钢板超声探伤实践培训教程
钢板超声波探伤时扫描速度和灵敏度的调节方法
钢板超声波探伤扫描速度和灵敏度的调节方法1、钢板探伤时探头的选择当所探伤的钢板厚度T≤20 mm 时,选择双晶直探头,探头的焦点位置根据所探板厚来确定;若钢板厚度T>20 mm时,选择单晶直探头,晶片尺寸为φ14-20 mm。
钢板较薄时选择φ14探头,较厚时选φ20 mm。
2、钢板超声波探伤时扫描速度调节方法2.1 试块的选择当所探伤的钢板厚度T≤20 mm 时,试块选用阶梯试块。
若钢板厚度T>20 mm时,根据所探钢板的厚度按照JB/T4730—2005要求选用不同尺寸的平底孔试块。
2.2 模拟超声波探伤仪扫描速度的调节2.2.1 板厚T≤20 mm时,用双晶直探头。
调节步骤:⑴探头的连接:将双晶探头的两根连线分别接在仪器的两个输出插座上,再将探头的检测方式旋钮放到一收一发方式。
⑵将双晶直探头放在阶梯试块与所探板厚相同或相近的台阶上,找到试块台阶的一次底波和二次底波,在一般情况下扫描比例选择为1∶1。
⑶调节仪器的水平旋钮,将台阶的一次底波先调到仪器荧光屏水平刻度相对应的位置,如10 mm。
然后调节仪器的深度粗调和微调旋钮,将台阶的二次波调到相应的位置,如20 mm。
(在这里需要着重强调一点就是:要正确判断试块台阶的一次底波和二次底波,不能把质量不好的双晶直探头的固有波判断为试块台阶的二次波。
)在调节的过程中常常会遇到二次波调不到相应的位置,这时就要改变仪器的深度粗调旋钮,然后反复调节深度微调旋钮,使二次波最终调到相应的位置。
⑷按上述方法调节好扫描速度后,始脉冲会自动移到仪器荧光屏以外。
为了验证扫描速度调整是否准确,可在阶梯试块上不同的台阶上测试其厚度。
2.2.2 板厚T>20 mm 时,用单晶直探头,晶片直径φ14-20mm。
调节步骤⑴将探头线与仪器的输出插座连接,探头的方式选择单收发方式。
⑵将探头放在CSK-ⅠA试块25mm厚的面上,找到试块的1-4次底波,调节仪器的粗调和微调旋钮,将1次波和4次波分别调到仪器扫描线的25和100处,此时按深度1∶1的扫描速度就调节好了。
超声波钢板常见缺陷的探伤方法
34:超声波钢板常见缺陷的探伤方法一、钢板常见缺陷及探伤方法钢板是由板坯轧制而成,而板坯又是由钢锭轧制或连续浇铸而成的,钢板中常见缺陷有分层、折迭、白点等,裂纹少见。
钢板中分层、折迭等缺陷是在轧制过程中形成的,因此它们大都平行于板面。
根据板厚的不同,将钢板分为薄板(小于6mm)与中厚板(中板在6~40mm之间,厚板大于40mm)。
中厚板常用垂直板面入射的纵波探伤法;薄板常用板波探伤法。
中厚板垂直探伤法的耦合方式有直接接触法和充水耦合法。
采用的探头有单晶直探头、双晶直探头或聚焦探头。
探伤钢板时,一般采用多次底波反射法,只有当板厚很大时才采用一次底波或二次底法。
二、探头与扫查方式的选择1、探头的选择包括探头频率、直径和结构形式的选择由于钢板晶粒比较细,为了获得较高的分辨力,宜选用较高的频率,一般为2.5~5.0MHz。
10~30mm。
钢板面积大,为了提高探伤效率,宜选用较大直径的,但对于厚度较小的钢板,探头直径不宜过大,因为大探头近场区长度大,对探伤不利。
一般探头直径范围为探头的结构形式主要根据板厚为确定,板厚较大时,常选用单晶探头;板厚较薄时可选用双晶直探头,因为双晶直探头盲区很小。
双晶直探头主要用于探测厚度为6~30mm的钢板。
2、扫查方式的选择根据钢板用途和要求不同,采用的主要扫查方式分为全面扫查、列线扫查、边缘扫查和格子扫查等探测范围和灵敏度调整1.探测范围调整(扫描线要求有400mm范围)δ≤80mm B5 (仪器有400mm范围)δ>80mm时B2~B5由实际情况决定,但B2以上必须出现。
2.灵敏度调整①阶梯试块法:δ≤20mm,将与工件等厚度的试块底面第一次底波高50%满幅再提高10dB②平底孔试块:δ>20mm,试块上Ф5平底孔第一次底波50%满幅。
注意:a. 试块钢板与被探钢材质相近。
b. 试块钢板不得有Ф2当量以上缺陷。
c. 试块上Ф5平底孔垂直于表面,平底孔底面与表面平行,光滑。
02钢板超声波检测操作指导书
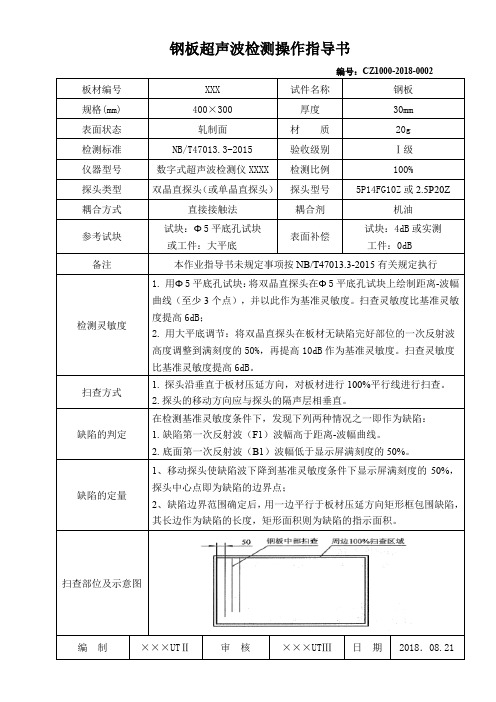
编号:CZ1000-2018-0002
板材编号
XXX
试件名称
钢板
规格(mm)
400×300
厚度
30mm
表面状态
轧制面
材质
20g
检测标准
NB/T47013.3-2015
验收级别
Ⅰ级
仪器型号
数字式超声波检测仪XXXX
检测比例
100%
探头类型
双晶直探头(或单晶直探头)
探头型号
5P14FG10Z或2.5P20Z
耦合方式
直接接触法
耦合剂
机油
参考试块
试块:Φ5平底孔试块
或工件:大平底
表面补偿
试块:4dB或实测
工件:0dB
备注
本作业指导书未规定事项按NB/T47013.3-2015有关规定执行
检测灵敏度
1.用Φ5平底孔试块:将双晶直探头在Φ5平底孔试块上绘制距离-波幅曲线(至少3个点),并以此作为基准灵敏度。扫查灵敏度比基准灵敏度提高6dB;
2.用大平底调节:将双晶直探头在板材无缺陷完好部位的一次反射波高度调整到满刻度的50%,再提高10dB作为基准灵敏度。扫查灵敏度比基准灵敏度提高6dB。
扫查方式
1.探头沿垂直于板材压延方向,对板材进行100%平行线进行扫查。
2.探头的移动方向应与探头的隔声层相垂直。
缺陷的判定
在检测基准灵敏度条件下,发现下列两种情况之一即作为缺陷:
扫查部位及示意图
编制
×××UTⅡБайду номын сангаас
审核
×××UTⅢ
日期
2018.08.21
1.缺陷第一次反射波(F1)波幅高于距离-波幅曲线。
超声波探伤理论基础知识
超声波探伤理论基础知识培训教材之理论基础第一章无损检测概述无损检测包括射线检测(RT)、超声检测(UT)、磁粉检测(MT)、渗透检测(PT)和涡流检测(ET)等五种检测方法。
主要应用于金属材料制造的机械、器件等的原材料、零部件和焊缝,也可用于玻璃等其它制品。
射线检测适用于碳素钢、低合金钢、铝及铝合金、钛及钛合金材料制机械、器件等的焊缝及钢管对接环缝。
射线对人体不利,应尽量避免射线的直接照射和散射线的影响。
超声检测系指用A型脉冲反射超声波探伤仪检测缺陷,适用于金属制品原材料、零部件和焊缝的超声检测以及超声测厚。
磁粉检测适用于铁磁性材料制品及其零部件表面、近表面缺陷的检测,包括干磁粉、湿磁粉、荧光和非荧光磁粉检测方法。
渗透检测适用于金属制品及其零部件表面开口缺陷的检测,包括荧光和着色渗透检测。
涡流检测适用于管材检测,如圆形无缝钢管及焊接钢管、铝及铝合金拉薄壁管等。
磁粉、渗透和涡流统称为表面检测。
第二章超声波探伤的物理基础第一节基本知识超声波是一种机械波,机械振动与波动是超声波探伤的物理基础。
物体沿着直线或曲线在某一平衡位置附近作往复周期性的运动,称为机械振动。
振动的传播过程,称为波动。
波动分为机械波和电磁波两大类。
机械波是机械振动在弹性介质中的传播过程。
超声波就是一种机械波。
机械波主要参数有波长、频率和波速。
波长λ:同一波线上相邻两振动相位相同的质点间的距离称为波长,波源或介质中任意一质点完成一次全振动,波正好前进一个波长的距离,常用单位为米(m);频率f:波动过程中,任一给定点在1秒钟内所通过的完整波的个数称为频率,常用单位为赫兹(Hz);波速C:波动中,波在单位时间内所传播的距离称为波速,常用单位为米/秒(m/s)。
由上述定义可得:C=λ f ,即波长与波速成正比,与频率成反比;当频率一定时,波速愈大,波长就愈长;当波速一定时,频率愈低,波长就愈长。
次声波、声波和超声波都是在弹性介质中传播的机械波,在同一介质中的传播速度相同。
超声波探伤培训大纲

超声波探伤培训大纲《超声波探伤》培训大纲一、课程的性质、目的和任务《超声波探伤》是针对报考超声波无损检测等级考试人员开设的一门培训课程。
它包括超声波探伤的物理基础,超声波探伤仪、探头及试块,超声波探伤的通用方法和基础技术,管件和焊缝超声波探伤方法及实践。
目的在于让学员掌握超声波探伤的基本知识和实践方法,了解,,/ T11345-89《钢焊缝手工超声波探伤方法和探伤结果分析》、,,/ T5777-96《无缝钢管超声波探伤检验方法》两个标准。
二、课程教学内容的基本要求、重点和难点了解超声波探伤的基本概念和范畴,掌握超声波探伤的物理基础,超声波探伤仪、探头及试块的类型、区别、用途,了解超声波探伤的通用方法和基础技术,掌握管件和焊缝超声波探伤方法及实践,了解钢焊缝和无缝钢管超声波探伤检验方法标准。
基础理论知识:第1章超声波探伤的物理基础1、波动的一般概念和超声波特性2、超声波的传播3、超声平面波在大平界面上垂直入射的行为4、超声平面波在大平界面上斜入射的行为5、聚焦和发散6、超声波的获得和超声场、超声波的绕、散射和对规则反射体的反射78、超声波的衰减第2章超声波探伤仪、探头及试块1、超声波探伤仪2、超声波探头3、超声波探伤用试块第3章超声波探伤的通用方法和基础技术1、超声波探伤方法分类及特点2、超声波探伤的基本方法3、探测条件的选择4、缺陷状况对缺陷波高的影响第4章焊缝超声波探伤1、概述2、平板对接焊缝的超声波探伤方法3、焊缝超声波探伤定位4、焊缝超声波探伤缺陷大小的测定5、焊缝超声波探伤中缺陷性质是估计6、假讯号(非缺陷讯号)的判别7、T型焊缝的超声波探伤第5章管材的超声波探伤1、管材的超声波探伤实践操作:1、仪器水平线性偏差、垂直线性偏差和灵敏度的测定2、直探头探伤实践3、斜探头探伤实践标准:一、,,/ T11345-89《钢焊缝手工超声波探伤方法和探伤结果分析》1、术语2、检验人员3、探伤仪、探头及系统性能4、试块5、检验等级6、检验准备7、仪器调整和校验8、初始检验9、规定检验10、缺陷评定、检验结果的等级分类 1112、记录与报告二、,,/ T5777-96《无缝钢管超声波探伤检验方法》1、探伤原理2、探伤方法3、对比式样4、探伤设备5、探伤条件6、探伤步骤7、结果评定8、探伤报告9、相关标准三、教学方式及学时分配序主要教学方式学时分配主要内容号第一章超声波探伤的物理基础 1 讲授 1第二章超声波探伤仪、探头及试块 2 讲授 1第三章超声波探伤的通用方法和基3 讲授2 础技术第四章焊缝超声波探伤及标准 4 讲授 1第五章管材的超声波探伤及标准 5 讲授 1仪器水平线性偏差、垂直线性偏6 1 讲授差和灵敏度的测定7 直探头探伤实践讲授 2 8 斜探头探伤实践讲授 2四、课程各教学环节的要求认真听课做好笔记,实践操作要按照老师的要求反复练习。
最新钢轨超声波探伤主题讲座课件
五、70°探头注意事项
1.重视现场探伤灵敏度调节与修正; 2.防止接头1m区域核伤的漏检; 3.根据核伤存在规律综合判伤; 4.重视倾斜性核伤的检测; 5.注意探头位置和偏角的检查; 6.重视薄弱处所的检查和校对。 根据钢轨受力特点,应特别重视有缝接头、焊缝、 曲线上股、大坡道、变坡点和道岔基本轨、鱼鳞伤 地段的检查。
六、核伤定位定量
钢轨核伤除判定伤损性质外,还应通过校对 确定它的位置、大小和深度,以便决定对钢轨 的处理。
四点定位法
校对方法
基线定位法 半波高度定位法
试块对比法
1. 四点定位法 四点法适合于仪器探测范围调节精度不高、核伤 两边都有回波的情况。它是根据探头折射角与缺 陷间形成的三角函数关系,来确定核伤位置和大 小的方法。
(3)确定核伤中心在钢轨纵向位置(0点)。 用直尺确定B点到C点的中心O1点(核伤顶端在 轨面的位置)和A点到D点的中心O2点(核伤底 端在轨面的位置),取O1到O2的中心O点,即为 核伤中心在钢轨纵向的位置。如果在ABCD四点 中,A点到B点的距离与C点到D点的距离相同, 则说明核伤垂直于轨面, O1、O2两点是重合的 ,因此核伤中心在钢轨纵向位置,可直接读取 B点到C点的中心O1点;
(3)夹板卡损波:探头距离夹板80~90mm左右时 ,仪器报警,在示波屏一、二次波交替处显示回 波,波幅稳定,这是夹板卡损引起的回波,可通 过调节探头横向位置进行判断。 (4)剥落掉块波:轨头侧面飞边或曲线内侧剥 落掉块也会引起超声波的反射,对这种异常反应 要仔细校对,防止凹凸不平水平裂纹下暗藏的核 伤,剥落严重也会引起轨头内裂。
二次波
二次波
201
二、轨端回波显示主视图 源自头9在.20探头5.在09.02-探14头.85接.0近俯1探 146视.头图48.过 1.04.6
焊缝超声波探伤操作步骤
焊缝超声波探伤操作步骤一、探头前沿长度的测量。
将探头放置在CSK—ⅠA试块上,将入射点对准R100处,找出反射波达到最高时探头到R100端部的距离。
然后用其所长100减去此段距离。
此时所得的数据就是探头的前沿距离。
按此方法连测三次,求出平均值。
二、测量探头的K值利用CSK—ⅠA试块上的φ50孔的反射角测出并用反三角函数计算出K值。
将探头对准试块上φ50横孔,找到最高回波:则有K=tgβ=(L+l-35)/30。
三、扫描速度的调节1、水平调节法:将探头对准R50、R100,调节仪器使B1、B2分别对准不平刻度,此时计算出l1、l2。
l1,l2将计算出的数据在示波屏上将B1和B2调至相对应的位置,此时水平距离扫描速度为1:1。
2、深度调节法利用CSK-ⅠA试块调节,先计算R50、R100圆弧反射波B1、B2对应的纵深d1、d2:d1,d2= 然后调节仪器使B1、B2分别对准水平刻度值d1、d2。
如K=2时,经计算d1=22.4mm、d2=44.8mm。
调节仪器使B1、B2分别对准22.4和平共处44.8,这时深度1:1就调节好了。
四、距离——波幅曲线的绘制1、将探头置于CSK-ⅢA试块上,衰减48dB,调增益使深度为10mm的φ1×6孔的最高回波达基准60%,记录此时的衰减器读数和孔深,然后分别探测其它不同深度的φ1×6孔,增益不动,调节衰减器将各孔的最高回波调至60%高,记下相应的dB值和孔深填入表中。
2、以孔深为横坐标,以分贝值为纵坐标,在坐标纸上描点绘出定量线、判废线和评定线,标出Ⅰ区、Ⅱ区、Ⅲ区,并注明所用探头的频率、晶片尺寸和K值。
3、现以T=30mm举例说明50403020101020304050D BM m五、 调节探伤灵敏度调节探伤灵敏度时,探伤灵敏度不得低于评定线,一般以2倍的壁厚处所对应的评定线dB 值,也就是说在工件60mm 处评定线所对应的分贝值。
如若还要考虑耦合补偿,补偿根据实际情况而定。
超声波探伤培训课件
ω:圆频率, ω=2πf=2π / T
φ:初相位,即t=0时质点的相位
ωt+φ:质点在t时刻的相位
简谐振动方程描述了谐振动物体在任意时刻 的位移情况。
34
质点谐振动等效图
弹簧振子的运动可以用振动图像直观地表示出来,如图2-2 所示。以横轴表示时间,纵轴表示质点位移,则振动图像 表示了振动质点的位移随时间变化的规律。
超声检测在船舶行业的典型应用
典型应用
原材料、零部件 焊接接头
钢板、钢锻件、铝及铝合金板材 、钛及钛合金板材、复合板、无 缝钢管、钢螺栓、坯件、锻件、 棒材、铸件等。
钢制对接接头(包括管座角焊缝 、T型焊接接头,支撑件和结构件 )钛及钛合金、铝及铝合金对接 接头、T、K、Y管节点焊缝。
在用设备
原材料、零部件、对接接头等
• 1915年,M.Constantin Chilowsky 为探测潜艇提出方 案——声波测距,后来Paul Langevin利用石英压电 换能器可探测1500米远的潜艇。
• 1929年,苏联的S.Y.Sokolov 和德国的Q.Muhlhauser 首先提出用超声波以穿透法来寻找金属中隐藏的不连 续性。
周期和频率互为倒数关系,即 T=1/f
也是描述质点振动快慢的物理量
例如:人说话的频率为200 Hz,则声带的振动周 期为:T=1/200=0.005s
(3)振幅A 振动物体离开平衡位置的最大距离,叫做 振动的振幅,用A表示。
32
三. 谐振动
1.定义:在没有任何阻力影响的情况下,质点振动的振 幅和频率始终保持不变的振动。(动力学) 可定义为位移随时间的变化符合余弦(或正弦)规律 的振动(运动学)
洋工程、金属结构件等)
超声波探伤讲义(内部培训资料)
超声波探伤是利用超声波在物质中的传播、反射和衰减等物理特性来发现缺陷的一种探伤方法。
与射线探伤相比,超声波探伤具有灵敏度高、探测速度快、成本低、操作方便、探测厚度大、对人体和环境无害,特别对裂纹、未熔合等危险性缺陷探伤灵敏度高等优点。
但也存在缺陷评定不直观、定性定量与操作者的水平和经验有关、存档困难等缺点。
在探伤中,常与射线探伤配合使用,提高探伤结果的可靠性。
超声波检测主要用于探测试件的内部缺陷。
1、超声波:频率大于20KHZ的声波。
它是一种机械波。
探伤中常用的超声波频率为0.5~10MHz,其中2~2.5MHz被推荐为焊缝探伤的公称频率。
机械振动:物体沿着直线或曲线在某一平衡位置附近作往复周期性的运动,称为机械振动。
振幅A、周期T、频率f。
波动:振动的传播过程称为波动。
C=λ*f2、波的类型:(1)纵波L:振动方向与传播方向一致。
气、液、固体均可传播纵波。
(2)横波S:振动方向与传播方向垂直的波。
只能在固体介质中传播。
(3)表面波R:沿介质表面传播的波。
只能在固体表面传播。
(4)板波:在板厚与波长相当的薄板中传播的波。
只能在固体介质中传播。
3、超声波的传播速度(固体介质中)(1) E:弹性横量,ρ:密度,σ:泊松比,不同介质E、ρ不一样,波速也不一样。
(2)在同一介质中,纵波、横波和表面波的声速各不相同 CL >CS>C R钢:CL =5900m/s, CS=3230m/s,CR=3007m/s4、波的迭加、干涉、衍射⑴ 波的迭加原理当几列波在同一介质中传播时,如果在空间某处相遇,则相遇处质点的振动是各列波引起振动的合成,在任意时刻该质点的位移是各列波引起位移的矢量和。
几列波相遇后仍保持自己原有的频率、波长、振动方向等特性并按原来的传播方向继续前进,好象在各自的途中没有遇到其它波一样,这就是波的迭加原理,又称波的独立性原理。
⑵ 波的干涉两列频率相同,振动方向相同,位相相同或位相差恒定的波相遇时,介质中某些地方的振动互相加强,而另一些地方的振动互相减弱或完全抵消的现象叫做波的干涉现象。
超声波探伤理论基础知识
培训教材之理论基础第一章 无损检测概述无损检测包括射线检测(RT)、超声检测(UT)、磁粉检测(MT)、渗透检测(PT)和涡流检测(ET)等五种检测方法。
主要应用于金属材料制造的机械、器件等的原材料、零部件和焊缝,也可用于玻璃等其它制品。
射线检测适用于碳素钢、低合金钢、铝及铝合金、钛及钛合金材料制机械、器件等的焊缝及钢管对接环缝。
射线对人体不利,应尽量避免射线的直接照射和散射线的影响。
超声检测系指用A型脉冲反射超声波探伤仪检测缺陷,适用于金属制品原材料、零部件和焊缝的超声检测以及超声测厚。
磁粉检测适用于铁磁性材料制品及其零部件表面、近表面缺陷的检测,包括干磁粉、湿磁粉、荧光和非荧光磁粉检测方法。
渗透检测适用于金属制品及其零部件表面开口缺陷的检测,包括荧光和着色渗透检测。
涡流检测适用于管材检测,如圆形无缝钢管及焊接钢管、铝及铝合金拉薄壁管等。
磁粉、渗透和涡流统称为表面检测。
第二章 超声波探伤的物理基础第一节 基本知识超声波是一种机械波,机械振动与波动是超声波探伤的物理基础。
物体沿着直线或曲线在某一平衡位置附近作往复周期性的运动,称为机械振动。
振动的传播过程,称为波动。
波动分为机械波和电磁波两大类。
机械波是机械振动在弹性介质中的传播过程。
超声波就是一种机械波。
机械波主要参数有波长、频率和波速。
波长λ:同一波线上相邻两振动相位相同的质点间的距离称为波长,波源或介质中任意一质点完成一次全振动,波正好前进一个波长的距离,常用单位为米(m);频率f:波动过程中,任一给定点在1秒钟内所通过的完整波的个数称为频率 ,常用单位为赫兹(Hz);波速C:波动中,波在单位时间内所传播的距离称为波速,常用单位为米/秒(m/s)。
由上述定义可得:C=λ f ,即波长与波速成正比,与频率成反比;当频率一定时,波速愈大,波长就愈长;当波速一定时,频率愈低,波长就愈长。
次声波、声波和超声波都是在弹性介质中传播的机械波,在同一介质中的传播速度相同。