焊接结构课件第五章
合集下载
特种焊接技术第五章超声波焊接ppt课件
率一般低于3~5%。
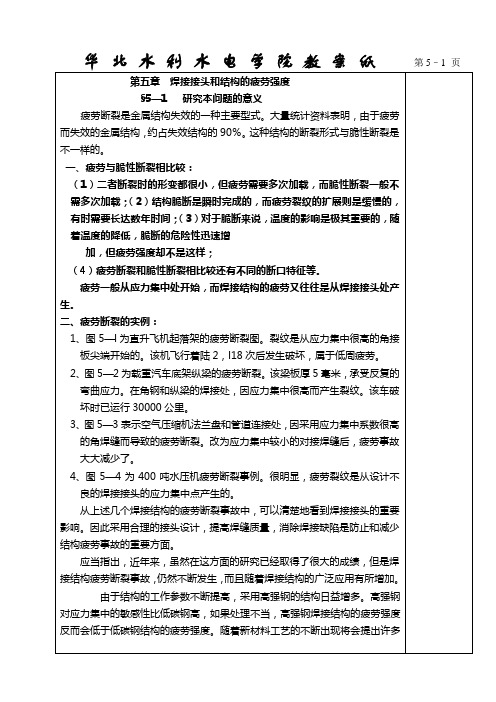
超声波焊缝的形成过程主要由震动剪切力、静 压力和接头区的升温三个因素所决定。
超声波焊接中能量转换与传递过程
电网 ~
50kHz
超声波 60~80kHz 发生器 电磁振荡
磁致伸缩 换能器
焊件
60~80kHz 机械振动
空气-传播超 16~80kHz. 声波声能 机械振动
上声极 改变方向
微电子器件中,半导体硅片与金属细丝(Au、Ag、 Al、Pt、Ta)的精密焊接是超声波焊接方法最重要
和最成功的一个应用领域。 3)适于焊接高热导率及高电导率的材料。例
如金、银、铜、铝等材料在电阻点焊中是比较难焊 的,使用超声波焊接,这些金属成为最容易焊接的 几种材料。
4)与电阻点焊相比,耗用功率仅为电阻点焊 的 5% 左右。变形小于3~5%。焊点强度及强度稳定
二、接头设计及准备
1、接头设计
由于焊接过程母材不发生熔化,焊点不受过大 压力,因此可自由设计点距、边距和行距等参数。
s
2、焊件表面准备
不需严格清理,因为振动
对表面层有破碎清理作用。氧
化严重和有锈层,仍需清理。
3、上声极选用
er
尽可能选用摩擦系数大以
及具有足够耐磨性的材料。目
前焊铝、铜等用高速钢、轴承
(一)同种金属材料的焊接
可实现铝及铝合金焊接、铜及铜合金的焊接、 钛及钛合金的焊接、高熔点材料的焊接。
(二)塑料的超声波焊
塑料焊接时,通常尽量将焊件的结合面置于谐 振曲线的波节点上,以便在这里释放出最高的局部 热量,以使材料受热熔化达到焊接的目的。
塑料焊接面预加工设计
塑料超声波焊的原理 是焊接面在超声波能量作 用下进行高频机械振动而 加热融化,同时施加焊接 压力。
电弧焊基础(第五章)演示文稿

四、焊缝金属中的气孔
焊缝易产生气孔。 CO2气流有较强的冷却作用 焊缝易产生气孔。 CO气孔 1、CO气孔 沿结晶方向分布,呈条虫状,内表面光滑, 沿结晶方向分布,呈条虫状,内表面光滑,一 般在焊缝内部分布。 般在焊缝内部分布。 原因: FeO〕 Fe〕 ①原因:熔池中 〔FeO〕+〔C〕=〔Fe〕+CO 防止措施:减少焊丝中的C含量。 ②防止措施:减少焊丝中的C含量。
熔化极气体保护焊--GMAW
TIG、PAW:气体保护,钨极-不熔化; 、 :气体保护,钨极-不熔化; 熔化极焊:电极熔化-焊条、焊丝; 熔化极焊:电极熔化-焊条、焊丝; 焊条电弧焊- 渣联合保护; 焊条电弧焊-气、渣联合保护; 焊丝+气体保护-- --GMAW(MIG、MAG 、 焊丝+气体保护-- ( 、 CO2) 焊丝+焊剂保护-- --埋弧焊 焊丝+焊剂保护--埋弧焊 保护气体不同: 气体保护焊、 保护气体不同:CO2气体保护焊、惰性气体保护焊 )、混合活性气体保护焊 (MIG,Ar、He)、混合活性气体保护焊(MAG , 、 )、混合活性气体保护焊( , Ar+He、 Ar+ CO2 、 Ar+He+ CO2 ) + 、 + + +
三、脱氧和焊缝金属的合金化
1、对脱氧剂的要求: 对脱氧剂的要求: 与氧的亲和力比铁大; ①与氧的亲和力比铁大; 与氧的生成物不溶于焊缝金属中,易浮出。 ②与氧的生成物不溶于焊缝金属中,易浮出。 剩余量可使焊缝金属合金化。 ③剩余量可使焊缝金属合金化。 脱氧剂的种类:Al、Ti、Si、Mn。 2、脱氧剂的种类:Al、Ti、Si、Mn。
电源动特性回路电感的影响co2电弧焊采取短路过渡方式焊接时焊接电源不仅需要有平的外特性电源不仅需要有平的外特性而且需要有适当的动特性指标主要是为了配合所需的短路电流上升速率didt和在适当的短路峰值电流imax下实现过渡这两个指标都是由回路电感决定的
焊工工艺学第五版教学课件第五章 金属熔焊过程
28 第 五 章 金 属 熔 焊 过 程
压力为0.1 MPa 时氢和氮在铁中的溶解度
§5-2 焊接化学冶金过程
2.氢对焊缝金属的作用 (2)氢对焊接质量的影响 1)形成气孔。 2)产生白点和氢脆。 3)产生冷裂纹。
29 第 五 章 金 属 熔 焊 过 程
§5-2 焊接化学冶金过程
2.氢对焊缝金属的作用
缝中含氮量的主要措施。 2)采取正确的焊接工艺措施,如尽量 采用短弧焊接,因为电弧越长,氮侵入熔池越多,焊缝中的含氮量越
高。此外,采用直流反接比直流正接可减少焊缝中的含氮量。
32 第 五 章 金 属 熔 焊 过 程
§5-2 焊接化学冶金过程
4.焊缝金属中硫、磷的危害及控制 (1)硫、磷的来源 焊缝中的硫、磷主要来自母材、焊丝、药皮、焊剂等材料。 (2)硫、磷的危害 硫、磷是焊缝中的有害杂质。硫化物共晶、磷化物共晶的熔点见表。
液体熔滴看成是由许多载流导体组 成的,如图中箭头所示,这样熔滴 就会受到由四周向中心的径向收缩 力,称为电磁压缩力。
14 第 五 章 金 属 熔 焊 过 程
电磁力在熔滴上的压缩作用 F—电磁压缩力
§5-1 焊条、焊丝及母材的熔化
2.熔滴过渡的作用力 (4)斑点压力 焊接电弧中的带电微粒(电子
和正离子)在电场的作用下分别向 阳极和阴极运动,撞击在两极的斑 点上而产生的机械压力称为斑点压 力,如图所示。
熔渣中有大量的碱性氧化物CaO、MnO 等,既能进行熔渣脱硫和脱磷,同 时又可进行元素脱硫。
35 第 五 章 金 属 熔 焊 过 程
§5-2 焊接化学冶金过程
四、焊缝金属合金化
1.焊缝金属合金化的目的
(1)补偿焊接过程中由于合金元素氧化 和蒸发等造成的损失,以保证焊缝金属的成分、组织和性能符合预 定的要求。 (2)通过向焊缝金属中渗入母材中不含或少含的合金元素,以满足 焊件对焊缝金属的特殊要求。 (3)消除焊接工艺缺欠,改善焊缝金属的组织和性能。
压力为0.1 MPa 时氢和氮在铁中的溶解度
§5-2 焊接化学冶金过程
2.氢对焊缝金属的作用 (2)氢对焊接质量的影响 1)形成气孔。 2)产生白点和氢脆。 3)产生冷裂纹。
29 第 五 章 金 属 熔 焊 过 程
§5-2 焊接化学冶金过程
2.氢对焊缝金属的作用
缝中含氮量的主要措施。 2)采取正确的焊接工艺措施,如尽量 采用短弧焊接,因为电弧越长,氮侵入熔池越多,焊缝中的含氮量越
高。此外,采用直流反接比直流正接可减少焊缝中的含氮量。
32 第 五 章 金 属 熔 焊 过 程
§5-2 焊接化学冶金过程
4.焊缝金属中硫、磷的危害及控制 (1)硫、磷的来源 焊缝中的硫、磷主要来自母材、焊丝、药皮、焊剂等材料。 (2)硫、磷的危害 硫、磷是焊缝中的有害杂质。硫化物共晶、磷化物共晶的熔点见表。
液体熔滴看成是由许多载流导体组 成的,如图中箭头所示,这样熔滴 就会受到由四周向中心的径向收缩 力,称为电磁压缩力。
14 第 五 章 金 属 熔 焊 过 程
电磁力在熔滴上的压缩作用 F—电磁压缩力
§5-1 焊条、焊丝及母材的熔化
2.熔滴过渡的作用力 (4)斑点压力 焊接电弧中的带电微粒(电子
和正离子)在电场的作用下分别向 阳极和阴极运动,撞击在两极的斑 点上而产生的机械压力称为斑点压 力,如图所示。
熔渣中有大量的碱性氧化物CaO、MnO 等,既能进行熔渣脱硫和脱磷,同 时又可进行元素脱硫。
35 第 五 章 金 属 熔 焊 过 程
§5-2 焊接化学冶金过程
四、焊缝金属合金化
1.焊缝金属合金化的目的
(1)补偿焊接过程中由于合金元素氧化 和蒸发等造成的损失,以保证焊缝金属的成分、组织和性能符合预 定的要求。 (2)通过向焊缝金属中渗入母材中不含或少含的合金元素,以满足 焊件对焊缝金属的特殊要求。 (3)消除焊接工艺缺欠,改善焊缝金属的组织和性能。
过程装备制造Chapter5过程装备焊接结构设计

过程装备制造Chapter5 过程装备焊接结构设计
PPT文档演模板
2020/12/19
过程装备制造Chapter5过程装备焊接 结构设计
2 压力容器焊缝形式及分类
PPT文档演模板
过程装备制造Chapter5过程装备焊接 结构设计
不同类别的焊缝的要求
注:
• 1. A,B类焊缝的射线探伤按GB-3323-87《钢熔化焊对接接头探伤射 线照相和质量等级》进行,检查结果对100%探伤的,I级的为合格, 局部探伤的II级的为合格
过程装备制造Chapter5过程装备焊接 结构设计
2.接管与壳体的焊接接头
2.2无补强圈全熔透焊缝的T型接头
PPT文档演模板
过程装备制造Chapter5过程装备焊接 结构设计
2.接管与壳体的焊接接头
2.3有补强圈的T型接头
PPT文档演模板
过程装备制造Chapter5过程装备焊接 结构设计
2.接管与壳体的焊接接头
3.凸缘与管嘴的焊接接头
PPT文档演模板
过程装备制造Chapter5过程装备焊接 结构设计
3.凸缘与管嘴的焊接接头
3.1凸缘的 角焊缝连 接
3.2凸缘的 对接焊缝 连接
PPT文档演模板
过程装备制造Chapter5过程装备焊接 结构设计
3.凸缘与管嘴的焊接接头
3.3小直径凸缘 和接管的焊接 接头
6.筒体与夹套连接的焊接结构
6.3可拆式夹套 结构
6.4可拆式夹套 底部结构
PPT文档演模板
过程装备制造Chapter5过程装备焊接 结构设计
7.容器支座及其与主体的连接
PPT文档演模板
过程装备制造Chapter5过程装备焊接 结构设计
PPT文档演模板
2020/12/19
过程装备制造Chapter5过程装备焊接 结构设计
2 压力容器焊缝形式及分类
PPT文档演模板
过程装备制造Chapter5过程装备焊接 结构设计
不同类别的焊缝的要求
注:
• 1. A,B类焊缝的射线探伤按GB-3323-87《钢熔化焊对接接头探伤射 线照相和质量等级》进行,检查结果对100%探伤的,I级的为合格, 局部探伤的II级的为合格
过程装备制造Chapter5过程装备焊接 结构设计
2.接管与壳体的焊接接头
2.2无补强圈全熔透焊缝的T型接头
PPT文档演模板
过程装备制造Chapter5过程装备焊接 结构设计
2.接管与壳体的焊接接头
2.3有补强圈的T型接头
PPT文档演模板
过程装备制造Chapter5过程装备焊接 结构设计
2.接管与壳体的焊接接头
3.凸缘与管嘴的焊接接头
PPT文档演模板
过程装备制造Chapter5过程装备焊接 结构设计
3.凸缘与管嘴的焊接接头
3.1凸缘的 角焊缝连 接
3.2凸缘的 对接焊缝 连接
PPT文档演模板
过程装备制造Chapter5过程装备焊接 结构设计
3.凸缘与管嘴的焊接接头
3.3小直径凸缘 和接管的焊接 接头
6.筒体与夹套连接的焊接结构
6.3可拆式夹套 结构
6.4可拆式夹套 底部结构
PPT文档演模板
过程装备制造Chapter5过程装备焊接 结构设计
7.容器支座及其与主体的连接
PPT文档演模板
过程装备制造Chapter5过程装备焊接 结构设计
第五章 焊接接头和结构的疲劳强度
一、疲劳与脆性断裂相比较:
(1)二者断裂时的形变都很小,但疲劳需要多次加载,而脆性断裂一般不需多次加载;(2)结构脆断是瞬时完成的,而疲劳裂纹的扩展则是缓慢的,有时需要长达数年时间;(3)对于脆断来说,温度的影响是极其重要的,随着温度的降低,脆断的危险性迅速增
加,但疲劳强度却不是这样;
(4)疲劳断裂和脆性断裂相比较还有不同的断口特征等。
疲劳一般从应力集中处开始,而焊接结构的疲劳又往往是从焊接接头处产生。
二、疲劳断裂的实例:
1、图5—l为直升飞机起落架的疲劳断裂图。裂纹是从应力集中很高的角接板尖端开始的。该机飞行着陆2,l18次后发生破坏,属于低周疲劳。
2、图5—2为载重汽车底架纵梁的疲劳断裂。该梁板厚5毫米,承受反复的弯曲应力。在角钢和纵梁的焊接处,因应力集中很高而产生裂纹。该车破坏时已运行30000公里。
§5—5影响焊接接头疲劳强度的因素
影响基本金属疲劳强度的因素(例如应力集中、截面尺寸、表面状态、加载情况、介质等)同样对焊接结构的疲劳强度有影响。除此以外焊接结构本身的一些特点,例如接头部位近缝区性能的改变,焊接残余应力等也可能对焊接结构疲劳强度发生影响。弄清这些因素的具体影响,对提高焊接结构的疲劳强度是有益的。下面分别探讨这些因素的影响情况。
则交点的σa+σm=σ即为循环特征系数为r时的疲劳强度。
4、用σmax和σmin表示的疲劳图如图5—13所示。图中纵坐标表示循环中的最大应力σmax,而横坐标表示循环中的最小应力σmin,由原点出发的每条射线代表一种循环特性。例如由原点向左与横坐标倾斜45度的直线表示,交变载荷,r= ,它与曲线交于B点, 即为σ-1,向右与横坐标倾斜45度的直线表示静载r=1,它与曲线交于D点, 即为静载强度σb。而纵坐标本身又表示脉动载荷r=0, 即为σ0等等。
(1)二者断裂时的形变都很小,但疲劳需要多次加载,而脆性断裂一般不需多次加载;(2)结构脆断是瞬时完成的,而疲劳裂纹的扩展则是缓慢的,有时需要长达数年时间;(3)对于脆断来说,温度的影响是极其重要的,随着温度的降低,脆断的危险性迅速增
加,但疲劳强度却不是这样;
(4)疲劳断裂和脆性断裂相比较还有不同的断口特征等。
疲劳一般从应力集中处开始,而焊接结构的疲劳又往往是从焊接接头处产生。
二、疲劳断裂的实例:
1、图5—l为直升飞机起落架的疲劳断裂图。裂纹是从应力集中很高的角接板尖端开始的。该机飞行着陆2,l18次后发生破坏,属于低周疲劳。
2、图5—2为载重汽车底架纵梁的疲劳断裂。该梁板厚5毫米,承受反复的弯曲应力。在角钢和纵梁的焊接处,因应力集中很高而产生裂纹。该车破坏时已运行30000公里。
§5—5影响焊接接头疲劳强度的因素
影响基本金属疲劳强度的因素(例如应力集中、截面尺寸、表面状态、加载情况、介质等)同样对焊接结构的疲劳强度有影响。除此以外焊接结构本身的一些特点,例如接头部位近缝区性能的改变,焊接残余应力等也可能对焊接结构疲劳强度发生影响。弄清这些因素的具体影响,对提高焊接结构的疲劳强度是有益的。下面分别探讨这些因素的影响情况。
则交点的σa+σm=σ即为循环特征系数为r时的疲劳强度。
4、用σmax和σmin表示的疲劳图如图5—13所示。图中纵坐标表示循环中的最大应力σmax,而横坐标表示循环中的最小应力σmin,由原点出发的每条射线代表一种循环特性。例如由原点向左与横坐标倾斜45度的直线表示,交变载荷,r= ,它与曲线交于B点, 即为σ-1,向右与横坐标倾斜45度的直线表示静载r=1,它与曲线交于D点, 即为静载强度σb。而纵坐标本身又表示脉动载荷r=0, 即为σ0等等。
焊接结构全套课件

2)焊接结构对于脆性断裂、疲劳破坏、应力腐蚀和蠕变 破坏等都比较敏感,
3)焊接结构中存在残余应力和变形, 4)焊接会改变材料的部分性能,使焊接接头附近变为一 个不均匀体’
5)对于一些高强度的材料,因其焊接性能较差,更容易 产生焊接裂纹等缺陷。
(3)减小焊接不足的措施 1)合理的设计结构,正确的选择材料, 2)采用适宜的焊接设备和制定正确的焊接工艺, 3)良好的焊接技术及严格的质量控制。 2.焊接结构在工业发展中的作用 (1)焊接结构被广泛地应用于工业生产的各个部门。
(2)加强现场教学和参观,加深学生的感性认识,还可 以通过多媒体教学等手段开阔学生的视野,培养学生分析 问题和解决问题的能力。
第一章 焊接结构基本知识
1.1 焊接结构基本构件 1.2 焊接接头的基本知识
第一节 焊接结构基本构件
一、机器零部件焊接结构
1 .切削机床的焊接机身, 2.减速器箱体焊接结构。
1.焊接接头的组成 焊接接头由焊缝金属、熔合区和热影响区组成,如图1-
11所示。 2.焊接接头的基本形式 (1)对接接头 两板件端面通过焊接形成135°~180°夹角, (2)搭接接头 两板件部分重叠起来进行焊接所形成的接
头, (3)T形(十字)接头 将一个焊件的端面与另一焊件的表
面构成直角或近似直角,用角焊缝连接起来的接头,
2.焊缝金属的收缩 当焊缝金属冷却,由液态转为固态时,其体积要收缩。
产生焊接应力变形。
3.金属组织的变化 钢在加热及冷却过程中发生相变,可得到不同的组织,
这些组织的比容各不相同,由此也会造成焊接应力与变形。
4.焊件的刚性和拘束 焊件自身的刚性及受周围的拘束程度越大,焊接变形
越小,焊接应力越大;反之,焊件自身的刚性及受周围的 拘束程度越小,则焊接变形越大,而焊接应力越小
焊接结构生产课件 5疲劳脆性断裂
2021/8/22
2021/8/22
2021/8/22
钢结构焊接氢致裂纹而诱发的脆性 断裂,其断口的形貌常以准解理断裂为 特征。在断口上常见到许多不连续的解 理面,并在局部形成孤立的裂纹进行扩 展。
2021/8/22
3、 准解理与解理断口的区别
名称
解理
准解理
形核位置 晶界或其它界面 夹杂、空洞、硬质点
3、 改善材料的断裂韧性 (1)正确的设计选材
应采用“等韧性”或“等性能”原则, 才能保证 焊缝区不成为结构的薄弱环节, 以避免脆 性断裂。
(2)优化焊接工艺 (3)合理制订、严格执行耐压试验规程 (4)控制钢材S、P含量。
7.3 材料断裂的评定方法 1、转变温度方法
脆性--韧性和温度的关系 临界应力强度因子KIC。 (1)冲击试验
2021/8/22
2、断裂韧性试验(COD试验)
2021/8/22
小结
1.断裂分类:延性断裂、脆性断裂
2.影响脆性断裂的因素:
• 温度、应力、加载速度、材料组织
3.材料断裂的评定方法:
• 冲击试验、落锤试验、膨胀试验
4.钢结构抗裂性能评定方法:
• 韦尔斯宽板拉伸试验、断裂韧性试验
•
(COD)
2021/8/22
2021/8/22
2021/8/22
解理是指金属材料严格沿某些晶体晶系面 (001面)开裂的现象,属穿晶断裂。
解理断口的微观特征常呈河流状花样、扇形 花样和舌形花样、冰糖状晶界断口等。
2021/8/22
河流花样
舌形花样
2021/8/22
舌形花样
2021/8/22
河流花样
冰糖状晶界断裂
2021/8/22
2021/8/22
2021/8/22
钢结构焊接氢致裂纹而诱发的脆性 断裂,其断口的形貌常以准解理断裂为 特征。在断口上常见到许多不连续的解 理面,并在局部形成孤立的裂纹进行扩 展。
2021/8/22
3、 准解理与解理断口的区别
名称
解理
准解理
形核位置 晶界或其它界面 夹杂、空洞、硬质点
3、 改善材料的断裂韧性 (1)正确的设计选材
应采用“等韧性”或“等性能”原则, 才能保证 焊缝区不成为结构的薄弱环节, 以避免脆 性断裂。
(2)优化焊接工艺 (3)合理制订、严格执行耐压试验规程 (4)控制钢材S、P含量。
7.3 材料断裂的评定方法 1、转变温度方法
脆性--韧性和温度的关系 临界应力强度因子KIC。 (1)冲击试验
2021/8/22
2、断裂韧性试验(COD试验)
2021/8/22
小结
1.断裂分类:延性断裂、脆性断裂
2.影响脆性断裂的因素:
• 温度、应力、加载速度、材料组织
3.材料断裂的评定方法:
• 冲击试验、落锤试验、膨胀试验
4.钢结构抗裂性能评定方法:
• 韦尔斯宽板拉伸试验、断裂韧性试验
•
(COD)
2021/8/22
2021/8/22
2021/8/22
解理是指金属材料严格沿某些晶体晶系面 (001面)开裂的现象,属穿晶断裂。
解理断口的微观特征常呈河流状花样、扇形 花样和舌形花样、冰糖状晶界断口等。
2021/8/22
河流花样
舌形花样
2021/8/22
舌形花样
2021/8/22
河流花样
冰糖状晶界断裂
2021/8/22