包衣岗位标准操作规程
浙江高效包衣机操作规程(3篇)
第1篇一、目的为确保高效包衣机正确、安全、合理使用,充分发挥其效能,延长使用寿命,特制定本操作规程。
二、适用范围本规程适用于所有浙江制造的高效包衣机,包括但不限于不同型号和规格的设备。
三、职责1. 操作人员:负责按照规程操作高效包衣机,确保操作安全、设备正常运行。
2. 设备维护人员:负责设备的日常维护、保养及故障排查。
3. 生产管理部:负责监督操作规程的执行,确保生产安全、产品质量。
四、操作规程1. 准备工作- 确认电源、水源、气源等供应正常。
- 检查设备各部件是否完好,包括包衣锅、喷雾系统、热风系统等。
- 检查设备清洁状况,确保无异物、无油污。
2. 开机操作- 打开电源开关,启动主电机,使锅体空转2分钟,检查是否有异常声音或震动。
- 检查素片质量,确保无松片、破碎等现象,符合生产要求。
- 根据生产指令,将素片称取后放入包衣锅中,预加热至工作温度(排风温度在60℃以上)。
- 调节蠕动泵转速及压缩空气,使包衣液呈雾状。
3. 包衣过程- 开始喷膜,喷膜主机转速应由慢到快。
加热进风温度应保持在80℃以上,喷膜连续进行。
- 调节喷雾系统,使包衣液均匀喷洒在素片表面。
- 观察包衣过程,确保包衣均匀、厚度适中。
4. 干燥过程- 喷膜完成后,进行干燥至表面光亮。
- 调节热风系统,确保干燥效果良好。
5. 结束操作- 包衣结束后,将药片取出置于干燥室内放凉、干燥。
- 将包好的包衣片转至中间站,与中间保管员进行核对,并填写中间体交接记录。
- 填写待验单,送交QA员进行检验。
6. 清场操作- 按照清场SOP进行清场,填写清场合格记录,通知QA员检查合作后挂上清场合格证。
- 及时做好各项生产记录,取下生产标示牌,挂好设备状态标志。
五、操作标准1. 投料量:每次75kg。
2. 喷浆速度:由慢到快。
3. 干燥温度:进风温度80℃以上。
六、注意事项1. 操作人员必须经过专业培训,熟悉设备性能及操作规程。
2. 操作过程中,注意观察设备运行状态,发现异常立即停机检查。
包衣岗位操作规程

1.目的建立包衣岗位操作规程,规范操作工操作。
2.适用范围本规程适用于包衣岗位生产操作。
3.职责车间工艺员:负责本规程的起草。
车间负责人、现场监控员:负责本规程的审核。
生产管理负责人:负责本规程的批准。
相关部门及人员:负责本规程的实施。
4.内容:.生产前准备与检查4.1.1.检查批生产指令及相关记录须齐全,无上次清场遗留物。
4.1.2.有在有效期内的清场合格证。
4.1.3.从器具存放室领取生产所需的工器具,检查其清洁、完好并在清洁有效期内。
计量器具清洁完好。
计量器具有“检定合格证”且在检定周期内,对计量器具进行空载调平,并校准。
4.1.4.检查快速整理机清洁完好,设备有“设备完好”标识。
4.1.5.检查环境温度、相对湿度、压差符合生产工艺要求:环境温度控制在18℃~26℃,相对湿度控制在40%~60%,走廊相对前室和前室相对房间压差均≥5Pa。
4.1.6.各项检查项目经现场监控员确认符合规定后,签字准许生产。
.包衣生产操作4.2.1.更换状态标识取下操作室门口清洁状态卡,正确悬挂待生产产品生产状态卡;取下设备上清洁状态卡与“设备完好”状态卡,正确悬挂“设备运行”状态卡与设备内容物标识卡。
4.2.2.领料从中间站领取素片,核对品名、代码、规格、批号、数(重)量、外观质量、盛装容器状况,并根据质量状态标识确认所领物料应为合格物料,均符合要求后,办理物料交接手续。
将物料转入充填室,放置《物料标志卡》。
4.2.3.包衣4.2.3.1.包糖衣4.2.3..浆液配制4.2.3.糖浆的配制:按照蔗糖、纯化水=2:1的比例配制,配制好后备用。
4.2.3.粉浆的配制:糖浆、滑石粉=2:1的比例再加0.5kg明胶配制好后备用。
4.2.3.色浆配制:色素、糖浆=:1的比例配制好后备用。
4.2.3.2.执行《JGB-150高效包衣机使用操作规程》(SOP0403?037),安装好设备,设定进风温度85~105℃,排风温度35~45℃,滚筒转速2~3rpm。
020包衣、晾片岗位标准操作规程
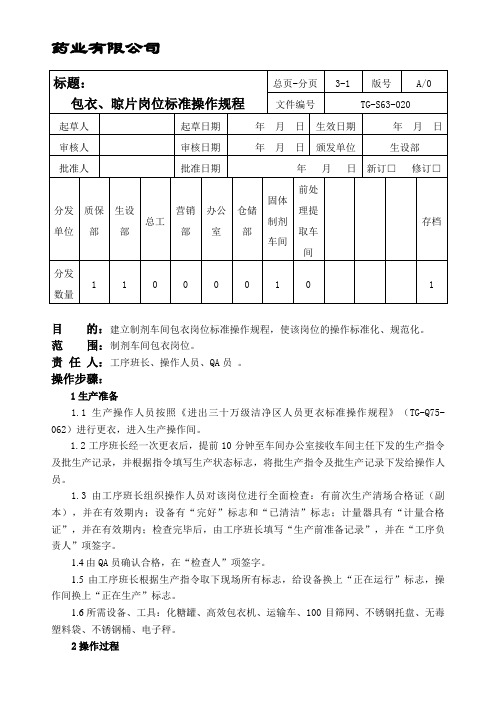
目的:建立制剂车间包衣岗位标准操作规程,使该岗位的操作标准化、规范化。
范围:制剂车间包衣岗位。
责任人:工序班长、操作人员、QA员。
操作步骤:1生产准备1.1生产操作人员按照《进出三十万级洁净区人员更衣标准操作规程》(TG-Q75-062)进行更衣,进入生产操作间。
1.2工序班长经一次更衣后,提前10分钟至车间办公室接收车间主任下发的生产指令及批生产记录,并根据指令填写生产状态标志,将批生产指令及批生产记录下发给操作人员。
1.3由工序班长组织操作人员对该岗位进行全面检查:有前次生产清场合格证(副本),并在有效期内;设备有“完好”标志和“已清洁”标志;计量器具有“计量合格证”,并在有效期内;检查完毕后,由工序班长填写“生产前准备记录”,并在“工序负责人”项签字。
1.4由QA员确认合格,在“检查人”项签字。
1.5由工序班长根据生产指令取下现场所有标志,给设备换上“正在运行”标志,操作间换上“正在生产”标志。
1.6所需设备、工具:化糖罐、高效包衣机、运输车、100目筛网、不锈钢托盘、无毒塑料袋、不锈钢桶、电子秤。
2操作过程2.1工序班长依据批生产指令填写中间品领料单,标明工序名称、品名、批号、数量、日期,一式二份,交中间站管理员。
2.2中间站管理员、工序班长按领料单逐项核对物料无误,有检验合格证,有合格的检验报告单。
检查物料外包装清洁后,双方在中间品领料单上签字,将素片领回。
2.3操作人员按工艺要求配制包衣物料;加热熔化明胶,过100目筛网过滤;将领取的砂糖装入化糖罐,开启设备进行加温。
按照《化糖罐使用标准操作规程》(TG-S61-021)进行操作。
2.4 操作人员按照《BGB-150B型高效包衣机使用标准操作规程》(TG-S61-022)启动包衣机,试车,一切正常后,进行生产操作。
将称好的素片倒入锅内,按工艺要求依次加入备用的浆液、滑石粉,分别包隔离层、粉衣层。
2.5将熔化好的糖浆通过输送泵送到包衣机内包糖衣层。
包衣机操作规程范文
包衣机操作规程范文一、安全须知1.使用包衣机前,必须熟悉并遵守包衣机的操作规程和相关安全规范。
2.在使用包衣机前,应仔细检查设备的电源和电线是否正常,若有问题应停止使用并及时通知维修人员。
3.使用包衣机时要注意自身安全,不得将手、头发等物体放入包衣机内部,以防危险的发生。
4.在操作过程中要保持清醒、稳定的心态,严禁酒后、疲劳等情况下操作包衣机。
5.操作包衣机时应注意周围环境的清洁和整理,确保操作时没有杂物或障碍物。
二、包衣机操作规程1.打开包衣机的电源开关,确保电源连接正常,并打开包衣机面板上的控制按钮。
2.将需要包衣的物品放置在包衣机内部的转盘上,将物品平均分布且不可过量,以免包衣不均匀或包衣机转动不畅。
3.根据包衣机的指示或产品需要,选择合适的包衣剂,将包衣剂倒入包衣机内,并注意包衣剂的用量与包衣机的最大容量相匹配。
4.关闭包衣机的盖子,并调节包衣机的转速和包衣时间,根据产品需求进行调整。
5.在操作过程中,应密切观察包衣机的运行状况,如有异常现象应及时停止操作并通知维修人员。
6.在包衣机完成包衣任务后,打开包衣机的盖子,将包衣好的物品取出并进行检查,确保包衣质量符合要求。
7.关闭包衣机的电源开关,并将包衣机内部的残留物清理干净,保持包衣机的卫生和整洁。
三、维护保养1.包衣机每天使用完毕后,要进行清洁消毒,确保包衣机内部的卫生和安全。
2.定期对包衣机进行维护保养工作,包括清洁、润滑、检查电路等,确保设备的正常运行。
3.若发现包衣机有故障或异常情况,应立即停止使用,并及时通知维修人员进行检修。
4.在长期闲置时,应对包衣机进行保养,清理内部杂物,并采取相应的防尘措施。
四、事故应急处理1.在使用包衣机的过程中,如发生意外事故,应立即停止操作,并采取相应的急救措施。
3.在事故处理完毕后,对包衣机进行全面检查,并修复故障或更换设备,确保包衣机的安全可靠。
五、遵守相关规范在操作包衣机的过程中,应遵守国家及行业的相关规范,包括但不限于食品卫生法规、设备操作规范等,确保产品的质量和安全。
片剂包衣岗位标准操作规程

目的:建立片剂包衣岗位的标准操作规程,使包衣操作标准化,保证产品质量。
范围:适用于口服固体制剂车间片剂的包衣操作。
职责:车间主任、工艺员、班长、车间维修工、操作工、QA。
程序:1.准备工作1.1检查生产场地是否已清洁,并有清洁合格证,本次生产日期是否在清洁有效期内。
1.2 根据生产指令领取相应的物料及包衣材料。
2.包衣制备2.1 用75%的乙醇擦拭、喷洒消毒包衣锅,喷洒过程中,仔细检查喷嘴、泵和空气压力是否正常。
2.2保温罐加热:按照工艺规程的规定方法配置包衣液,将浆液倒入保温罐内,搅拌加热,加热至规定温度。
2.3将适量素片倒入包衣锅内,按包衣机操作SOP操作机器,开动机器蠕动泵进行喷浆,调节喷液量、包衣机转速、高效过滤热风机进风排风温度达到规定的要求,滚动加热,加热至工艺规程规定温度。
2.4按工艺要求对片子进行连续包衣。
2.5包衣完毕后,先停止喷衣泵,直到无喷衣液喷出时再关闭压缩空气,设置进、出风温度,转动热风吹干片子,再吹冷风进行风干;2.6干燥后按工艺规程要求加入川蜡、硅油打光,取出置晾片间晾干。
2.7干燥后片子内衬洁净布袋,外套塑料袋的物料桶中,并在布袋和塑料袋之间放入干燥剂,加盖封好,并称量,贴上标签,填写中间产品交接单及请验单,计算收率。
3.注意事项3.1喷衣液颜色、澄清必须达到工艺规程要求后,方可进行包衣工作;所有不合格的药片,应按可再利用物料与不可再利用物料分别收集、称重、标示,及时处理。
3.2操作人员必须主动承担本岗位责任制规定责任,做好物料的交接工作,计算、称重必须坚持复核制,应避免由于个人失误而造成的生产事故。
3.3操作人员应严格按照设备标准操作程序操作设备,避免违章操作造成安全事故。
3.4操作间应保持清洁、整齐,不得堆放废料及与生产无关的物品。
在操作中,应及时处理落下的粉尘和垃圾。
操作人员应尽可能减少进出操作间和走动的频率,保证良好的清洁卫生环境,防止药品受到污染。
3.5在操作过程中及时、准确填写生产记录及其它有关记录,检查在生产记录上各项原始数据,任何偏差一定要在批生产记录上加以注明和解释。
包衣岗位标准操作规程

ABC制药有限公司操作SOP1.目的:明确包衣岗位标准操作规程。
2.范围:包衣岗位。
3.责任:包衣岗位操作人员对此程序负责。
4.内容:4.1 检查操作间、用具、容器具、设备及工作台面的清洁状况,检查清场合格证,核对有效期,取下标示牌,按生产部标识管理规程定置管理。
4.2 根据生产指令,班长领取辅料和包衣材料,并核对数量,检查其质量符合要求后,整齐码放在辅料暂存区。
4.3 根据生产指令,到上工序领取合格素片,并复查素片检验报告单,复核是否符合质量要求,放置于素片暂存间,挂标示牌。
4.4 操作人员分别到素片暂存间领取素片,到辅料间领取辅料,并查看辅料质量。
4.5糖包衣操作人员到化糖间领取合格的糖浆,过120目绢网;4.6薄膜包衣操作人员到辅料间领取成膜材料,根据工艺要求配制成膜材料溶液。
4.7 将素片置糖衣锅、高效包衣机内,按糖衣机、高效包衣机使用标准操作程序进行包衣操作。
4.8操作过程中发现药品不合格时,及时挑出放于指定位置统一处理,并记录数量,填写在批生产记录内,按生产部不合格品管理规程进行处理。
4.9 包衣操作完毕,依照生产部半成品自检管理规程,生产部糖衣质量自查标准操作规程、薄膜衣质量自查标准操作规程进行产品质量的检查。
4.10自检完毕,把每锅片子均匀装于晾片盘内,统一整齐摆放于晾片架上进行晾片。
4.11批生产完毕,填写批生产记录。
4.12产品结束后,依据清场管理规程、生产用容器具清洁标准操作规程,糖衣机、高效包衣机的清洁标准操作规程、30万级洁净区生产操作间清洁标准规程进行清场、清洁。
4.10清场后,填写清场记录,并报质检员,检查合格后,挂清场合格证。
5.培训:5.1 培训对象:糖衣、薄膜包衣岗位操作人员。
5.2 培训时间:三小时。
包衣岗位标准操作规程新修订标准

目的:建立固体车间包衣岗位标准操作规程;范围:固体车间包衣岗位操作全过程;职责:操作工、车间管理人员、QA和设备管理人员对本规程实施负责。
内容:1 检查1.1岗位或设备的清洁情况和环境检查1.1.1检查包衣房间、设备是否洁净,有无上班余留品及与生产无关的物品,有无清场合格证,“待用”标志牌是否明确。
达不到要求的需重新清洁或清场。
1.2、设备检查1.2.1检查电子天平各部件是否完好,是否清洁,使用前接触药品部位要用75%酒精消毒。
1.2.2检查包衣锅、配液锅及输液管道是否干净、无异物、痕迹。
1.2.3检查包衣设备所需要的电、气、汽系统是否正常。
1.3、物料、余留物、物品检查1.3.1生产现场是否有余留物。
1.3.2生产所需要的生产器具、物料袋等物品是否达到洁净要求。
1.4、状态标识检查1.4.1各物料是否有状态卡标明,并与内容物一致。
1.4.2生产状态标志牌是否已填写且挂上。
1.4.3设备运转标志牌是否已挂上。
2 调节、调试(整理)和准备2.1状态标识调整2.1.1在包衣间门口挂上“生产状态卡”并填写:车间名称、岗位、品名、规格、生产日期、批号、产量、有效期至。
2.1.2启动设备前查看设备上是否挂上设备“运转”状态牌。
2.2 设备调试、准备2.2.1从模具室领取包衣配件模具,检查其完整性,使用丝光毛巾蘸75%酒精擦拭消毒锅内外表面、风桨、喷枪及支架等。
2.2.2按“BGW—75高效无孔包衣机标准操作规程”逐件安装好各种配制模具,打开喷枪部件,在喷枪针表面涂上少量硅油,利于清枪防堵,然后按程序安装好。
2.2.3空载运行包衣检查设备是否正常。
2.3 工器具准备:2.3.1生产使用的各种容器具、筛网、不锈钢碗具及不锈钢镊子使用75%酒精消毒并存放在消毒干净的盆或桶中,标明:“已消毒备用”和有效期限。
2.3.2生产过程中可能使用到的:剪刀、扳手、螺丝刀等工具是否洁净并消毒,标明:“已消毒备用”和有效期限,放置在工作桌面上或工具箱内。
路桥高效包衣机操作规程(3篇)
第1篇一、目的为确保路桥高效包衣机正确、安全、合理使用,充分发挥其效能,延长使用寿命,特制定本操作规程。
二、适用范围本规程适用于路桥高效包衣机的安全操作及维护保养。
三、职责1. 操作人员:负责路桥高效包衣机的操作,严格按照本规程进行操作。
2. 维护人员:负责路桥高效包衣机的维护保养,确保设备正常运行。
3. 车间设备管理员:负责对操作规程的执行进行监督,确保设备安全、高效运行。
四、操作规程1. 准备工作(1)检查设备外观,确保无损坏、异常。
(2)检查电源、水源、气源是否正常。
(3)检查设备各部件是否完好,紧固件是否松动。
2. 操作步骤(1)开启设备电源,检查电机、泵等部件是否正常。
(2)启动喷雾系统,调整喷雾压力,确保喷雾均匀。
(3)开启热风系统,调整热风温度,确保温度适宜。
(4)将待包衣材料放入设备,调整包衣滚筒转速,使材料在滚筒内均匀包衣。
(5)观察包衣过程,确保包衣效果良好。
3. 操作注意事项(1)操作过程中,严禁将手或身体其他部位伸入设备内部。
(2)操作过程中,注意观察设备运行情况,如有异常,立即停止操作。
(3)操作过程中,注意保持设备清洁,定期清理设备内部。
4. 结束操作(1)关闭设备电源,停止喷雾系统和热风系统。
(2)将设备内材料取出,检查包衣效果。
(3)清理设备内部,保持设备清洁。
五、维护保养1. 定期检查设备各部件,确保设备运行正常。
2. 检查设备润滑系统,确保润滑良好。
3. 检查设备电气系统,确保电气连接良好。
4. 定期清理设备内部,保持设备清洁。
六、附则1. 本规程由路桥设备管理员负责解释。
2. 本规程自发布之日起实施。
3. 如有未尽事宜,由路桥设备管理员负责修订。
第2篇一、目的为确保路桥高效包衣机正确、安全、合理使用,充分发挥其效能,延长使用寿命,特制定本操作规程。
二、适用范围本操作规程适用于路桥高效包衣机的安全操作、维护保养及日常管理。
三、职责1. 操作人员:负责按照本操作规程进行操作,确保设备安全、稳定运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
包衣岗位标准操作规程
目的
建立包衣岗位标准操作规程,使操作规范化、标准化,保证产品质量。
范围
包衣岗位
责任
岗位操作工、车间工艺员、车间主任.
内容
1生产前的准备工作
1.1本岗位为洁净区,人员按“人员进出洁净区标准操作规程”规定程序进入生产工
作岗位。
1.2 本岗位班长接收批生产记录,并根据批生产记录中的指令内容填写生产状态标
示牌,标明当日生产产品的品名、规格、批号、批量、岗位名称、生产日期。
1.3 岗位班长及岗位操作工对生产前准备情况进行检查。
1.3.1 检查上批清场情况和有无上次生产遗留物,是否有前次生产“清场合格证(副
本)”。
1.3.2检查生产场地卫生状况,是否有“已清洁”标识,且在有效期内
1.3.3检查设备、设施是否有“设备完好”和“已清洁”状态标识,并在
有效期内。
题 目
包衣岗位标准操作规程
总页—分页 4-2
文件编号 BW06-Z2-05
1.3.4 检查本岗位生产用容器具的卫生状况,是否有“已清洁”标识,且在有效期内。
1.3.5 检查生产用衡器是否处于水平状态,是否归零,是否有检定合格证,并在有效
期内。
1.3.6 对操作间温度、相对湿度及压差进行检查,是否符合要求。
1.4 上述检查合格后,由岗位班长取下现场所有标识,换上本班次正在生产的生产状
态标识。
1.5 按工艺卫生、检查结果填写“生产前核对记录”(编号:BW03-G2-01-01)
2 生产操作过程
2.1从中间站领取合格的片芯,检查标识牌上的产品名称、批号、数量是否与中间产
品交接单一致。
2.2严格按“复方益肝灵片生产工艺规程”(编号:BW03-J1-02)计算、调配包衣溶
液,并搅拌均匀。
2.3按“BG150C型高效包衣机标准操作规程”(编号:BW09-Z4-10),进行包衣操作,
按“TGS-60B-JS型电子称标准操作规程”(编号:BW09-Z4-27)进行称量包衣片片重。
2.4 操作结束后及时、准确、完整的填写批生产记录,要求字迹清晰、内容真实、
数据完整,并由操作人员及复核人签名。记录应保持清洁,不得撕毁和任意涂改,更改
时,在更改处签字,并使原数据仍可辩认。
2.5 操作过程中按“物料平衡管理规程”(编号:BW03-G2-07)做好物料平衡计算。
2.6操作过程中,出现异常时,按“生产过程偏差处理规程” (编号:BW03-G2-08)
进行处理并填写“偏差通知单”(编号:BW03-G2-08-01)、“偏差处理报告单”(编号:
BW03-G2-08-02)。
2.7 操作结束后,将包衣片及尾料运至中间站,一人称量,一人复核。称重后填写
“中间产品交接单”(编号:BW03-G2-15-01)、“中间站记录”(编
题 目
包衣岗位标准操作规程
总页—分页 4-3
文件编号 BW06-Z2-05
号:BW03-G2-15-02)挂上标识,标明:品名、批号、规格、生产日期、生产岗位、重量、
责任人。
3 生产结束后操作过程
3.1 停机后操作工及时填写“设备运行记录”(编号:BW09-G1-06-01)。
3.2 操作工将使用后的容器具、周转车送至容器具清洁室,取下生产状态标识牌后
进行清洁。设备依据“BG150C型高效包衣机清规程”(编号:BW06-Z3-11)、“TCS-60B-JS
型电子称清洁规程”(编号:BW03-Z3-30)进行清洁处理;操作室清洁依据“包衣岗位
清洁规程”(编号:BW06-Z4-05)进行清洁处理;容器具按“洁净区容器具清洁规程”(编
号:BW03-Z3-18);周转车清洁依据“洁净区运输工具清洁规程”(编号:BW03-G3-06)
进行清洁处理。
3.3 清洁结束后岗位班长进行清洁后检查,合格后挂上厂房、设备“已清洁”标识
牌,并填写“洁净区清洁记录”(编号:BW03-G3-02-01)注明有效期
3.4生产中废弃物按“生产废弃物管理规程”(编号:BW03-G3-06)的要求及“物料
进出洁净区标准操作规程”(编号:BW03-Z2-10)班后通过物流通道传出。
3.5按“包衣岗位清场标准操作规程”(编号:BW06-Z5-05)进行清场。
3.6 及时填写“清场记录”(编号:BW03-G2-18-01),由岗位班长复查清场情况,
并通知质量保证部车间内监控员检查清场情况,合格后,签发“清场合格证正副本”(编
号:BW01-Z4-03-01)。
3.7 清洁记录、清场记录和“清场合格证(正本)”一起纳入本批批生产
记录。
3.8 “清场合格证(副本)”留在生产现场,做为下一次生产前检查凭证并纳入下
批批生产记录中。
3.9 岗位班长整理好现场其他状态标识和中间产品交接凭证等上交质量
题 目
包衣岗位标准操作规程
总页—分页 4-4
文件编号 BW06-Z2-05
保证部车间内监控员统一销毁。