谷氨酸生产废水的治理工程实例
谷氨酸发酵液清洁生产新工艺
谷』 离母 一 缩 L液 蛋 氨分—液浓- 液 白 产 _ 体
l l l l
1 技 术特 点 :在 味精生 产过 程 中将 高浓度 有 机 . 3 废 水 进 行 有 效 处 理 , 过 综 合 利 用 , 产 出 副 产 通 生 品 饲 料 蛋 白粉 、 固体 硫 酸 铵 和 液 体蛋 白 , 浓度 高
热 稳 定性 和便 于清 洗 、 消毒 及 再 生处 理 等独 特 优
点。
1 . 连续 等 电点 法 就是 经 浓缩 后 的谷 氨 酸超 滤 .2 3 清 液连 续 加入 等 电罐 中 ,同时加 入 硫 酸调 p 至 H
盐 的废水 , 蒸 发器 浓 缩 , 发部 分 水 , 其 达 到 经 蒸 使
有机 废水 实现 零排 放 。 1 . 通过 全 自动化 生 产线 将 谷 氨酸 发酵 液 进行 .1 3
膜 , 借 各 组 分 在 膜 中传 质 的选 择 性 差 异 , 多 凭 对 组 分流 体物 质进 行分 离 、 分级 、 提纯 和浓 缩 。
11 运 用多效 蒸发 器进 行 超滤 清液 的浓 缩 .2 .
燥 机 中脱 水 干 燥 , 振 筛 筛 选 , 经 出来 的蛋 白粉 成
维普资讯
第3 6卷 第 3期
厂+ 。 。 。 。 。 + + +
20 年6 07 月
发 酵 科 技 通 讯
+ + + + + + + +
为 主要原 料 , 过 发酵 、 通 提取 、 精制 等 工 艺 生产 味 精 。其 主要 工艺 流程 如下 :
l l l l 广硫 铵 体 料 一 酸 固肥
体 与超 滤 清液分 离 开来 膜 分 离 技 术 根 据 分 离 效 果 及 作 用 方 式 大致 分 为微 滤 ( M 、 滤 ( 、 滤 ( 、 渗 透( O 、 超 U 纳 N 反 R ) 气体 分 离( P 、 透蒸 发 (V 、 析 ( L和 电 渗析 G )渗 P )渗 D) ( D 等 。它是 以外 界 能量 为推 动 力 , 高 分 子 薄 E ) 用
制药废水处理工程案例

制药废水处理工程案例发表时间:2017-12-06T10:53:46.707Z 来源:《基层建设》2017年第25期作者:吴姗蔚曾志根郭建军叶伟华[导读] 摘要:采用“溶气气浮+水解酸化+接触氧化+MBR膜+臭氧”组合处理工艺,治理某制药企业的生产废水,最终实现CODCr去除率达95%以上,出水稳定达标,产生污泥量少。
广州粤康环保工程有限公司广东省广州市 510000摘要:采用“溶气气浮+水解酸化+接触氧化+MBR膜+臭氧”组合处理工艺,治理某制药企业的生产废水,最终实现CODCr去除率达95%以上,出水稳定达标,产生污泥量少。
关键词:制药废水;水解酸化+接触氧化工艺;MBR膜;工程实例一、概述某制药有限公司是一家以生产中成药制剂、化学药品制剂和保健产品为主的制药企业。
产生的废水主要为中成药制剂、保健产品、化学药品制剂生产车间产生的生产废水。
主要污染物为:pH、CODCr、BOD5、悬浮物(SS)、氨氮、色度等。
该制药企业需要建设自己的污水处理站,对企业的生产废水进行处理,以满足环境保护的要求。
二、工艺流程设计2.1 进出水水质设计参考企业项目实际情况、结合相关文件,并综合考虑公司今后的发展,确定废水处理站的规模为1000m3/d(即50m3/h,每天运行20h)。
设计进水水质指标:CODCr为2000mg/L,BOD5为750mg/L,SS为600mg/L,氨氮为30mg/L,pH为6~9。
该制药企业废水处理出水执行《中药类制药工业水污染物排放标准》(GB21906-2008)新建企业水污染物排放限值、《提取类制药工业水污染排放标准》(GB21905-2008)新建企业水污染物排放浓度值、《混装制剂类制药工业水污染排放标准》(GB21908-2008)新建企业水污染物排放浓度值和广东省地方标准《水污染物排放限值》(DB44/26-2001)第二时段一级标准四者中最严者。
具体执行标准:CODCr≤60mg/L,BOD5≤15mg/L,SS≤15mg/L,氨氮≤8 mg/L。
垃圾渗滤液处理技术及工程实例

垃圾渗滤液处理技术及工程实例垃圾渗滤液是指由垃圾堆场中的雨水与垃圾渗出液混合形成的一种含有有机物、重金属、氨氮等污染物的液体。
垃圾渗滤液对环境造成的污染十分严重,因此需要采取合适的处理技术来降低其对环境的影响。
本文将介绍几种常用的垃圾渗滤液处理技术,并给出相应的工程实例。
一、生物反应器处理技术生物反应器是一种利用微生物降解有机物的装置,常用于处理含有有机物的废水。
垃圾渗滤液中的有机物含量较高,因此生物反应器技术可以有效地去除垃圾渗滤液中的有机污染物。
例如,某垃圾处理厂采用了生物反应器处理垃圾渗滤液的工程实例。
在该工程中,通过将垃圾渗滤液引入生物反应器中,利用生物降解作用将有机物转化为无机物,从而达到净化垃圾渗滤液的目的。
二、物理化学处理技术物理化学处理技术是指利用物理和化学方法来去除垃圾渗滤液中的污染物。
常用的物理化学处理技术包括絮凝、沉淀、吸附等。
例如,某垃圾填埋场采用了絮凝-沉淀工艺处理垃圾渗滤液的工程实例。
在该工程中,通过加入絮凝剂使垃圾渗滤液中的悬浮物聚集形成絮凝体,然后通过沉淀将絮凝体与垃圾渗滤液分离,从而达到净化垃圾渗滤液的目的。
三、膜分离技术膜分离技术是指利用特殊的膜材料对垃圾渗滤液进行分离和过滤的技术。
常用的膜分离技术包括微滤、超滤、逆渗透等。
例如,某垃圾焚烧发电厂采用了逆渗透膜技术处理垃圾渗滤液的工程实例。
在该工程中,通过逆渗透膜的作用,将垃圾渗滤液中的水分从含有污染物的溶液中分离出来,从而达到净化垃圾渗滤液的目的。
四、生物滤池技术生物滤池技术是指利用生物滤池对垃圾渗滤液进行处理的技术。
生物滤池是一种利用微生物对有机物进行降解的装置。
例如,某垃圾处理中心采用了生物滤池技术处理垃圾渗滤液的工程实例。
在该工程中,通过将垃圾渗滤液引入生物滤池中,利用生物滤池内的微生物对有机物进行降解,从而达到净化垃圾渗滤液的目的。
垃圾渗滤液处理技术包括生物反应器技术、物理化学处理技术、膜分离技术和生物滤池技术等。
味精废水的处理

味精废水的处理味精行业是我国发酵工业的主要行业之一,自20世纪80年代开始进入高速发展阶段,2010 年味精总产量高达256万t,2011年味精行业规模以上企业味精总产量为万t,比2010年的256万t有所下降,2012年为万t,比2011年增长了%,其中山东味精产量占50%左右,废水排出量约为×105万t1;味精废水作为一种难处理的高浓度有机废水,直接排放严重污染环境,如何对其进行经济有效的处理,是众多味精生产厂家所面临的重要问题;1 味精废水简介味精废水的来源及水质特点目前,我国味精行业通常以大米、淀粉、糖蜜为主要原料,通过糖化和发酵,经分离提取谷氨酸,再精制获得味精产品谷氨酸钠;在味精生产过程中,废水的主要来源见图1;图1.味精废水来源由图1可知,味精废水的来源包括制糖车间的淘米水、滤布洗涤水,发酵车间的洗罐废水与冷却水,提取车间的离交废水与反冲洗水,精制车间的精制废水以及各车间的冲洗水等;在味精生产过程中,发酵母液是主要污染源;由于谷氨酸的提取工艺和所用的原料不同,排放的废水水质也有所差别,但大多具有“五高一低”的特点,即SS高、COD高、BOD5高、NH4+-N高、硫酸盐高、pH值低表1;其中,离交废水与洗罐废水属于高浓度有机废水,COD、NH4+-N浓度高达数万mg/L;淘米水、滤布洗涤水、精制废水与各车间冲洗水为中浓度废水,COD为1000~3000 mg/L,氨氮为数百mg/L;而冷却水等属于低浓度废水,COD≤150 mg/L2;味精废水的危害由于味精废水往往具有较强的酸性,若不加处理就大量排放,势必会改变水体的pH值,从而污染环境、影响农作物生长、危害渔业生产;高COD、BOD的主要原因是谷氨酸、残糖、SS与氨氮所致,如不经处理直接排放会引发环境问题,破坏生态平衡;味精废水中的大量有机物和含非蛋白氮、硫的无机物,非常适合微生物生长,而有害于除反刍动物及个别动物如兔以外其他的生物包括江河湖泊的鱼虾,同时也直接伤害了引用该水源的人类本身,通过破坏水中动物生态平衡,有进一步造成对环境水源水质的严重损害;污染严重的河段,水的颜色发黑,味道发臭;2 味精废水处理现状对于味精废水,目前主要采用物化法和生物法处理;物化法包括絮凝沉淀、离心分离,蒸发浓缩等,一般用于预处理工程;生物法包括发酵生产饲料酵母、厌氧生物处理、好氧生物处理、厌氧-好氧生物处理等,一般用于主体处理工程;此外,在味精废水的资源化以及综合利用方面也有一定的研究;物理化学方法(1)离心分离技术离心分离3是利用废水中有机物质与水的密度差,通过离心达到固液分离以回收味精废水中菌体蛋白的方法,该法多与蒸发浓缩法一起使用,以回收味精废水中的蛋白饲料;该技术在西方一些发达国家已有成套设备;福州味精厂采用该法处理味精废水,可得到含粗蛋白75%以上、含粗脂肪3%~4%、灰分<5%的菌体蛋白SCP陶涛等,2002;但是由于谷氨酸菌体小,必须用高速离心机才能进行离心分离,导致该方法投资较大,运行能耗高;2絮凝沉降技术絮凝沉淀是在味精废水中直接加入铝、铁系无机絮凝剂和高分子絮凝剂,使废水中的菌体和高分子物质聚结沉淀;为了得到更好的效果,一般是将无机絮凝剂与有机絮凝剂结合使用; 该方法的弊端是絮凝剂的加入会对水质产生一些副作用,引起二次污染3;钱鸣4采用国际上权威机构确认为食品级添加剂的WPS-3混凝剂进行味精废水处理,可去除废水中%的CODCr 、% SS、28%NH3-N,混凝回收的副产品菌体蛋白可作为饲料添加剂,符合国家有关的行业标准;黄民生5等采用聚丙烯酸钠作为主要混凝剂、木质素作为助凝剂、天然沸石作为吸附剂预处理味精浓废水,取得了十分好的效果;预处理过程对 COD、SS、硫酸根的去除率分别达到69%、91%和43%;詹德昊6等用普鲁兰混凝剂对味精废水进行预处理研究,得出此混凝剂具有安全无毒、可生物降解、对环境和人类健康无害、投药量省、混凝效果好、沉降速度快、排泥耗水率低等特点,且对味精废水具有较好的浊度、COD 和SS去除率,适用的pH值范围宽,最佳pH值为2~ 4,处理稀释后的味精废水不需调节pH值;3加热沉淀技术将废液加热到一定温度,促使蛋白质变性后,再加入助滤剂过滤得SCP,SCP 中粗蛋白质量分数高于50%,可作为饲料添加剂;该方法缺点是能耗太大,而且不能进行连续生产3;4膜分离法处理味精废水时主要采用的膜分离法为电渗析法和超滤法;膜技术不仅可以去除废水中的菌体,还可以很好地截留菌体,经处理后综合利用,同时降低了后继工序的负荷,而且处理后的水也可以达到回用指标;该方法缺点为投资过大,膜处理设备还存在着膜清洗、堵塞等问题,后续维护工作也会增加成本3;钱学玲7等用电渗析-BAR厌氧生物反应器对味精废水进行处理,结果表明用电渗析法能有效去除经预处理后的味精废水中的氯离子,CODCr的去除率可达90%以上;王焕章、赵亮3采用超滤法去除废水中的菌体和大分子蛋白等成分,并将其回收制成蛋白再利用;经过处理的废水,其SS的去除率可达99%以上,COD的去除率约为30%,从而较好减Cr轻了生物法的处理负荷,同时回收的蛋白还可综合利用;生物法(1)酵母发酵法利用味精废水中丰富的有机物质,通过发酵制取饲料酵母等单细胞蛋白的方法;该法不但能有效去除废水中的大量有机物,而且制得的单细胞蛋白氨基酸组分齐全,含有多种维生素,营养价值很高;浙江省某味精厂采用该法处理高浓度离交废水,进水COD为23700~26300 mg/L,经酵母发酵去除菌体后,废水COD降为6930~7000 mg/L,COD去除率为75~80%金新梅,2003;2好氧生物处理技术目前国内研究较多的味精废水的好氧生物处理技术有:活性污泥法、生物转盘法和生物接触氧化法;近年来,好氧颗粒污泥技术备受关注,其独特的结构为其进行废水处理提供了明显的优势;王震8等以厌氧颗粒污泥为接种污泥,采用人工模拟味精废水在SBR反应器内培养好氧颗粒污泥,35d后颗粒污泥成熟,反应器对COD 和氨氮的去除率分别高于95% 和99 %,处理效果相对不错;但该方法存在一个很大的问题,味精废水中有机物质量浓度高,在进行好氧生物处理时往往需要消耗大量的水来对其稀释,增加了处理的成本,所以该方法一般更适合于处理低质量浓度有机废水,通常作为味精废水的最终处理技术,保证出水达标;孙剑辉9等采用SBR法处理碱法草浆造纸废水和稀释后的味精废水,废水中的有机2-对SBR 污染物得到高效降解,COD的去除率分别达80%和90% 以上,高浓度的SO4处理系统无影响;3厌氧生物处理技术相对好氧生物处理技术来说,厌氧生物处理技术更适用于处理高质量浓度有机废水,它具有容积负荷高、处理效果稳定、产泥量少、投资省等优点,且可以回收能量5;厌氧生物处理在处理高浓度有机废水方面已取得了良好的效果和经济效益,采用厌氧生物处理法处理高浓度味精废水费用低,但不能彻底解决味精废水中的SO42-问题;丁忠浩10等用上流式厌氧污泥床处理味精废水得出了UASB反应器的最佳运行参数,建议UAS反应器的运行参数为:进料COD5000mg/ L,容积负荷10~ 15kgCOD/m3d,COD 去除率80%,操作温度为 38±1℃;郝晓刚、李春11采用屠宰废水培养的颗粒污泥接种启动中温35±1 ℃USAB反应器处理味精—卡那霉素混合废水,COD去除率为75% ~ 80% ,进水COD/ SO42-可低至4~ 5;4其他生物法黄晓12等采用以HCRHigh Performance Compact Reactor为核心的好氧生物处理接触氧化法为主工艺处理南宁味精厂生产废水,结果表明经整个工艺处理后味精废水中的COD25000mg/L,可降至400mg/L左右,总去除率为93%~98%平均为95%以上,具有良好的去除效果;许玉东13的研究表明味精废水在进行回收菌体蛋白的预处理后,采用两相UBF-SBR处理工艺是行之有效的,经两相UBF反应器处理后,出水再经SBR好氧处理,COD去除率可达70%;余若黔14等研究得出低氮异养小球藻在经过一定时间的适应后可快速去除味精废水中的 NH4-N,单位藻体去除NH4+ -N比例为4715mg/ g;白晓慧15采用悬挂鼠笼式湍动竹球填料的改进AB法工艺处理味精废水,试验结果表明,COD去除率>90%,NH-N去除率> 85%,处理过程中剩余污泥排放量极少;3味精行业废水资源化利用按照味精资源化利用方式,对资源化利用途径进行分类,直接提取有价值资源、发酵资源化利用、生产有机无机肥、生物工业资源化利用、配置真菌液体培养基等;然而,味精废水资源化的实现是一项复杂的系统工程,还涉及到很多因素的限制,比如设备设计、工艺研发、综合示范等;全国范围内味精行业可以因地制宜,根据地域特性,开展味精废水资源化综合利用模式1;3 主要工艺流程混凝预处理、厌氧处理、好氧处理、厌氧氨氧化Anaerobic Ammonium Oxidation ,Anammox 脱氮工艺等四位一体工艺16图2.主体处理工艺流程通过该工艺对味精废水处理研究结果表明:通过絮凝预处理后的废水浓缩效率-N和COD 高,沉淀污泥的脱水性能优于普通“铝泥”;运行稳定后,处理后出水NH3的去除率达到了96% 以上,出水NH-N及COD浓度变化范围稳定在12 mg/L~17.379 mg/L 和54 mg/L~126 mg/L,满足味精工业污染物排放标准 GB 19431 -2004; 超滤UF和纳滤NF系统相结合作为生化前的预处理17图3.膜分离-SBR法工艺流程表1为废水处理结果,可见,膜分离与 SBR 生化技术相结合,具有工艺先进、性能稳定等特点,处理高浓度味精废水,可稳定达到国家污水综合排放标准;表1.废水处理结果 mg/L4 展望1从多年的生产、试验和研究结果看来,单独采用某一种方法治理难以达到满意的效果;在味精废水的治理中,必须根据生产的工艺、废水的水质水量、当地的环境以及回收利用的情况,联合采用物理的、化学的以及生物的方法,并进行优化组合,方可实现味精废水的综合治理;2要彻底地治理味精废水造成的污染,清洁生产和综合利用是发展的趋势;一方面,必须改进味精生产工艺现状,积极探索研究新工艺、新方法,大力推广清洁生产,从源头上遏制污染的产生;另一方面,对产生的味精废水必须处理和利用相结合,尽可能提取废水中有用物质,实现经济效益和环境效益的双丰收;参考文献1 李红光.味精生产废水综合治理及资源化J.环境科学研究,1991 4 : 55-8.1 李文锋,崔兆杰,韩峰.味精行业废水资源化利用研究现状及展望J.再生利用,2014,712 : 34-38.2 谢作甫.味精废水综合处理的研究1D.3 陈宝玉,李小风.味精生产废水处理技术的研究进展J.环境保护工程,2013,315 : 135-137.4 钱鸣.味精厂废水处理初探J.环境科学与技术,1999,4 : 37-39.5 陈莉娥,周兴求,伍健东.味精生产废水处理技术研究进展J.四川环境,2003,226:20-24.6 詹德昊,芦秀青,陶涛,等.普鲁兰预处理高浓度味精废水实验研究J.给水排水,2001,271:39-42.7 钱学玲,等.电渗析法处理味精废水J.上海交通大学学报,2000,34 11 : 1583 - 1585.8 王震,何青,赵晴,等.好氧颗粒污泥技术用于味精废水处理的研究J.中国给水排水, 2012,285:1-4.9 孙剑辉,崔延瑞,孙瑞霞.SBR法处理碱法草浆造纸废水和味精废水J.中国给水排水,2000,1610:10-12.10 丁忠浩,等.用上流式厌氧污泥床处理味精废水的研究J.环境科学技术,2002,25 4 : 30-31.11 郝晓刚,等.味精-卡那霉素混合废水的厌氧生物处理J.化工环保,1999,19 3 : 168 - 171.12 黄晓,等. HCR反应器处理南宁味精厂废水J .中国给水排水,2002,18 8 : 46 - 48.13 许玉东.味精废水处理工艺设计J.环境工程, 2002, 20 3:18-20.14 余若黔,等.低氮异养小球藻对氨氮的去除及其成分变化J.华南理工大学学报自然科学版,2000,28 8 :11 -15.15 白晓慧.改进AB法处理味精废水的中试研究 J.中国给水排水,2000,16 11 : 19 - 22.16 周岩枫,张福贵,李露.味精废水处理工艺及运行的研究 J.环境科学与管理,2014,39 10 : 106-109.17 程长平,田浩,等.膜分离技术在味精废水处理中的应用J.发酵科技通讯,2010,39 3 :35-38.。
谷氨酸的发酵和提取工艺综述

⾕氨酸的发酵和提取⼯艺综述综述:⾕氨酸的发酵与提取⼯艺第⼀部分⾕氨酸概述⾕氨酸⾮⼈体所必需氨基酸,但它参与许多代谢过程,因⽽具有较⾼的营养价值,在⼈体内,⾕氨酸能与⾎氨结合⽣成⾕氨酰胺,解除组织代谢过程中所产⽣的氨毒害作⽤,可作为治疗肝病的辅助药物,⾕氨酸还参与脑蛋⽩代谢和糖代谢,对改进和维持脑功能有益。
另外,众所周知的⾕氨酸钠盐即味精有很强烈的鲜味,是重要的调味品。
1996、1997、1998年味精年产量分别为55.0万吨、56.64万吨、59.03万吨。
尽管如此,我国⼈均年消耗味精量还只有400g左右,⽽台湾省已达2000g。
因此,中国将是世界上最⼤的潜在味精消费市场,也就是说,味精⽣产会稳步发展。
这也意味着⾕氨酸的⽣产不断在扩⼤[1]。
⾕氨酸⽣产⾛到今天就⽣产技术⽽⾔已有了长⾜进步,⽆论是规模还是产能都今⾮昔⽐,与此同时各⼚家还在追求完美, 这是⾏业进步的动⼒,也是⽣存之所需。
实际上⽣产⼯艺是与时俱进的,没有瑕疵的⼯艺是不存在的。
如:配⽅及提取⽅法现在是多种多样,有单⼀⽤纯⽣物素的,也有⽤⽢蔗糖蜜加纯⽣物素的, 还有加⽟⽶浆⼲粉或麸⽪⽔解液及⾖粕⽔解液等等;提取⽅法有:等电-离交、等电-离交-转晶、连续等点-转晶等等[2]。
本综述简述⾕氨酸⽣产的流程及发酵机制,着重介绍⾕氨酸的提取⼯艺。
第⼆部分⾕氨酸⽣产原料及其处理⾕氨酸发酵的主要原料有淀粉、⽢蔗糖蜜、甜菜糖蜜、醋酸、⼄醇、正烷烃(液体⽯蜡)等。
国内多数⾕氨酸⽣产⼚家是以淀粉为原料⽣产⾕氨酸的,少数⼚家是以糖蜜为原料进⾏⾕氨酸⽣产的,这些原料在使⽤前⼀般需进⾏预处理。
(⼀)糖蜜的预处理⾕氨酸⽣产糖蜜预处理的⽬的是为了降低⽣物素的含量。
因为糖蜜中特别是⽢蔗糖蜜中含有过量的⽣物素,会影响⾕氨酸积累。
故在以糖蜜为原料进⾏⾕氨酸发酵时,常常采⽤⼀定的措施来降低⽣物素的含量,常⽤的⽅法有以下⼏种:(1)活性炭处理法; (2)⽔解活性炭处理法;(3)树脂处理法。
谷氨酸生产工艺流程

谷氨酸生产工艺流程谷氨酸是一种重要的氨基酸,具有多种生物学功能,广泛应用于食品、医药、化工等领域。
下面是谷氨酸的生产工艺流程。
1. 淀粉水解首先将淀粉加入水中进行水解,可采用传统的酸水解或者酶水解方法。
酸水解需要在酸性条件下进行,通过加入酸性物质(如盐酸)降低溶液的pH值,使淀粉分子链断裂,形成果糖和葡萄糖。
酶水解则是通过添加淀粉酶,使淀粉分子链断裂。
2. 发酵将水解后的淀粉溶液转移到发酵罐中,加入适量的谷氨酸生产菌株,如谷氨酰转氨酶阳性菌株或谷氨酸合成菌株。
发酵条件需要控制在合适的温度、pH值和营养物质供给下,促进菌株的生长和谷氨酸的合成。
此外,发酵过程中还要进行通气,提供菌株所需的氧气。
3. 提纯发酵结束后,将发酵液进行提纯。
首先将发酵液进行离心或者过滤,除去固体颗粒。
然后,通过酸碱调节和溶剂萃取等方法,将固液分离,得到谷氨酸的提纯液。
提纯液中还可能存在杂质,可以通过活性炭吸附或离子交换树脂吸附等方法去除。
4. 结晶将谷氨酸的提纯液进行结晶处理。
首先,在适当的温度下加入结晶剂,如酒精或乙醇,使谷氨酸分子互相结合形成结晶。
然后,通过过滤或离心等方法,将结晶分离出来。
5. 干燥将分离出的谷氨酸结晶进行干燥处理,除去水分。
可以采用真空干燥、喷雾干燥或者冷冻干燥等方法,在适当的温度下蒸发水分,得到干燥的谷氨酸成品。
6. 包装将干燥的谷氨酸成品进行包装,通常使用塑料袋、铝箔袋或者纸盒等包装材料,保护谷氨酸的质量和稳定性。
包装后,进行质量检验,确保谷氨酸成品符合相关标准。
以上就是谷氨酸的生产工艺流程。
整个工艺包括淀粉水解、发酵、提纯、结晶、干燥和包装等环节,通过合理控制各个步骤的条件和参数,可以有效提高谷氨酸的产量和质量,满足市场需求。
同时,在生产过程中还要注意环保和安全,做好废水、废气和废弃物的处理与排放。
氨基酸废水处理技术的研究进展
人们 认识 膜现 象 已有 2 0多年 的历 史 , 一 张 0 第 商 品膜 的 出现 至今 已有 4 0多年 。膜 技术 由于高 效 、
出料 C D值 小 于 10mg・ ~, O 0 L 达到 排放 标 准 , 同时 得 到描 述 设 备 特 性 的 经 验 模 型 。赵 瑞 华 等 用 电 渗 析法 对模 拟 的 L一谷 氨 酸 废 水 进 行 了分 详 细评 述 , 认为生物 法是 解决我 国氨基 酸废水 污染 的最终 出路 , 同时 提出将 三维 电极 电化学法 应
用 于氨基 酸废 水的处理 , 具有 重要 的理论意义和实际 的应用价 值。
关 键 词 : 基 酸 废 水 ; 理 技 术 ; 究 进 展 氨 处 研 中 图 分 类 号 : 73 X 0 文献标识码 : A 文 章 编 号 :0 6—87 (0 6 0 —0 6 10 36 2 0 2 0 3—0 J 4
在化工 、 药 、 品等 行业 生 产 中 , 常 排 放 出 制 食 经 大量含 氨基 酸 的废水 , 种废 水呈 酸性 , 使水 的酸 这 将 性 发生 变化 , 水体 的 自净 能力 降低 , 中的微生 物生 水
长受到 阻碍 , 重 污 染 环境 。并 且 氨基 酸是 蛋 白质 严
电渗 析是 利 用 膜 的选 择 透 过 性 , 电场 为 推 动 以
维普资讯
氨基酸 和生物资源
20 2 ( )6 6 0 6,8 2 :3~ 6
A n cd mio A i s& Bit s u c s o i Re o re c
氨 基 酸 废 水 处 理 技 术 的研 究进 展
李 良红 ,陈 武 梅 平 一 ,
广东 水处理 工程案例
广东水处理工程案例在广东,水处理工程案例丰富多样,下面将针对一些典型案例进行详细的介绍。
1.广东省东莞市某厂的废水处理工程该厂是一家化工企业,生产过程中产生大量的废水,对环境造成了污染。
为了满足环保要求,该厂进行了废水处理工程的建设。
该工程采用了生物处理技术,通过厌氧、好氧处理等环节,使废水中的有害物质得到有效降解和净化。
该工程的投入使用后,厂区的废水排放符合国家环保标准,进一步保护了周边的水资源。
2.广东省佛山市南海区某小区的污水处理工程该小区的污水问题一直困扰着小区居民,致使小区环境脏乱差。
为了改善居民生活环境,小区物业决定进行污水处理工程。
该工程采用了物理化学处理和生物处理相结合的方式,通过格栅过滤、污泥沉淀、曝气等工艺流程,有效去除了污水中的固体悬浮物、有机物和细菌等有害物质。
经过该处理工程,小区的污水进一步净化,杜绝了污水外溢和臭味扩散等问题,大大提升了小区环境品质。
3.广东省惠州市龙门县某中学的雨水收集利用工程该中学位于龙门县偏远地区,水资源紧缺,为了解决用水问题,学校进行了雨水收集利用工程的建设。
该工程通过建设雨水收集器、雨水贮水池及净化处理系统,实现了对大面积学校建筑雨水的收集和灌溉用水的回收利用。
该工程的成功实施不仅解决了学校的用水问题,还为学生提供了一个环保的水资源利用示范。
4.广东省汕头市潮阳区某化工园区的酸碱废水中和处理工程该园区内的一家化工厂,其生产过程中产生了大量的酸碱废水,对环境造成了严重的污染。
为了治理这一问题,该园区进行了酸碱废水中和处理工程的建设。
该工程采用了酸碱中和工艺,通过投加中和剂将酸碱废水中的有害物质中和为中性物质,使废水处理后达到环保要求。
经过该工程的运行,该园区的酸碱废水得到了有效处理,大大减轻了对周边水环境的污染压力。
总结:广东省的水处理工程案例涵盖了废水处理、污水处理、雨水收集利用和酸碱废水中和处理等多个方面。
这些工程的建设不仅有效解决了水资源的污染和短缺问题,还为广东的可持续发展提供了有力支持。
味精工业废水
味精工业也是我国发酵工业中的最大污染源之一,每吨味精产品产生高浓度废水15吨左右。
味精工业废水的处理方法主要有物理-化学法和生物法。
(1) 物理-化学法物化方法包括高速离心、絮凝沉降、膜分离(超滤、反渗透)等方法。
在以前,物化处理方法一般局限于味精废水的预处理,如提取谷氨酸菌体。
① 高速离心法高速离心法是以离心机为主要设备,通过离心机的高速运转,使离心加速度超过重力加速度的成百上千倍,而使沉降速度增加,以加速药液中杂质沉淀并除去的一种方法。
离心主要用于分离谷氨酸菌体。
目前通常采用进口蝶片离心机进行高速离心分离菌体。
该法多与蒸发浓缩法一起使用,以回收味精废水中的蛋白饲料。
即通过离心分离把废液分离成滤液和滤渣,再通过多效负压蒸发器把滤液浓缩到含水率为45%左右,蒸发器的二次蒸气通过压缩后再作为蒸发器的热源。
冷凝水用于进料的预热并回用于生产,将滤渣和滤液浓缩后的固体经造粒、烘干、筛选,最终做成成品肥料。
高速离心机尚依赖进口,面临的主要问题是投资较大,运行能耗高。
② 絮凝沉降法絮凝是一种广泛使用的水处理技术,在给水、废水处理中均发挥着十分重要的作用。
影响絮凝效果的因素有絮凝剂(种类和用量)、操作条件(pH值,温度等)以及反应器设计等。
味精废水COD含量很高,絮凝沉淀一般作为整个处理流程的前处理单元,用来除去一部分COD,为后续处理(如膜分离、生物处理)减轻负荷。
常用的絮凝剂分为无机絮凝剂和有机絮凝剂两大类,无机絮凝剂包括常见的铁盐、铝盐絮凝剂,在味精废水处理过程中,无机絮凝剂很少单独使用,一般均作为助凝剂,与有机絮凝剂配合使用;pH对于有机絮凝剂影响较大,选择絮凝剂时应重点考虑。
③ 膜分离法膜分离方法有常温操作、能耗低、占地少和操作方便等优点,也符合味精废水资源再生的要求,已逐步在味精废水处理中发挥着越来越重要的作用。
超滤是一种压力推动的膜分离方法,利用超滤从味精发酵液中分离菌体。
超滤法处理味精废液有如下优点:可在常温下处理,减少热对发酵产品的影响;能耗低;操作工艺简单,设备占地面积小。
味精废水处理简介
味精废水处理简介一、味精生产与排水1.1味精生产工艺目前主要采用发酵法。
此法以粮食为原料,水解、发酵生成谷氨酸,再中和结晶生成味精。
1.2排水量估算每生产1t味精大约会排放三种废水:高浓度的发酵母液:15~20t中浓度的洗涤水和冲洗水:100~250t低浓度的冷却水和冷凝水:100~200t1.3三种废水的水质三种废水的水质发酵母液:含有谷氨酸菌体、残留氨基酸、铵盐、有机酸等。
二、味精废水特点⏹污染物浓度高;⏹废水排放量大;⏹pH值较低,具有较强的酸性;⏹不易生化降解,处理难度较大。
三、废水处理分析⏹谷氨酸菌体小,普通离心机不能分离,必须使用高速离心机。
⏹通过加热使蛋白质的物理性质发生变化,在静态下使菌体和蛋白质沉淀,可分离出菌体。
⏹可在废水中加入铝、铁离子的絮凝剂和高分子絮凝剂,使废水中的菌体发生凝聚沉淀。
⏹采用两段厌氧消法比较合理味精废水含高浓度硫酸盐,在厌氧消化中硫酸盐还原菌(SRB)还原硫酸盐产生H2S对产甲烷菌(MPB)活性起抑制作用,同时SRB因与MPB竞争共同底物乙酸和氢的能力强,也会对MPB产生竞争抑制作用,所以用一个厌氧反应罐发酵产甲烷活性弱,处理效果很差。
两段厌氧消化法就是将硫酸盐还原与产甲烷阶段分开,使它们在两个独立的系统中进行,各自处于最佳的活性状态,从而提高处理效率。
⏹絮凝气浮高浓度废水含有菌体蛋白等大量悬浮物和胶体物质,通过絮凝气浮不仅可提取富有营养价值的饲料蛋白,取得一定的经济效益,同时也起到去除有机污染物的作用。
COD去除率可达40%~70%。
絮凝气浮工艺,混凝剂的选择很重要:常用的铁盐、铝盐等无机混凝剂絮凝效果不好,聚丙烯胺毒性较强也不合适,聚丙烯酸钠絮凝效果好、用量少、无毒、能适应较低范围的pH值,可不经调整pH值直接使用,因此它在味精废水菌体蛋白回收中已被广泛使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作者简介 : 万继伟 (9 1 , , 族 , 17 一) 男 汉 江苏泰州人 , 工程师 , 副总工程师 , 现主要 从事环境评价和环境 课题研究 工作 。
・
l 23 -
维普资讯
2 01卷第 9期 第3 1 06年 2月
万 继 伟 等 ・ 氨 酸生 产 废 水 的 治理 工 程 实 例 谷
处理 难度 大 , 同时还含 有大 量 硫 酸盐 和 氨氮 , 导致 处 理难
此, 国内一味精 生产厂 家经 过 多 年摸 索 和 实践 , 采用 蒸 发
预处理— — 生物接触 氧化工 艺处 理谷氨 酸生产废 水 , 过 经 近 一年 的实 际运行 , 明该 工 艺 是 可行 的 , 为 谷 氨酸 废 证 并
理工艺。结果表明 , 经该处理工艺, 废水 中的 C D、 OD 、 H3 O B 5 N 一N等指标 均能够达到《 味精 工业污染物排放标 准》( B 9 3 G 14 1
—
2 0 中的标 准要 求。工 艺流程简便 可行 , 04) 效果明显, 实际中有较大应 用前景 , 在 具有显著 的环境 和经济效益。本文重点介
况见 表 4 。
表 4 冷 凝 水 水 质
பைடு நூலகம்
3 4 综合废 水最终 处理效 果 .
上 述三部 分经过 预 处理 的废 水 在 调节 池 内经过 水 量 和水质 调节 , 进入好 氧 池进 行好 氧生 化 处理 , 终经 过 沉 最 淀后排 放 。综合 废水 、 最终 排水 和排放 标准情 况见 表 7 。
水 和味精废 水 的成 功处理 提供 了一个典 范 。
1 废 水 概 况
该味精 生产 厂 家于 20 04年 l 新 建 成 一条 年产 6 O月
万 吨的谷 氨酸生 产线 , 目前 已经运行 近一 年时 间。该生 产
度增 加 。虽然 国 内对 味精 废 水 的 治理 进行 了大量 的 研究
维普资讯
第 3 卷 第 9期 1
20 0 6年 1 2月
环境科学与管理
ENVI RONM ENTAL SCI ENCE AND ANAGEM匝NT M
V 1 3 Nn 9 o. 1 De . o l c2 。 6
文章 编号 :6 3—1 1 ( 0 6 0 0 2 17 2 2 2 0 )9— 13—0 2
27m / , 0 0 h 三者 的水质情 况见表 l 表 2和表 3 、 。
处理 方法 , 很难 满 足 国家 于 20 04年 1 颁布 的 G 14 l 月 B 93
一
20 ( O 4( 味精 工业污 染物排 放 标 准》 味精废 水 的排 放 要 对
求, 同时还存在 剩余 污泥 量 大 , 行成 本 高 等 弊端 。鉴 于 运
V l3 N 0_1 n9
Dc 2o e.o 6
等 电提 取废 水 呻 饲料 .
蛋 白提取
四效 蒸发器
二 次浓 缩
1产用 生圊.
■
酸一 硫 料 铵
玉米 筛选废 水—+ 厌氧 池
污 泥压滤 +一 污泥
调 池 I 浆 ・ 一 热 炉 节 广 ◆喷 J — 造 r 粒 风
玉米浸 泡废 水— ’ 蒸发皿—+ 玉米 浆 —
排放
L—一
丁
筛 分 ———— 复 合肥
图 1 污水 处 理 工 艺 流 程 表 6 冷 凝水 水 质
3 工程 运 行 效 果
3 1 玉米浸泡 废水 预处理效果 . 该 厂对玉米 浸泡废 水先全 部进行 冷凝蒸 发 , 冷凝水 全 部进入 调节池 , 剩余 物 以玉米浆形 式外 售。冷凝 水水 质情
表 1 玉 米 浸 泡废 水水 质
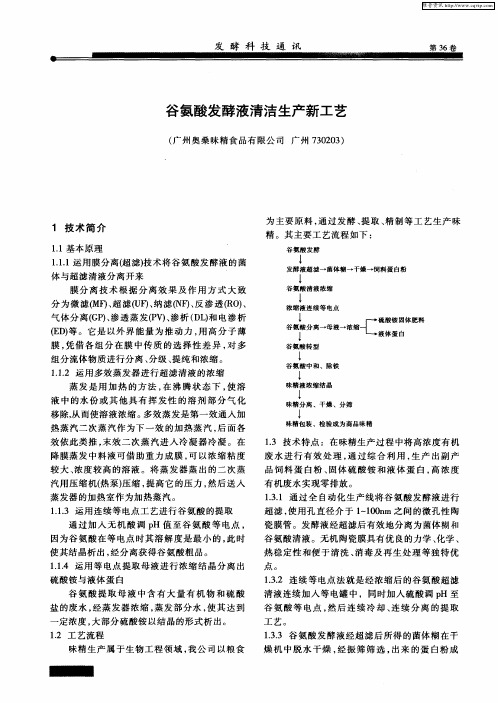
2 废 水 处 理 工 艺
根据谷 氨酸生 产废水 水质 特征 , 该味精 生产 厂家 采用 以生 化 为主的处 理工 艺 。浸泡 废 水 和等 电 提取 废 水 先经
收 稿 日期 :06— 8—0 20 0 5
过 浓缩蒸 发 预处理后冷 凝水进 入调 节池 , 筛选 废水 先经过 厌氧 ( A B 处理后 也进 入 调 节池 , U S) 最后 经 过好 氧 和沉 淀 处理排 放 。具 体流程 见 图 l 。
4 工 程 运 行成 本 分 析
3 2 玉 米筛选 废水预 处理效 果 .
按 目 该厂 的生产 规模和市 场价格 计算 , 治 理措 前 上述
施 蒸发 1 玉米 浸泡废 水成 本为 9 . t 3 3元 , 3: 1浓 缩 玉 以 米浆 , 1 玉米 浆成 本 为 2 0元 , 场售 价 30~5 0元 , 即 t 8 市 0 0 月 产玉米浆 4 0t最低月 实现利 润 84万元 ; 发 等 电提 20, . 蒸
谷氨酸生产废水的治理工程实例
万继伟 ,王乖虎 徐 德顺。 ,
( .泰州市环境科学研究所 , 1 江苏 泰州 2 50 2 2 30;.宝鸡市环境影响评价所 , 陕西 宝鸡 7 10 : 20 0 3 .宝鸡阜丰生物科技有限责任公 司, 陕西 宝 鸡 7 10 2 00)
摘
要: 本文 对 谷氨 酸 生产 废 水和 味 精 生产 废 水 的性 质 作 了简要 介 绍 , 对 该 类废 水提 出 了蒸 发 浓 缩 +接 触氧 化 为 核 心 的 治 针
绍 了工程 的 实 际运 行 情 况 和运 行 成 本 , 并进 行 了 简要 分 析 。
关键词 : 谷氨 酸 ;蒸发 浓 缩 ; 触 氧化 ;工 程应 用 接 中图 分 类 号 : 7 33 X 0 . 文 献标 识 码 : A
引言
味精作 为一种食 品调 味剂 , 受到 人们 的广 泛欢 迎 。 目 前 国内利用 玉米淀粉 生产 味精 的规 模不断 扩大 , 味精 废水 的排 放量越来 越多 由于味精 废水 中有机 物含量 特别 高 ,
和试 验 , 但研究 和试验 结 果均 表 明 不进 行 一定 的 预处 理 ,
先 去除味精废 水 中的硫 酸盐 和 氨氮 , 仅仅依靠 传统 的生化
线 的废水 主要来 自: 玉米 浸泡 废 水 、 玉米 筛选 废 水 和 等 电 提 取 废 水 。三 者 的 产 生 量 依 次 为 4 0 h 3 9 h和 2 m / 、2 m /