FANUC 0M PARAM系统参数表
FANUC0系统常用参数

FANUC0系统常用参数1. 系统参数(Parameter)系统参数是FANUC0系列控制系统中最常用的参数之一,用于设置系统的基本运行参数。
这些参数控制了控制系统的运行方式、通信协议、安全设置等方面的内容。
2. 坐标系参数(Coordinate System Parameter)坐标系参数用于定义机床的坐标系,包括工件坐标系、机床坐标系、刀具坐标系等。
这些参数决定了机床在加工过程中的运动轨迹以及刀具在机床上的位置。
3. 运动参数(Motion Parameter)运动参数用于控制机床在加工过程中的运动方式,包括加速度、速度、插补方式等。
通过调节这些参数,可以控制机床的运动平滑度、加工效率等。
4. 加工参数(Cutting Parameter)加工参数用于定义机床的加工过程中所需的具体参数,例如进给速度、主轴转速、切削条件等。
通过调整这些参数,可以改变机床的加工效果,以满足实际加工需求。
5. 工具参数(Tool Parameter)工具参数用于设置机床上所使用的切削工具的相关参数,包括刀具长度、半径补偿、刀具的具体形状等。
这些参数用于控制机床在加工过程中刀具的位置和切削效果。
6. 轴参数(Axis Parameter)轴参数用于定义机床上各个轴的运动参数,包括轴的最大速度、最大加速度等。
通过调整这些参数,可以优化机床的运动性能,提高加工效率。
7. 程序参数(Program Parameter)程序参数用于定义机床上所使用的加工程序的相关参数,包括程序号、子程序号、刀具补偿等。
这些参数决定了机床在加工过程中所需的具体操作步骤。
通信参数用于设置机床与外部设备之间的通信方式和协议,包括通信速率、数据格式等。
通过调整这些参数,可以实现机床与其他设备的数据交换和控制。
8.1. 以太网参数(Ethernet Parameter)以太网参数用于定义机床与以太网之间的通信方式,包括IP地址、子网掩码、默认网关等。
Fanuc_0M_参数
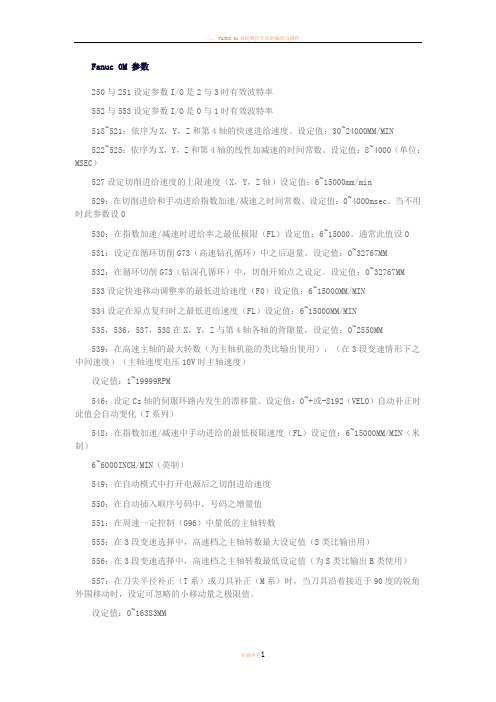
Fanuc 0M 参数250与251设定参数I/O是2与3时有效波特率552与553设定参数I/O是0与1时有效波特率518~521:依序为X,Y,Z和第4轴的快速进给速度。
设定值:30~24000MM/MIN522~525:依序为X,Y,Z和第4轴的线性加减速的时间常数。
设定值:8~4000(单位:MSEC)527设定切削进给速度的上限速度(X,Y,Z轴)设定值:6~15000mm/min529:在切削进给和手动进给指数加速/减速之时间常数。
设定值:0~4000msec。
当不用时此参数设0530:在指数加速/减速时进给率之最低极限(FL)设定值:6~15000。
通常此值设0531:设定在循环切削G73(高速钻孔循环)中之后退量。
设定值:0~32767MM532:在循环切削G73(钻深孔循环)中,切削开始点之设定。
设定值:0~32767MM533设定快速移动调整率的最低进给速度(F0)设定值:6~15000MM/MIN534设定在原点复归时之最低进给速度(FL)设定值:6~15000MM/MIN535,536,537,538在X,Y,Z与第4轴各轴的背隙量,设定值:0~2550MM539:在高速主轴的最大转数(为主轴机能的类比输出使用),(在3段变速情形下之中间速度)(主轴速度电压10V时主轴速度)设定值:1~19999RPM546:设定Cs轴的伺服环路内发生的漂移量。
设定值:0~+或-8192(VELO)自动补正时此值会自动变化(T系列)548:在指数加速/减速中手动进给的最低极限速度(FL)设定值:6~15000MM/MIN(米制)6~6000INCH/MIN(英制)549:在自动模式中打开电源后之切削进给速度550:在自动插入顺序号码中,号码之增量值551:在周速一定控制(G96)中量低的主轴转数555:在3段变速选择中,高速档之主轴转数最大设定值(S类比输出用)556:在3段变速选择中,高速档之主轴转数最低设定值(为S类比输出B类使用)557:在刀尖半径补正(T系)或刀具补正(M系)时,当刀具沿着接近于90度的锐角外围移动时,设定可忽略的小移动量之极限值。
FANUC 0 系统常用参数

FANUC 0 系统常用参数序号T系列M系列1.1显示1程式位置0考虑补正实际位置显示1程式位置0考虑补正实际位置1.2用MDIstart键1可以0无法启动程式加工同前1.3重新设定后刀具补正1消除0不消除重新设定1保存G43G44补正0不保存1.4刀具补正1为半径0直径刀具补正为1增量0绝对1.5原点减速信号1为1,0为0同前1.6快速移动dry run1有效,0无效同前2.6手动教导模式手轮1进给0不进给同前2.5手轮控双轴时轴选择开关1有效0无效G76G87刀具逃逸方向2.4 G76G87刀具逃逸方向3主轴和位置解码器齿数比同前3.63.7主轴和位置解码器齿数比1刀长补正和指定平面垂直轴,0Z轴3.13.3 4、ZYX各轴上电背隙方向1负向○正向同前8.5快速可调信号0有效1无效同前10.49000-9999程序1不可编辑0可同前11.1上电1G01,0GO状态同前11.2 第四轴为1直线轴0旋转轴11.611.0罗距误差补正倍率同前13job状态手轮1有效0无效同前14.2刀具重设1取消○不取消原补正量15.7忽略小数点以1mm、inch‘sec输入0最小单位同前19.5M02执行后1回到程式开头0不回同前21各轴有1绝对编码器0无同前22绝对编码器1设原点○不设同前23屏显语种同前24.1 输入输出单位1 0.01mm,0,0.001mm30.7上电1G91,0G90状态同前49.4手动可控轴数1,3 0,1同前49.7快速和进给上限速度以1与一般同0不同同前60.414"CRT诊断为1 14",0 9"同前60.7CRT1彩色0单色同前63.3 刚性攻丝主轴位置解码1任意齿比0 28参数63.4 刚性攻丝途中调整率一无效0有效64主轴与第二解码器齿数比同前65.7一单节中1有3个M码0,1个同前121手动操作倍率同前254 刚性攻丝主轴及z轴加减速类别0指数1直线255 刚性攻丝主轴背隙量256 刚性攻丝M 码258 刚性攻丝拉伸途中的调整率504507各轴位置极限偏差同前508511各轴删格偏移量同前512515环路增益同前517伺服回路增益同前518524快速进给速度同前525快速时加减速时间常数同前527切削上限速同前529切削加减速时间常数同前530加减速时最低速度同前531主轴转速实际与命令允差G73回退量532主轴转速允许范围G73开始点设定535538各轴背隙量同前539主轴速度指令电压补正主轴转速上限548指数加减速手动下限速度同前551主轴周速一定控制时最低速度同前556主轴周速一定控制时最高速三段换档高档最低速559562各轴手动时移动速度同前577 主轴速度补正580 内侧转角自动调速终点减速距离581 内侧转角自动速度调整终点减速距离585主轴快速进给最低速586主轴定向转速三段换档中高档换档速度591C轴家具松夹延时时间592孔加工避开量d593596停止是位置偏差极限值同前601604手进给指数加减速时间常数同前605608手动进给指数加减速下限速同前620刚性攻丝z轴移动中偏差极限621 刚性攻丝主轴移动中偏差极限622 刚性攻丝Z轴停止中偏差极限623 刚性攻丝主轴停止中偏差极限6309"屏显横偏量同前6319"屏显纵偏量同前700707轴行程同前708711自动坐标系时原点坐标值同前717G71G72的切深718G71G72的预留量719复合切削G73X 预留量720G73z预留量721G73分区数722G74G75 回退量723G76 最后精加工次数724G76刀尖角度725G76最小切深726G76精加工预留量728刀具磨耗增量允许值729刀具磨耗补正最大允许值735第二原点到第一原点坐标x同前736第二原点到第一原点坐标y同前737第二原点到第一原点坐标z同前738第二原点到第一原点坐标4同前755778工件坐标系779加工零件总数同前780783第三原点同前784787第四原点同前788 796F 一位进给速度1000x轴罗距误差补正原点x轴罗距误差补正原点10011128x轴罗距误差补正1128x轴罗距误差补正2000z轴罗距误差补正原点y轴罗距误差补正原点20012128z轴罗距误差补正y轴罗距误差补正值30003轴罗距误差补正原点z轴罗距误差补正原点30013128Y轴罗距误差补正z轴罗距误差补正40004轴罗距误差补正原点同前40014128四轴罗距误差补正同前50005轴罗距误差补正原点同前50015128五轴罗距误差补正同前60006轴罗距误差补正原点同前60016128六轴罗距误差补正同前70007714五六轴控制同前FANUC数控系统维修技巧1由于现代数控系统的可*性越来越高,数控系统本身的故障越来越低,而大局部故障主要是由系统参数的设置,伺服电机和驱动单元的本身质量,以及强电元件、机械防护等出现问题而引起的。
fanuc数控系统常用参数表

fanuc数控系统参数表2010-07-16 14:01FANUC系统有很丰富的机床参数,为数控机床的安装调试及日常维护带来了方便条件。
根据多年的实践,对常用的机床参数在维修中的应用做一介绍。
1.手摇脉冲发生器损坏。
一台FANUC 0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。
当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。
等手摇脉冲发生器修好后再将该参数置“1”。
2.当机床开机后返回参考点时出现超行程报警。
上述机床在返回参考点过程中,出现510或511超程报警,处理方法有两种:(1)若X轴在返回参考点过程中,出现510或是511超程报警,可将参数0700LT1X1数值改为+99999999(或将0704LT1X2数值修改为-99999999)后,再一次返回参考点。
若没有问题,则将参数0700或0704数值改为原来数值。
(2)同时按P和CAN键后开机,即可消除超程报警。
3.一台FANUC 0i数控车床,开机后不久出现ALM701报警。
从维修说明书解释内容为控制部上部的风扇过热,打开机床电气柜,检查风扇电机不动作,检查风扇电源正常,可判定风扇损坏,因一时购买不到同类型风扇,即先将参数RRM8901#0改为“1”先释放ALM701报警,然后在强制冷风冷却,待风扇购到后,再将PRM8901改为“0”。
4.一台FANUC 0M数控系统加工中心,主轴在换刀过程中,当主轴与换刀臂接触的一瞬间,发生接触碰撞异响故障。
分析故障原因是因为主轴定位不准,造成主轴头与换刀臂吻合不好,无疑会引起机械撞击声,两处均有明显的撞伤痕迹。
经查,换刀臂与主轴头均无机械松动,且换刀臂定位动作准确,故采用修改N6577参数值解决,即将原数据1525改为1524后,故障排除。
5.密级型参数0900~0939维修法。
按FANUC 0MC操作说明书的方法进行参数传输时,密级型参数0900~0939必须用MDI方式输入很不方便。
数控系统0M各种参数表【发那科】

O
O
15/7
CPRD
小数点的含义
O
O
28/4
EXTS
外部程序号检索
&n, bsp;
O
O
29/5 MABS ,
MDI-B中,指令取 决于G90/G91设定
O
389/2 PRG8 O8000-O8999号
程序保护 O
O
394/6 WKZRST 自动设工件坐
标系时设为G54
O
10.螺距 误差补偿
11/0.1 PML 螺补倍率 O O
O
O
60/2 LDDSPG
显示梯形图 O
O
60/5 显示
操作监控画面 O
O
64/0 SETREL
自动设坐标系时 相对坐标清零
O O
77/2
波形显示 O
O
伺服
389/0
SRVSET
显示伺服设定
画面
O
O
389/1
WKNMDI
显示主轴调整
画面
O
O
9.编程
参数
10/4
PRG9
O9000-O9999号程
序保护
2. RS232C口 参数
2/0 STP2 通道0停止位
O O
552 0波特率
通道
O O
12/0 STP2 通道1停止位
O O
553
1波特率 O
O
通道
50/0 STP2 通道2停止位
O O
250
2波特率 O
O
通道
51/0 STP2 通道3停止位
O O
251
3 波特率 O
O
通道
Fanuc_0M_参数
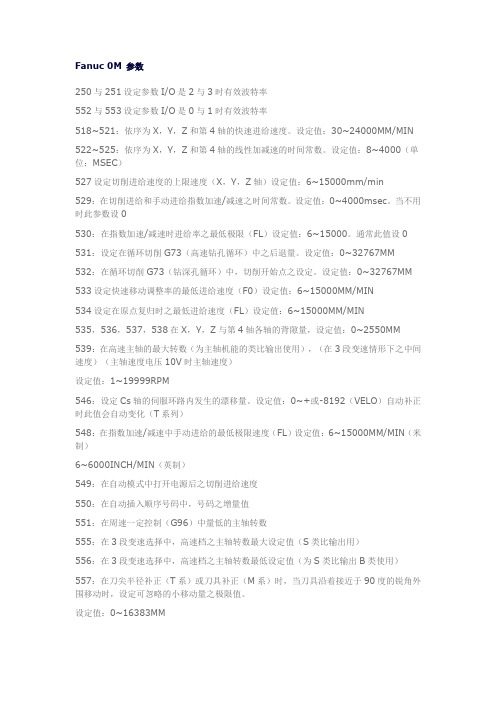
Fanuc 0M 参数250与251设定参数I/O是2与3时有效波特率552与553设定参数I/O是0与1时有效波特率518~521:依序为X,Y,Z和第4轴的快速进给速度。
设定值:30~24000MM/MIN522~525:依序为X,Y,Z和第4轴的线性加减速的时间常数。
设定值:8~4000(单位:MSEC)527设定切削进给速度的上限速度(X,Y,Z轴)设定值:6~15000mm/min529:在切削进给和手动进给指数加速/减速之时间常数。
设定值:0~4000msec。
当不用时此参数设0530:在指数加速/减速时进给率之最低极限(FL)设定值:6~15000。
通常此值设0 531:设定在循环切削G73(高速钻孔循环)中之后退量。
设定值:0~32767MM 532:在循环切削G73(钻深孔循环)中,切削开始点之设定。
设定值:0~32767MM 533设定快速移动调整率的最低进给速度(F0)设定值:6~15000MM/MIN534设定在原点复归时之最低进给速度(FL)设定值:6~15000MM/MIN535,536,537,538在X,Y,Z与第4轴各轴的背隙量,设定值:0~2550MM539:在高速主轴的最大转数(为主轴机能的类比输出使用),(在3段变速情形下之中间速度)(主轴速度电压10V时主轴速度)设定值:1~19999RPM546:设定Cs轴的伺服环路内发生的漂移量。
设定值:0~+或-8192(VELO)自动补正时此值会自动变化(T系列)548:在指数加速/减速中手动进给的最低极限速度(FL)设定值:6~15000MM/MIN(米制)6~6000INCH/MIN(英制)549:在自动模式中打开电源后之切削进给速度550:在自动插入顺序号码中,号码之增量值551:在周速一定控制(G96)中量低的主轴转数555:在3段变速选择中,高速档之主轴转数最大设定值(S类比输出用)556:在3段变速选择中,高速档之主轴转数最低设定值(为S类比输出B类使用)557:在刀尖半径补正(T系)或刀具补正(M系)时,当刀具沿着接近于90度的锐角外围移动时,设定可忽略的小移动量之极限值。
FANUC0系统全参数表资料
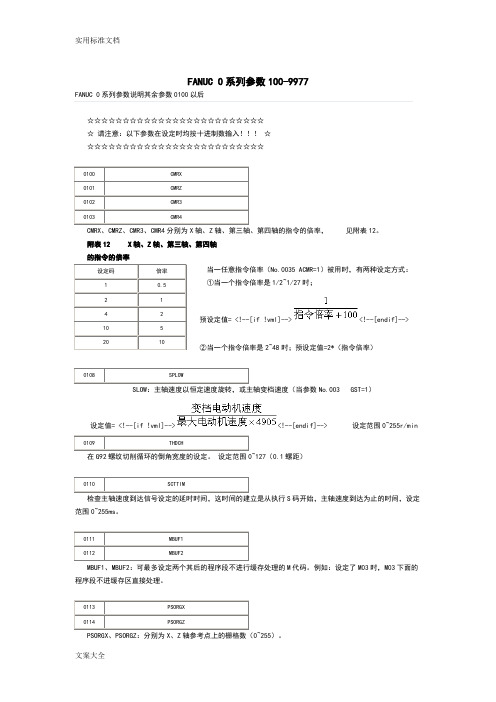
预设定值= <!--[if !vml]--><!--[endif]-->设定值= <!--[if !vml]--><!--[endif]--> 设定范围0~255r/min设定范围为1~9999(单位0.01s <!--[if !vml]--><!--[endif]-->)。
设定范围为1~9999(单位为0.01s <!--[if !vml]--><!--[endif]-->)。
按各轴设定:负载惯性比= <!--[if !vml]--><!--[endif]--> <!--[if !vml]--> <!--[endif]-->8□65 参数输入数据形式:字轴形。
数据单位数据范围注:令PRM8□00第一位(DGPRM)=0,在PRM8□20中输入了电动机形式后,通电时,标准值自动地设入参数中通学没有变更的必要FANUC NO.9000后参数含义FANUC9020后保密参数FANUC9020后保密参数,对理解的兄弟们有用9920.0 固定循环9920.1 刀具补正量程式输入 G109920.2 机械手轮进给9920.3 1个MPG控制9920.4 主轴S4/S5类比输出9920.5 公/英制转换9921.0 程式储存640米9921.1 程式储存320米9921.2 程式储存160米9921.3 程式储存80米9921.4 程式储存40米9921.6 读带/打带界面控制19922.0 第二,三MPG控制9922.2 周速一定控制9922.4 模型资料输入9922.5 储存式螺距误差补偿9922.6 巨指令A9922.7 教导重现9923.4 MDI操作B9923.5 登陆程式数125组9923.6 外部按键输入9923.7 后台编辑9924.0 日文显示9924.1 徳法文显示9924.2 中文显示9924.3 意大利文显示9924.4 韩文显示9924.5 西班牙文显示9925.0 内旋补间9925.1 工件坐标系300组9925.2 切削补间前直线加减速9925.3 先行控制9925.7 程式储存20米数9926.0 选择程式制作9926.1 主轴简易同期控制9926.3 工具补正数增加补正记忆 64组9926.4 工具补正数增加补正记忆 99组9926.5 刀长量测9926.6 刀长自动量测9926.7 外部刀具补偿9927.1 第二辅助功能码9927.2 三轴同动9927.3 增加轴控制9927.4 工件计数及跑合时间显示9927.6 工具径补正(切削补偿)C 9927.7 工具径补正(切削补偿)B 9928.1 原点复归速度设定9928.4 3次元坐标变换9929.0 绘图显示9929.1 程式图形对话9929.2 扩张内藏式行程检查9929.3 行程极限外部设定9929.6 外部讯息9930.1 程式再启动9930.1 工件坐标系统(G54-G59)9930.2 外部资料输入9930.3 螺旋切削9930.5 PMC轴控制9930.6 自动转角进给率9931.0 单方向定位9931.2 刚性攻牙9931.3 时钟显示9931.6 卡式磁片资料显示9931.7 0.1单位增量系统9932.0 第三及第四回参考点9932.1 比率缩放9932.2 坐标系旋转9932.3 F15纸带格式9932.4 刀具寿命管理9932.5 工具补正数增加补正记忆 200组9932.6 增加选择性单节跳跃(最大) 19个9932.7 巨集执行器9933.1 极坐标命令9933.3 F1段进给9933.4 I/O装置外部控制9933.5 四轴同动9933.6 中断形式巨集指令9933.7 巨集指令B9934.1 遥控式缓衡器9934.2 高速遥控式缓衡器A9934.3 高速遥控式缓衡器B9934.4 读带/打带界面控制29934.6 切削进给补间后直线加减速9935.0 高速循环加工9935.1 刀具补正记忆形式B 9935.2 外部机械零点漂移9935.4 外部减速9935.5 动态绘图显示9935.6 登陆程式个数400组9935.7 登陆程式个数200组9936.0 刀具位置补正9936.2 选择性道角/转角R9936.3 简易同期制御9936.4 高速跳跃信号输入9936.7 扩张工件程式编辑程式COPY 9937.0 圆筒补间9937.1 S串列式输出9937.2 极坐标补间9937.3 Cs轴轮廓控制9937.5 C轴法线方向制御9937.6 刀具寿命管理512组9937.7 I/O同时操作9939.6 CAP19939.7 CAP19940.0 DNC-19940.3 索引功能9940.4 主轴同期制御9941.0 第一主轴定位9941.2 第一主轴输出切换9942.0 第二主轴定位9942.2 第二主轴定位9943.2 倾斜轴制御9943.3 制御轴扩张9943.5 登绿程式个数100组9943.6 程式儲存储1280米9943.7 工件座标系48组9944.0 切削进给速度调整9944.1 特殊JOG进给率调整9944.2 轴取出机能9944.3 浮动原点复归9944.4 圆弧半径速度箝制9944.5 自动转角减速9945.0 高精度轮廓控制9945.1 工具退避和复归9945.2 圆形拷贝9945.3 实际速度类比输出9945.4 工件坐标系预设9945.6 3次元工具補正9945.7 切削进给補间后锺形加减9946.0 PLC5000step9946.1 PLC8000step9946.2 PLC16000step 9946.3 PLC24000step 9946.4 PLC3000step9946.5 PLC12000step 9946.6 PMC-RC程式语言-1M 9946.7 信号波形表示机能9947.0 PMC保持型记忆追加9947.1 PLC32000step 9947.2 PMC程式语言256K 9947.3 PMC程式语言512K 9947.5 PMC程式语言2M 9948.0 NC格式转换输出9948.1 C语言9948.7 程式对话Super CAP-M 9952.4 指数函数补间9952.5 工具补正量499个9952.6 工具补正量999个9952.7 多段Skip9953.1 程式储存5120米数9953.2 程式储存2560米数9953.3 DNC29953.5 OSI网路9954.6 学习制御9962.3 马达速度信号输出9962.6 真直度补正9963.0 PMC轴制御扩张机能9963.1 HDISK9963.2 特殊高速循环9963.4 PMC轴速度指令机能9963.5 旋转轴控制9963.6 高速循环资料追加A 9963.7 高速循环资料追加B 9970.7 平滑补间9972.7 假想轴补间9972.4 实际速度类比输出B 9972.6 I/Olink29972.7 简易高精度9973.0 手动数值指令9973.2 姿势制御实用标准文档9973.5 非均匀B形云线补间9973.6 高速分配功能9976.2 PROFIBUS slave9976.3 PROFIBUS master9976.4 多单节预读9977.2 二重位置检出机能9977.5 1CPU2系统FANUC 参数有nc参数和pmc参数pmc参数有t参数 c参数 k参数等t参数用来控制机床时间相关功能如打油时间等c参数是用来计数的k参数用来控制某些功能的实现比如k1.6用来控制机床是否能在回原点后才能执行程序k1.6=1能 k1.6=0不能文案大全。
FANUC系列的OM系统常用参数

FANUC系列的OM系统常用参数
一、具有可靠性和稳定性的FANUC系列OM系统参数
1、IPR:该参数用于控制机械臂的制动器状态。
IPR设置为1,机械
臂可以把制动器打开。
IPR设置为0,机械臂制动器收紧。
2、SVO:该参数用于控制机械臂的伺服系统。
SVO设置为1,机械臂
伺服系统打开。
SVO设置为0,机械臂伺服系统关闭。
3、SPEED:该参数用于控制机械臂的运行速度。
SPEED设置越高,机
械臂的运行速度越快,SPEED设置越低,机械臂的运行速度越慢。
4、CYCLE:该参数用于控制机械臂运行的模式,它决定了机械臂的行
为如何运行。
5、CMD_DG:该参数用于控制示教模式,它决定了机械臂如何响应示
教指令。
6、ERROR:该参数用于控制机械臂的异常处理。
当发生错误时,机械
臂将停止运行,并显示错误代码,以便进行定位。
7、E_STOP:该参数用于控制紧急停止状态。
当E_STOP被设置为1时,机械臂将停止运行,并将状态保存下来,以便之后恢复正常操作。
8、SW_POS:该参数用于控制机械臂坐标系的安装位置。
SW_POS允许
用户自定义机械臂坐标系的安装位置,以便在不同的工作环境中达到最佳
性能。
9、EL_MODE:该参数用于控制机械臂角度模式。