紧固件验收规范
紧固件连接检验批质量验收记录
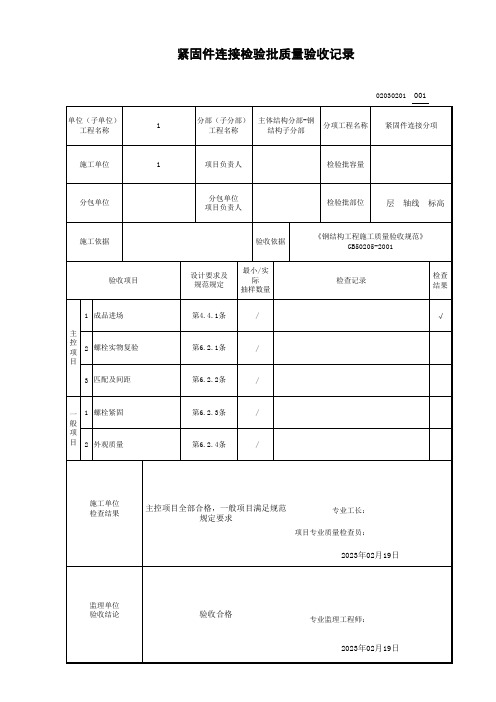
单位(子单位) 工程名称
1
施工单位
1
分包单位
施工依据
验收项目
1 成品进场
主
控 项
2 螺栓实物复验
目
3 匹配及间距
一 1 螺栓紧固 般 项 目 2 外观质量
02030201 001
分部(子分部) 工程名称
主体结构分部-钢 结构子分部
分项工程名称
紧固件连接分项
项目负责人
检验批容量
分包单位 项目负责人
验收依据
设计要求及 规范规定
最小/实 际
抽样数量
第4.4.1条
/
第6.2.1条
/
第6.2.2条
/
第6.2.3条
/
第6.2.4条
/
检验批部位
层 轴线 标高
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
检查 结果
√
施工单位 检查结果
主控项目全部合格,一般项目满足规范 规定要求
专业工长:
项目专业质量检查员:Fra bibliotek2023年02月19日
监理单位 验收结论
验收合格
专业监理工程师: 2023年02月19日
钢结构验收规范gb50205-2020

钢结构验收规范gb50205-2020钢结构工程验收规范包括:原材料及成品进场,进口钢材产品的质量应符合设计和合同规定标准的要求;钢结构焊接工程;紧固件连接工程,普通紧固件连接,高强度螺栓连接;钢构件组装工程;单层钢结构安装工程;钢结构涂装工程。
一、原材料及成品进场1.钢材(1)进口钢材产品的质量应符合设计和合同规定标准的要求。
(2)对属以下情况之一的钢材,应当展开样本TGP50,其TGP50结果应当合乎现行国家产品标准和设计建议。
1)国外进口钢材。
2)钢材混批。
3)板厚等于或大于40mm,且设计有z向性能要求的厚板。
4)建筑结构安全等级为一级,大跨度钢结构中主要受力构件所使用的钢材。
5)设计有复验要求的钢材。
6)对质量存有疑义的钢材。
(3)钢材的表面外观质量除应符合国家现行有关标准的规定外,尚应符合下列规定。
1)当钢材的表面存有破损、麻点或划痕等瑕疵时,其深度严禁大于该钢材厚度正数容许偏差值的1/2。
2)钢材表面的锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》规定的c级及c级以上。
3)钢材端边或断口处不理应分层、夹渣等瑕疵。
2.连接用紧固标准件(1)高强度小六角头螺栓相连接副和扭剪型高强度螺栓相连接副出厂时,应当分别随箱具有扭矩系数和套管轴力(进度表拉力)的检验报告。
(2)对建筑结构安全等级为一级,跨度40m及以上的螺栓球节点钢网架结构,其连接高强度螺栓应进行表面硬度试验,对8.8级的高强度螺栓其硬度应为hrc21~29;10.9级高强度螺栓其硬度应为hrc32~36,且不得有裂纹或损伤。
二、钢结构冲压工程(1)碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成焊接24h以后,进行焊缝探伤检验。
(2)技术员必须经考试合格并获得合格证书。
(3)施工单位对其首次采用的钢材、焊接材料、焊接方法、焊后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺。
(4)设计建议全系列焊透的一、二级焊缝应当使用超声波熔接展开内部瑕疵的检验,超声波熔接无法对瑕疵做出推论时,应当使用射线熔接。
GB50205-2001钢结构工程施工质量验收规范强制性条文

GB50205-2001钢结构工程施工质量验收规范强制性条文4 原材料及成品进场4.2 钢材4.2.1 钢材、钢铸件的品种、规格、性能等应符合现行国家产品标准和设计要求。
进口钢材产品的质量应符合设计和合同规定标准的要求。
检查数量:全数检查。
检验方法:检查质量合格证明文件、中文标志及检验报告等。
4.3 焊接材料4.3.1 焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。
4.4 连接用紧固标准件4.4.1 钢结构连接用高强度大六角头螺栓连接副、扭剪型高强度螺栓连接副、钢网架用高强度螺栓、普通螺栓、铆钉、自攻钉、拉铆钉、射钉、锚栓(机械型和化学试剂型)、地脚锚栓等紧固标准件及螺母、垫圈等标准配件,其品种、规格、性能等应符合现行国家产品标准和设计要求。
高强度大六角头螺栓连接副和扭剪型高强度螺栓连接副出厂时应分别随箱带有扭矩系数和紧固轴力(预拉力)的检验报告。
检查数量:全数检查。
检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。
5 钢结构焊接工程5.2 钢构件焊接工程5.2.2 焊工必须经考试合格并取得合格证书。
持证焊工必须在其考试合格项目及其认可范围内施焊。
检查数量:全数检查。
检验方法:检查焊工合格证及其认可范围、有效期。
5.2.4 设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准《钢焊缝手工超声波探伤方法和探伤结果分级法》GB 11345或《钢熔化焊对接接头射线照相和质量分级》GB 3323的规定。
焊接球节点网架焊缝、螺栓球节点网架焊缝及圆管T、K、Y形节点相关线焊缝,其内部缺陷分级及探伤方法应分别符合国家现行标准《焊接球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T 3034.1、《螺栓球节点钢网架焊缝超声波探伤方法及质量分级法》JBJ/T 3034.2、《建筑钢结构焊接技术规程》JGJ 81的规定。
普通紧固件连接施工工艺标准
普通紧固件连接施工工艺标准1. 总则1..1 使用范围本施工工艺标准适用于钢结构制作和安装中作为永久性连接的普通螺栓、自攻钉、拉铆钉、射钉等的连接施工。
1..2 编制参考标准及规范《钢结构工程施工质量验收规范》GB50205—20011.2 术语、符号1.2.1 术语(1)普通紧固件:本标准中是指结构连接施工中所用的普通螺栓、自攻钉、拉铆钉、射钉等的总称。
(2)普通螺栓连接:将普通螺栓、螺母、垫圈和连接件连接在一起,形成的一种连接形式。
(3)预拼装:为检验构件是否满足安装质量要求而进行的拼装。
1.3 施工准备1.3.1 技术准备(1)熟悉图纸,掌握设计对普通螺栓、自攻钉、拉铆钉、射钉等普通紧固件的技术要求。
(2)分规格统计所需的普通紧固件数量。
1.3.2 材料要求(1)普通螺栓1)螺栓按照性能等级分3.6、4.6、4.8、5.6、5.8、6.8、8.8、9.8、10.9、12.9 等十一个等级,其中8.8 级以上螺栓材质为低碳合金钢或中碳钢并经热处理,通称为高强螺栓,8.8 级以下(不含8.8 级)通称为普通螺栓。
2)普通螺栓按产品质量和制作公差的不同,分有A 级和B 级(精制螺栓)、C 级(粗制螺栓)。
钢结构用连接螺栓,除特殊注明外,一般即为普通粗制C 级螺栓。
常用螺栓技术规格有:六角头螺栓-C 级(GB5780)和六角头螺栓-全螺纹-C 级(GB5781)。
3)普通螺栓作为永久性连接螺栓,当设计有要求或对其质量有疑义时,应进行螺栓实物最小拉力荷载实验,试验方法见GB50205—2001 附录B。
检查数量为每一规格螺栓随机抽查8 个,其质量应符合现行国家标准《紧固件机械性能螺栓、螺钉和螺柱》GB3098 的规定。
4)A 级、B 级精制螺栓连接是一种紧配合连接,目前基本上已被高强度螺栓连接所替代。
(2)自攻钉、拉铆钉、射钉连接薄钢板采用的自攻钉、拉铆钉、射钉等其规格尺寸应与被连接钢板相匹配。
1.3.3 主要机具(1)普通螺栓主要施工机具为普通扳手。
中国标准紧固件表面标志规范

一、 本规范说明了国标外螺纹紧固件、内螺纹紧固件表面产品标志的具体内容和具体标记 方式,有利于加深技术人员、采购人员对紧固件表面产品标识的认识,有助于紧固件 的采购及验收。
二、本规范参考标准 GB/T 3098.1‐2010、GB/T 3098.2‐2000(2004)。 三、 国标外螺纹紧固件(螺栓、螺钉和螺柱)标志
表 8 公称高度≥0.8D 螺母的标记制度 1.2 公称高度≥0.5D,而<0.8D(螺纹有效长度≥0.4D,而<0.6D)的螺母
公称高度≥0.5D,而<0.8D(螺纹有效长度≥0.4D,而<0.6D)的螺母,有两位 数字标记:第 2 位数字表示用淬硬试验芯棒测出的公称保证应力的 1/100(以 N/mm2 计);而第 1 位数字“0”则表示这种螺栓-螺母组合件的承载能力比淬硬芯棒测出 的承载能力要小,同时也比 1.1 条规定的螺栓-螺母组合件的承载能力小。有效承 载能力不仅取决于螺母本身的硬度和螺纹有效长度,而且还与相配合的螺栓抗拉 强度有关。表 9 给出了螺母的标记制度和保证应力。
4 / 10
制造者识别标志
制造者识别标志
性能等级标志 图 3.1 圆头方颈螺栓标志示例
性能等级标志
图 3.2 圆头方颈螺栓标志示例 3.2.4 螺柱 螺柱应标志制造者识别标志和表 4 规定的性能等级的标志代号,或表 6 规定的可选用的 性能等级标准符号。 对 5.6 级、8.8 级、9.8 级、10.9 级和 12.9/12.9,及公称直径≥5mm 的螺柱要求制出标志。 应在螺柱无螺纹杆部进行标志,如不可能时,应在螺柱的拧入螺母端标志性能等级,并 可省略标志制造者识别标志(见图 4.1、图 4.2)。 对过盈配合的螺柱应在拧入螺母端标志性能等级,并可省略标志制造者识别标志。
紧固件相关标准

紧固件相关标准(包括通用标准,铆钉、螺母、螺钉、螺栓、垫圈、档圈及销)紧固件相关标准(包括通用标准,铆钉、螺母、螺钉、螺栓、垫圈、档圈及销)紧固件相关国标紧固件-螺母相关国标,共6个压缩包:GB 39-1988 方螺母-C级GB 56-1988 六角厚螺母GB 63-1988环形螺母GB 802-1988组合式盖形螺母GB 804-1988球面六角螺母GB 805-1988扣紧螺母GB 806-1988滚花高螺母GB 807-1988滚花薄螺母GB 808-1988小六角特扁细牙螺母GB 809-1988嵌装圆螺母GB 810-1988小圆螺母GB 812-1988圆螺母GB 815-1988端面带孔圆螺母GB 816-1988侧面带孔圆螺母GB 817-1988 带槽圆螺母GB 844-1988球面六角螺母GB 923-1988盖形螺母GB 6178-19861型六角开槽螺母A和B级GB 6179-19861型六角开槽螺母 C级GB 6180-1986Ⅱ型六角开槽螺母 A和B级GB 6181-1986六角开槽薄螺母 A和B级GB 9457-19881型六角开槽螺母细牙 A和B级GB 9458-19882型六角开槽螺母细牙 A和B级GBT 41-2000六角螺母 C级GBT 62.1-2004蝶形螺母圆翼GBT 62.2-2004蝶形螺母方翼GBT 62.3-2004蝶形螺母冲压GBT 62.4-2004蝶形螺母压铸GBT 889.1-20001型非金属嵌件六角锁紧螺母GBT 889.2-20001型非金属嵌件六角锁紧螺母细牙GBT 1229-1991钢结构用高强度大六角螺母GBT 5779.2-2000紧固件表面缺陷螺母GBT 6170-20001型六角螺母GBT 6171-20001型六角螺母细牙GBT 6172.1-2000六角薄螺母GBT 6172.2-2000非金属嵌件六角锁紧薄螺母GBT 6173-2000六角薄螺母细牙GBT 6174-2000六角薄螺母无倒角GBT 6175-2000Ⅱ型六角螺母GBT 6176-2000Ⅱ型六角螺母细牙 A和B级GBT 6177.1-2000六角法兰面螺母GBT 6177.2-2000六角法兰面螺母细牙GBT 6182-2000Ⅱ型非金属嵌件六角锁紧螺母GBT 6183.1-2000非金属嵌件六角法兰面锁紧螺母GBT 6183.2-2000非金属嵌件六角法兰面锁紧螺母细牙GBT 6184-20001型全金属六角锁紧螺母GBT 6185.1-20002型全金属六角锁紧螺母GBT 6185.2-20002型全金属六角锁紧螺母细牙GBT 6186-20002型全金属六角锁紧螺母 9级GBT 6187.1-2000全金属六角法兰面锁紧螺母GBT 6187.2-2000全金属六角法兰面锁紧螺母细牙GBT 13680-1992焊接方螺母GBT 13681-1992焊接六角螺母GBT 17880.1-1999平头铆螺母GBT 17880.2-1999沉头铆螺母GBT 17880.3-1999小沉头铆螺母GBT 17880.4-1999120°小沉头铆螺母GBT 17880.5-1999平头六角铆螺母GBT 17880.6-1999铆螺母技术条件GBT 18195-2000精密机械用六角螺母huangdong2007-04-26 20:38再来一个紧固件-垫圈相关国标,共2个压缩包:GB 93-1987标准型弹簧垫圈GB 94.1-1987弹性垫圈技术条件弹簧垫圈GB 94.2-1987弹性垫圈技术条件齿形、锯齿锁紧垫圈GB 94.3-1987弹性垫圈技术条件鞍形、波形弹性垫圈GB 98-1988止动垫圈技术条件GB 849-1988球面垫圈GB 850-1988锥面垫圈GB 851-1988开口垫圈GB 852-1988工字钢用方斜垫圈GB 853-1988槽钢用方斜垫圈GB 854-1988单耳止动垫圈GB 855-1988双耳止动垫圈GB 856-1988外舌止动垫圈GB 858-1988圆螺母用止动垫圈GB 859-1987轻型弹簧垫圈GB 860-1987鞍形弹性垫圈GB 861.1-1987内齿锁紧垫圈GB 862.1-1987外齿锁紧垫圈GB 862.2-1987外锯齿锁紧垫圈GB 955-1987波形弹性垫圈GB 956.1-1987锥形锁紧垫圈GB 956.2-1987锥形锯齿锁紧垫圈GB 7244-1987重型弹簧垫圈GB 7245-1987鞍形弹簧垫圈GB 7246-1987波形弹簧垫圈GBT 95-2002平垫圈C级GBT 96.1-2002大垫圈A级GBT 96.2-2002大垫圈C级GBT 97.1-2002平垫圈A级GBT 97.2-2002平垫圈倒角型A级GBT 97.3-2000销轴用平垫圈GBT 97.4-2002平垫圈用于螺钉和垫圈组合件GBT 97.5-2002平垫圈用于自攻螺钉和垫圈组合件GBT 848-2002小垫圈A级GBT 973-2000销轴用平垫圈GBT 5287-2002特大垫圈C级huangdong2007-04-26 20:38每天上传两组要用的赶快下哦[s:4]kai2007-04-26 21:34 这么好啊,明天来了一定先把它们下了。
螺栓紧固管理细则
螺栓紧固管理细则附件:螺栓紧固管理细则第一章总则第一条为规范管道或设备法兰及螺栓连接部位紧固操作;钢结构高强度螺栓连接施工的技术要求及验收。
保证所有工作人员紧固的管法兰接头质量合格,无泄漏;钢结构高强度螺栓连接施工做到技术先进、安全适用、确保质量,优质高效地完成在维修和工程项目中的螺栓紧固工作。
确保公司在用管道、设备和钢结构在完好状态下运行,实现本质安全。
第二条适用于本公司管道或设备上的螺栓紧固,由以下几部分组成:一、管道与管道、管道与设备、仪表与管道间的法兰连接。
二、相关附件和准备工作,即垫圈、螺柱、螺栓、螺母。
三、清洁、润滑、对中和紧固。
第三条适用于工业与民用建筑钢结构工程中高强度螺栓连接的设计、施工与验收。
第四条高强度螺栓连接的施工及验收,除按本细则的规定执行外,尚应符合《钢结构设计规范》(GBJ17)《冷弯薄壁型钢结构技术规范》(GBJ18)及《钢结构工程施工及验收规范》(GBJ205)的有关规定。
第二章管理职责及管理要求第五条机动设备处为螺栓紧固归口管理部门,负责制定螺栓紧固管理规章制度。
—1—第六条机动设备处的主要职责:一、参与审查螺栓紧固步骤、程序。
二、负责监督螺栓紧固操作人员和检修人员的培训和管理工作。
三、负责监督和指导法兰紧固工作, 检查法兰接头质量。
第七条设备属地单位职责:一、负责制定自检项目螺栓紧固步骤、程序,参与审查检修单位螺栓紧固步骤、程序。
二、负责本单位螺栓紧固操作人员的培训管理工作。
三、负责监督现场法兰螺栓紧固工作, 检查紧固质量并做好记录。
四、负责分析辨别法兰紧固的工艺过程和环境条件,制定相应的安全计划和措施,并对整个施工过程进行监督和指导。
五、负责现场法兰紧固质量管理所需的人员及设备。
第八条检修单位职责:一、负责制定自检项目螺栓紧固步骤、程序。
二、负责本单位螺栓紧固操作人员的培训管理工作。
三、负责检查现场法兰螺栓紧固质量并做好记录。
第三章螺栓紧固的技术要求第九条法兰紧固件的检查:一、垫片:1、安装时, 确保垫片是新的且是干净和干燥的,并检查垫片是否有缺陷和毁坏。
建筑结构加固工程施工质量验收规范
6.2 卸载的实时控制(Ⅰ)主控项目6.2.1 被加固构建卸载的力值、卸载点的位置确定、卸载顺序及卸载点的位移控制应符合设计规定及施工技术方案的要求。
检查数量:全数检查。
检验方法:测量、观测;检查卸载及监控记录。
6.2.2 卸载时的力值测量可用千斤顶配置的压力表经校正后进行测读;卸载点的结构节点位移宜用百分表测读。
卸载所用的压力表、百分表的精度不应低于1.5级,标定日期不应超过半年。
检查数量:全数检查。
检验方法:观察、检查仪表校正合格证及施工监控记录。
6.2.3 卸载时,有全程监控设施和安全支护设施,保证被卸载结构及其相关结构的安全。
检查数量:全数检查。
检验方法:检查卸载设施的安全性及监控仪器的检定记录。
(Ⅱ)一般项目6.2.4 当需要将千斤顶压力表的力值转移到支撑结构上时,可采用螺旋式杆件和钢楔等进行传递,但应在千斤顶的力值降为零时方可卸下千斤顶。
力值过渡时,应用百分表进行卸载点的位移控制。
检查数量:全数检查。
检验方法:测量、检查卸载控制记录。
6.2.5 卸载的支撑结构应满足承载力及变形要求。
其所承受的荷载应传递到基础上。
检查数量:全数检查。
检验方法:观察、检查施工监控记录。
6.3 混凝土局部提出及界面处理(Ⅰ)主控项目6.3.1 提出被置换的混凝土时,应在到达缺陷边缘后,再向边缘外延伸清楚一段不小于50mm的长度;对缺陷范围较小的构件、应从缺陷中心向四周扩展,逐步进行清除,其长度和宽度均应不小于200mm。
剔除过程中不的损伤钢筋计无需置换的混凝土;若钢筋或混凝土受到损伤,应由施工单位提出技术处理方案,经设计和监理单位认可后放可进行处理;处理后应重新检查验收。
检查数量:全数检查。
检验方法:检查钢筋和混凝土外观质量,并检查技术处理方案及施工记录。
6.3.2 新旧混凝土粘合面的界面处理应符合设计规定及本规范第5.2节的要求,但不凿成沟槽。
若用高压水射流打毛,宜按本规范附录C的规定打磨成垂直于轴线方向的均匀纹路检查数量:全数检查。
建筑结构加固工程施工质量验收规范
•
4.1.2 普通混凝土中掺用的外加剂(不包括阻锈剂) ,其质量及应用技术应符合现行国家标准《混凝土外 加剂》GB 8076及《混凝土外加剂应用技术规范》GB 50119的要求。
结构加固用的混凝土不得使用含有氯化物或亚硝酸 盐的外加剂;上部结构加固用的混凝土还不得使用膨 胀剂。必要时,应使用减缩剂。
检查数量:按进场批号,每批号见证取样3件,从每件中,按每一检验 项目各裁取一组试样的用料。
检验方法:在确认产品包装及中文标志完整性的前提下,检查产品合 格证、出厂检验报告和进场复验报告;对进口产品还应检查报关单及商 检报告所列的批号和技术内容是否与进场检查结果相符。
书山有路勤为径, 学海无涯苦作舟
型钢、钢板和连接用的紧固件进场时,应按现行国家标准《钢 结构工程施工质量验收规范》GB 50205等的规定见证取样作安 全性能复验,其质量必须符合设计和合同规定标准的要求。
检查数量:按进场的批次,逐批检查,且每批抽取一组试样进 行复验。组内试件数量按所执行试验方法标准确定。
检验方法:检查产品合格证、中文标志、出厂检验报告和进场 复验报告。
钢丝绳网片进场时,应分别按现行国家标准《不锈钢丝绳》GB 9944和行业标准《航空用钢丝绳》YB 5197等的规定见证抽取试件作 整绳破断拉力、弹性模量和伸长率检验。其质量必须符合上述标准和 现行国家标准《混凝土结构加固设计规范》GB 50367的规定。
检查数量:按进场批次和产品抽样检验方案确定。 检验方法:检查产品质量合格证、出厂检验报告和进场复验报告。 注:单股钢丝绳也称钢绞线(图4.2.6,b),但不得擅自将
6×7+IWS金属股芯不松散钢丝绳改称为钢绞线。若施工图上所写名 称不符合本规范规定,应要求设计单位和生产厂家书面更正,否则不 得付诸施工。
建筑结构加固工程施工质量验收规范
4.9 结构用混凝土界面胶
4.9.2 结构界面胶(剂)应一次进场到位。进场时,应对其品种、 型号、包装、中文标志、出厂日期、产品合格证、出厂检验报告 等进行检查,并应对下列项目进行见证抽样复验: 1 与混凝土的正拉粘结强度及其破坏形式; 2 剪切粘结强度及其破坏形式; 3 耐湿热老化性能现场快速复验。 复验结果必须分别符合本规范附录E、附录S及附录J的规定。 注:结构界面胶(剂)耐湿热老化快速复验,应采用本规范附 录S规定的剪切试件进行试验与评定。 检查数量:按进场批次,每批见证抽取3件;从每件中取出一 定数量界面剂经混匀后,为每一复验项目制作5个试件进行复验。 检验方法:在确认产品包装及中文标志完整的前提下,检查产 品合格证、出厂检验报告和进场复验报告。
4.3 焊接材料
4.3.1 结构加固用的焊接材料,其品种、规格、型号 和性能应符合现行国家产品标准和设计要求。焊接材 料进场时应按现行国家标准《碳钢焊条》GB/T 5117、 《低合金钢焊条》GB/T 5118等的要求进行见证取样 复验。复验不合格的焊接材料不得使用。 检查数量:应按产品复验抽样规定(本规范附录D) 执行。 检查方法:检查产品合格证、中文标志及出厂检验 报告和进场复验报告。
4.5 纤维材料
4.5.1 碳纤维织物(碳纤维布)、碳纤维预成型板(以下简称板材)以 及玻璃纤维织物(玻璃纤维布)应按工程用量一次进场到位。纤维材料 进场时,施工单位应会同监理人员对其品种、级别、型号、规格、包装、 中文标志、产品合格证和出厂检验报告等进行检查,同时尚应对下列重 要性能和质量指标进行见证取样复验: 1 纤维复合材的抗拉强度标准值、弹性模量和极限伸长率; 2 纤维织物单位面积质量或预成型板的纤维体积含量; 3 碳纤维织物的K数。 若检验中发现该产品尚未与配套的胶粘剂进行过适配性试验,应见证 取样送独立检测机构补检(本规范附录E及附录N)。 检查、检验和复验结果必须符合现行国家标准《混凝土结构加固设计 规范》GB 50367的规定及设计要求。 检查数量:按进场批号,每批号见证取样3件,从每件中,按每一检验 项目各裁取一组试样的用料。 检验方法:在确认产品包装及中文标志完整性的前提下,检查产品合 格证、出厂检验报告和进场复验报告;对进口产品还应检查报关单及商 检报告所列的批号和技术内容是否与进场检查结果相符。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
紧固件验收规范
1.验收目的
为保证我公司外购紧固件符合技术要求,满足整机装配的需求,最终生产出合格的产品,对外购紧固件进行质量控制,根据GB/T90.1-2002《紧固件验收检查》,制定本规范。
2.适用范围
本规范为通用规范,主要适用于各种外购的紧固件,并包括客户财产,如螺栓、螺钉、螺柱和螺母,以及平垫圈、销、盲铆钉等等。
其他紧固件,没有相应的专用验收规范的,可以参照本规范执行。
否则,按照相应的专用验收规范执行。
3.验收规则
3.1紧固件必须有发货清单、产品合格证、质量检验报告、第三方材质、机械性能等报告,非标准紧固件还必须有图纸,有批次号的还必须核对批次号,否则拒绝验收。
3.2对于高强度螺栓需出具产品经100%目视检查和100%磁粉检验或其他无损检验的报告否则拒绝验收
3.3紧固件的验收,在没有特殊规定的情况下,采取抽样检验的原则。
3.4所有紧固件的入库检验由入库检验员负责,拉力试验、磁粉探伤等项目由其委托理化中心实施。
3.5表面质量检验采用目测检验。
4.检验项目
4.1所有紧固件型号必须与交检清单提供的型号相符。
4.2表面质量
4.2.1紧固件表面无裂缝、裂纹、凹痕、切痕、皱纹、损伤,以及锈蚀、毛刺、磕碰伤等缺陷,具体可以参照GB/T5779.1-2000《紧固件表面缺陷螺栓、螺钉和螺柱一般要求》及GB/T5779.3-2000《紧固件表面缺陷螺栓、螺钉和螺柱特殊要求》。
4.2.2交检过程中只要发现有一件裂纹,则该批次做退回处理。
4.2.3紧固件表面电镀层或氧化层应均匀致密、完整光亮无色差。
4.2.4紧固件的标志与包装按照GB/T90.2-2002《紧固件标志与包装》执行,标记方法按照GB/T1237-2000《紧固件标记方法》进行标记。
4.2.5紧表面质量检查采用抽样检验的方法,按照公司文件《抽样方案、判定
准则ZG/NGC8.2.4-04》中规定的抽样检验用表加严检验方案实施。
4.3尺寸特性
4.3.1紧固件的各部分尺寸应符合图纸或相应的国家标准。
4.3.2紧固件的尺寸检验采用抽样检验的方法,按照公司文件《抽样方案判定准则ZG/NGC8.2.4-04》中规定的抽样检验用表的正常检验方法实施。
4.3.3尺寸可以采用相应的量具进行检测,螺纹质量采用螺纹规进行检测。
4.4表面探伤
4.4.1对于10.9级以上高强度螺栓,需对其进行表面探伤检验,按照《抽样方案、判定准则ZG/NGC8.2.4-04》中规定硬度检验的抽样方案实施。
交检时,供应商必须提供磁粉探伤报告。
检查员必须仔细检查抽样出的高强度螺栓的外观质量。
4.5硬度、拉力试验
4.5.1批量提交有级别要求的(除市场零星采购外)紧固件,可以参照
GB/T3098.1-2000《紧固件机械性能螺栓、螺钉和螺柱》中第8.4条(附录1)的规定进行硬度试验,其硬度值应符合附表1的规定。
4.5.2圆柱销的硬度值,参照GB121-86的规定,35钢为28~38HRC,45钢为38~48HRC。
4.5.3对销、螺母、挡圈和8.8级及8.8级以下螺栓等需要进行硬度检查的产品,以每次送货各种规格的总数为一批次,按照千分之二比例抽取做硬度检查,将抽检数量分配到各种规格,同时要保证每种规格至少抽取1件。
4.5.4螺栓入库理化检验时需要进行硬度和拉力试验,因该俩项检查均为破坏性检验,根据标准不继续使用。
4.5.5供应商按照同炉原材料、同炉热处理(连续炉在不变更工艺的前提下以一个班次为一炉)进行组批,批量不得大于5000件。
4.5.6供应商高强度螺栓(10.9级和12.9级)按照上条对产品进行标识,检计处对同一批次随机抽取8件进行硬度试验。
4.5.7对高强度螺栓(10.9级12.9级)还需要取硬度最高和最低的2件交理
化中心进行拉力试验。
若硬度有不合格的,加倍取样复检硬度,若合格且拉力试验合格则接收:若加倍取样复检硬度不合格,但拉力试验合格,则办理不合格品处置手续,评审决定接收与否,若拉力试验仍不合格,则全批次退回,拒收。
4.5.8对销、螺母及8.8级的螺栓等,若硬度有不合格的,加倍取样复检硬度;若复检合格,办理不合格品处理手续,评审决定接受与否;若复检不合格,则全批次退回,拒收。
4.5.98.8级以下(含8.8级)的紧固件,入库时按照厂家每两个月抽检2件送理化中心做拉力试验。
4.5.10对螺纹紧固件,无法进行拉力试验的,复检硬度不合格,直接判定批次不合格。
4.5.11.对于按批次号生产的螺栓,若同批次螺栓分批交验,只按照上述比例检查一次即可。
5.组批原理
5.1螺栓按照4.5.5单独组批。
5.2其他产品按照同一供应商、同一类型(螺钉、螺母、销等)同时交检,视为同一批
5.3对于相配件,由标准件供应商提供的,单独组批交检。
5.4单独组批的相配件,必须为同一规格、尺寸,且同一供应商、同一类型(螺栓、螺钉、螺母、销等)、同一级别(8.8级、10.9级、12.9级)同时交
检,视为同一批。
6处理与标识
6.1检验过程中,检验员应做好检验记录。
6.2检验结束后,检验员应对该批紧固件做出合格与否的判断。
6.3合格的紧固件,检验员在入库单上写明合格件数并签章,以入库单作为标识。
6.4不合格的紧固件,检验员应按不合格品状态标识“×”,并将其隔离,通知采购员,作退货处理。
6.5检验员应按批次将合格证及检验记录汇总成档,妥善保管。
7.补料
7.1做完硬度和拉力试验的螺栓不能再次使用,做报废处理。
7.2疑似裂纹的螺栓,经过打磨或磁粉探伤之后,如是裂纹,该批次做退回处理;如不是裂纹,则该打磨的螺栓用以做硬度和拉力试验。
7.3用做硬度和拉力试验后报废的螺栓数量由供应商自行承担。
表1紧固件硬度(节选自GB/T3098.1-2000、GB/T3098.2-2000)
表2紧固件机械性能(节选自GB/T3092.1-2000)
附录1:GB/T3098.1-2000《紧固件机械性能螺栓、螺钉和螺柱》第8.4条
8.4硬度试验
常规检查在去除试件的镀层或其他涂层并经适当处理后进行。
螺栓、螺钉
和螺柱的硬度应在头部、末端或杆部进行测定。
对所有性能等级,如果超出最高硬度,则应在距末端一个螺纹直径的截面
上1/2半径处再次进行试验,其硬度值不得超过最高硬度。
验收时如有争议,
应以维氏硬度为仲裁试验。
表面硬度应在末端或六角平面上测定。
为保证测定的准确性,以及保持材
料表层的原始性能,被测部位应经过研磨或抛光。
表面硬度应以HV0.3维氏硬
度试验为仲裁试验。
HV0.3的表面硬度值应与同样试件的芯部硬度值进行比较,以确定其实际
的对照值。
允许表面硬度高于芯部硬度,其差值最大为30个维氏硬度值;否则,表示已渗碳。
为判断螺栓、螺钉和螺柱表面渗碳情况,应以8.8~12.9级芯部硬度与表面硬度的差值为依据。