通用包装作业手册SOP
注塑及包装SOP-模版
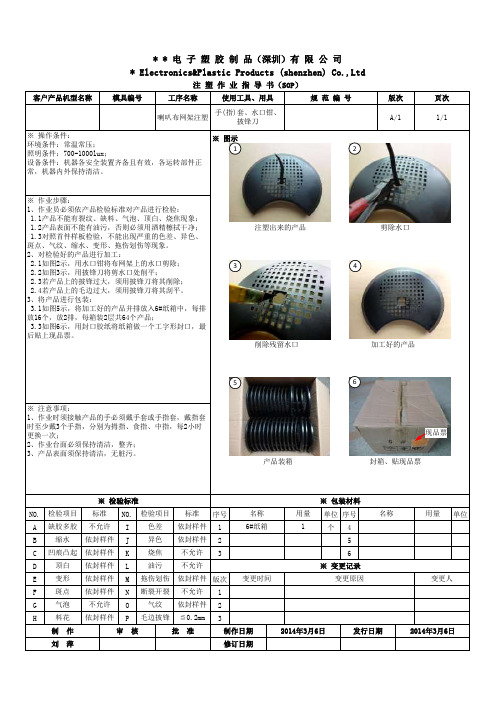
NO.NO.序号单位序号单位A I 1个4B J 25C K 36D LE M 版次F N 1G O 2HP 3变形依封样件拖伤划伤依封样件料花依封样件毛边披锋≦0.2mm 斑点依封样件断裂开裂不允许气泡不允许气纹依封样件喇叭布网架注塑手(指)套、水口钳、披锋刀※ 变更记录用量名称用量顶白依封样件油污不允许缺胶多胶不允许色差依封样件注 塑 作 业 指 导 书(SOP)客户产品机型名称模具编号工序名称使用工具、用具规 范 编 号版次页次A/11/1标准名称※ 图示※ 检验标准※ 包装材料检验项目标准检验项目缩水依封样件异色依封样件凹痕凸起依封样件烧焦不允许制 作审 核批 准制作日期2014年3月6日发行日期2014年3月6日变更原因变更人※ 作业步骤:1、作业员必须依产品检验标准对产品进行检验:1.1产品不能有裂纹、缺料、气泡、顶白、烧焦现象; 1.2产品表面不能有油污,否则必须用酒精檫拭干净; 1.3对照首件样板检验,不能出现严重的色差、异色、斑点、气纹、缩水、变形、拖伤划伤等现象。
2、对检验好的产品进行加工:2.1如图2示,用水口钳将布网架上的水口剪除; 2.2如图3示,用披锋刀将剪水口处削平;2.3若产品上的披锋过大,须用披锋刀将其削除; 2.4若产品上的毛边过大,须用披锋刀将其刮平。
3、将产品进行包装:3.1如图5示,将加工好的产品并排放入6#纸箱中,每排放16个,放2排,每箱装2层共64个产品;3.3如图6示,用封口胶纸将纸箱做一个工字形封口,最后贴上现品票。
※ 注意事项:1、作业时须接触产品的手必须戴手套或手指套,戴指套时至少戴3个手指,分别为拇指、食指、中指,每2小时更换一次;2、作业台面必须保持清洁,整齐;3、产品表面须保持清洁,无脏污。
※ 操作条件:环境条件:常温常压;照明条件:700-1000lux;设备条件:机器各安全装置齐备且有效,各运转部件正常,机器内外保持清洁。
变更时间6#纸箱1124365注塑出来的产品剪除水口削除残留水口加工好的产品产品装箱封箱、贴现品票现品票NO.NO.序号单位序号单位A I 14B J 25C K 36D LE M 版次F N 1G O 2HP 3制 作审 核批 准制作日期料花依封样件毛边披锋≦0.2mm 气泡不允许气纹依封样件变更原因变更人斑点依封样件断裂开裂不允许变形依封样件拖伤划伤依封样件变更时间顶白依封样件油污不允许※ 变更记录凹痕凸起依封样件烧焦不允许缩水依封样件异色依封样件缺胶多胶不允许色差依封样件※ 注意事项:1、作业时须接触产品的手必须戴手套或手指套,戴指套时至少戴3个手指,分别为拇指、食指、中指,每2小时更换一次;2、作业台面必须保持清洁,整齐;3、产品表面须保持清洁,无脏污。
026-00片剂、颗粒剂、胶囊剂内包装岗位SOP

片剂、颗粒剂、胶囊剂内包装岗位SOP1目的明确片剂、颗粒剂、胶囊剂内包装岗位的标准操作程序和要求,规范生产操作。
2范围本标准适用于片剂、颗粒剂、胶囊剂内包装岗位标准操作。
3责任人操作人员、车间主任、QA。
4内容4.1生产前的检查和准备4.1.1操作人员按《人员进出生产区S0P)>进入。
4.12操作者检查片剂、颗粒剂、胶囊剂内包装岗位操作间应有现场QA发放的上品种、上批次、上规格的“清场合格证”副本。
并按《清场管理规程》中清场要求和标准确认清场符合要求。
4.1.3与本品种、木批次生产无关的物料、物品、文件、工用具不得出现在操作间。
4.1.4与本品种、本批次生产相关的物品、工用具、容器、辅助用具应按本操作间定置管理图中要求摆放,并不得有多余量出现。
4.15生产操作空白记录、生产状态卡、记录用笔等应齐全悬挂在操作间规定处。
4.16检查合格后由现场QA在片剂、颗粒剂、胶囊剂内包装岗位生产记录中“生产前检查栏”内签名,方可开始生产。
4.2操作过程4.2 .1领料操作人凭产品检验报告书从中间站领取本批产品的合格片子、颗粒或胶囊粒,凭《批包装指令》开具《领料单》,经车间主任、QA审核后到库房领取包装材料,领料时应注意核对品名、批号数量等应无误。
4.3 .2内包装4.2.3.1片剂、胶囊剂的内包装赋码批号打印及二维码的赋码:按《批号打印及二维码申请、赋码及扫码操作SOP》在包装材料指定位置打印批号、生产日期、有效期至、二维码等内容。
要求字迹清晰、无误打、漏打,所赋的二维码识别率不得低于98%。
瓶装片剂、胶囊剂贴签:将已打印好批号和二维码的瓶贴逐一贴于塑料瓶上,要求上下适中,左右端正,无卷边、翘角。
包装:取各品种相应规格的洁净的数片器或数粒板,按《数片器及数粒板使用及维护保养SOP》进行操作,将取得的片剂、胶囊剂按《批包装指令》规定的包装规格和包装形式进行逐级包装,并进行二维码的逐级关联。
封口瓶装片剂、胶囊剂:将内盖、外盖先后放于塑料瓶口上,然后旋紧外盖,并用封口机将其进行密封。
SOP-LE513,V01-SZI-ASM004 Body拆解包装作业标准书_1_0
此圖僅做示意用 此圖僅做示意用
Step7: Step8: 1. 使用夾鏈袋「5160801-xx」 ,將拆解下來的螺 1. 使用 10 號夾鏈袋「5160018-xx」 ,將拆解下 1. 將 Engine 流程卡收納歸檔保存 絲袋在一起 來的 3 條 cableb 及螺絲請人
Owen 4/24
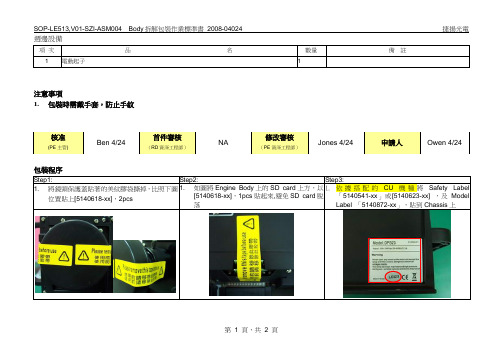
包裝程序
Step1: Step2: Step3: 1. 如圖將 Engine Body 上的 SD card 上方,以 1. 依 據 搭 配 的 CU 機 種 將 Safety Label 1. 將鏡頭保護蓋貼著的美紋膠袋撕掉,比照下圖 [5140618-xx],1pcs 貼起來,避免 SD card 脫 「 5140541-xx 」或 [5140623-xx] ,及 Model 位置貼上[5140618-xx],2pcs 落 Label 「5140872-xx」,貼到 Chassis 上
第 1 頁,共 2 頁
SOP-LE513,V01-SZI-ASM004 Body 拆解包裝作業標準書 2008-04024 捷揚光電 Step4: Step6: Step5: 1. 在 Engine Chassis 上 面 加 貼 IP5X 防 塵 1. 確認是否 Engine 有手紋及髒污,並加以清潔 1. 將 Engine 鏡頭朝上擺放,再將 3 條 D-Sub Lable[5140869-xx] Cable 拆下 2. 距離左側弧面及上側組裝縫隙各 2mm,如下圖 2. 用手將倒鈎鈑金扳開,將 Ballast 點燈線鬆開 3. 將 Optical Chassis 及 Power Module 組合的 固定螺絲拆下,將兩 Module 分開
SOP-LE513,V01-SZI-ASM004 Body 拆解包裝作業標準書 2008-04024
9包装SOP

包装SOP1目的建立包装SOP方便饮片的存取、运输、销售,有利于饮片的经营和防止再污染及近期监督检查,使饮片的包装标准化、规范化,确保产品质量,防止产品的混淆与差错。
2责任生产技术部负责本标准操作SOP的编写和修订,操作人员严格按本文件要按进行生产操作。
质量管理部负责监督本标准操作SOP的实施。
3适用范围本标准操作SOP使用于包装工序对饮片进行分装、包装的全过程。
3.1开工检查与准备,3.1.1包装工序有清场合格的标志,并在清场有效期内。
3.1.2所使用设备应有“完好/备用”状态标记。
3.1.3计量器具有校验合格证,并在有效期内。
3.1.4包装工序组长有本批生产工艺规程及批包装指令与《包装生产记录》。
3.1.5操作室及其设施,设备处于清洁或待用状态,无上批遗留的产品、文件或与本批产品包装无关的物料。
3.1.6QA按以上要求进行检查,检查符合规定后在生产记录上签字认可允许生产。
3.1.7由包装工序组长填写“生产状态卡”,填写清楚工序名称、包装品名称、包装规格、产地、批号、生产日期等。
3.2物料的领取3.2.1待包装产品的领取3.2.1.1根据产品工艺规程及批包装指令在中间站领取检验合格的待包装产品,并核对其名称、批号、数量、规格,核对一致后将被包装的待包装品转入包装区。
3.2.1.2中间站管理人员与领用人员及时填写领发台帐。
3.2.2包装材料领取3.2.2.1包装班组长根据产品工艺规程及批包装指令,填写《物料领料单》,在包材库领取包装材料,领取时应由领用人员与库房管理人员一起核对所领取的材料的名称、规格、数量、质量状态,且与工艺规程相符。
3.2.2.2包装班组长将包装材料转入包装室,填写《包装生产记录》。
3.3具体包装操作程序3.3.1饮片包装的具体方法3.3.1.1每一包装操作室,应标识标明包装中的产品名称、规格、批号和批量的生产状态。
3.3.1.2待用分装容器在分装前应当保持清洁,避免容器中有玻璃碎屑、金属颗粒等污染物。
74-贴签包装岗位操作规程(SOP)

5. 装箱前要核对纸箱、纸合与装箱单上的品名、规格、批号是否相 符,确认无误,才能敲打批号,进行装箱,要求数量正确、封箱严密, 打包牢固。
6. 开出请检单,通知质检科检验。 7. 换批号、换产品,要按规定进行认真清场,经检查取得合格证 后,才能调换。 8. 每批包装结束后,要准确统计各种包装的耗用数及剩余数,按标 签管理办法,处理破损标签及剩余标签。 9. 搬运成品纸箱要轻拿轻放,按品名、规格、批号清点登记,堆放 整齐,每批完成后及时把准确数量报告组长、管理员、填写入库单。 10. 必须穿戴本岗位规定的工作服装,才能进入生产区,不得穿离 外出。 11. 及时真实地填写操作记录,要求字迹清晰,不得撕毁或任意涂 改。 12. 下班前按工艺卫生要求进行清场。
一. 目的:掌握贴签包装岗位操作程序及工艺要求。 二. 适用范围:口服液车间贴签包装岗位操作人员。 三. 操作:
1. 检查上工序蜡封交来半成品的品名、规格、批号与生产通知单安 排的产品是否相符。
2. 贴瓶签要求端正,适中一致,牢固、洁净、浆糊要用得均匀,不 歪斜不翘角。
3. 对品名、规格、批号核对,确认无误,才能敲打纸合上批号、要 求字迹清晰、端正。位置一致,不漏敲。
贴签包装岗位操作规程(SOP)
部门: 口服液车间
编码: TBSC-KF-015
共2页
题目:贴签包装岗位操作规程
起草人:
QA审阅:
第1页
审阅部门: 生产技术科
批准人:
执行日期: 2001-1-1
·质量要求: 1. 贴签:端正、适中、牢固、洁净。 2. 包装:数量正确,批号清楚正确,位置一致,说明书及服用吸管齐 全,封口证粘贴牢固整齐。 3. 装箱:数量正确,批号字迹清楚,箱单填写清楚、打包紧固。
通用包装规范编带包装 编带方向资料
文件编号:GGP922-020-01B
页 次:第 7 页
共 8页
版次:F
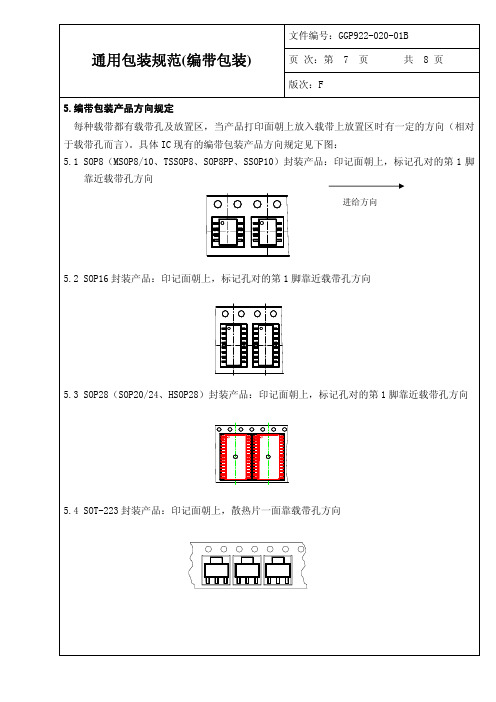
5.编带包装产品方向规定 每种载带都有载带孔及放置区,当产品打印面朝上放入载带上放置区时有一定的方向(相对
于载带孔而言)。具体 IC 现有的编带包装产品方向规定见下图: 5.1 SOP8(MSOP8/10、TSSOP8、SOP8PP、SSOP10)封装产品:印记面朝上,标记孔对的第 1 脚
靠近载:印记面朝上,标记孔对的第 1 脚靠近载带孔方向
5.3 SOP28(SOP20/24、HSOP28)封装产品:印记面朝上,标记孔对的第 1 脚靠近载带孔方向
5.4 SOT-223 封装产品:印记面朝上,散热片一面靠载带孔方向
文件编号:GGP922-020-01B
AB39
5.8 HTSOP54 封装产品:印记面朝上,标记孔对的第 1 脚靠近载带小圆孔方向。 小圆孔
椭圆孔 5.9 FBP、QFN、DFN 封装产品:印章面朝上,一脚应靠近载带孔方向。
PIN1 脚位置
通用包装规范(编带包装)
页 次:第 8 页
共 8页
版次:F
5.5 SOT-23-3L 封装产品:印记面朝上,单只引线脚一面靠近载带孔方向。
T E7
5.6 SOT-23-5L 封装产品:印记面朝上,两只引线脚一面靠近载带孔方向。
2980
5.7 SOT-23-6L(SOT-28FC)封装产品:印记面朝上,如图印章正向放置。
包装SOP

裝有輪子, 可以移動.
B.衣服的套桿: 裝有輪子. 車子的底部可以存放一箱正在包裝款 式的胶袋. 包裝的胶袋掛在車的桿上面, 便以作業.
在包裝的胶袋放 在上面, 便以拿取.
車子的底部可以存放一 箱正在包裝款式的胶袋
C.移動包裝車: 裝有輪子, 可以移動. 桌面可伸缩. 當平包裝的時 候可把桌面伸起來使用. 當包裝掛裝的時候把桌面放下去, 使用 U 形上的桿子.
6.分款式吊掛衣服: 包裝分三個區(1.不欠OTT 可以包裝的區. 2.欠OTT不可以包裝的 區. 3.成品區: 衣服被包裝好的區域) 吊掛人員按照排期計劃表與OTT 實際到位的情況, 把衣服掛在不 同的區域. 每件衣服的距離按照捍上的要求每0.4cm/ 件的方法去 掛.
包裝吊掛人員 會按照”區域 計劃表”來吊
”驗針機器”
6.封箱: 在封箱前要填寫一張”驗針濟”做為驗針的封箱記號, 此小紙要 放在箱子的上下(封箱處)
14.LOG推倉: 当IT部門收到PM部門的通知有關款式己結束時, IT 部門就會發 出通告給包裝部門 1.包裝人員會先把”LOG of Ended Style” 表格填好:
”LOG of Ended Style” 表格填好
3.發料: 1.包裝小組根據生產的進度和出口的交期到小倉庫去領取副料 (按照包裝樣品查核表, 副料卡, 領料單和裁制單) 以50pcs/叠為一次發料數,当收到实裁报告時先要把多餘的副料收 起來, 如員工有遺失副料時, 員工需要領超出实裁數的副料時,一 定要查清原因, 并且要有主管的簽名同意,副料人員才可以把副料 發給小組.
出貨記 錄
13.驗針: 這只用給日本單: 1.在使用驗針機器之前先需要注意的問題: a.操作驗針人員要先进行培訓, 合格后發”上岗証”后方可使用 驗針機.
SOP标准作业程序与作业指导书

SOP标准作业程序与作业指导书一、引言标准作业程序(Standard Operating Procedure,简称SOP)与作业指导书是组织内部用于规范操作流程和提供操作指导的重要文档。
本文将详细介绍SOP标准作业程序与作业指导书的定义、目的、适用范围、编写要求以及示例内容。
二、定义SOP标准作业程序是一种书面文档,用于规定组织内部的操作流程、步骤和要求,以确保操作的一致性、可靠性和安全性。
作业指导书是SOP的补充,提供更具体的操作指导和实施细节。
三、目的1. 确保操作的一致性:SOP标准作业程序与作业指导书明确规定了操作的步骤和要求,确保不同操作者在执行同一项任务时能够达到相同的结果。
2. 提高操作效率:通过详细描述操作流程和指导要点,SOP标准作业程序与作业指导书可以帮助操作者减少错误和重复劳动,提高操作效率。
3. 保证操作的安全性:SOP标准作业程序与作业指导书对于涉及安全要求的操作,如化学品使用、设备操作等,提供了必要的安全指导,确保操作的安全性。
4. 支持培训和知识传承:SOP标准作业程序与作业指导书可以作为培训材料,帮助新员工快速了解操作流程和要求,同时也有助于知识传承和团队合作。
四、适用范围SOP标准作业程序与作业指导书适用于各种组织和行业,特别是需要规范操作流程和提供操作指导的领域,如生产制造、医疗卫生、食品安全等。
五、编写要求1. 清晰简洁:SOP标准作业程序与作业指导书应使用简明清晰的语言,避免使用过于复杂的术语和措辞,以便操作者能够轻松理解和执行。
2. 具体明确:SOP标准作业程序与作业指导书应描述每个操作步骤的具体要求和操作方法,确保操作者能够按照规定的步骤进行操作。
3. 结构完整:SOP标准作业程序与作业指导书应包括引言、目的、适用范围、定义、操作步骤、安全要求、常见问题解答等内容,以确保文档结构完整。
4. 更新及时:SOP标准作业程序与作业指导书应定期进行审查和更新,以适应组织内部流程和要求的变化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
通用包装作业手册SOP
目标
本文档旨在提供通用包装作业的标准操作规程(SOP),以确保操作的一致性和高效性。
1. 作业准备
在进行通用包装作业之前,应进行以下准备工作:
- 检查包装材料的完整性和质量。
- 准备所需的工具和设备。
- 清洁和消毒工作区。
2. 包装过程
2.1 包装材料使用
在进行包装作业时,应遵守以下指导:
- 确保使用合适类型和尺寸的包装材料。
- 检查包装材料的完整性和质量。
- 确保包装材料能够有效保护产品。
2.2 包装操作流程
按照以下步骤进行包装操作:
1. 检查产品的正确性和完整性。
2. 根据产品类型选择适当的包装方法。
3. 将产品放置在包装材料中,并确保适当的防护措施已经采取。
4. 包装产品的同时确保包装材料的完整性。
5. 定期检查包装操作,确保包装过程无误。
3. 安全要求
在进行通用包装作业时,应遵守以下安全要求:
- 使用个人防护装备,如手套、护目镜等。
- 遵循正确的姿势和动作,以避免受伤。
- 使用工具和设备时要小心谨慎,并确保其正常运作和维护。
- 严格遵守有关危险品管理的规定。
4. 故障处理
在包装作业中可能会遇到故障或问题,应根据以下原则进行处理:
- 立即停止操作,并确保安全。
- 理解和分析故障的原因。
- 采取适当的纠正措施,并修复故障。
- 记录并报告故障的详情和修复过程。
5. 清洁和维护
完成包装作业后,应进行清洁和维护:
- 清洁工作区和工具设备。
- 检查工具和设备的正常运行,并及时进行维护。
结论
本通用包装作业手册SOP提供了标准化的操作规程,旨在确
保通用包装作业的一致性和高效性。
该手册应在进行包装作业时作
为指导参考,并遵守相关安全要求和故障处理原则。
完成包装作业后,应进行清洁和维护工作,保持工作区的整洁和设备的正常运行。