cnc加工中心点检表
数控车床点检表

(
数控车床)设备日常点检
表
( 2017 年月)
设备编号:操作人员维修人员
型号:
维护情况日
期
维护项目
01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1、电器系统
是否工作正常。
操作箱面板各开关是否完好,电机是否有异响,各指示灯是否正常。
电气箱冷却风扇是否运转。
电线、电缆有无破损。
2、各行程开
关是否灵活、
准确。
各系统,各方向行程开关,极限保护开关是否灵活,安全装置是否正常。
3、液压油、
润滑油油质、油量是否符合要求。
主液压站压力是否正常,主轴油箱、油窗、导轨油箱、冷却油箱是否充足。
油水分离器排水加油。
冷却液是否合适,检查油盘过滤器。
4、机床各项
参数是否正确。
操作系统里的参数是否改动,主轴冷却空调温度是否正常。
机床的加工精度是否在规定内。
导轨润滑压力:0.8-1.5Mpa
5、是否有滴
管路、机床外观是否有漏油,漏气,电器打火现象。
皮带的张进力是否合适有无裂纹或刮伤。
龙门加工中心点检表

3、系统气压正常
4、照明灯、指示灯正常
5、主轴转动正常
6、检查安全防护装置是否有效 和可靠
7、导轨、刀库、机械手装置运 行正常
8、电机及液压马达声音有无异 常 9、切削液油位、油温正常
10、程序运行正常
点检人签名:确认人签Fra bibliotek:周点检项目 1、清洗热交换器过滤网 2、清洗切削液水槽过滤网
一二三四
月点检项目
点检人签名: 注:在点检过程中,若正常则
打“√”,反之则打“×”。
点检人签名:
点检人签名:
龙门加工中心点检表
版本号:A-0 ;表单编号:
车间名称:模具车间
设备名称:加工中心
设备编号:
年月
内容
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1、润滑油油位、油压正常
2、润滑气压正常
4、检查冷却水、油管、油缸有无漏油
4、清洁切削液水箱(三个月)
4、检查电器零件、清洁控电箱(一年)
5、检查压缩空气系统及各开关、旋钮的作业 情况
5、检查并及时对加工中心各轴行程开关进行 清洁(三个月)
5、更换油压系统液压油并清洁油箱、更换换 刀机构齿轮箱内油品(一年)
点检人签名:
点检人签名:
点检人签名:
1、清洁油压单元滤油网
2、检查润滑油打油是否正常
确认
季 度、半 年 点 检 项 目
1、清洗润滑油箱、排屑机及数控车床油压夹 头分解清洗(三个月) 2、刀库加润滑油脂、换刀机构加齿轮油、打 刀缸添加润滑油(三个月)
确认
车铣复合加工中心维护保养点检表
好好学习社区
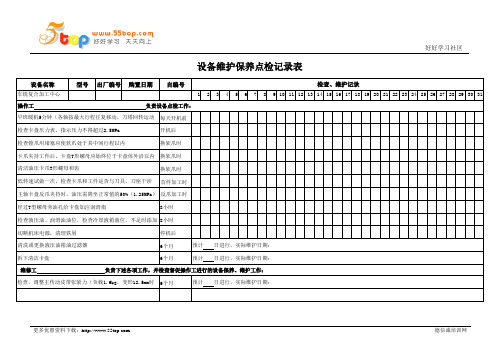
设备维护保养点检记录表
设备名称型号出厂编号购置日期自编号检查、维护记录
车铣复合加工中心 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 操作工负责设备点检工作:
早班暖机5分钟(各轴按最大行程往复移动,刀塔回转运动)每天开机前
检查卡盘压力表,指示压力不得超过2.5MPa 开机后
检查镗爪用堵塞应使软爪处于其中间行程以内换软爪时
卡爪夹持工件后,卡盘T形螺母应始终位于卡盘体外沿以内换软爪时
清洁油压卡爪T形螺母和齿换软爪时
低转速试做一次,检查卡爪和工件是否与刀具、刀座干涉首件加工时
主轴卡盘反爪夹持时,油压需降至正常值的50%(1.25MPa)反爪加工时
经过T型螺母旁油孔给卡盘加注润滑脂8小时
检查液压油、润滑油油位,检查冷却液箱液位,不足时添加8小时
切断机床电源,清理铁屑停机后
清洗或更换液压油箱油过滤器6个月预计日进行,实际维护日期:
拆下清洁卡盘6个月预计日进行,实际维护日期:
维修工负责下述各项工作,并检查督促操作工进行的设备保养、维护工作:
检查,调整主传动皮带张紧力(负载1.6kg,变形12.5mm时)6个月预计日进行,实际维护日期:
故障维修记录
1、机床加工能力参数——最大夹持直径φ150,最大加工长度150;
2、每天分早、中、晚班时,相应人员进行维护后均应在相应格内记录,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应
在“异常情况记录”栏予以记录。
立式加工中心日常保养点检表
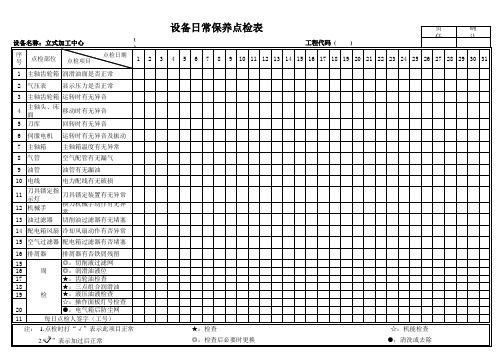
注: 1.点检时打“√”表示此项目正常
2.“ 加”表示加过后正常
★:检查 ◎:检查后必要时更换
☆:机能检查 ●:清洗或去除
2 气压表 显示压力是否正常
3 主轴齿轮箱 运转时有无异音
4
主轴头、床 面
移动时有无异音
5 刀库
回转时有无异音
6 伺服电机 运转时有无异音及振动
7 主轴箱 主轴箱温度有无异常
8 气管
空气配管有无漏气
9 油管
油管有无漏油
10 电线
电力配线有无破损
11
刀具锁定指 示灯
刀具锁定装置有无异常
12 机械手
换刀机械手动作有无异 常
13 油过滤器 切削油过滤器有无堵塞
14 配电箱风扇 冷却风扇动作有否异常
15 空气过滤器 配电箱过滤器有否堵塞
16 排屑器 排屑器有否铁屑残留
15
◎:切削液过滤网
16
周 ◎:润滑油液位
17
★:齿轮油检查
18
★:三点组合润滑油
19
检 ★:液压油液检查
☆:操作面板灯号检查
20
●:电气箱后防尘网
11
每日点检人签字(工号)
设备名称:立式加工中心
序 号点检表
责
确
( )
工程代码 ( )
任
认
点检日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 主轴齿轮箱 润滑油面是否正常
加工中心精度检验表
杭州友佳精密机械有限公司
精度检验表
机型:
机号:
1.0静态精度检查
2.0定位精度检查
3.0重复精度检查
杭州市萧山区市心北路
TEL: 0571-82831393 FAX:0571-82834
高精度加工中心精度检测记录表

参数名称
测量值
单位
允许误差
直线度
[测量值]
[单位]
[允许误差]
平行度
[测量值]
[单位]
[允许误差]
垂直度
[测量值]
[单位]
[允许误差]
圆度
[测量值]
[单位]
[允许误差]
其他
[测量值]
[单位]
[允许误差]
4.检测记录
在此处填写每个参数的具体检测记录和测量数值,并记录是否通过检测。
5.结论
高精度加工中心精度检测记录表
1.检测日期
填写检测完成的日期:[日期]
2.设备信息
-型号:[型号]
-制造商:[制造商]
-标定日期:[标定日期]
3.检测参数
3.1.位置精度
参数名误差
[测量值]
[单位]
[允许误差]
Y轴误差
[测量值]
[单位]
[允许误差]
Z轴误差
[测量值]
[单位]
[允许误差]
在此处写下对本次检测的总结和结论。
6.签名
请对本次检测结果进行签名确认。
请确保每次检测的记录都详尽准确,并及时处理发现的问题,以确保高精度加工中心的正常运行。
机床日常点检表
机床日常点检表1. 点检项目以下是机床的日常点检项目:1. 清洁状况:检查机床外表面是否清洁,是否有杂物积聚以及清洗工具是否齐备。
2. 润滑油液位:检查机床润滑油液位是否充足,并及时添加或更换润滑油。
3. 冷却水系统:检查冷却水系统的水位和水质,确保冷却系统正常运行。
4. 机床部件:检查机床各个部件的固定是否牢固,是否有明显的损坏或磨损。
5. 电气系统:检查机床电气系统的接线是否正常,是否有松动或短路的情况。
6. 紧固件:检查机床各个紧固件是否松动,包括螺丝、螺母等。
7. 加热系统:检查加热系统的工作状态是否正常,是否有异常现象。
8. 控制系统:检查机床的控制系统是否正常运行,如按钮、开关、显示屏等。
9. 安全设备:检查机床的安全设备是否完好,如紧急停机开关、防护罩等。
2. 点检方法执行机床日常点检时,请按照以下方法进行操作:1. 逐一检查每个点检项目,并根据需要进行操作和维护。
2. 对于润滑油液位、冷却水系统等液体项目,使用相应的标尺或液位计进行测量。
3. 对于机床部件的检查,可以使用手触摸或视觉检查,注意观察是否有异响或松动的现象。
4. 对于电气系统和加热系统的检查,可以使用电压表、温度计等仪器进行测量。
5. 对于控制系统的检查,可以按照机床操作手册进行操作,检查各项功能是否正常。
6. 对于紧固件的检查,可以使用扳手等工具进行检紧。
7. 对于安全设备的检查,可以按下紧急停机开关,观察机床是否能够迅速停机。
3. 点检记录在进行机床日常点检时,请务必记录以下信息:1. 点检日期:记录进行点检的日期。
2. 点检人员:记录进行点检的人员姓名或编号。
3. 点检项目:记录进行点检的项目名称。
4. 点检结果:记录每个点检项目的检查结果,包括正常、异常或需要维修等。
5. 备注:记录点检过程中的任何特殊情况或需要注意的事项。
4. 注意事项在进行机床日常点检时,请注意以下事项:1. 点检前,请确保机床已经停机,并断开电源。
机床设备日常点检表
机床设备日常点检表
目的
本点检表用于日常检查和维护机床设备的运行状况,以确保设备正常运转,减少故障和损坏的发生。
检查项
使用说明
1. 每日使用本点检表进行机床设备的日常点检。
2. 对每个检查项进行观察和检测,将状态填写在“状态”栏。
3. 若某项检查状态异常,请在“备注”栏注明具体问题。
4. 如需补充润滑油或更换刀具等操作,请在“备注”栏注明具体型号或操作。
5. 检查完成后,将点检表归档保存。
注意事项:
- 若发现异常状态,请及时进行处理或报修。
- 点检过程中请注意安全,确保落地开关和紧急停机装置正常可用。
加工中心日常保养点检记录表
内六角、螺丝刀
听、看、闻
每天
5
E
检查清扫设备,外观、内部电机是否清洁、防护装置是否齐全
清洁无灰尘、油污、残渣
吸尘机、干油布
目测
每天
6
F
检查设备辅助工具、刀具是否齐全,摆放位置是否正确
工具、刀具定位整齐放置
工具柜
目测
每天
7
G
检查工作台真空密封条、是否密封,吸力是否正常
板材200×300双手扳不动
200×300板材
双手扳动
每天
注:每天上班前30分钟,保养(点检)如该项完好,则在格内打“√”,异常打“×,修好打“/”,休息或无此内容打“○”,对设备没进行保养或未按要求填写保养表格的给予操机手10元/次罚款,如组长监督不力罚款10元/次。如定期内不予改进的均加罚10元。
2012年四月门板神山设备组修改版本
设备日常保养点检记录表
2012年月
设备名称
加工中心
设备型号
设备编号
设备操作人
使用部门
序号
点检项目代号
日期
1
2
3
4
5
6
7
8
9
1011Βιβλιοθήκη 121314
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
A
2
B
3
C
4
D
5
E
6
F
7
G
保养人签名
序号
项目代号
保养点检项目
加工中心点检(日检)卡
13
机床附件及罩壳和周围场地是否有异常和渗漏现象
14
主轴孔内、刀链刀套内有无铁屑
15
检查主轴定位、换刀动作、轴孔吹屑、防护门动作是否正常
16
检查刀具及刀片是否松动
17
各轴向运动是否有异常
18
试运行机床,密切注意运转情况,看有无动作失灵、震动、发热、爬行、噪音、异味、碰伤等异常现象
加工中心点检(日检)卡
201年月日
车间
数控
机床名称
机床型号
操作者
序号
点检内容
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
检查电源电压是否正常
2
检查电器配电箱应关闭牢靠,电气接地良好
3
检查电气柜空调温度是否正常
4
检查冷却液位是否达标
5
检查机床润滑系统工作是否正常
19
检查排屑器有无卡住等现象
备注
(可附页)
说明:正常划“√”,不正常划“×”;本卡一月一张,注意保持整洁,月底交车间主任检查,并有车间主任保存。
6
检查气源压力及过滤情况,并及时加油、放水、清洁
7
检查操作面板是否有异常
8
检查冷却液回收过滤网是否有堵塞现象
9
检查工作台,导轨及主要滑动面有无新的拉、研、碰伤
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
14 清扫切削液箱的过滤器 15 检查润滑油泵油位/加注G68导轨油
16 检查主轴齿轮、从动轮、UC凸轮润滑脂 每周(做) 17 清扫刀具刀柄部及检查刀具紧固拉钉 每周(做) 18 清扫主轴锥形孔部
每天实际运行台时: 每月实际运行台时: 每周(做)
点检者署名:
每月点检项目 1:各滑动导轨上的刮屑板 2、清理贯通主轴切削液的管路过滤器 点检基准 无松动、变形,进退自如 点检结果 点检日期 点检者签名 异 常 时 填 写 日期 异常内容 处理情况 处理者签名
加工中心点检表
(发生异常时,向所属上级汇报)
No. 点检内容
设备型号 年 月
点检动作 看 看 看 1
FANUC ROBODRILL α -T14iFb
2 3 4 5 6 7 8 9
设备编号
文件编号: cnc6-1206
日
期
31
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
1 检查变压器电压是否正常/200V 2 检查操作系统有无报警信息 3 检查操作面板上各功能键是否正常
4 检查电柜各散热风扇运行是否正常 看 5 更换、清洗电气控制柜冷却空气滤清器 看/做 6 7 8 9 10 11 12 13
检查砖塔刀库是否在正常状态 检查三个紧急按钮是否正常 检查机械装置有无漏油、漏水、漏电 清洁机床外部、工作台、伸缩护罩 检查气压源的压力表/0.5MPa 检查主轴吹气系统的压力表/0.08MPa 检查三点组合,排水,添加汽轮机油 检查切削液箱液位/温度,不足时添加 看 看 看 做 看 看 看/做 看/做 做 看/做
修 订 栏
制定时间 2012-6-26 版本号
承认
确认
作成பைடு நூலகம்
自动恢复E型指示器:所 指示压差绿色变红色 填表说明:(1)每项保养点检后,若该项正常,则打“√”,若有异常则打:“△”,(2)设备异常时:a.若自己解决则在异常栏填写解决过程,b.若不能解决,则迅速报修。若待 修则打“×”。 (3)本表为设备日常保养点检,使用期为一个月,发放、回收时间为每月的第一天,交由技术部门管理,以再取新表。