钩尾框
铁路货车钩尾框疲劳性能研究

t u o p r tv e t fNo 1 (o n r ) No 1 B(o n r ) No 1 (o n r ), . 7 b — i e c m a a iet sso . 3 fu d y , . 3 f u d y , . 6 f u d y No 1 ( e g f r— n fu d y , . 7 f u d y , . 3 f r i g , . 6 fr ig a d No 7 f r — o eme d,o n r ) No 1 ( o n r ) No 1 B(o gn ) No 1 ( o g n ) n .1 ( o g
Re e r h o h a i u a a iiy o a lo d wa o o p e o e s a c n t e f tg e c p b lt f r ir a g n c u l r y k s
JA a - e g , I W n p n TANG i- o g , I Ho g y u Jn s n 。 L U n - o 。
1 钩 尾 框 有 限元 静 强 度计 算
由于钩尾 框具 有对 称结 构 , 因此可 以取 14模型进 行 分析 , 维 模 型见 图 1 图 2在 划 分有 限元 网格 / 三 、 , 时 , 用二 阶 四面体 单元 进行 划分 , 分完 成后 1 型铸 造 钩尾框 有 限元模 型见 图 3 采 划 7 .
贾万鹏 汤劲松 刘 宏友 。 , ,
(. 岛 理 工 大 学 机 械 工 程 学 院 , 岛 2 6 3 ;. 岛 四 方 车 辆研 究 所有 限公 司 研 究 试 验 部 , 岛 2 6 3 ) 1青 青 6032青 青 6 0 1
摘
要: 为研究 铁路货车钩尾框的疲劳性能 , 对铁路货车 1 3型 、3 1 B型、 6型、 7型( 1 1 改进前 ) 1 型铸造 钩尾 、7
重载货车锻造钩尾框承载面加工工艺

文章编号 : 1 0 0 7 - 6 0 3 4 ( 2 0 1 6 ) Z 1 - 0 0 3 1 02 -
重载 货车锻 造 钩 尾 框 承 载 面加 工 工 艺
纪洪凯 , 崔 禹
( 中车 齐齐哈 尔车辆 有 限公 司 , 黑龙 江 齐 齐哈 尔 1 6 1 0 0 2 )
方 式加 工完 成 。 ( 4 ) 平面、 圆弧 面 和 小 八 字 面 结 构 。这 种 结 构 是 前几 种形 式 的复合 。
1 . 2 加 工 刀 具 分 析
1 承 载 面 加 工 工 艺 分 析
1 . 1 承 载 面 各 结 构 形 式 加 工 工 艺 分 析
( 1 ) 平 面和八 字 面均 为平 面 , 采 用 面铣 刀 加 工 ,
随 着某公 司 铁路 货 车 市 场 范 围 的扩 大 , 国 内外 市 场需 求不 断改 变 , 按 照用 户 的需 求 单 件 小批 量 产 品不断 增加 。在公 司重 载货 车锻 造钩 尾框研 发 方面 不 断推 出新 的结 构 , 以适应 不 同情 况下 的使 用要 求 。 锻 造钩 尾框 的承 载面结 构 主要有 平 面 、 八字 面 、 小八 字面 、 圆弧 面等 多种组 合方 式 , 见表 1 、 图1 。采 用普
…
一
I f
I t
【 一 位2
图2 面铣刀加工平面、 八 字 面结 构 承 载 面 示 意 图
6
刀 具 组 合 结 构 不 意 图
于角 度调整 , 刚度强 度 好 , 设备造价低 ; 以框板 上下 面定 位 , 机 床立 式 布 置 , 重 心高 , 机 床 及 夹 具 角 度 调 整 繁琐 , 刚度 强度 差 , 设 备造 价 高 。 综 合 上 述分 析 , 锻 造 钩尾 框 承 载 面加 工 采 用框 板 外侧 面作 为第 1定位 基准 较 为合理 。大平 面 定位
货车钩尾框检修线工序配合的影响因素

离散度较大 , 这时末位有 —1 个空位即可停止步 进传递 , 等待上位处理完新 的工件后步进传递或 下工序处理完后步进传输 , 这样线上至少可以放 置 个 工件 , 多影响 一1 至 步进时间. 其它不影 响.
钩尾 框检 修 流 水 线 是 由钩 尾 框 自动 下 料 机 、
于 Sl a 级 ; 喷漆 烘 干 间排 污 应 符 合 环 保 部 门 的
环保 要求 .
钩尾 框传 输线 、 尾框 探伤 机 、 钩 翻转 焊 修 磨 修 、 移
收 稿 日期 :09 0 9 2 0 —2 1
作者简 介: 中平 (9 2一) 女 , 谷 17 , 讲师 , 硕士 , 主要从事机 电设备微 电子化 与智 能的研究
的前提 下按 时完 成任 务 .
该 流水 线 每天传 输 检修 钩尾 框 6 0个 , 流水线 可 存放 l 钩尾 框进 行在 线检 修 , 0套 对钩 尾框 检修 流 水线 的要 求有 如 下 工 序 : 钩尾 框 检 修 流 水线 可 实 现钩 尾框 的抛 丸 除锈 、 探伤 、 翻转 检查 、 修 、 焊 磨
货 车 钩尾 框 检 修 线 工序 配合 的 影 响 因素
谷 中平 李亚荣 朱朝 纲。刘晓 东 , , ,
( . 阳铁路机械 学校 电 气专 业部 , 宁 沈 阳 l0 3 ;2 大连 交通 大 学 机 械 _ 程 学院 , 宁 大连 1沈 辽 10 6 . Y - 辽 162 ;3 大连机车车辆有 限责任公 司, 宁 大连 1 62 ) 10 8 . 辽 10 2
图 1修 工艺 , 用 自动 检修 流水 线 来 完 成 该 项 利 作业 , 铁 路各 车 辆 厂 、 解 决一 大 技 术 难题 . 为 段 在 这一检 修线 中 , 键 的 问题 是 合 理 选 用 检 修线 中 关
锻造/焊接钩尾框的研制

南通 26 1) 2 0 1 ( 苏 省 南 通 市 中等 专 业学 校 ,讲 师 ,江 苏 江 摘
要 : 为解 决 当 前 列 车 普 遍 使 用 的 铸 造 钩 尾 框 已 不 能 满 足 铁 路 运 输 发 展 的现 状 ,根 据 铁 路 机 车 车 辆 工 业 在 构 件 材 料 、制 造 方 法 上 的 改 进 ,通 过 试 验 论 证 ,说 明采 用 锻 造/ 接 的方 法 加 工 的钩 尾 框 ,替 代 焊 铸造 钩 尾 框 是 有 效 和 可 行 的 。
适 当 的辅助 工艺 手段 能取 得较 为 满意 的结 果 。如 北
京 二 七车 辆 厂 、 齐 哈尔 铁 路 车 辆 ( 团 ) 限公 司 齐 集 有 生 产 的新 型 运煤 敞车 、双 层集 装箱 车 等车 体 的主要
承 载结构 和 牵引结 构 均采 用 了高强 度 耐候 钢及 其焊 接 生产 工艺 [。这 些 材料 和制 造方 法 在 铁路 机 车车 1 ]
12 列 车提速 重载 的 需要 .
从 19 9 7年 第一 次大 提
车 车 辆上 主要 采用碳 素 结构 钢 、低合 金结 构 钢 等具
速到 20 0 7年 的第 六 次大 提速 , 车 最高 时速 从 1 0 列 4
k 提 高到 2 0k m 5 m。机 车车辆 因此 必将进 行增 容 、 更 新、 改造 。不 断 提高 的运 行 速 度也 加 剧 了车钩 副 之 间 的相互 冲击 , 尾框 的强 度 和 冲击 韧性 等 指 标 亟 钩
待 提 高。 我 国幅员辽 阔 、 形 复杂 , 地 列车经 常 需要爬 坡 和
有 良好 焊接 性 能 的材 料 ,一些 零 部件 采用 铸 钢 和锻 钢 制造 。 与铸 铁相 比 。 些 材料 强度 高 、 性好 , 因 这 韧 虽 构 件结 构 复杂 、 加工 较 为困难 , 在焊接 过 程 中采 用 但
16型钩尾框湿型砂气冲造型工艺改进

图1 原 1型钩尾框工艺简图 6
F g. eo i i a e hn l g di ̄ a o 6 tpec u l ry k s i 1Th rg n lt c o o y a m f1 y o p e o e
落砂 后经 磁粉 探伤 检测 ,部 分铸 件可 发现 原始探 伤 裂
i to u e e p p r P a t a l a u e cu i g o t zn r c s n r v n r p riso o d n r d c d i t a e . r c i b eme s r si l d n p i i gp o e sa d i o i gp o e t f n h c n mi mp e m l
纹 ,严重 的会 形成 肉眼可见裂 纹 。
1 . 型 、芯砂强度不 足 .1 2
型砂的性能不稳 定 :由于 回用砂 的水分波 动较大 , 混 制 的型砂 的流 动性不 稳定 ,当紧实 率与水 分 之 比大 于 1 时 ,型砂 流 动性变差 ,气 冲造 型后 砂型 的紧实度 2
1 型钩尾框材质为E 6 级钢 ,该钢种 的强度较高 ,但 塑性 较差 ,可 焊性 不高 ,在对铸 件 的砂 眼等缺 陷进 行
由于结 构上连 接两 侧框 板与尾 部 承载面 的后 弯角
1销 托 孑 芯 . L 2头芯 . 3尾芯 . 4承载面 . 5 减 重槽 . 6 冒口 .
7横 浇道 .
8 后弯角 .
9 框板 .
为薄 、厚壁垂 直连接部 位 ,铸件横截 面面积产 生突变 ,
在 浇注 过程 中 因凝 固时 间相差 较 大 加剧 了应力 集 中 ,
由于1 型尾 框在 运用 中需 与 1型 钩体 等配合 实现 不摘 6 6 钩上 翻 车机卸货 ,在 翻转 过程 中尾框 受到强 烈 的扭力 作用 ,经 长期频 繁使 用后 易使弯 角部 位 的原 始裂 纹 为 疲 劳源扩 展为 可见 裂纹 ,大 幅降低其 疲劳 寿命 ,为行 车 及卸 车安全 带来 隐患 。为适应 市 场经济 和我 国铁 路 运输 重载提速 的发展需 要 ,提 高铁路货 车运 营安全性 , 工艺 人员 通过 对缺 陷产生 的原 因进 行分析 ,在 湿型砂
钩缓常见故障及车钩分离的原因分析
钩缓常见故障及车钩分离的原因分析第一节钩缓常见故障一、钩体常见故障钩体的常见故障有裂纹、变形及磨耗。
1.钩体裂纹常见的裂纹处如右图:2.钩体变形钩体变形的表现主要是钩身弯曲、钩耳变形和钩腕外涨。
钩体变形的原因多是由于运行及挂车作业中的过大冲击造成的。
钩身弯曲过大时,在运用中将会产生较大的弯矩,容易造成钩舌及钩耳的裂纹。
钩腕外涨严重时,即失去了控制对方钩舌的能力,将导致车钩的自动分离。
3.钩体磨耗磨耗部位多发生在钩耳孔及钩身与托板的接触处,其次是钩尾端面、侧面、钩锁腔侧壁及钩锁腔内防跳台处。
钩体磨耗后,削弱了车钩的强度,而且会影响车钩的作用,如防跳台磨耗后,将会使车钩失去防跳作用。
二、钩舌常见故障钩舌的主要故障有裂纹和磨耗两种。
1.钩舌裂纹裂纹多发生在钩舌内侧面的上、下弯角处,钩舌销孔、牵引突缘及冲击突缘的根部也经常发生裂纹,如右图所示。
2.钩舌磨耗磨耗主要发生在钩舌内侧面上,如下图所示。
从检修中发现钩舌下部磨耗量较上部为大,多属于钩头下垂所造成,因为钩头自重较大,加上车钩托梁弯曲,使钩头下垂。
钩舌内侧面磨耗会使钩舌的强度降低,同时加大了与钩腕内侧的距离。
当大于规定限度时,在列车运行中,遇到较大的冲击力和振动,或行驶在曲线半径较小的线路上,由于车辆偏移,钩头摆动,易使对方钩舌滑出,造成列车分离事故。
钩舌尾部侧面(与钩锁接触处)及钩舌销孔也常发生磨耗。
(a)牵引运行(b)推进运行三、钩舌销常见故障钩舌销在运行中容易产生磨耗、弯曲、裂纹甚至断裂。
钩舌销断裂会使车钩作用失灵,容易引起钩舌歪斜以及发生脱钩事故。
四、钩锁腔内部零件常见故障钩锁的主要故障是磨耗,磨耗的部位大多数在钩锁与钩舌尾部的接触处。
由于钩锁是承受压力的零件,故其裂纹及变形较少。
钩锁推铁的主要故障是变形和磨耗,一般较少发生裂纹。
变形的原因是本身刚度小。
发生磨耗或变形后,车钩便失去全开作用。
钩锁销的主要故障是防跳台处的磨耗。
磨耗严重时,使车钩失去防跳作用。
钩尾框产生针孔的原因及改进

钩尾框产生针孔的原因及改进
李馥珍
【期刊名称】《铁道机车车辆工人》
【年(卷),期】1995(000)003
【摘要】13号车钩钩尾框是铁路货车上车钩联挂的重要部件,在列车运行中承受拉力、冲击、弯曲等多种力的作用。
整个框身长959mm,其中壁厚25^+~3mm的长为550mm,是壁薄而长的部件。
由于多种原因,我厂生产的钩尾框于去年7至8月间,连续几炉在钩尾框的框身上针孔密集,造成批量铸件报废,浪费严重,成为生产中的难题。
经过研究分析,找出了产生针孔的原因及防止办法,杜绝了针孔的产生,为提高产品质量起到了积极的作用。
【总页数】2页(P10-11)
【作者】李馥珍
【作者单位】沈阳机车车辆厂
【正文语种】中文
【中图分类】U279.34
【相关文献】
1.浅谈车钩钩耳及钩尾框裂纹产生原因及对策 [J], 杨鹏英
2.钩尾框裂纹产生原因分析及改进措施 [J], 高彬;陈慧清
3.铁路货车钩尾框裂纹产生原因及改进措施 [J], 贾万鹏;汤劲松
4.氨基磺酸镍电铸层产生针孔、麻点的原因分析及工艺改进 [J], 熊俊良;付明;张红波
5.铁路货车钩尾框托板磨耗板裂损丢失原因分析及改进 [J], 王洪义;闫睿;范俊超;张军凤;滕学鹏
因版权原因,仅展示原文概要,查看原文内容请购买。
13B型锻钢钩尾框钩尾销防脱结构的探讨

会 造成 车钩分 离事 故. 因此 , 钩尾框 上钩尾 销 防脱
结构 的可靠性是致关重要的 , 有必要进行深入探讨.
1 钩 尾 销 防脱 结 构 特点 及 问题
1 . 1 结构特 点
会窜 出 , 钩 尾销脱 落 , 造 成车 钩分离 ; ( 2 ) 1 3 B锻 钢 钩 尾 框 组 装 后 , 插 托 组 装 螺 栓 点 固焊会 出现 漏焊情况 , 如果 出现漏焊 , 运用 中螺 母会 松 动 甚 至脱 落 , 造成 螺 栓 窜 出后 , 插托 窜 出 ,
文献标识码 : A
U 5I 舌 为进 一步 提 高铁 路 货 车 的运 输 安 全 , 按 照 运
辆货车函【 2 0 1 2 】 1 8 8 号、 2 9 6号等文件要求 , 2 0 1 2 年 7月 2 E t 起, 既 有 铁路 货 车在 实 施 厂 、 段修时 ,
陆续 将 1 3型系 列铸 钢 钩尾 框 改 造 为 1 3 B型锻 钢
2 钩尾 销 防 脱 结构 改 进
根据 目前 存在 的 问题 , 对1 3 B锻 钢 钩尾 框 钩 尾 销防脱 结构 进 行 适 当改 进 , 有 利 于 提 高 钩尾 销 防脱 的可 靠性 .
2 . 1 方 案一
托 肩宽 及插 槽与 插托 横 向 间隙设计 尺寸 及公 差决
定的. 规定 的搭 接量 应满 足设计 公 差尺 寸范 围 , 经 计 算搭 接量 不 能 满 足 尺 寸公 差 范 围. 按 图纸 尺 寸 公差计算 : 插槽 肩 宽 ( 7月后 生产 ) ( 9 4±0 . 5 )m m; 插托肩宽 ( 1 2 2±1 )m m. ( 见图2 ) 最大搭接量 : ( 1 2 3— 9 3 . 5 ) / 2=1 4 . 7 5/ n i T / ; 最 小 搭接 量 : ( 1 2 1 —
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
54'
4
0.05
E
3.2
D-D
M
R1 0
3.2 3.2
3°
148
R5
R50
R5
3°
5 45°
9°48' 14° 54'
0.05
A
3.2
R470
° 56 ' 30
R70
8° 18'
E-E
' 8°12
0 R2
0 R1
锻模设计
2200 5 1100 4 3 2 1 7 8 2350 1280
压力机中心
850
铸造钩尾框故障统计表
年份 2005 2004 总件数(件) 2340 1980 破损率(%) 53.4 24.5
随着列车使用的大幅度提速,铸造钩 尾框的强度和可靠性已不能满足要求。
数据来源:铁道车辆,2006(1):18-24
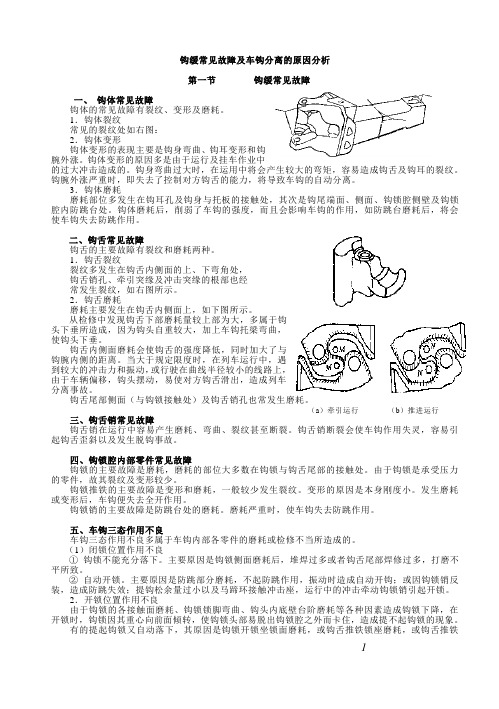
钩尾框破损的位置
图a、d是钩尾框框身折断 ,图b是钩尾框上片折断 , 图c是钩尾框弯角处产生裂纹和平板处损伤 。
加强型自动辊锻机
安装在辊锻机上的模具
第四道辊锻件
63000kN摩擦压力机
10000kN摩擦压力机
实际工艺流程
圆棒料经过750KW中频加热炉一次加热,出炉热 锻件出炉时温度1200℃左右; 热坯料送到¢1000㎜辊锻机进行四道次辊锻; 把热辊锻件送到63000kN摩擦压力机进行预锻和 终锻; 送料小车把终锻件送到10000kN摩擦压力机切边; 用送料小车把锻件送到油压机进行弯曲 用自制液压装置进行热校正; 最后进行焊接、机加工、热处理和抛丸等工序, 最终得到合格零件。
Torque(KNxM)
Top Die Bottom Die
从扭矩曲线图中可以看 出第二道辊锻模具受到最大 扭 矩 M=124KN· 允 许 最 大 m, 扭 矩 Mmax=700KN· m,M=124 KN· <Mmax =700KN· m m,所以 辊锻机是安全的。
钩尾框第三道辊锻过程的数值模 拟分析
第四道次辊锻模扭矩分析
第四道次辊锻件变形量是最大的,所以对第四道 次辊锻模扭矩分析也是必要的。扭矩如下图所示:
700 600
Torque(KNxM)
500 400 300 200 100 0 0 0.5 Time(s) 1 1.5 Top Die Bottom Die
从扭矩曲线图中 可以看出模具所受 最大扭矩M=605KN· m, 允许最大扭矩Mmax= 700 KN· m,M=605 KN· <Mmax=700KN· m m, 所以辊锻机是安全 的。
3)弯曲模拟结果分析
在现场生产过程中切边很少出现问题,所以没 有进行切边模拟。利用PROE进行三维造型,造型 切边后的锻件如下图所示,利用此三维图进行弯 曲模拟。
终锻件三维图
锻件弯曲成形图
弯曲压下力曲线
20000 18000 16000 14000 12000 10000 8000 6000 4000 2000 0 0 0.2 0.4 0.6 Time(s) 0.8 1 1.2
锻造钩尾框产品的优点
疲劳强度高:锻造钩尾框产品比铸造钩尾框产 品提高80%。 疲劳寿命高:锻造钩尾框产品比铸造钩尾框产 品提高60倍。 质量保证期大大延长:锻造钩尾框产品25年, 铸造钩尾框产品8年,提高了2.13倍。
锻造钩尾框的两火锻造工艺
锻造钩尾框于2003年开始研制,2005年上半年研制成功 并生产出第一批锻造钩尾框。 南京中盛铁路配件有限公司首先投入生产:两火锻造。 两火锻造工艺流程:锯床下料→加热→自由锻制坯→二 次加热→31500kN以上摩擦压力机上锻造(展开锻造) →液压机上折弯→整形→焊接→超声波探伤→机械加工 →热处理→表面处理→磁粉探伤→成品 两火锻造工艺问题:能耗大,材料利用率低,劳动条件 差,生产效率低,生产成本高,产品表面质量较差
140 120
100 80 60 40 20 0 0 0.2 0.4 Time(s) 0.6 0.8
Top Die Bottom Die
从扭矩曲线图中可以看 出第一道辊锻模具受到最大 扭 矩 M=123KN· 允 许 最 大 m, 扭 矩 Mmax=700KN· m,M=123 KN· <Mmax =700KN· m m,所以 辊锻机是安全的。
Radial Load(KN)
7000 6000 5000 4000 3000 2000 1000 0 0 0.5 Time(s) 1 1.5 Top Die Bottom Die
最大压力 约为 7000KN
第四道辊锻件应变场
第四道次辊 锻件的最大 应变为约 2.89
第四道辊锻件温度场
第四道次辊 锻件的最高 温 度 为 1210℃
参数化建模
第一道辊锻上、下模
参数化建模
第二道辊锻上、下模
参数化建模
第三道辊锻上、下模
参数化建模
第四道辊锻上、下模
第一道辊锻过程的数值模拟分析
第一道次主要起分料和拔长的作用,变形部位是两个平 板处。第一道次辊锻件下图所示:
第一道辊锻件变形部位截面
第一道次辊锻模扭矩分析
对第一道次辊锻模所受扭矩进行分析来验证1m辊锻机是 否满足要求。
预锻模具受力曲线图
终锻件成形图
终锻打击力曲线
140000 120000 100000
Load(KN)
80000 60000 40000 20000 0 0 0.05 0.1 Time(s) 0.15 0.2
最大打击力为 120000KN
终锻受力曲线图
终锻锻件温度场图
最高温度 约为1090℃ 终锻锻件温度场图
第三道次如同前两道次起分料和拔长的作用,变 形部位是两个平板处,但第三道次的成形对第四 道次成形起到至关重要的作用。
第三道辊锻件变形部位截面
由上图可以看出A处有局部变窄的现象,对此进 行简单分析如下:
A点
PBy PAx
PBx PB
B点
辊锻件在截面突变处受力模型
第三道次辊锻力分析
辊锻模Y方向受力曲线图
6
压 模 力 具 机 中 中 心 心
模拟技术方案流程图
模拟参数的设定
我们基于DEFORM-3D平台,采用上述工艺对整个辊锻过程进 行模拟。
参数设定如下:
变形体材料:45号钢 变形体单元数:80000单元 坯料加热温度:1200℃ 摩擦系数:μ =0.4 辊锻机转速:3.14 rad/s 模具材料:刚体 下料参数:φ 145×880mm
参数化建模
利用PROE强大的三维造型功能对锻模进行参数化建模。首先设计 预锻件和终锻件,分别如下图所示:
C
预锻件图
C向
终锻件图
预锻上模
预锻下模
终锻上模
终锻下模
3、模锻数值模拟过程分析
1)预锻模拟结果分析
预锻件成形图
预锻打击力曲线
350000 300000 250000
Load(KN)
200000 150000 100000 50000 0 0 0.2 0.4 0.6 Time(s) 0.8 1 1.2
精密辊锻模锻复合技术工艺方案
辊锻第一道
预锻
辊锻第二道
终锻
辊锻第三道
热切边
A-A
C-C
B-B
A
B
C
B
A
辊锻第四道
A
B
C
B
A
弯曲Βιβλιοθήκη 辊锻模设计步骤①根据钩尾框热锻件图绘制展直辊锻件图(第四 道辊锻件)。 ②钩尾框精密辊锻道次最佳效果为设计为四道次。 在第1、2道孔型中辊锻件不出飞边,第3、4道孔 型为成形辊锻,辊锻件可以出飞边。 ③根据各道次延伸系数,设计辊锻工序毛坯图。 绘制辊锻件图顺序为: 第4道锻件→第3道锻件→第2道锻件→第1道锻件。
18°30'
9°
34°
14°54'
° 56
' 30
R70
165
B
40
55
10
117 158.9
R50
13 .7
R4
R5 0
2
R470
1
R1 0
48'
8° 18 '
R4 .7 13
8° ' 12
R35 0
0 R35
0 R5
° 34
190
7° ' 48
R6
R5
19°30'
R30 R100
F
9°48'
14°
Load(KN)
最大压 力约为 1200KN
弯曲压下力曲线图
模拟动画
工艺试验
试验条件如下:
坯料材料:45钢 坯料参数:¢160㎜×810㎜ 模具材料:5CrNiMo 坯料加热温:1200℃ 主要试验设备: a) 750KW中频加热炉; b) ¢1000㎜辊锻机; c) 6300T摩擦压力机; d) 1000T摩擦压力机; e) 简易油压机
Torque(KNxM)
钩尾框第二道辊锻过程的数值模拟分析
第二道次如同第一道次起分料和拔长的作用,变形部 位是两个平板处。第二道次辊锻件下图所示:
第二道辊锻件变形部位截面
第二道次辊锻模扭矩分析
同样对第二道次辊锻模所受扭矩进行分析。
140 120 100 80 60 40 20 0 0 0.2 0.4 Time(s) 0.6 0.8
铁路货车钩尾框 精密辊锻模锻复合成形技术
简介
铁路货车重载提速→铁路道路方面主要是对原有道路