各类钢制铣刀的热处理工艺
名词解释简答工艺
名词解释,简答2、片状珠光体与球状珠光体3、渗碳与氮化答:钢的渗碳是指将钢件置于渗碳介质中加热并保温,使碳原子渗入工件表层的化学热处理工艺,其目的是提高钢件表层的含碳量;在一定温度下,使活性氮原子渗入工件表面的化学热处理工艺称为渗氮。
渗氮的目的是提高零件表面的硬度、耐磨性、耐蚀性及疲劳强度。
5、过冷奥氏体与残余奥氏体答:冷却到A1线以下而又尚未转变的奥氏体称为过冷奥氏体;马氏体转变不能完全进行到底,冷却到MS线以下转变停止时仍未能转变的奥氏体称为残余奥氏体。
15、什么是表面淬火?表面淬火的方法有哪几种?表面淬火适应于什么钢?答:钢放在一定的化学介质中,使其表面与介质相互作用,吸收其中某些化学元素的原子(或离子)并通过加热,使该原子自表面向内部扩散的过程称钢的化学热处理23、淬透性与淬硬性:答:淬透性是指在规定条件下,钢在淬火冷却时获得马氏体组织深度的能力;而淬硬性是指钢在理想的淬火条件下,获得马氏体后所能达到的最高硬度。
24、钢的表面热处理答:钢的表面热处理是只对钢的表面进行热处理以改变钢的表面性能,而芯部仍保持原来钢的性能26、奥氏体的稳定化奥氏体的稳定化是指奥氏体的内部结构在外界因素作用下发生某种变化而使奥氏体向马氏体的转变呈迟滞现象28、简述钢的表面淬火的目的及应用。
钢的表面淬火的目的是改变钢的表面的性能,提高表面的强度,硬度和耐磨性,而钢的芯部仍然保持良好的韧性,从而提高钢件的综合性能。
应用:齿轮,凸轴,曲轴及各类轴类零件在扭转弯曲灯交变载荷下工作,并承受摩擦和冲击,其表面要比芯部承受更高的应力,因此,要求零件具有高的强度,硬度和耐磨性,要求芯部具有一定的强度,足够的韧性和塑性。
采用表面淬火工艺可以达到这种表硬心韧的性能要求31、过共析钢一般在什么温度下淬火?为什么?答:过共析钢的淬火温度一般在Ac1+30-50℃,因为此时加热状态为细小的奥氏体晶粒和未溶解的碳化物,淬火后得到隐晶马氏体和均匀分布的球状碳化物,这种组织不仅有高的强度和印度,高的耐磨性,而且也有较好的韧性,如果淬火温度过高,碳化物溶解,奥氏体晶粒长大,淬火后得到片状马氏体,其显微裂纹增加,脆性增大,淬火开裂倾向也增大,由于碳化物的溶解,奥氏体中含碳量增加,淬火后残余奥氏体量增加,钢的硬度和耐磨性下降,因此,选择Ac1+30-50℃为过共析钢的一般淬火温度。
硬质合金焊接铣刀的热处理技术改进

法。这种制作方法 对刀 体强 度要求 不高 的铣 刀是 可行
的 ,但对于切削速度高 ,切削力大 ,尤其是刀体截面 积 较小的刀具就不能取得满意的效果。 我厂生产 的 B 29机床 ,用户 订货时要求我厂提供 7 配套的专用刀具如 : 72 、R75槽铣刀 ( 图 1 ;l .5 . 见 )
图 8 试验 刀体淬火后的金相组织 ( 0 ) ×50
卫
图 6 试验铣刀
对试验 刀体先进行 淬火 ,工 艺为 80 3 %加 热 3 m n 0i 油冷却 ,2 0 回火 9 m n 0% 0 i,其热处 理工艺 曲线 见 图 7 。 试验刀体经淬火 后 的金 相组织 为 马 氏体 +少量 铁素 体 ( 见图 8 ,对其测试硬度为 5 5 H C ( ) 2 4 R 见表 1 。在淬 )
火刀体上高频 焊接硬质 合金 刀头 后 ,对距焊 口 1 m处 m
的刀体进行金相化验 ,金相组织为索 氏体型珠光 体 +碎 块状 铁 素 体 ( 图 9 ,靠 近 刀 头 处 的 硬 度 为 2 见 ) 0~ 2H C( 4 R 见表 1 。由金相组织和所测 的硬度可知 ,刀体 )
图 9 焊接刀头后 ,靠近焊 1 的刀体金相组织 3 处
WWW. c n st c r . n ma hi i . o n c
维普资讯
r 口 me n e t ,
以前我厂从未采用过 ,人们 担心在淬火 的加热 和冷却过 程 中会使硬质合金刀头性能变坏,甚 至在加热 过程 中焊 口发生变化造成刀头脱落等。为此,我们就硬 质合金刀 头在各种不同的热处理工艺下的性能变化 ( 包括硬 度和
表 1 试 验 铣 刀 刀体 淬火 后 和 焊 接 刀头 后 的硬 度
刀体淬火后的 刀体焊接刀头后 的硬度 HR C
材料成型

4、汽车半轴要求具有良好的强韧性,且杆部、花键处硬度要求≥52HRC。
现选用40Cr钢制造,其工艺路线如下:下料(棒料)→锻造毛坯→热处理①→校直→粗加工→热处理②→精加工→热处理③、④→磨削。
指出其工艺过程路线中应选用的热处理方法及目的,并说明杆部、花键处的最终热处理组织。
热处理①:正火。
其目的为:消除锻造应力;调整锻后的硬度,改善切削性能;细化晶粒,为淬火作好组织准备。
热处理②:调质。
其目的为:获得良好的强韧性,即良好的综合力学性能。
热处理③:表面淬火。
其目的是:获得M,提高杆部、花键处表面硬度。
热处理③:低温回火。
其目的为:消除表面淬火应力及脆性,得到高的硬度和耐磨性表层为回火M,心部为索氏体(S)5、一般精度的GCr15滚动轴承套圈,硬度60-65HRC。
(1)压力加工成形后、切削加工之前应进行什么预备热处理?其作用是什么?(2)该零件应采用何种最终热处理?有何作用?P162(1)球化退火降低硬度,球化Fe3C,以利于切削,并为淬火作好组织准备。
(2)淬火+低温退火淬火:获得高硬度M低温退火:去除脆性、应力,稳定组织。
6、用W18Cr4V W6Mo5Cr4V2Al钢制造铣刀,其加工工艺路线为:下料→锻造毛坯→热处理①→机械加工→去应力退火→热处理②、③→磨削。
请指出其工艺过程路线中热处理方法、目的及组织。
热处理①为球化退火:消除锻造应力;降低硬度,利于切削加工;为淬火作组织准备。
组织:S+粒状碳化物热处理②为淬火:获得M。
组织:M+未溶细粒状碳化物+大量残余A热处理③为高温回火(多次):消除淬火内应力,降低淬火钢脆性;减少残余A 含量;具有二次硬化作用,提高热硬性。
最终组织:回火M+粒状合金碳化物+少量残余A7、机床床头箱传动齿轮,45钢,模锻制坯。
要求齿部表面硬度52~56HRC,齿轮心部应具有良好的综合机械性能。
其工艺路线为:下料→锻造→热处理①→机械粗加工→热处理②→机械精加工→齿部表面热处理③+低温回火→精磨。
M42高速钢刀具的抗弯强度试验及分析
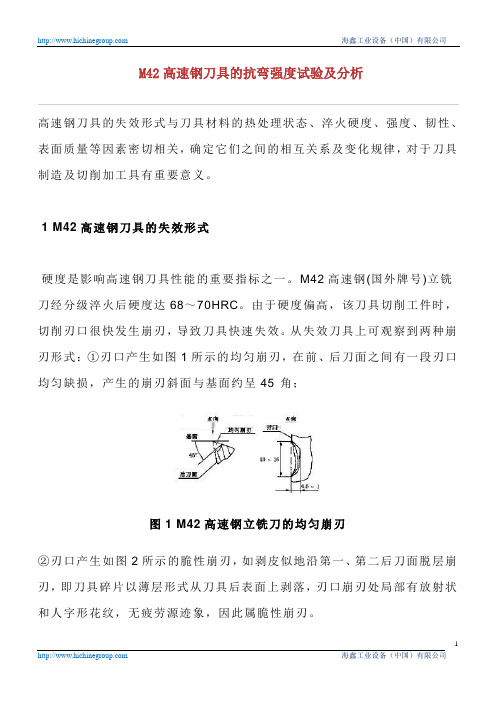
图2 M42高速钢立铣刀的脆性崩刃此外,在使用过的刀具中还观察到如图3所示的垂直于切削刃的裂纹。
失效刀具崩刃后留在刀体上的裂纹方向与磨制后刀面时留下的刀痕方向一致,且裂纹程度与刀具后刀面的表面粗糙度有关,粗糙度值越大,留下的裂纹隐患越多。
由于淬火硬度高,刃口处应力易集中,因此一旦产生裂纹,便会急剧扩展,直至刀具某段刃口完全脱离刀体,产生脱层崩刃。
图3 M42高速钢立铣刀的裂纹2 刀具的抗弯强度试验一般来说,刀具硬度高,其耐磨性较好,但韧性较差,脆性较大。
通常可用韧性指标来表示刀具抵抗裂纹产生和扩展的能力。
评定脆性材料韧性的常用方法是抗弯强度试验(高速钢刀具经淬火后可认为是脆性材料或低塑性材料)。
该试验不受试样偏斜的影响,可稳定测试刀具的抗弯强度值。
由于强度与韧性相互关连,因此抗弯强度值越高,刀具抗脆性断裂的能力(即韧性)越强。
2.1 试验方法由于未查到工具钢抗弯强度试验国家标准,因此我们根据材料力学抗弯强度计算公式自行设计了M42高速钢立铣刀的抗弯强度试验方案,并确定了试样和跨距支点尺寸。
首先用经不同热处理工艺处理的M42高速钢立铣刀进行切削,并观察刀具的失效形式,然后用失效刀具制成不同尺寸的方形小桁条试样,将试样置于万能材料试验机上,在试样三点弯曲状态下以缓慢速率对试样加载,测出其抗弯强度值。
2.2 试样受力状态分析试验中,试样断面上的应力分布不均匀,表面应力最大。
压力作用点在两个支点之间,试样上表面受压应力,下表面受拉应力,中间段呈悬臂状态。
在试验过程中,受压试样经历三个阶段的变化:①弹性变形阶段;②塑性变形阶段;③裂纹扩展至断裂阶段。
由于脆性材料的塑性变形极小,因此第二阶段可忽略不计。
试样破损形式可解释为:试样中段表面应力集中,首先产生弹性变形,当应力大到一定程度后即产生表面裂纹,裂纹迅速扩展到整个试样截面,试样断裂。
弹性变形需要一定能量,裂纹扩张至断裂也需要一定能量,两者之和可反映材料从产生裂纹至扩张断裂的难易程度,因此抗弯强度值可表示阻碍材料裂纹扩张的能力。
刀具涂层技术的应用

刀具涂层技术的应用自20世纪60年代化学气相沉积(CVD)涂层硬质合金刀片问世发来,涂层技术被广泛应用于硬质合金可转位刀具的表面处理。
而20世纪80年代初,TiN物理气相沉积(PVD)涂层高速钢刀具的出现,以使高速钢刀具的性能发生了革命性的变革。
由于涂层技术可有效提高切削刀具的使用寿命,使用刀具获得优良的综合机械性能,大幅度地提高机械加工效率,因此涂层技术已经在切削刀具提高性能的工艺中得到极为广泛的应用于。
刀具涂层技术通常可分为化学气相沉积(CVD)技术和物理气相沉积(PVD)技术两大类,本文拟从这两方面分别介绍国内外刀具涂层技术的应用情况。
1、刀具涂层技术的应用(1)CVD涂层技术的应用CVD是使挥发性化合气体发生分解或化学反应,并在被镀工件上形成沉积成膜的方法。
在CVD工艺中,气相沉积所需金属源的制备相对容易,可实现TiN、TiC、TiCN、TiBN、TiB2、AL2O3等单层及多元多层复合涂层。
CVD涂层镀层密实,涂层与基体结合强度高,附着力强,均匀性好,形状复杂的工件也可得到合金副的镀层,薄膜厚度可达5—12微米,因此CVD涂层具有更好的耐磨性。
但其工艺处理温度高,易造成刀具材料抗弯强度的下降,薄膜内部为拉应力状态,使用中易导致微裂纹的产生,因此只适合于硬质合金车削类刀具的表面涂层,其涂层刀具适合于中型、重型切削的高速加工及半精加工。
自1968年第一批CVD涂层硬质合金刀具问世至今,该涂层技术已发展了近35年。
在这35年间,CVD涂层技术从单一成份发展到多种成份、从单一膜层发展到多元多膜层,经过大量的试验,完成了批量大规模的工业化生产。
如今,CVD涂层硬质合金在涂层硬质合金刀具中占到了80%以上的份额,CVD涂层技术已广泛应用于各类硬质合金刀具。
其涂层工艺的主要发展阶段及应用领域见下表:1968——TiN、TiN——方法CVD——硬质合金刀具、模具涂层1973——TiCN、TiC+AL2O3——CVD ——硬质合金刀具、模具涂层1981——TiC+AL2O3+TiN、AL-O-N——CVD——硬质合金涂层1982——TiCN——MT-CVD——硬质合金刀具涂层1986——Diamond、CBN——CVD、PVD——硬质合金刀具涂层1990——TiN、TiCN、TiC——PCVD——模具、螺纹刀具、铣刀等1993——TiN+TiCN(CVD)+TiN(PVD)——CVD+PVD——硬质合金铣削类刀具涂层1993——厚膜纤维状TiCN——MT-CVD——硬质合金车削类刀具涂层(用于粗、半精加工)从上表可以发现,CVD涂层技术主要用于硬质合金类各种切削刀具。
6-45度φ100铣刀盘加工工艺

机械加工项目设计报告课题名称6-45度φ100铣刀盘加工工艺二级学院机械与汽车工程学院专业机械设计制造及自动化班级机制(专升本)111 成员及学号曹倩(02)廖洋(37)___潘俊儒(38)__ 陈泉钢(39)___吴礼琼(40)刘润之(41)_指导教师马红萍锻造——退火(等温退火)——机械加工——淬火+回火——磨——喷砂580 ~620 ℃中性盐浴进行一次分级淬火热处理工艺等温退火:860—880℃保温后,迅速冷却到720—750℃组织为索氏体及粒状碳化物,硬度为207—255HBS淬火:预热温度在800—840℃,待工件在界面上里面外温度均匀后,再送入高温炉加热,温度1270—1280℃组织为,马氏体和大量残余奥氏体车间工序号工序名称材料牌号金工30 粗车W18Cr4V 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件φ121×61 1 1设备名称设备型号设备编号同时加工件数普通车床CA6140 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 夹持工件左端伸出长度30mm,车平右端面;端面车刀600 114.9 1.02 60.5 12 平整工件外圆表面至φ119mm,长度25mm;外圆车刀、钢直尺600 114.9 1.02 1.5 13 调头装夹,夹持工件右端φ119mm表面,车平左端面;端面车刀600 114.9 1.02 30.5 14 车外圆φ80mm、长度27mm;外圆车刀、游标卡尺600 114.9 1.14 3.7 55 车φ40H7(+025.00)内孔至φ36±0.5 mm;内孔车刀、游标卡尺60056.5 1.14 3 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号金工40 粗车W18Cr4V 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件φ121×61 1 1设备名称设备型号设备编号同时加工件数普通车床CA6140 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 夹持工件φ80外圆面;车φ115外圆面并倒角C7.5长度为30mm外圆车刀、游标卡尺600 114.9 1.14 30.5 12 车φ100内孔并倒角C5 内孔车刀、游标卡尺600114.9 1.1435 53 车φ60内孔并倒角R2,长度为23mm 内孔车刀、圆角刀、游标卡尺600 114.9 1.14 35 54 切φ70×5槽2mm切槽刀、游标卡尺250 65.9 1.14 7 3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号金工50 精车W18Cr4V 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件φ121×61 1 1设备名称设备型号设备编号同时加工件数普通车床CA6140 1 夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 夹持工件φ115外圆面;车右端面保证总长55mm;外圆车刀、游标卡尺、800 288 0.94 57.5 13 车φ40H7(+025.00)内孔至φ39.6±0.025mm;内圆车刀、内经千分尺10001130.94 2 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号金工60 铣W18Cr4V 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件φ121×61 1 1设备名称设备型号设备编号同时加工件数普通铣床X6132 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 用专用夹具夹持工件φ115外圆面,铣通槽宽16.4+2.0mm、深10mm;φ8圆柱立铣刀、专用夹具、游标卡尺600 18.8 25 5 3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号金工70 线切割W18Cr4V 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件φ121×61 1 1设备名称设备型号设备编号同时加工件数数控线切割床DK7740A 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 用专用夹具夹持工件,切割6个刀片槽保证尺寸40.4±0.02mm、13.4±0.02mm、角度60°;专用夹具、游标卡尺/ ////设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车间工序号工序名称材料牌号金工80 钻孔W18Cr4V 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件φ121×61 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 用专用夹具夹持工件,钻孔6×Ф4.5深12.5mm;φ4.5钻头、游标卡尺、300 4.2 0.16 2.25 12 用专用夹具夹持工件,攻螺纹6×M5深10mm;M5丝锥设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材 料 牌 号金工100磨W18Cr4V毛 坯 种 类毛坯外形尺寸 每毛坯可制件数每 台 件 数锻件φ121×6111设备名称设备型号设备编号同时加工件数内圆磨床M14321夹具编号夹具名称 切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终 单件工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度进给次数工步工时 r/min m/min mm/r mm 机动 辅助 1 夹持工件φ80外圆面,磨内孔φ40H7(0.025+ 0); 内圆磨头、内径千分尺1500 141.3 0.012 0.1 1设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期车间工序号工序名称材料牌号金工110 磨W18Cr4V 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件φ121×61 1 1设备名称设备型号设备编号同时加工件数普通磨床M1432 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 用专用夹具夹持工件,磨6处13±0.01mm、40±0.01mm专用夹具、磨头1500 47.1 0.012 0.1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
常用模具材料及热处理课件

CONTENCT
录
• 模具材料概述 • 常用模具材料
• 模具材料与热处理实例分析 • 模具材料与热处理发展趋势
01
模具材料概述
模具材料的分 类
金属材料
如钢铁、铜合金、铝合金等,具有较高的强度和耐 磨性。
非金属材料
如塑料、橡胶、陶瓷等,具有较好的耐腐蚀性和绝 缘性。
复合材料
详细描述
回火的主要目的是消除淬火过程中产生的内应力,提高金属材料的韧性和塑性。 通过回火处理,金属内部的原子或分子的排列会变得更加稳定和有序,从而提高 金属的韧性和塑性。
表面热处理
总结词
表面热处理是一种只对金属表面进行加热的热处理工艺,通 过改变金属表面的组织结构和性质,提高其耐磨性、耐腐蚀 性和抗疲劳性能。
详细描述
表面热处理的方法包括表面淬火、化学热处理等。通过表面 热处理,可以在不改变金属内部组织结构的情况下,显著提 高其表面的硬度和耐磨性,从而提高模具的使用寿命。
04
模具材料与热处理实例分析
塑料模具材料及热处理
80%
塑料模具材料
通常选用3C1、3C2、3C3、3C4、 3C5等优质碳素结构钢,以及 CrWMn、9Mn2V、5CrW2Si、 GCr15等合金工具钢。
环保与节能要求
绿色制造技术
绿色制造技术以环保为核心,旨 在减少模具制造过程中的环境污 染,如废气、废水的排放和固体 废弃物的处理等。
节能技术
节能技术以降低能耗为核心,旨 在提高模具制造过程中的能源利 用效率,如采用新型的加热技术 和设备等。
THANK YOU
感谢聆听
性。
硬质合金的优点是硬度高、耐磨 性好,缺点是韧性较差,容易发
硬质合金铣刀钝化处理工艺

硬质合金铣刀钝化处理工艺一、引言硬质合金铣刀作为一种重要的切削工具,在机械加工行业中得到了广泛的应用。
然而,由于长时间使用或者不当使用,铣刀刃面容易出现磨损、断裂等问题,影响其切削性能和使用寿命。
为了解决这个问题,钝化处理工艺被广泛应用于硬质合金铣刀的表面处理中,以增强其耐磨性和延长使用寿命。
二、钝化处理工艺的原理钝化处理是通过表面化学反应,形成一层致密的、均匀的、无机的氧化物膜,以提高硬质合金铣刀的表面硬度和耐磨性。
常用的钝化处理方法有化学氧化法、化学沉积法和热处理法等。
三、化学氧化法化学氧化法是将硬质合金铣刀浸泡在含有氧化剂和助剂的酸性溶液中,通过在溶液中发生氧化反应,使铣刀表面形成一层致密的氧化膜。
常用的氧化剂有硝酸、硫酸和硝酸铵等,助剂可以提高氧化速度和膜层质量。
在氧化过程中,要控制好温度、浸泡时间和溶液浓度等参数,以确保获得均匀、致密的氧化膜。
四、化学沉积法化学沉积法是通过在硬质合金铣刀表面沉积一层金属或合金膜,以提高其表面硬度和耐磨性。
常用的沉积方法有电化学沉积、热浸镀和化学气相沉积等。
其中,电化学沉积是利用电解池中的金属离子在铣刀表面还原沉积,形成金属膜;热浸镀是将硬质合金铣刀浸泡在金属溶液中,通过金属离子的扩散,在铣刀表面形成金属膜;化学气相沉积是通过在高温环境中将金属或者合金气体分解,使金属原子在铣刀表面沉积形成金属膜。
五、热处理法热处理法是通过在一定温度下对硬质合金铣刀进行加热处理,以改变其组织结构和性能。
常用的热处理方法有退火、淬火和回火等。
退火是将硬质合金铣刀加热至一定温度,保持一定时间后,缓慢冷却,以消除内部应力和改善刀具的硬度和韧性;淬火是将加热至临界温度以上的硬质合金铣刀迅速冷却,使其获得高硬度和耐磨性;回火是在淬火后将硬质合金铣刀加热至低于临界温度的一定温度,保温一定时间后,再冷却,以提高硬质合金铣刀的韧性和耐磨性。
六、钝化处理工艺的优势钝化处理工艺可以提高硬质合金铣刀的表面硬度和耐磨性,延长其使用寿命;钝化处理过程简单、操作方便,适应性强,可以应用于不同类型和规格的硬质合金铣刀;钝化处理工艺不会改变硬质合金铣刀的整体性能,不会影响切削性能和加工精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
各类钢制铣刀的热处理工艺
一、W6Mo5Cr4V2钢制中齿锯片铣刀的热处理工艺
W6Mo5Cr4V2钢制中齿锯片铣刀的技术要求:铣刀厚度≤1mm时,硬度为62~65HRC;厚度>1mm时,硬度为63~66.5HRC。
不允许过热,表面脱碳层厚度≤0.03mm。
铣刀直径≤100mm时,平面度误差≤0.12mm;直径>100mm时,平面度误差≤0.15mm。
盐浴热处理工艺如下:500~550℃×2h空气炉去应力退火,850~870℃预热,预热时间为加热时间的两倍。
1205~1215℃加热,加热时间及装炉量见表1,480~560℃分级冷却后进行260~280℃×1~2h等温,然后550℃×1h×4次夹直回火。
表1 中齿锯片铣刀的加热时间及装炉量
注:淬火晶粒度为10~11级,第一次回火工艺为380℃×4h,后三次回火工艺为550℃×1h。
二、W6Mo5Cr4V2钢制直齿三面刃铣刀的热处理工艺
W6Mo5Cr4V2钢制直齿三面刃铣刀的技术要求:硬度要求≥64HRC,允许过热1级。
由于刀具三面参与切削,所以对硬度、热硬性、耐磨性要求较高,热处理工艺也较严格。
盐浴热处理工艺如下:500~550℃空冷炉中烘干,850~870℃预热,预热时
间为加热时间的两倍。
1220~1230℃加热,加热时间及装炉量见表2,480~560℃分级冷却后空冷,然后进行550℃×1h×3次回火。
表2 直齿三面刃铣刀的加热时间及装炉量
注:晶粒度为9.5~10.5级,为保证热处理后高硬度,应选用碳含量较高的钢制作。
三、W6Mo5Cr4V2Al钢制立铣刀的热处理工艺
立铣刀有直柄立铣刀、削平型直柄立铣刀、莫氏锥柄立铣刀、短莫氏锥柄立铣刀、7:24锥柄立铣刀。
立铣刀用于以相应的夹头装夹于立式铣床或镗铣加工中心机床上进行平面铣削加工。
立铣刀加工时以周刃切削为主。
用W6Mo5Cr4V2Al 钢制作的立铣刀,使用寿命超过W2Mo9Cr4VCo8钢铣刀。
立铣刀的技术要求:直径≤6mm,刃部硬度为65~66HRC,柄部不低于30HRC;直径>6mm,刃部硬度为66~67.5HRC,柄部硬度不低于30HRC。
从实践中我们体会到使用淬火夹具有非常好的效果,一定要设计合适的夹具,因为它关系到热处理质量的稳定和柄部硬度的一致性。
其热处理工艺为:500℃空气炉烘干,850~860℃连柄部一起入盐浴预热,1205~1215℃加热,淬火冷却介质为480~560℃的中性盐浴,分级后空冷至室温清洗;晶粒度控制在10~10.5级,注意碳化物的溶解程度;加热时柄部提出液面,冷却时全部入浴;550℃×1h×3次回火后检查硬度,视其硬度值做出是否要提高回火温度决定,总体来说要使第4次回火后硬度符合要求。
按上述工艺处理,刃部硬度全部符合要求,柄部硬度为45~50HRC。
也有些生产单位在预热时柄部不入盐浴,高温加热也露柄,只是在出炉前浸柄,时间按柄直径1s/(3~4)mm估算,也能保证柄部硬度不高于60HRC。
四、W18Cr4V钢制直柄焊接立铣刀的热处理工艺
为了节约昂贵的高速钢,ϕ12mm以上规格的直柄立铣刀往往采用摩擦焊焊接。
刃部为W18Cr4V钢,柄部为45钢的直柄立铣刀的热处理应注意以下几点:1)淬火夹具一定合适平整,变形要及时修整。
2)预热时柄部浸盐浴几秒钟提起,可减少高温加热氧化脱碳。
3)刃部淬火温度取中下限,以1270~1275℃为宜。
4)高温加热的盐浴液面应低于焊缝。
5)柄部淬火加热采用感应快速加热更好,淬火后可快速回火法,回火工艺为500~550℃×2min。
五、凸半圆铣刀的热处理工艺
凸半圆铣刀形状比较简单,铣刀厚度为凸半圆半径的2倍,要求较高的硬度和耐磨性。
W6Mo5Cr4V2钢制凸半圆铣刀的技术要求:硬度为64~66.5HRC,晶粒度为9.5~10.5级,允许过热1级。
盐浴热处理选用专用淬火夹具(也可用钢丝拴绑)。
500℃空气炉烘干,840~860℃预热,预热时间为加热时间的2倍,加热温度为1220~1230℃,冷却介质为中性盐浴,550℃×1h×3次回火。
加热时间及装炉量见表3。
表3 凸半圆铣刀的加热时间及装炉量
六、凹半圆铣刀的热处理工艺
凹半圆铣刀尺寸比较简单,加热温度可以适当高些,要求较高的硬度与耐磨性。
W6Mo5Cr4V2钢制凹半圆铣刀的技术要求:硬度为64~66.5HRC,晶粒度为9.5~10.5级,允许过热1级。
一般用盐浴热处理,制作专用淬火夹具(也可用钢丝拴绑)。
于500℃左右的炉中烘干,840~860℃预热,预热时间为加热时间的2倍,加热时间及装炉量见表4。
加热温度为1220~1230℃。
冷却介质为中性盐浴,冷却时间同高温加热时间。
表4 凹半圆铣刀加热时间及装炉量
七、大直径齿条铣刀的热处理工艺
大直径齿条铣刀属非标准铣刀,用于大直径齿条的加工,要求较高的硬度及耐磨性。
铣刀形状不太复杂。
硬度要求W9Mo3Cr4V、W6Mo5Cr4V2等通用高速钢为64~66.5HRC,W6Mo5Cr4V2Co5等高性能高速钢为66~67HRC。
用W6Mo5Cr4V2钢制作的大直径齿条铣刀热处理工艺为:840~860℃预热,1220~1230℃加热,晶粒度控制在9.5~10.5级,550℃×1h×3次回火。
其加热时间及装炉量见表5。
表5 大直径齿条铣刀加热时间及装炉量
八、模具铣刀的热处理工艺
近年来,由于干切削、硬切削、高速切削等先进制造技术进入到模具加工领域,使模具制造进入了一个全新的发展期。
与原来的成形表面电火花加工工艺相比,由CNC机床的柔性、耐磨刀具材料及表面强化、新型刀具结构所构成的高切削系统,免去了电极的准备工序,可提高生产率30%~50%,并减少手工抛光工作量60%~100%,从而把整个模具的生产周期缩短了2/3,提高了竞争力。
GB/T 20773—2006《模具铣刀》中规定,模具铣刀采用W18Cr4V或同等性能的高速钢制造,硬度为63~66HRC。
从近几年的市场调查分析,W18Cr4V、W6Mo5Cr4V2、W9Mo3Cr4V等通用高速钢在模具铣刀板块中已失去竞争力,而代之以高性能高速钢、粉末高速钢、硬质合金及超硬材料。
(1)高性能高速钢
高性能高速钢是在通用高速钢成分基础上适当提高合金元素C和V含量,有些牌号加入Co、Al等合金元素,以提高耐热性、耐磨性的钢种。
这类钢的热硬性比较高,625℃×4h后仍保持60HRC以上的高硬度,刀具寿命通常为通用高速钢的1.5~3倍。
高性能高速钢经适当的热处理后其硬度都能达到68HRC以上,但模具铣刀不可以用如此高的硬度,能达到高硬度和用不用高硬度是完全不同的两个问题。
具体应根据铣刀的实际情况而定,超硬高速钢的硬度也不是越高越好,大多数情况下,硬度为66~67.5HRC比较符合客观实际。
(2)粉末高速钢
粉末高速钢是用细小的高速钢粉末在高温高压下直接压制而成的高速钢品种。
粉末高速钢完全克服了冶炼高速钢碳化物不均匀的弊端,不论其截面多大,碳化物都细小均匀,所以它比冶炼高速钢强度和韧性都高得多。
粉末高速钢有优良的力学性能,淬火晶粒度控制在10.5级较好,视不同刀具上下浮动半级,但千万不可盲目追求高硬度。
大量的事实证明,高硬度并非高寿命,任何切削刀具对指定的加工对象,都有一个比较理想的硬度值。
一般情况下,硬度应控制在66~67HRC。