结晶器振动技术简述讲解
连铸结晶器非正弦振动波形的分析与研究
1前言 结晶器是连铸设备的关键部件,其性能对于提高连铸生产率、保证 连铸生产顺行和铸坯质量,起着至关重要的作用。结晶器非正弦振动是 近年来发展成熟并逐渐应用于连铸生产的一项新的结晶器振动方式,其 振动波型突破了传统正弦振动的限制,通过增加独立振动参量个数,增 大了振动波形曲线的调节能力,有利于促进高速连铸下保护渣的消耗, 有效改善铸坯与结晶器之间的润滑条件,保证铸坯的表面质量。结晶器 非正弦振动装置的工业试验结果表明,采用连铸结晶器非正弦振动, 能够有效地减少铸坯与结晶器闻的摩擦力,从而减少铸坯振痕、提高铸 坯质量和金属收得率。针对某炼钢厂连铸结晶器控制系统的无备件风险 运行,及其核心工艺控制模型的非可见性,根据目前结晶器振动技术负 滑动理论,国内外多种非正弦振动波形动力学特性,振动参数的作用特 点。提出~种较好的振动波形,能有效的对不同的工艺要求的进行调 整。 2非正 弦振 动波 形
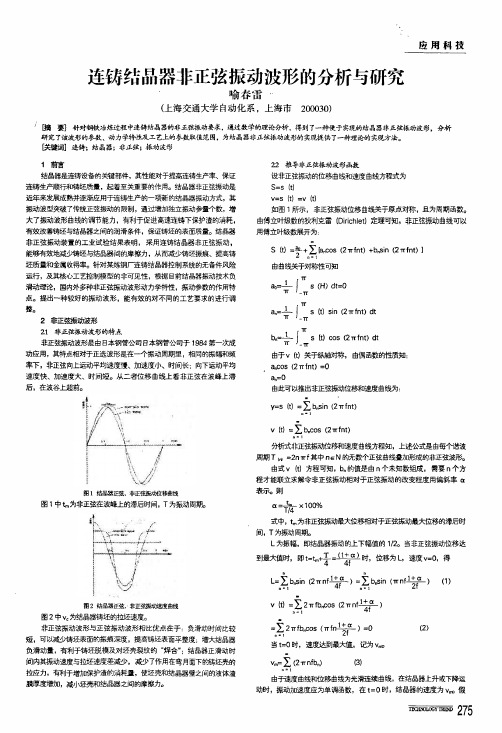
21非 正弦振 动波 形的特 点 菲正弦振动波形是由日本钢管公司日本钢管公司于1 98 4第一次成 功应用,其特点相对于正选波形是在一个振动周期里,相同的振幅和频 率下,非正弦向上运动平均速度慢、加速度小、时间长:向下运动平均 速度快、加速度大、时间短。从二者位移曲线上看非正弦在波峰上滞 后,在波谷E超前。
到最大值时,即t =t m+}=j 等产时,位移为L,速度V=o,得
L=∑br Ⅱ 。1
I
Si
n(
21r
nf
l叶
丢● }
)
=∑br n2 1
I
Si
n(
Tr
nf
!
軎}
‘I
)
( 1)
V( t )≤ 2讹 棚 ( 2砷 f 等 )
≤ 2丌 fbncos(Trfn等 )=o
结晶器非正弦振动的应用与分析
· 17 ·
《结晶器非正弦振动 的应用 与分析 》
区 v—vc较小 ,而在负滑动区 v—v 较大的振动波形, 以降低负滑动时间 NSR或增大正滑动时间 t 。
根据结 晶器振动的运动轨迹 ,可将结晶器的振 动方式 分为非 正弦 型和正 弦 型两类 。 2.1正 弦型振 动
0
如 图 2 所 示 。从 下 界 曲 线 可 以 看 出 ,当
用 ,F,可 用下 式表 示 :
2 结 晶器 振 动 的分析 与 比较
最初 的连 铸机 结 晶 器是 静 止 的 ,在 拉 坯 过 程 中
ቤተ መጻሕፍቲ ባይዱ·)
坯 壳 极 易 与结 晶 器壁 发 生粘 结 ,从 而 导致 拉不 动或
拉漏事故。同时 ,为 了减少拉坯摩擦力 ,避免钢水
式 中 , 为保 护 渣 的粘 度 ,v为结 晶器 的振 动速
可得 : NS:1一 yc
由图 1可 知 ,当 = 时 结 晶器 中 的坯 壳处 于 受拉和压的临界状态 。此时的负滑动率 NS=36.34 %。 此值为负滑动率 的极 限值 ,当 > 时 ,即 NS>36.34% 时 ,结 晶 器 对 坯 壳 不 产 生 负 滑 动 ; NS<36.34%时产 生负 滑动 。
V
图 1 正 弦 振 动 速 度 曲线
NS: V 一1, ×100%
(1 -
2)
式 中 NS 滑动率 ,% ; 一拉坯速度 ,m/min;
厂< 时 , 不 产 生 负 滑 动 ; 当 Z J厂 ≤ z 时,负滑动时间增大较快;当
振动平均速度: :詈冗 ’ n(we)de=2 ,“
表 面裂 痕 ,并 有利 于获 得 理想 的表 面质 量 。因此 ,
结晶器振动装置的应用与发展

结晶器振动装置的应用与发展郭春香(包头北雷连铸工程技术有限公司,包头014010)摘要:介绍了结晶器振动装置在连续铸钢中的重要作用,两种振动方式(正弦振动与非正弦振动)的特点及采用的实现机构,分别分析了三种振动机构的特点、原理及应用。
关键词:结晶器振动装置;正弦振动;非正弦振动;四连杆振动机构;四偏心振动机构;液压振动机构Application and Development of the Mold Oscillation EquipmentGuo Chunxiang(Baotou Beilei Continuous Casting Engineering and Research Corporation,Baotou014010)Abstract:Mold oscillation equipment is very important for CC.Distinguishing feature between sinusoidal oscillation and non-sinusoidal oscillation was introduced,and introduced main device to achieve.Distinguishing feature,fundamentals and applications of three kind oscillation mechanism was analyzed individually.Keywords:mold oscillation equipment;sinusoidal oscillation;non-sinusoidal oscillation;four-bar linkage oscillation mechanism;four-eccentric oscillation mechanism;hydraulic oscillation mechanism1概述结晶器是连续铸钢中的铸坯成型设备,是连铸机的核心部件,称之为连铸机的心脏设备。
结晶器简介全解
结晶器简介连铸结晶器结构有哪几种型式按连铸机型式不同,结晶器可分为直的和弧形的两大类。
按铸坯规格和形状来分,有小方坯、大方坯、板坯和异形坯结晶器。
按结晶器本身结构来说,可分为3种类型:管式结晶器:它是用壁厚为6~12mm的铜管制成所需要的断面,在铜管外面,套有套管以形成5~7mm的冷却水通路,保证冷却水流速为每分钟6~10m。
这种结晶器结构简单,制造方便,广泛用于小方坯连铸机上。
整体式结晶器:它是用整块铜锭刨削制成的,在其内腔四周钻有许多小孔用以通冷却水。
这种结晶器刚性好,易维护,寿命较长,但制造成本高,耗铜多,近几年已不采用。
组合结晶器:它是由4块铜板组合成所需要的内腔。
在20~50㎜的钢板上刨槽,并与一块钢板联结起来,冷却水在槽中通过。
大方坯和板坯连铸机都用这种形式的结晶器。
连铸结晶器应具有哪些性能结晶器是连铸机的重要部件。
钢液在结晶器中凝固成型,结成一定厚度的坯壳并被连续拉出进入二次冷却区。
良好的结晶器应具有下列性能:(1)良好的导热性,能使钢液快速凝固。
每lkg钢水浇注成坯并冷却到室温,放出的热量约为1340kJ/kg,而结晶器约带走5~10%,即67~134kJ/kg,若板坯尺寸为250×1700mm,拉速为lm/min时,结晶器每分钟带走的热量多达20万kJ。
而结晶器长度又较短,一般不超过lm,在这样短的距离内要能带走大量的热量,要求它必须具有良好的导热性能。
若导热性能差,会使出结晶器的铸坯坯壳变薄,为防止拉漏,只好降低拉速,因此结晶器具有良好的导热性是实现高拉速的重要前提。
(2)结构刚性要好。
结晶器内壁与高温金属接触,外壁通冷却水,而它的壁厚又很薄(仅有10~20mm),因此在它的厚度方向温度梯度极大,热应力相当可观,其结构必须具有较大的刚度,以适应大的热应力。
(3)装拆和调整方便。
为了能快速改变铸坯尺寸或快速修理结晶器,以提高连铸机的生产能力,现代结晶器都采用了整体吊装或在线调宽技术。
连铸结晶器振动技术的发展及现状
静 1 李福进 , 2,
03 0 ) 600
0 30 ;. 山职业 技术 学院 , 60 0 2唐 河北 唐 山
摘 要 : 晶器是连铸机 中的重要 组成部 分。是连铸机的心脏 , 结 结晶器这一重要的冶金反 应器将 完成钢 水由钢液 向固相 转变的第一步 。 近年来 , 冶金 工业 的迅速发展 , 求连铸提 高拉速和增加连铸机的生产能力。 要 本文针对连铸 结晶 器振动技术 的发展及现状进行 了阐述 , 进一 步加深人们对结晶器振 动技 术的认识 。 关键词 : 连铸机 ; 结晶 器; 振动
第 3 卷第 1 8 1期 ・ 术 学
VoI N o. . 38 11
湖
南
农
机
2 1 0 1年 1 1月
N ov. 2O11
HUNAN ALeabharlann RI CUL TUR MACHI RY AL NE
连铸结晶器振动技术的发展及现状
杨
(. 1河北联 合 大学 , 河北 唐 山
y A 胁 I 昱 一 Jn i
,Tnsa, b i 6 0 0C i aghn Hee 0 3 0,h ̄)
n.He e n o ie st,T n s a , b i 0 3 0 , h n ; b i U i n Unv r i y a g h n He e 6 0 0 C i a
2 aghn V ct nlad T cnc C .Tnsa oai a n eh i o d o
Ab t a t h o t u u a t g ma h n l s a mp ra t p r sr c:T e c ni o s c si c i e mod i n i o tn a t n n .Co t u u a t g ma h n s t e h a to n n o s c si c i e i h e r f i n
《连铸结晶器非正弦振动装置的设计及研究》范文

《连铸结晶器非正弦振动装置的设计及研究》篇一一、引言随着现代工业技术的快速发展,连铸技术作为冶金行业的重要工艺,其结晶器振动装置的优化与改进成为了提高生产效率和产品质量的关键。
传统的正弦振动装置在某些特殊条件下可能存在缺陷,因此非正弦振动装置的研究与应用成为了业界研究的热点。
本文将探讨连铸结晶器非正弦振动装置的设计理念、关键技术和研究方法,旨在为该领域的技术进步提供参考。
二、非正弦振动装置的背景与意义传统的连铸结晶器采用正弦振动方式,这种振动方式在许多情况下能够满足生产需求。
然而,在特定的生产环境和工艺要求下,正弦振动可能存在不足,如易造成铸坯表面质量不稳定、内部结构不均匀等问题。
因此,非正弦振动装置的设计与开发,不仅能够改善这些问题,还可以提高连铸生产的稳定性和效率。
非正弦振动技术有助于更精确地控制结晶器振动的频率和幅度,从而达到优化产品质量和工艺效率的目的。
三、设计理念及原理1. 设计思路非正弦振动装置的设计应遵循稳定性、高效性和适应性的原则。
在保持振动稳定性的同时,需确保其能满足不同生产工艺的要求。
此外,装置的节能性、耐用性以及维护的便捷性也是设计时需要考虑的重要因素。
2. 工作原理非正弦振动装置利用特定的控制算法和驱动系统,实现对结晶器非正弦波形的振动控制。
通过精确控制振动的频率、幅度和相位,达到优化铸坯质量的目的。
四、关键技术与实现方法1. 控制系统设计控制系统是非正弦振动装置的核心部分,它负责接收和处理各种信号,并控制驱动系统实现精确的振动控制。
控制系统通常采用高精度的传感器和先进的控制算法,确保振动的稳定性和准确性。
2. 驱动系统设计驱动系统是非正弦振动装置的动力来源,它负责将控制系统的指令转化为机械运动。
驱动系统通常采用伺服电机或液压驱动系统,具有高精度、高效率和低噪音的特点。
3. 振动装置结构非正弦振动装置的结构设计应考虑其稳定性和耐用性。
通常采用高强度材料制造,并经过精密的加工和装配,确保其在使用过程中能够保持稳定的性能。
炼钢连铸机结晶器振动装置的检查及维护
炼钢连铸机结晶器振动装置的检查及维护摘要:介绍了炼钢连铸结晶器振动装置的工作原理、结构特点和技术参数,以及检查要点和维修工艺。
关键词:炼钢连铸结晶器振动装置设备维护中图分类号:tu74 文献标识码:a 文章编号:设备原理、功能及结构形式结晶器振动装置是连续铸钢设备中一个非常关键的部件。
在钢水注入结晶器逐渐形成一定厚度坯壳的凝固过程中,结晶器一直承受着钢水静压力、摩擦力、钢水热量的传递,以及调宽时作用在结晶器上的力等诸因素的影响,使结晶器同时处于机械应力和热应力的综合作用之下。
结晶器振动的目的是防止拉坯时坯壳与结晶器壁粘结,同时获得良好的铸坯表面。
结晶器向上运动时,能减少新生的坯壳与铜壁发生粘着,以防止坯壳受到较大的应力,使铸坯表面出现裂纹;而当结晶器向下运动时,借助摩擦,在坯壳上施加一定的压力,愈合结晶器上升时拉出的裂痕,这就要求向下运动的速度大于拉坯速度,形成负滑脱。
结晶器振动可按非正弦曲线振动和正弦曲线振动。
振动装置由一固定钢基架、一用于紧凑式结晶器安装的振动台和结晶器及足辊冷却水自动连接装置组成。
振动台与固定钢基架是通过片弹簧连接的。
二个液压缸安装在振动台与固定钢基架之间。
当振动台上下振动时,片弹簧能起到精确导向和负荷补偿的作用。
振动装置的另一重要部件是液压驱动系统。
通过伺服阀直接控制两个带有位置及压力传感器的液压缸,用于振动振幅、频率和波形的动态控制。
结晶器振动装置结构图2、设备主要技术参数3、设备的检查及维修3.1 设备的检查首先检查振动装置的润滑系统是否运行正常,其次在解除振动和拉矫机的电气控制连锁,开动振动机构,把振动频率调到与最高工作拉速相配的最高工作频率。
观察和倾听振动机构的整个传动过程有无异音,检查振幅是否在工艺要求误差范围内(±1次/min),检查振幅是否在工艺要求的误差范围内(±0.5mm)以及振动装置的平衡性。
3.2 设备的维修结晶器及结晶器振动装置安装在一个框架上,为保证结晶器与后续冷却段设备的对弧精度以及减少检修时间提高连铸机的生产率,维修时一般采取整体更换结晶器振动框架的方案。
伺服电机驱动的连铸结晶器振动位移系统自抗扰控制
伺服电机驱动的连铸结晶器振动位移系统自抗扰控制摘要:了解伺服电机驱动的连铸结晶器振动位移系统自抗扰控制的概念,本文主要介绍了伺服电机驱动的连铸结晶器振动位移系统自抗扰控制的原理、设计方法及实现步骤,同时还介绍了该技术在实际应用中的优势及研究方向。
1. 引言伺服电机驱动的连铸结晶器是钢铁行业重要的设备,它可以对连铸结晶器的振动位移进行控制,保证钢材的质量和生产效率。
由于连铸结晶器的工作环境复杂和工艺要求高,常常受到各种外部干扰的影响,导致振动位移系统的控制精度和稳定性较差。
如何提高振动位移系统的控制性能成为了研究的热点之一。
自抗扰控制技术是一种能够抑制外部干扰对系统的影响,提高系统控制精度和稳定性的先进控制方法。
本文将介绍伺服电机驱动的连铸结晶器振动位移系统自抗扰控制的原理、设计方法及实现步骤,旨在为提高振动位移系统的控制性能提供参考。
需要建立连铸结晶器振动位移系统的数学模型,包括系统的动力学方程和传递函数等,用于描述系统的动态特性和受到外部干扰的影响。
然后,通过对系统模型进行分析和仿真,确定系统的控制性能评价指标和设计参数,包括控制误差、稳定裕度、抗干扰能力等。
根据系统的特点和设计参数,设计相应的自抗扰控制器,实现对振动位移系统的自抗扰控制,提高系统的控制性能。
(3)系统仿真通过对系统模型和控制器进行仿真,评估自抗扰控制器的性能,包括控制误差、稳定裕度、抗干扰能力等。
通过仿真分析,确定自抗扰控制器的性能优劣,为实际应用提供参考。
(2)控制器设计根据系统的特点和设计参数,设计相应的自抗扰控制器。
通过对系统的模型和控制器进行仿真分析,确定最优的控制器参数,保证系统的控制性能。
(3)系统实现将设计好的自抗扰控制器应用到实际系统中,通过实时控制系统的振动位移,实现对外部干扰的抑制,提高系统的控制精度和稳定性。
(1)能够抑制外部干扰对系统的影响,提高系统的控制精度和稳定性;(2)能够适应连铸结晶器工作环境复杂和工艺要求高的特点,具有较强的鲁棒性和稳定性;(3)能够提高振动位移系统的控制性能,保证钢材的质量和生产效率。
连铸机结晶器振动装置
液压伺服驱动式铸坯结晶器振动装置设计摘要结晶器振动装置是连铸中的关键设备,其振动形式、控制方式以及在线监测与调整,对连铸质量具有重要影响。
因此,研究连铸结晶器振动装置及控制技术具有重要的现实意义。
本文通过对连铸机结晶器技术发展及结晶器振动方式演变的阐述,提出了电液伺服驱动,并对其振动形式及其工作原理进行了实质性的分析。
然后绘制了机构简图,并对其运动参数及工艺参数进行了分析计算!最后通过校核、机构的仿真分析完成了本次设计!关键词:连铸机;结晶器 ;正弦振动;电液伺服控制;振动装置Desigh of the hydraulic pressure servo actuation type casts the semifinished product crystallizer shake-out equipmentAbstractThe crystallizer shake-out equipment is in the continuous casting key equipment, its vibration form, the control mode as well as the online monitor and the adjustment, have the material effect to the continuous casting quality. Therefore, the research continuous casting crystallizer shake-out equipment and the control technology have the vital practical significance. This article through the elaboration which evolves to the continue caster crystallizer technological development and the crystallizer vibration way, proposed the battery solution servo actuates, and has carried on the substantive analysis to its vibration form and the principle of work. Then has drawn up the organization diagram, and has carried on the analysis computation to its parameter of movement and the technological parameter! Finally through the examination, the organization simulation analysis has completed this design!Keywords: mould; sinusoidal oscillation; electro-hydraulic;目录摘要Abstract目录第二章.结晶器振动技术2.1结晶器振动技术发展的历史2.2 连铸机结晶器振动简介2.3结晶器振动规律的演变2.4结晶器振动和润滑的关系2.4.1 结晶器振动与保护渣的关系2.4.2结晶器的润滑机理2.4.3 结晶器中摩擦力的分布第三章结晶器振动方案的比较、论证、确定及经济性分析3.1 本课题研究的目的3.2 课题研究内容3.3 课题方案的选择3.3.1 振动机构简介3.3.2 振动机构的选择第四章结晶器正弦振动的参数分析4.1 负滑脱量计算4.2 频率与周期4.3 结晶器的运动速度和加速度4.4 负滑脱时间的确定第五章液压伺服系统的设计5.1 液压伺服系统的静态设计5.1.1、确定最大功率5.2 确定液压系统的主要参数,压力P,流量Q5.2.1初选系统的压力5.2.2 计算液压缸的主要参数5.2.3 拟定液压系统图5.2.4 液压元件的设计5.3 液压系统的验算5.3.1 系统压力损失的计算第六章机械设计6.1受力分析6.2强度校核6.2.1 轴Ⅰ的校核6.2.1.1中间截面校核6.2.1.2截面1校核6.2.2 轴Ⅱ的校核6.2.2.1中间截面校核6.2.2.2 截面1校核6.3 轴承校核6.3.1 轴Ⅰ轴承校核6.4 运动分析第七章控制系统7.1连铸机结晶器振动系统的PLC控制7.1.1连铸机结晶器振动系统控制原理致谢参考文献第二章.结晶器振动技术2.1结晶器振动技术发展的历史最初的连铸机结晶器是静止不动的,在拉坯的过程中坯壳很容易与结晶器内壁产生粘结,从而出现坯壳“拉不动”或拉漏钢水的事故发生。
板坯连铸结晶器振动装置
振动时 a O 如 图 5 =, 所示 ,=' x 0 %。 O 1 10 lZ l
・
I
}
拈 . L
\、 . 一 、/:
图 4 液压振动机构 1 . 上框架 2顶部板簧 3液压缸 . . 4 部板簧 5 部框架 底 . 底
2 1 短臂四连杆振动机构 . 短臂 四连杆振动机构广泛应用于小方 坯和大
板坯连铸机上 , 区别在于小方坯连铸机振动机构多 安装在 内弧侧 , 如图 l 所示 , 而大方坯连铸机振动
机构则安装在外弧侧。
短臂四连杆振动机构结构简单 , 电机通过减速
机 经偏心轮 的传动 , 拉杆做 往复运动 , 带动连杆摆 动, 使振动架能按弧线轨迹振动 。能够较准确实现 结 晶器 的弧 线运 动 , 利 于铸 坯 质量 的改 善 。其 工 有
摘 要 :概述 了板坯连 铸结 晶器 振动装置 的型式及 功能特
点, 并着重 阐述 了液压 振动结 晶器 的振动形 式。 关键词 : 板坯连铸 ; 结晶器振动装置 ; 振动波形
1 概述
结 晶器是连铸铸坯成型设备 , 晶器振动装置 结
是 连铸 机 的重要 设 备之 一 。其 主要 功 能是 使结 晶器
2 1 年第 2期 01 总第 3 0期
重 工与起 重 技术
HE AVY NDUSI AL & HOI T【 I RI S NG MAC N HI ERY
No 2 2 1 . 01 Se i l . 0 r a No 3
板 坯 连 铸 结 晶 器 振 动 装 Байду номын сангаас
大连 重 工 ・ 重集 团有限 公 司办公 室 杨鑫 新 起
的 振动 特性 。
t
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
结晶器振动技术简述发布时间:2006-11-29 10:34:19 【小中大字体】【评论】浏览:134次概述1 振动的结晶器使连续铸钢实现工业化回顾连续铸钢的发展历史,连续浇铸的生产方式首先是从有色金属开始的。
铸机采用的是垂直固定的结晶器,拉坯过程中,坯壳极易与结晶器壁发生粘结,从而导致拉不动或拉漏事故。
因此浇铸速度很低,铸坯的液相心长度一般不超过结晶器长度。
据有关文献记载,于1913年瑞典人皮尔逊(A·H·Pehrson)曾提出结晶器应按照一定的振幅和频率做往复运动的想法,但真正将这一想法付诸实施的却是德国人容汉斯(S·Junghans)。
容汉斯开发的结晶器振动装置于1933年成功的应用于有色金属黄铜的连铸。
1949年容汉斯的合作者美国人艾尔文·罗西(Irving·Rossi)获得了容汉斯振动结晶器的使用权,并在美国的阿·勒德隆钢公司(Allegheng Ludlum Steel Corporation)的Watervliet 厂的一台方坯试验连铸机上采用了振动结晶器。
与此同时,容汉斯振动结晶器又被应用于德国曼内斯曼(Mannesmann)公司胡金根厂(Huckiugen)的一台连续铸钢试验连铸机。
容汉斯振动结晶器在这两台连铸机上的成功应用,使其在钢连铸中迅速得到了推广。
从此,结晶器振动便成了连铸生产的标准操作。
可以看出是振动的结晶器使连续铸钢生产实现了工业化。
2 结晶器振动技术的每一次进步都使连铸生产再上一个新台阶结晶器振动技术主要包括结晶器振动规律和振动装置两个方面:1)结晶器振动规律的发展结晶器由静止变为振动,引起了连铸工作者的广泛关注和兴趣,人们纷纷进行试验研究工作,对粘结性漏钢机理进行了研究,发展了各种结晶器振动规律。
最早出现的是矩形速度振动规律,基于“拉裂——焊合”理论,其特点是结晶器在下降时与铸坯做同步运动,然后以3倍的拉坯速度上升,即所谓的3:1型振动方式。
这种振动方式对铸坯脱模是有效的,早期得到了应用。
但其主要缺点是机械加工比较困难,振动机构和拉坯机构之间要有严格的电器连锁,在上升和下降的转折点处速度变化很大,设备冲击大,不利于采用高频振动。
但这种波形的采用,使固定的结晶器变为振动的结晶器,使结晶器技术产生一个飞跃。
随着负滑动理论的出现,矩形速度规律被梯形速度规律所代替,其特点是结晶器向下运动过程中有较长一段时间其速度稍大于拉坯速度,即“负滑脱运动”,使坯壳中产生压应力,可以使拉裂的坯壳压合,使粘结的坯壳强制脱模,结晶器在上升、下降转折点处速度变化较缓和,提高了设备的平稳性,梯形波的出现使连铸的生产更加顺畅,这种速度波形沿用了很多年,负滑动理论一直沿用至今。
随着负滑动理论的不断发展和完善,出现了正弦速度规律,正弦振动速度规律采用偏心轮实现。
这种振动规律打破了结晶器和铸坯之间要有一定的速度关系的限制,着重发挥它的脱模作用,用偏心轮代替凸轮,正弦振动仍有一小段负滑动阶段,有利于脱模和拉裂坯壳的焊合,速度、加速度变化平缓,采用偏心轮设备简单,易于加工制造、安装和维护,运动精度高,设备运动平稳,冲击小,易于采用较高频率振动。
正弦振动目前仍被广泛应用。
非正弦振动速度波形的特点是:结晶器向上运动到最大位移的时间比正弦振动有一段时间滞后,结晶器向上运动的速度小,向下运动的速度大。
其负滑动时间短,有利于减轻铸坯表面振痕深度,正滑动时间长,可以增加保护渣的耗量,增强结晶器壁与坯壳间的润滑,正滑动速度差小,可以减小摩擦力,减小坯壳中的拉应力,减少拉裂;负滑动量大,即结晶器相对于铸坯向下运动的位移量大,有利于铸坯的强制脱模。
由于非正弦振动能够获得合理的工艺参数,适应高拉速,且能获得良好的表面质量,因此受到了人们的重视,被广大连铸工作者确认为发展高效连铸的关键技术之一。
2)结晶器振动装置的发展连铸生产对结晶器振动的要求主要有两个,一是使结晶器精确地按着给定地运动轨迹振动,如直线或圆弧线运动轨迹;二是使结晶器按着给定地速度规律进行振动,如正弦或非正弦振动规律。
在非正弦振动规律出现以前的各种振动规律的产生都是由凸轮(包括偏心轮)机构来实现的,相对比较容易,而对于振动轨迹的实现相对比较困难。
因此,振动装置的发展主要表现在实现振动轨迹的机构上,如导轨式、长臂式、差动式(包括四偏心式)、短臂四连杆式(包括半板簧、全板簧式)。
由于非正弦振动规律的出现,使实现非正弦振动规律比实现振动轨迹要困难得多,因此,振动装置的发展主要表现在非正弦装置的驱动和控制上。
结晶器非正弦振动装置的分类结晶器非正弦振动装置按照驱动和控制方式可以分为液压非正弦和机械非正弦:1 液压非正弦1)伺服液压系统驱动的非正弦在“九五”期间由燕山大学和第二重型机器厂合作开发的结晶器伺服液压系统,其液压站提供压力源,由工业控制计算机和控制软件组成的监控系统产生正弦、非正弦等波形。
模拟控制系统由压力差环PID2,位移环PID1组成。
该系统于1998年12月应用于新兴铸管股份有限公司炼钢厂的罗可普方坯连铸机。
该项成果获2000年河北省科技进步二等奖。
2)数字缸驱动的非正弦据报道亿美博公司开发了数字缸非正弦振动装置。
2 机械非正弦机械非正弦振动是具有中国特色的一种非正弦振动驱动方式。
1)普通电机非正弦由普通电机驱动的非正弦振动装置包括双偏心迭加机构、非圆齿轮机构,反向平行四连杆机构。
双偏心迭加非正弦。
其工作原理是通过两个正弦波迭加产生非正弦振动波形。
两个曲柄ML、JK非别产生两个正弦波,通过两个连杆MN、IJ将其迭加于横梁NI的H铰链点上,然后输出,驱动结晶器振动台使结晶器产生非正弦振动。
该非正弦振动装置于1998年应用于首钢第二炼钢厂R6.5/12m弧形板坯连铸机,获2000年北京市科技进步二等奖。
非圆齿轮驱动的非正弦。
该装置结构紧凑,不但可以应用于四连杆振动装置上,也可以用于四偏心振动机构中。
该非正弦振动装置于1999年8月应用于新兴铸管股份有限公司炼钢分厂罗可普方坯连铸机上,获2003年河北冶金工业协会冶金科学技术一等奖。
现已推广应用于首钢二炼钢,济钢一炼钢,临钢,河北文丰等钢铁公司。
反向平行四连杆非正弦。
该机构简单,紧凑,运行平稳性好。
2)伺服电机非正弦电动缸(伺服电机驱动滚珠丝杠)非正弦。
该技术是由衡阳镭钼公司开发的非正弦振动方式。
该技术的核心部件-电动缸,即伺服电机和滚珠丝杠组成的机电一体化产品,为国外进口。
该机构的工作原理是:伺服电机驱动滚珠丝杠交替、变转速、正反转运动,通过滚珠丝杠驱动螺母,使结晶器振动台实现非正弦振动。
伺服电机驱动偏心轴非正弦。
该技术是由燕山大学最新开发的非正弦振动技术。
发明专利申请号200510060032.1。
该非正弦振动的工作原理是:伺服电机连续、单向、变角速度转动驱动偏心轴,通过连杆驱动结晶器振动台实现非正弦振动。
伺服电机驱动偏心轴非正弦技术伺服电机驱动偏心轴的非正弦振动装置打破了结晶器机械振动发生装置和液压伺服振动发生装置的传统模式,将机械振动发生装置中的偏心轴连杆机构由原普通交流电机驱动改为由伺服电机驱动,并融合液压伺服振动装置中的电气控制原理,从而创造出一种新型、结构简单、紧凑的结晶器振动发生装置。
该非正弦振动装置频率、波形偏斜率均在线可调,振幅停机可调。
通过在线调节波形偏斜率和振动频率可以获得全部最优的振动工艺参数。
同时该装置具有振动参数、铸坯与结晶器间摩擦力实时监测、显示、存储和查询功能。
其中摩擦力的检测可以作为漏钢预报的一种辅助手段。
该项技术突出的优点是:投资小,装置简单,结构紧凑,运行可靠性高,且承载能力大,抗冲击能力强,维护工作量小,控制系统跟踪精度高,响应速度快。
该振动发生装置可用于不同结构和大小的结晶器振动装置,具有较广泛的推广应用价值。
本装置有振动轨迹精度高、运行平稳不偏振、工作寿命长、结构简单维修费用低、生产效率高等特点。
什么是高效连铸?高效连铸通常定义为五高:即整个连铸坯生产过程是高拉速、高质量、高效率、高作业率、高温铸坯。
陆着市场经济的深入发展,应当添加高经济效益(大幅度降成本)这一项最直接的指标;另外,高自动控制也提到日程上来了。
目前,国内的方坯高效连铸(以150方为例),应在单流年产15万吨~20万吨合格普碳钢铸坯的水平、板坯应在100万-150万吨合格铸坯的水平。
其铸坯每吨的成本也在逐年降低。
连铸机的全程自动控制水平也在逐年提高。
2.高效连铸技术有哪些主要内容?高效连铸技术是一项系统的整体技术,实现高效连铸需要工艺、设备、生产组织和管理、物流管理、生产操作以及与之配套的炼钢车间各个环节的协调与统一。
主要技术内容如下:(1)保证适宜的钢水温度、最佳的钢水成分.并保证其稳定性的连铸相关配套技术。
(2)供应清洁的钢水和良好流动性钢水的连铸相关技术。
(3)连铸的关键技术—高冷却强度的、导热均匀的长寿结晶器总成(包括结晶器整体结构、精密水套、导热均匀的曲面铜管等等)。
(4)高精度、长寿的结晶器振动装置是高效连铸关键技术之一,这其中包括振动装置硬件的优化及结晶器振动形式、振动工艺参数的软件优化。
以往高效连铸采用的半板簧、全板簧及高频小振幅正弦波形起到了一定的正面效果。
目前,中冶连铸研制的新型串接式全板簧振动装置,其精度更高,整体刚度增强,寿命长,对促进高效连铸进一步发展将起到重要作用。
该装置可采用液压传动或机械传动,液压传动可增加正滑脱时间,提高保护渣用量,减小上振速度峰值,降低拉坯阻力,降低负滑脱时间,使振痕深度相应减小。
机械传动可以降低成本,更易于,推广使用。
(5)保护渣技术。
众所周知,保护渣与拉速相匹配,拉速提高后,保护渣黏度等指标要相应改进,保证用量不减或在允许范围内减少,以保证铸坯的高质量。
因此,连铸高效化后必须有低黏度、低熔点、高熔化速度、大凝固系数的保护渣。
保护渣技术是连铸高效化的一项关键技术。
(6)结晶器嚣钢水液面控制技术。
拉速越高,结晶器液面波动越大。
液面波动大易产生卷渣及夹杂物造成铸坯缺陷,因此液面稳定越来越变得重要了。
目前国内自动控制液面技术趋于成熟,可使液面稳定在3mm左右。
该技术对高效连铸也是不可缺少的。
(7)二次冷却的硬件及软件技术这也是高效连铸中关键技术之—,其硬件要求尽量做到冷却均匀(无障碍喷淋)且可方便调节。
目前由于市场对合金钢、品种钢及普碳钢质量的高标准要求,新建连铸机趋向于增大半径,板坯趋向于弧形改造为直弯形连铸机,其目的就是使从结晶器到二冷形成全方位的铸坯对称凝固或接近对称凝固过程,以此获得高质量铸坯。
近年来板、方坯连铸机二冷动态自动控制喷水冷却有了较快发展,软件的发展更具实用性、适用性,对各钢种、不同拉速、不同温度变化都可及时调整水量,以生产高质量铸坯。