数。
如:1320 各轴存储式⾏程检测1的正⽅向边界的座标值1321 各轴存储式⾏程检测1的负⽅向边界的座标值5.1400-1600有关速率参数。
如:1401#0=0从接通电源到返回参考点期间,⼿动快速运⾏⽆效1402#1=0JOG倍率有效1410空运⾏速度1420各轴快速速度1422最⼤切削进给速度1423各轴JOG速度1424各轴⼿动快速移动速度1425各轴回参考点FL速度1430各轴最⼤切削进给速度6.1601-1799有关轴加减速的参数,加⼯模式参数。
如:1601#2=1切削进给时程序段的速度连接重叠1620快速移动时间常数1622切削移动时间常数1624JOG移动时间常数加⼯模式对应的标准参数如下:链接:⾼精度⼯模式相关参数7.1800-3000伺服参数。
如:1815#1全闭环设置,分离型位置检测器1815#5电机绝对编码器1825=3000各轴位置环增益1826=20各轴到位宽度1828=10000各轴移动位置偏差极限1829=200各轴停⽌位置偏差极限1851反向间隙1902 FSSB设定,(⾃动设定时:1023,1905,1910-1919, 1936,1937,可在FSSB 画⾯⾃动设定;电机驱动参数在SV-RPM画⾯设定。
FANUC常用系统参数说明
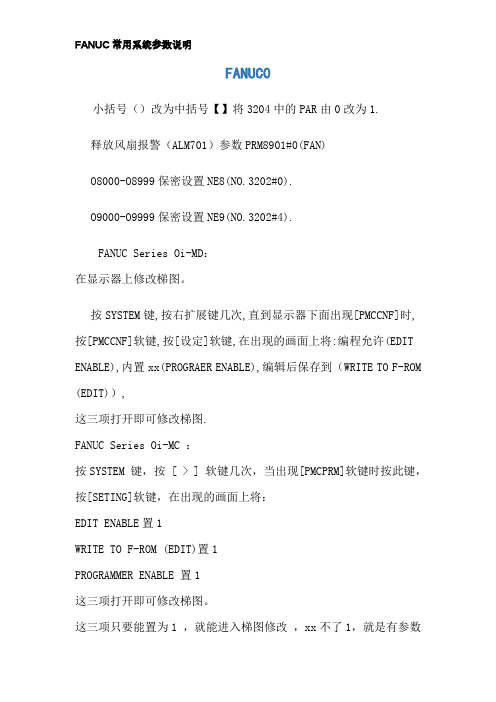
FANUC0小括号()改为中括号【】将3204中的PAR由0改为1.释放风扇报警(ALM701)参数PRM8901#0(FAN)O8000-O8999保密设置NE8(NO.3202#0).O9000-O9999保密设置NE9(NO.3202#4).FANUC Series Oi-MD:在显示器上修改梯图。
按SYSTEM键,按右扩展键几次,直到显示器下面出现[PMCCNF]时,按[PMCCNF]软键,按[设定]软键,在出现的画面上将:编程允许(EDIT ENABLE),内置xx(PROGRAER ENABLE),编辑后保存到(WRITE TO F-ROM (EDIT)),这三项打开即可修改梯图.FANUC Series Oi-MC :按SYSTEM 键,按 [ > ] 软键几次,当出现[PMCPRM]软键时按此键,按[SETING]软键,在出现的画面上将:EDIT ENABLE置1WRITE TO F-ROM (EDIT)置1PROGRAMMER ENABLE 置1这三项打开即可修改梯图。
这三项只要能置为1 ,就能进入梯图修改,xx不了1,就是有参数封住了,防止别人乱改梯图。
对于有密码的,要输入密码才可以看到,才可以修改。
为使用梯形图编辑功能,应该在“PARAMETERS FOR ONLINE MONITOR”中把“RS-232-C”和“F-BUS”选择为“NOT USE”,以使在线监控功能无效。
自动插入顺序号:0000 #5 SEQ自动插入顺序号增量值:3216最大主轴转速:3772加工中心乱刀xxSystem------参数-----PNMNET-----数据-----操作-----缩放-----寻找。
xx系统D144,主轴25,D145 1POT(1).D146(2)……新版本系统D300主轴25,D301 1POT(1).D302 2POT(2)……I/O通道号(参数(No.0020)):I/O CHANNEL=00101停止位和其它数据。
FANUC 0i常用参数及pmc诊断信号地址
1020
1022 1023 1320 1321 1401#0 1410 1420 1422
PM-O
0000#1
1
103,113
10
20 0为232口,4为存储卡
138
1可选DNC文件
1005#0
调试时为1
1006#0
旋转轴为1
1006#3
车床的X轴
1006#5 1020
0:+,1:88(X),89(Y), 90(Z),65(A),
工件号检: PN1,PN2,PN4,PN8,PN16
16/18/21/0i/PM
T
M
G4/3
G4/3
G5/6
G5/6
G6/2
G6/2
G6/4
G6/4
G7/1
/
G7/2
G7/2
G7/5
G7/5
G8/0
G8/0
G8/4
G8/4
G8/5
G8/5
G8/7
G8/7
G9/0-4 G9/0-4
进给倍率: *OV1,*OV2,*OV4,*OV8
快移时间常数 切削时间常数 分离型位置检测器 电机绝对编码器 各轴位置环增益 各轴到位宽度 各轴移动位置偏差极限 各轴停止位置偏差极限 各轴反向间隙 P-I控制方式 单脉冲消除功能 虚拟串行反馈功能
电机代码 负载惯量比 电机旋转方向 速度反馈脉冲数
1620 1622 1815#1 1815#5 1825 1826 1828 1829 1851 2003#3 2003#4 2009#0 2020 2021 2022 2023
电机最大值/减速比
使用1
CNC控制轴数
FANUC常用参数说明
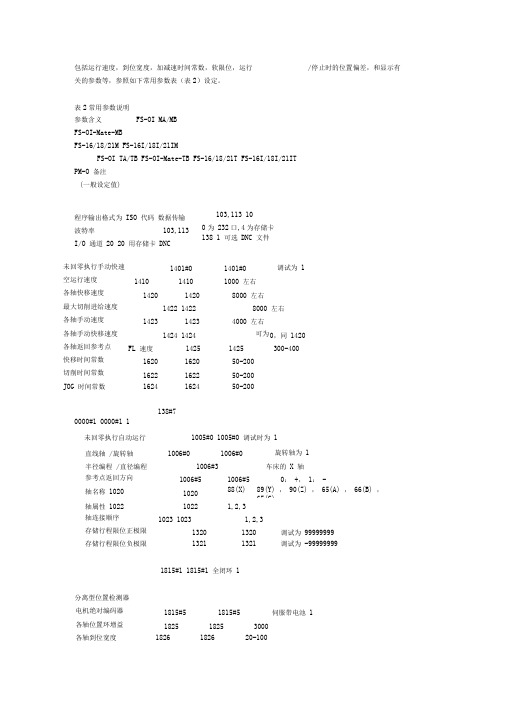
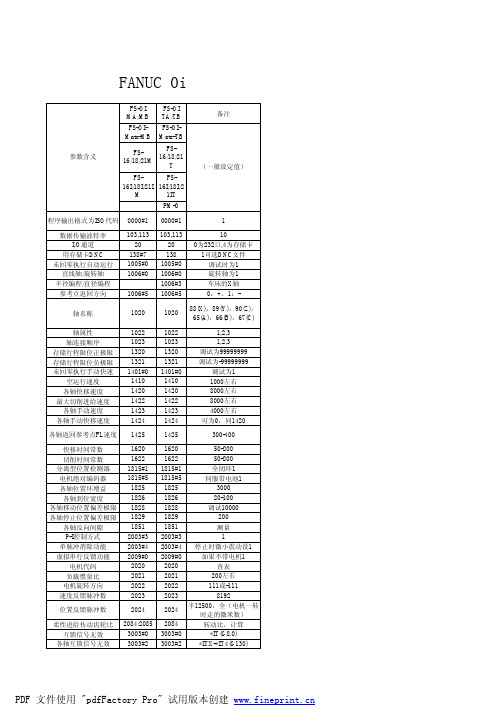
包括运行速度,到位宽度,加减速时间常数,软限位,运行 关的参数等,参照如下常用参数表(表2)设定。
表2常用参数说明 参数含义FS-OI MA/MBFS-OI-Mate-MBFS-16/18/21M FS-16I/18I/21IMFS-OI TA/TB FS-OI-Mate-TB FS-16/18/21T FS-16I/18I/21ITPM-O 备注(一般设定值)程序输出格式为 ISO 代码 数据传输波特率103,113I/O 通道 20 20 用存储卡 DNC138#70000#1 0000#1 1103,113 10 0为 232口,4为存储卡 138 1 可选 DNC 文件直线轴 /旋转轴 1006#01006#0旋转轴为 1 半径编程 /直径编程 1006#3 车床的 X 轴参考点返回方向 1006#5 1006#5 0: +, 1: -轴名称 1020 1020 88(X) , 89(Y) , 90(Z) , 65(A) , 66(B) , 67(C) 轴属性 1022 10221,2,3轴连接顺序1023 10231,2,3 存储行程限位正极限 1320 1320 调试为 99999999 存储行程限位负极限13211321调试为 -99999999未回零执行自动运行 1005#0 1005#0 调试时为 1未回零执行手动快速 1401#01401#0调试为 1空运行速度 1410 1410 1000 左右各轴快移速度14201420 8000 左右最大切削进给速度1422 1422 8000 左右各轴手动速度 14231423 4000 左右各轴手动快移速度1424 1424可为 0,同 1420各轴返回参考点 FL 速度1425 1425300-400快移时间常数 1620 1620 50-200切削时间常数1622 1622 50-200JOG 时间常数1624162450-2001815#1 1815#1 全闭环 1/停止时的位置偏差,和显示有电机绝对编码器 1815#5 1815#5 伺服带电池 1各轴位置环增益 1825 1825 3000各轴到位宽度 1826182620-100分离型位置检测器参数含义 FS-OI MA/MB FS-OI-Mate-MB FS-16/18/21M FS-16I/18I/21IMFS-OI TA/TB FS-OI-Mate-TB FS-16/18/21T FS-16I/18I/21IT PM-O 备注 (设定值)中文显示 3102#3 3102#31实际进给速度显示 3105#0 3105#0 1主轴速度和 T 代码显示 3105#2 3105#2 1主轴倍率显示 3106#53106#5 1实际手动速度显示 指令 3108#7 3108#7 1伺服调整画面显示 3111#0 3111#0 1 主轴监控画面显示 3111#1 3111#1 1 操作监控画面显示 3111#5 3111#5 1伺服波形画面显示 3112#03112#0需要时 1,最后要为 0各轴方向互锁信号无效 3003#33003#2*ITX-*IT4(G132,G134)减速信号极性 3003#53003#5行程( 常闭)开关 0接近(常开)开关 1超程信号无效 3004#5 3004#5 出现 506, 507 报警时设定 1显示器类型3100#73100#7 0 单色, 1 彩色各轴互锁信号无效 3003#2 3003#2*ITX-*IT4(G130)各轴移动位置偏差极限 各轴停止位置偏差极限 1828 1828 调试 100001829 1829 200各轴反向间隙1851 1851 测量 P-I 控制方式 单脉冲消除功能 2003#32003#42003#3 12003#4 停止时微小震动设 1虚拟串行反馈功能 2009#0 2009#0如果不带电机 1电机代码 2020 2020 查表 负载惯量比 2021 2021 200 左右 电机旋转方向 2022 2022 111 或-111速度反馈脉冲数2023 2023 8192位置反馈脉冲数 2024 2024柔性进给传动比 ( 分子 )N2084,2085互锁信号无效 3003#0 3003#0半 12500 ,全(电机一转时走的微米数)2084 转动比,计算 *IT (G8.0)指令数值单位3401#0 3401#0 0:微米,1:毫米各轴参考点螺补号3620 3620 实测各轴正极限螺补号3621 3621各轴负极限螺补号3622 3622螺补数据放大倍数3623 3623螺补间隔3624 3624是否使用串行主轴3701#1 3701#1 0 带,1不带检测主轴速度到达信号3708#0 3708#0 1 检测主轴电机最高钳制速度3736 限制值/最大值*4095主轴各档最高转速3741/2/3 3741/2/3/4 电机最大值/减速比是否使用位置编码器4002#1 4002#1 使用1主轴电机参数初始化位4019#7 4019#7主轴电机代码4133 4133CNC 控制轴数8130(OI) 8130(OI)CNC 控制轴数1010 1010 8130-PMC 轴数手轮是否有效8131#0(OI) 8131#0(OI) 设0 为步进方式串行主轴有效3701#1 3701#1直径编程1006#3 同时CMR=1号 3 1/3000 3 2/3000 3 3/3000 3 6/2000 a c3/2000电机代码35 36 33 34 7 8电机号 a c12/2000 a c22/1500 a 3/3000 a 6/2000 a 6/30002000电机代码9 10 15 16 17 18电机号 a 12/3000 a 22/1500 a 22/2000 a 22/3000 a 30/1200/2000电机代码19 27 20 21 28 22电机号 a 30/3000 a 40/FAN a 40/2000 a 65 a 100/2000电机代码23 29 30 39 40 41型a c6/200型a 12/型a 30型a 150号 a 3/8000 a 6/8000 a8/6000 a 12/6000 a 15/6000 00电机代码105 106 107 108 109 110电机型号 a p8/6000ap12/6000 a p15 a p18 a p22 电机代码112 113 114 115 116 117型a 18/60 a p30表3 a/ B伺服电机代码表(OLD) 电机表4 a主轴电机代码表(OLD) 电机表5 i系列伺服电机代码表电机型号 3 4/4000is 3 8/3000is 3 12/3000is 3 22/2000is a c4/3000i电机代码156(256) 158(258) 174(274) 176(276) 171(271)电机型号 a c8/2000i a c12/2000i a c22/2000i a c30/1500i a 2/5000i电机代码176(276) 191(291) 196(296) 201(301) 155(255)电机型号 a 4/3000i a 8/3000i a 12/3000i a 22/3000i a 30/3000i电机代码173(273) 177(277) 193(293) 197(297) 203(303)电机型号 a 40/3000i a 4/5000is a 8/4000is a 12/4000is a 22/4000is电机代码207(307) 165(265) 185(285) 188(288) 215(315)电机型号 a 30/4000is a 40/4000is a 50/3000is a 50/3000isFAN a 100/2500is电机代码218(318) 222(322) 224(324) 225(325) 235(325)表6 i系列主轴电机代码表电号 3 3/10000i机型ac15/6000 3 6/10000i 3 8/8000i 3 12/7000ii电机代码332 333 334 335 246电机型号ac1/6000i ac2/6000i ac3/6000i ac6/6000i ac8/6000i a c12/6000i电机代码240 241 242 243 244 245电机型号 a 0.5/10000i a 1/10000i a 1.5/10000i a 2/10000i a 3/10000ia 6/10000i电机代码301 302 304306 308 310电机型号 a 8/8000i a 12/7000i a 15/7000i a 18/7000i a 22/7000i a 30/6000i电机代码312 314 316 318 320 322电机型号 a 40/6000i a 50/4500i a 1.5/15000i a 2/15000i a 3/12000ia 6/12000i电机代码323 324 305307309 401电机型号 a 8/10000i a 12/10000i a 15/10000i a 18/10000i a 22/10000i电机代码402 403 404 405 406电机型号a 12/6000ip a 12/8000ip a15/6000ip a 15/8000ip a 18/6000ipa 18/8000ip电机代码407 4020 (8000)4023 (94) 408 4020 (8000)4023 (94) 409 4020 (8000)4023 (94)电机型号 a 22/6000ip a 22/8000ip a30/600ip a 40/6000ip a 50/6000ipa 60/4500ip电机代码410 4020 (8000)4023 (94) 411 412 413 414。
FANUC0I-MD系统常用参数
备注 0: 设定为地址D 1: 设定为地址H [数据单位] mm、inch [数据单位] mm、inch
0: 作为高速深孔攻丝循环使用 1: 作为深孔攻丝循环使用 [数据单位] mm、inch 0: 始终以绝对指令进行指定 1: 随绝对指令(G90) /增量指令(G91)而定
30 3203#5 是否在开始MDI 运行后禁止在运行中途的程序编辑
0: 不禁止。 1: 禁止。
31
3203#6
在MDI 运行中,进行单程序段运行时,在结束程序中的最后 程序段的执行的时刻,是否擦除已经执行的程序
0: 不予擦除。 1: 予以擦除。
32 3203#7 是否通过复位操作删除由MDI 方式创建的程序
22 1852 每个轴的快速移动时的反向间隙补偿量
27 3108#6 是否显示主轴负载表
0: 不予显示 1: 予以显示
28
3111#7
是否在报警发生时以及操作信息输入时切换到报警/信息画面
Hale Waihona Puke 0: 1:予以切换 不予切换
29 3202#4 是否进行程序号9000~9999 的程序编辑
0: 不禁止 1: 禁止
36 3401#4 在MDI运转中,绝对/增量指令的切换
0: 取决于G90/G91 1: 取决于参数ABS(No.3401#5)
37 3401#5 将MDI运转中的程序指令
0: 视为增量指令 1: 视为绝对指令
序号 参数
意义
39 5001#2 刀具半径补偿(G40,G41,G42)中,将指令补偿号的地址
0: 不予擦除。 1: 予以擦除。
33 3204#0 在使用小型MDI单元的情况下,是否使用“[”、“]”键
0: 作为“[”、“]”原样使用 1: 作为“(”、“)”使用
FANUC系列的OM系统常用参数
FANUC系列的OM系统常用参数
一、具有可靠性和稳定性的FANUC系列OM系统参数
1、IPR:该参数用于控制机械臂的制动器状态。
IPR设置为1,机械
臂可以把制动器打开。
IPR设置为0,机械臂制动器收紧。
2、SVO:该参数用于控制机械臂的伺服系统。
SVO设置为1,机械臂
伺服系统打开。
SVO设置为0,机械臂伺服系统关闭。
3、SPEED:该参数用于控制机械臂的运行速度。
SPEED设置越高,机
械臂的运行速度越快,SPEED设置越低,机械臂的运行速度越慢。
4、CYCLE:该参数用于控制机械臂运行的模式,它决定了机械臂的行
为如何运行。
5、CMD_DG:该参数用于控制示教模式,它决定了机械臂如何响应示
教指令。
6、ERROR:该参数用于控制机械臂的异常处理。
当发生错误时,机械
臂将停止运行,并显示错误代码,以便进行定位。
7、E_STOP:该参数用于控制紧急停止状态。
当E_STOP被设置为1时,机械臂将停止运行,并将状态保存下来,以便之后恢复正常操作。
8、SW_POS:该参数用于控制机械臂坐标系的安装位置。
SW_POS允许
用户自定义机械臂坐标系的安装位置,以便在不同的工作环境中达到最佳
性能。
9、EL_MODE:该参数用于控制机械臂角度模式。
FANUC常用参数
K29.7主轴无刀具报警
K32.0导轨油下降报警参数
K34.0无气压报警参数
主轴定位:诊断编号445同参数4073和4077数据一
四轴参数
1005RMBDLZZRN( B )0^1
2021( B )128
2022( B )-111四轴正反转
2083(B)100
2084(B)6四轴摆角度过大
2085(B)100
刀纹参数
1735最小圆弧拐角加速修改此参数必须将2214#4改为1(改善拐角刀纹)
1737AICC模式下最小圆弧拐角加速度,修改此参数必须将2214#4改为1(改善AICC拐角刀纹)
1825伺服增益此参数影响所有表面质量配合1851返回间隙值使用
2283#4#6改为1此参数需同2089一起配合使用(改善接刀痕)
2089修改2283后将次参数改为20(改善接刀痕)
2408背隙加速量,适当增减此参数改善所有刀路刀纹
3623螺距补偿倍率,若其他参数调试效果不佳将此参数改为0
1769加减速快慢控制,此数值越小时越快,数值越大时越慢(R角1769 1735 1783 1620 1622)1660插补前最大允许加速度,AI轮廓控制时无效,设定值越小震动越小,加速度也小1783基于拐角速度差在减速时允许速度差,此参数低于80时速度会慢
2021负载惯性比,在轴移动时若出现轴振动则减小此参数。
FANUC0I常用参数
FANUC0I常用参数
1.系统参数:
-系统时钟:设置系统时钟的时间和日期。
-系统尺度:用于定义坐标系的尺度因子。
-系统测量单位:定义系统中的尺度单位,如毫米、英寸等。
-系统报警:设置报警的声音和灯光等参数。
-系统语言:设置显示屏的语言。
-系统保护:设置系统的保护参数,如密码等。
2.通信参数:
-通信速率:设置与外部设备通信的速率。
- 通信协议:设置与外部设备通信时使用的协议,如Modbus、Ethernet等。
-通信地址:设置与外部设备通信时使用的地址。
3.插补参数:
-加速度/减速度:设置加速度和减速度的数值。
-插补速度:设置插补运动的最大速度。
-插补精度:设置插补运动的精度,影响运动的平滑程度。
-脉冲当量:设置脉冲当量的数值,用于转换坐标系。
4.自动化参数:
-工具半径补偿:设置工具半径补偿的数值。
-刀具长度补偿:设置刀具长度补偿的数值。
-自动化程序:设置自动化程序的相关参数,如循环次数、跳转地址等。
以上仅列举了部分常用参数,实际使用中还需要根据具体的机床和加工要求进行设置。
在操作FANUC0I系统时,了解和熟悉这些参数对于正确操作和编程非常重要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC0I常用参数
1.参数5020(铣床程序显示页数):设置铣床程序显示的页数。
2.参数5041(宏变量定义):用于定义宏变量,可以在程序中使用。
3.参数5050(显示设置):设置控制面板的显示方式,例如颜色、
背光等。
4.参数5060(系统消息):控制系统消息的显示方式。
5.参数5102(刀具长度偏移值):设置刀具长度偏移的初始值。
6.参数5200(加工数据记忆区):设置加工数据的存储区域。
7.参数5300(坐标轴速度和进给率单位):设置坐标轴速度和进给
率的单位。
8.参数5400(轴名称显示):设置轴名称的显示方式。
9.参数5900(通用加工参数):设置通用的加工参数,例如进给速度、加工时间等。
10.参数6000(自动工具变更功能):设置自动工具变更的功能。
11.参数6400(切换时间设定):设置工具切换的时间。
这些参数可以通过FANUC0I控制系统的参数编程界面进行设置和修改。
在使用FANUC0I控制系统进行加工时,根据具体的加工需求和机床类型,
对这些参数进行适当的设置和调整可以提高加工的效率和质量。
参数的具
体设置方法可以参考FANUC0I控制系统的用户手册和相关文档。
需要注意的是,FANUC0I控制系统有很多其他的参数可供设置,上述
只是一部分常用的参数。
在实际使用中,还要根据具体的机床和加工需求,灵活调整其他参数以实现更好的加工效果。