日产1200吨预分解窑操作用风控制的体会
如何改善预分解窑中控室的操作效果(精)

如何改善预分解窑中控室的操作效果作者:谢克平来源:新世纪水泥导报日期:2011-04-13点击数:146当今国内近千条水泥新型干法生产线之间的运转水平相差较大,与国外先进的预分解窑运转水平相比,差距就更大,这种差距将决定企业的效益,甚至是生存。
为了缩小这个差距,我们应当分析产生这种差距的原因。
不少企业领导常常把影响生产线效益的主要责任压在中控操作员的身上。
这并不奇怪,因为在水泥生产企业各非管理工种岗位中,当属中控室窑操作员的待遇最高,他们的责任心与操作水平确实对窑的运转水平起着关键作用,为此对他们的选拔标准也高,有理由对他们赋予重任。
但正如任何事物的发展都有主观与客观两个方面一样,窑的运转水平不仅受着操作员的水平所决定,同时也受着外部管理水平等条件的极大约束。
所以,当我们面对实际运转状态时,并不难发现操作与管理方面都存在着某些误区,决定了上述存在的差距,而且更为遗憾的是,这些误区还常常被当作经典在不断传授或流传。
这就是今天我们要认真讨论的课题。
我们讨论的目的与结果应该是:凡是从事新型干法生产的水泥企业领导和员工,不仅要清楚地知道企业的每个环节从客观上要为窑的高效运转提供和满足哪些条件,而且也要了解技术人员或中控操作员主观上应该对预分解窑的操作采取什么样的理念才更为合理。
1 新型干法生产线管理的十大误区1.1 对自身预分解窑的运行状态不够清晰同是预分解窑,衡量运转水平可以有绝对标准,即精细运转、正常运转、带病运转三个等级。
如果按照“对标管理”的思想,则有相对标准可以比照,这就是国际先进水平、国内先进水平及国内一般水平三个级别。
很多企业的领导很难对自己的生产线运转水平所处的位置准确定位。
不少人有一种满足心理,自认操作运转水平已经不错,与原有的立窑或传统窑相比,肯定是代表先进生产力的工艺,获得的经济效益也相当可观。
一些人还有盲目心理,不知道通过这条生产线还可以获得更大的效益,更不知道如何获得这种效益。
预分解窑系统窑炉风

预分解窑系统窑炉风、煤、料的合理匹配对于稳定系统的热工制度,提高熟料的产量、质量至为重要。
根据预分解窑系统煤粉燃烧的特点,探讨窑系统平衡问题,即在保持发热能力与传热能力平衡与稳定的基础上.保持发热能力与传热能力及煅烧能力与预热预分解能力的平衡和稳定的要求。
1 窑炉内风、煤、料的特点1.1 窑炉用风的特点预热预分解系统由预热器、分解炉、及其上升管道组成,其传热过程主要是在上升管道内进行.以对流传热为主。
物料通过撒料器。
被上升烟气吹散并悬浮在烟气中迅速完成传热过程,预热器的悬浮效率直接影响到物料整体预热效果,而悬浮效率除了生料的细度和管道的设计上.主要由风速影响,一般上升管道的风速控制在16〜20m/ s。
预热器的主要作用是收聚物料,实现固气相分离.其分离效率和其进出口风速及筒内截面风速相关,风速也影响着旋风筒的阻力损失,一般截面风速控制在3 6m/s。
1.2 窑炉用煤的特点分解炉内煤粉与物料是以悬浮态混合在一起的,煤粉的燃烧速度直接影响着分解炉的发热能力和炉内的温度, 从而影响物料的分解率。
影响煤粉充分燃烧的因素主要包括:炉内的气体温度、炉内氧气量、煤粉细度三个方面。
因此在操作上:一要提高入炉风温、二要保证炉内的供风量、三要控制煤粉的细度。
1.3 窑炉用料的特点生料的易烧性是评价生料的重要工艺指标。
主要考察生料的矿物组成、化学组成、颗粒组成三个方面。
分别从反应活性、生料率值、生料细度来判断生料大致的易烧性.分析出其在分解炉的分解温度范围,合理的调整喂料量的大小。
是保证熟料质量和窑况稳定的准则。
(1)生料的矿物组成:生料中的石灰质组分主要为含Ca0的方解石。
它的反应活性与其类型、晶体结构、晶体的粒度和存在的杂质(杂质含量高、分布广也有助于石灰石反应活性的提高) 有关。
黏土若含粗砂过多的砂质土.易磨性及易烧性较差,尽量选用页岩或粉砂岩作黏土质原料有利于粉磨和熟料烧成。
(2)生料的化学组成:生料的主要化学组成可集中地反映在其三率值。
分解窑操作中常见的几个问题和产生问题的原因

分解窑操作中常见的几个问题和产生问题的原因,燃烧机(燃烧器)一、窑尾和预分解系统温度偏高1)核查是否生料kh、n值偏高,熔融相(ai203和fe203)含量偏低生料中是否si02比较高和生料细度偏粗。
如若干项情况属实,则由于生料易烧性差,熟料难烧结,上述温度偏高属正常现象。
但应注意极限温度和窑尾o:含量的控制。
2)窑内通风不好,窑尾空气过剩系数控制偏低,系统漏风产生二次燃烧。
3)排灰阀配重太轻或因为怕堵塞,窑尾岗位工把排灰阀阀杆吊起来,致使旋风筒收尘效率降低,物料循环量增加,预分解系统温度升高。
4)供料不足或来料不均匀。
5)旋风筒堵塞使系统温度升高。
6)燃烧器外流风太大、火焰太长,致使窑尾温度偏高。
7)烧成带温度太低,煤粉后燃。
8)窑尾负压太高,窑内抽力太大,高温带后移。
二、窑尾和预分解系统温度偏低1)对于一定的喂料量来说,用煤量偏少。
2)排灰阀工作不灵活,局部堆料或塌料。
由于物料分散不好,热交换差,致使预热器c,出口温度升高,但窑尾温度下降。
3)预热器系统漏风,增加了废气量和烧成热耗,废气温度下降。
三、烧成带温度太低1)风、煤、料配合不好。
对于一定喂料量,热耗控制偏低或火焰太长,高温带不集中。
2)在一定的燃烧条件下,窑速太快。
3)预热器系统的塌料以及温度低、分解率低的生料窜人窑前。
4)窑尾来料多或垮窑皮时,用煤量没有及时增加。
5)在窑内通风不良的情况下,又增加窑头用煤量,结果窑尾温度升高,烧成带温度反而下降。
6)冷却机一室篦板上的熟料料层太薄,二次风温度太低。
四、烧成带温度太高1)来料少而用煤量没有及时减少。
2)燃烧器内流风太大,致使火焰太短,高温带太集中。
3)二次风温度太高,黑火头短,火点位置前移。
五、二次风温度太高1)火焰太散,粗粒煤粉掺人熟料,人冷却机后继续燃烧。
2)熟料结粒太细致使料层阻力增加,二次风量减少,风温升高大量细粒熟料随二次风一起返回窑内。
3)熟料结粒良好,但冷却机一室料层太厚。
也谈如何调节与控制预分解窑温度——与《预分解窑温度的调节与控制》作者的商榷

一个企业都能够做到,因此,对中控操作员的操作思路
与操作方法有更高要求。这是当前不少企业领导及技术 人员的通常想法。 本人认为纵然操作员的水平稃高,思路再正确,能
20”.3 SICHUAN CEMENT・19
万方数据
也谈如何调节与控制预分解窑温度——与《预分解窑温度的 调节与控制》作者的商榷
作者: 作者单位: 刊名: 英文刊名: 年,卷(期): 谢克平 中国水泥生产技术专家委员会 四川水泥 SICHUAN CEMENT 2011(3)
也谈如何调节与控制预分解窑温度
——与《预分解窑温度的调节与控制》作者的商榷
f编者接1:《也谈如何调节与控制预分解窑温度)的作者是奉刊的 特邀审稿专末.他在审阅《顸分解窑温虚的调节与控口l》一文时,深为 作者在中控操诈中勤于思考、月于.|妻隶、}断甚镕的精神所鼓寻,为7 发挥杂志的交流作月,将“分解窑的温拉操作”话题说连,谢克平先生 }吝赐璃,还说罡“抛砖引^” 老蝙袁深为感动.将(也谈如何调节 与控制干垂分解窑温度)原文刊登,希望有更;目志参加到这十月翘的讨
志20l 1年第二期刊登韩进有的“预 分解窑温度懿调节与控制”一文,读过此文磊引起本人 很多联想,深为作者在中控操作中勤于思考、勇于摸 索、不断总绩酶糖棒新鼓舞,如果每位操作者邦黥魏此 钻研、勤奋,操作员的水平势必会有较大程度的提高。 所谓“垃精予勤”,正是如此。秀了使这种学习气氛更 浓,而不要过于武断地修改原著作的思考结论,当编辑 要求审稿时,本入建议编辑原文登载,大家都来参加讨 论,让作者与更多读者都能从讨论中得到新的体会,共 同提高认识。 下面是本人的一点想法,抛砖引玉,仅供大家参考。 作者在此文中提出很多看法,可以看出确实是作者 在辛鼓劳动审总结畿来的,且有提多鼹点值褥肯定: (1)在预分解窑生产中,需要控制的参数确实很 多,毽一定要掭住燕点参数,纛不应“强调全盘兼鼷、 面面俱到、不分主次”。换句话说,没有思路的操作,
预分解窑风量的调节与控制
预分解窑风量的调节与控制赵晓东【摘要】预分解窑煅烧系统的风量调节与控制,直接影响预分解窑的“优质、高产、低耗”.结合配置第三代充气梁篦冷机的Φ4.74 m×74m预分解窑生产系统,详细分析了预分解窑煅烧系统窑头一次风量、窑内通风量、窑炉风量平衡、篦冷机用风量及煅烧系统总风量的调节与控制.【期刊名称】《水泥工程》【年(卷),期】2016(000)004【总页数】3页(P48-49,53)【关键词】预分解窑;风量;分解炉;煤粉燃器;调节;控制【作者】赵晓东【作者单位】重庆电子工程职业学院,重庆401331【正文语种】中文【中图分类】TQ172.6风、煤、料及窑速是预分解窑煅烧操作的重要参数,其中系统用风存在的变数最大,比如预热系统的积料和结皮、回转窑内的结球和结圈等,都会造成系统用风状况发生变化,影响预分解窑的产量、质量、熟料煤耗及电耗等生产指标。
结合配置第三代充气梁篦冷机的Φ4.74m×74m预分解窑生产系统,详细分析了预分解窑煅烧系统的风量调节与控制,供水泥业界的同仁参考和借鉴。
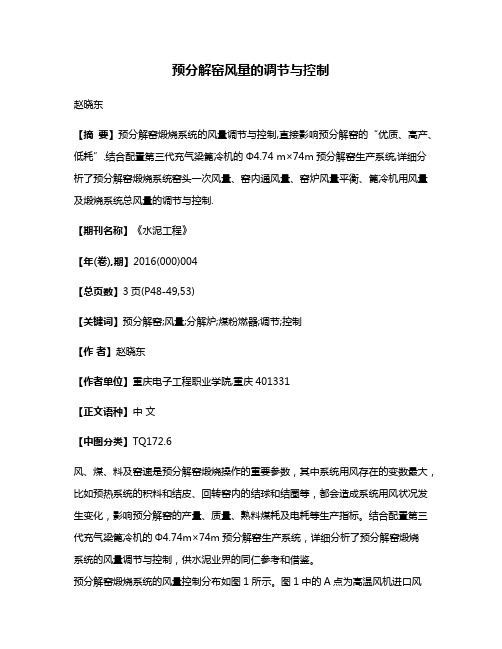
预分解窑煅烧系统的风量控制分布如图1所示。
图1中的A点为高温风机进口风量的控制风阀,其作用是调节高温风机的排风量,控制预热器、分解炉及回转窑等系统的总风量。
B点为入分解炉三次风管的控制风阀,其作用是控制入分解炉的风量,调节回转窑及分解炉的风量平衡。
C点为窑尾上升烟道的控制风阀,其作用是控制回转窑的通风量,调节窑及分解炉的风量平衡。
D点为窑头余风排风机进口风量的控制风阀,其作用是调节余风排风机的排风量,控制入窑的二次风量、入分解炉三次风量。
E点为冷却风机鼓风量的控制风阀,其作用是调节篦冷机高压风、中压风、低压风之间的匹配,控制二次风温、三次风温、余风风温及出篦冷机的熟料温度。
F点为窑头煤粉燃烧器入窑风量的控制风阀,其作用是调节外风、内风、煤风、中心风的风量匹配,控制入窑的一次风量。
从煤粉燃烧器入窑的风叫一次风。
9 预分解窑调节与控制

• ⑦电流逐渐增加 • 这一情况产生的原因有以下三种可能:
• 其一,窑内向温度高的方向发展。如原来熟料 欠烧,则表示窑正在趋于正常;如原来窑内烧 成正常,则表明窑内正在趋于过热,应采取加 料或减少燃料的措施加以调整。
• 其二,窑开始长窑口圈,物料填充率在逐步 增加,烧成带的粘散料在增加。 • 第三,长、厚窑皮正在形成。
•
由于各级旋风筒之间的负压互相联系、自然 平衡,故一般只要重点监测预热器最上一级和 最下一级旋风筒的出口负压即可了解预热器系 统的情况。
• ③ C4、C5筒锥体下部负压 • 它表征该两级旋风筒的工作状态,当该旋风筒 发生结皮堵塞时,锥体下部负压下降。
• ④ 篦冷机一室下压力 • 它不仅指示篦冷机一室篦床阻力,亦指示窑 内烧成带温度变化。当烧成带温度下降时,熟 料结粒减小,致使篦冷机一室料层阻力增大, 在一室篦床速度不变时,一室篦床下压力必然 增高。生产中,常以一室压力与篦床速度构成 自动调节回路,当一室压力增高时,篦床速度 自动加快,以改善熟料冷却状况。
• ③ 分解炉或C5筒出口气体温度 • 它表征物料在分解炉内预分解情况,一般控 制在850~890℃。保证物料在分解炉内预分 解状况的稳定,从而使整个窑系统热工制度稳 定,对防止结皮堵塞也十分重要。 • ④ C1筒出口气体温度 • 一般控制在320~360℃。超温时,应检查 生料喂料是否中断、某级旋风筒或管道是否堵 塞、燃料量与风量是否超过喂料量的需要等, 查明原因后作出适当处理。当温度降低时,则 应结合系统有无漏风及其它旋风筒温度状况酌 情处理。
• • • •
第九章 预分解窑系统的调节与控制 第一节 调节控制的目的及原则 一、调节控制的目的 预分解窑生产过程控制的关键是均衡稳定运 转,它是生产状态良好的重要标志。运转不 能均衡稳定、调节控制频繁、甚至出现周期 性性的“恶性循环”,是窑系统生产效率低、 工艺和操作参数混乱的明显迹象。因此,调 节控制的目的就是要使窑系统经常保持最佳 的热工制度,实现持续地均衡运转。
5.1 预分解窑系统的调节控制

5.1 预分解窑系统的调节控制5.1.1 调节控制的目的预分解窑生产过程控制的关键是使系统均衡稳定运转,它是生产状态良好的重要标志。
运转不能均衡稳定、调节控制频繁、甚至出现周期性的“ 恶性循环” ,是窑系统生产效率低、工艺和操作参数混乱的明显迹象。
因此,调节控制的目的就是要使窑系统经常保持最佳的热工制度,实现连续地均衡运转。
5.1.2 操作要求(1 )正常操作要求预分解窑与一般回转窑一样,正常操作要求保持窑的发热能力与窑的传热能力的均衡及稳定、窑的烧结能力与窑的预烧能力的均衡及稳定。
因此,操作时必须做到前后兼顾,炉、窑协调,稳定炉、窑合理的热工制度,即必须保持窑两端及分解炉内温度的均衡与稳定。
煤、风、料是影响分解窑系统热工制度的主要因素。
因此,生产操作( 调节控制) 过程中,确定煤、风、料之间的关系并保持相对稳定,避免大变动,稳定窑速,稳定热工制度,是确保优质高产的关键。
在实际生产操作过程中,许多水泥厂总结出了适合本厂实际的科学操作管理制度,较为典型的是“ 三个固定,四个稳定,处理好五个关系” 。
三个固定:固定窑速;固定下料量;固定冷却机的料层厚度。
四个稳定:稳定窑尾温度;稳定分解炉出口温度;稳定系统排风;稳定预热器出口温度。
五个关系:窑与炉的用风关系;新入生料与回料均匀入窑的关系;窑与预热器、分解炉、冷却机的关系;窑与煤磨的关系;主机与各辅机的关系。
(2 )处理不正常情况的要求在生产过程中,由于设备故障或操作( 调节控制) 不当等原因,经常会出现一些不正常情况,影响生产的正常进行,造成质量事故甚至设备的损坏及人员伤亡等重大损失。
生产中发生故障或出现不正常情况时,主要体现在热工参数的变化上。
因此,在日常生产过程中,要求操作人员必须贯彻“ 安全第一” 的指导思想,密切注意生产运行参数的变化,及时发现问题,并作出正确的判断,采取相应措施,迅速排除故障,恢复正常生产,确保人身及设备安全,将损失减小到最低限度,避免造成重大损失。
预分解窑系统风量的数字化

预分解窑系统风量的数字化任何热效率高的工业窑炉,其基本条件是过剩空气系数不能太高。
过高的过剩空气系数只能带走过多热量、导致热损失的增加,降低热效率。
燃煤烧的多少,所需要的助燃空气就是确定的。
准确的空气量需要知道燃料的元素分析,可以通过化学反应方程式准确计算。
也就可以得到准确的烟气量及烟气成分。
预分解窑系统窑头及窑尾分解炉加入燃料燃烧。
因而需要有较为准确的助燃空气两及产生的烟气量。
由于阻力的原因、换热效果与旋风筒体积、系统稳定性的原因,当代预分解窑系统的的固气比公认比较合理的范围在1.4-1.6kg空气/kg物料。
一.窑系统风量、风速之现状国内已经投产的预分解窑系统几乎全是在线式分解炉。
篦式冷却机通过冷空气穿过出窑熟料余热,分成两股分别进入窑及分解炉中,为燃料的燃烧提供预热的新鲜空气。
问题恰恰在于1.进入分解炉与窑的空气量只能通过两者的阻力大小来调节。
导致窑内阻力变化的因素太多,比如:(1)结圈(2)缩口结皮(3)结大块(4)窑皮的变化(5)窑内物料堆积量的变化等等。
窑内阻力的变化导致进入分解炉三次风量的变化,导致煤的用量与助燃空气量的比例常处于非最佳状态中。
2.高温风机风量很难精确悬浮预热器为保证生料在管道中的正常分散、换热需要各部分需要达到一定的风度。
当投料量变化时,相应的风量应该相应变化。
但实际生产过程中,中控室控制画面上能看到的参数只是高温风机电机的电流、转速以及各级筒出口的压力与温度。
用风是否合适,很难说清。
出现塌料的原因很多,但风速不够确实一个主要原因。
3.篦式冷却机用风量未知数同样的原因中控室只能读出每台风机的压力、风机电机的电流、阀门开度或者风机转速。
风量不同,二、三次风温度也不同,对燃料的燃烧影响很大。
4.一次风风量不精确由于窑内火焰形状需要经常调节。
有的厂采用防风、有的厂采用变频器调节转速,一般仅仅知道内风、外风的压力,且常常没有进中控室显示。
煤风的风量就更没有风量数据了。
喷煤管制造厂家也没有提供喷煤管结构尺寸,内、外风的风速、比例就更不知道。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1200t/d预分解窑操作用风控制的体会 我厂1200t/d熟料新型干法水泥生产线,生料采用石灰石、砂岩、粉煤灰、河泥、风积沙和硫酸渣六组分进行工艺配料,熟料烧成系统采用成都院带CDC分解炉的单列五级低压损预热器窑、回转窑规格为Φ3.3m×52m,设计熟料生产能力为1200t/d,熟料冷却系统采用LBTF1400型第三代控制流篦冷机。现结合生产实际,对RF5/1200预分解系统、LBTF1400篦冷机和Φ3.3m×52m窑在生产过程中的操作用风控制的体会介绍如下:
1 主要工艺设备配置 主要工艺设备配置见下表1。 表1 主要工艺设备配置 zi23k= 序号 设 备 名 称 及 主 要 技 术 参 数 单位 数量 :z%vNKy1 1 中卸式生料磨机
型号: Ф3.5m×10m 台产:90t/h 功率:1250Kw 台 2 生料磨系统风机 型号:M6-29No.26.5F 处理风量:150000m³ /h 全压:8000Pa 功率:450Kw 台
3 回转窑 型号:Ф3.3m×52m 能力:1200t/d 转速:0.383~3.83r/min 斜度:3.5% 功率:190Kw 台 1 .s|n}{D_i 4 RF5/1200预热器带CDC分解炉 mSAuS)Y D 预热器规格: C1:1—Ф4740mm C2:1—Ф4940mm C3:1—Ф5100mm MQ2gzKw> C4:1—Ф5300mm C5:1—Ф5300mm gLQWL}0O
分解炉规格:Ф5300mm 套 1 BD,JBu]
5 高温风机 5Ga>qIM 型号:2350DIBB24 处理风量:300000m³/h 全压:7500Pa 功率:1000Kw 台 1 -TQ" [2cY 6 增湿塔 '/SMqmi 型号:Ф7m×28m 处理风量:320000m³/h 台 1 q^Lj)zmnK 7 窑尾布袋尘器 <(?ah O5 处理风量:320000m3/h 台 1 @-.T'
8 窑尾引风机 JJ ,Fh . 型号:Y4-73No.22D 处理风量:350000m³/h 全压:4500Pa 主电机功率: 450Kw 台 1 XcaY' k# 9 第三代篦冷机 W+a>*#*
型号:LBTF1400 生产能力:1400t/d 篦床有效面积:35.2m² 台 1 s>~!r.GC 10 窑头电收尘器(鲁奇型) zrU0YHmt 型号:20/10/3×8/0.4—BS930 处理风量:195000m³/h 台 1 =9y'-6|>l 11 窑头引风机 W DY,?
型号:Y4-73No.18D 处理风量:195000m³/h 全压:2200Pa 主电机功率: 185Kw 台 1 FM0)/6I'x 12 风扫式煤磨 =bZ>>-< 型号:MFB2465 能力:10~12t/h 主电机功率:280Kw 台 1 C#p$YQf 2 预分解窑系统总风量的操作控制和要求 0fXdE ;M3
2.1 系统总风量的操作控制主要依据窑炉耗煤量的大小和熟料产量的高低 Dq*>+1eW2 系统总风量的操作控制主要依据窑炉耗煤量的大小和预分解窑熟料产量的高低。在实际生产中,注意以下要点: Z5[ t/ 1)在投料初期或熟料产量低于设计能力阶段,为保证预热器各点风速高于最低允许值,用风控制要求适当加大空气过剩系数,提高气固比(1.8Nm3/Kg生料以上),此时不要过分追求风、煤、料的配合比例关系。 8G1Tpn 2)投料前将C1级筒出口负压拉到3300~3500Pa,即采取大风量投料操作的用风控制方法,初始投料量为95t/h,在投料正常之后不需要对 用风进行过多的调整、便可以满足用风要求。 d'kQE_y2. 3)在熟料产量达到或超过设计值时,由于上升烟道缩口(有效内径Φ1140mm)、三次风管内径(有效内径Φ1300mm)在设计时均以固定,预分解窑系统用风控制,主要以头尾煤完全燃烧所需要空气量为标准,这时候过剩空气量不要太大。 X;v/$=-mz 2.2 系统总风量的操作控制主要采取以下方法 = YB3^Z 1)提高头尾两煤的燃尽率,尽可能降低C1级筒出口废气温度。 TPq5"mco 2)根据各级旋风筒进出口的温度、负压值以及锥体的温度、负压值,
并结合窑尾高温风机进口温度来综合分析和判断风量是否匹配,以此来调节系统总风量和窑头篦冷机的用风量。 5X|=qZ 3)通过高温风机的电流值,计算拉风量,再计算出单位熟料产生的废气量,由此判断用风操作的合理性。 /+"BU-aQk 3 窑头操作用风及一次风量的控制 gr4Hh/V 窑头操作用风控制的好与否在很大程度上影响到窑系统能否长期稳定安全运转,为了灵活调节窑内火焰的形状、强度、长度及规整性,适当减少窑头一次风的用量,应重点控制好一次风量、各个风道内的气体风速和压力、燃烧器喷出速度、风煤比例、燃烧能力等重点工艺技术参数。 >72j,0=e 一次风量的主要作用是提供煤粉内挥发分的燃烧,火焰形状的调整主要取决于:1)煤的热值、灰分、挥发分及细度的大小;2)一次风的风速和风量的大小。调整好火焰长度就是调整好烧成带长度(也就是调整控制了熟料在高温烧成带的停留时间),因此火焰长度必须适中,既不 拉长火焰、使烧成带温度降低,也不缩短火焰、使高温带部分高温过于集中,烧垮窑皮和耐火砖,因此窑内火焰形状粗细必须与窑断面积相适应,实际生产中要求火焰比较充满近料而不触料,燃烧器定位在(50,-10)mm位置。从理论上分析,一次风用量减小,可以增加高温二次风的入窑量,但在实际生产中不能过分追求降低一次风的用量。实际生产中一次风机电机频率为38~40Hz。 #v=hiL 4 窑尾操作用风控制 P_z3TK 4.1 主要工艺参数 p` B4-8TW 1)在生产中为防止物料短路直接入窑的情况发生,窑尾上升烟道缩口断面风速应不低于28m/s(控制在28m/s~32m/s范围内)。 /wKW 2)烟室主要发挥收集窑内飞灰的功能,故断面风速应≤10 m/s。窑尾烟
室斜坡到拱形顶的通风断面(高度)主要受到窑转动和下料舌头的制约,通风断面往往受到影响。风速过高会引起生料入窑不畅及大量飞灰循环,易在倒喇叭口部位产生结皮,导致通风受阻。 {|^9y]VFu 3)下料舌头底部托板应尽量贴近窑壁,舌头端面伸入到窑内的距离控制在150mm左右。 37v!:xF! 主要工艺技术操作参数见下表2。 Fm`hFBKW 表2 主要工艺技术操作参数 Qa5序号 控制项目 工艺参数 备 注 zM|d9TS 1 投料量/t/h 98 相对固定投料量 -b DeHU$ 2 窑转速/r/min 3.5~3.83 KR^lm-N 3 C1级筒出口负压/Pa 4500~4700 e/6WhFN # 4 C1级筒出口温度/℃ 335~355 Zuo7MR 5 分解炉出口温度/℃ 865 结合分解率控制温度 8ysU.5S 6 C5级筒锥体温度/℃ 850 结合分解率控制温度 [`Ol&R4 k 7 尾煤%:头煤% ≥58%:42% 上限68%:32% )p~\lM}?d 8 二次风温度/℃ 1050 e=oQ 9 三次风温度/℃ 850 al F*L 10 窑尾烟室温度/℃ 1030~1050 +6B(LPxgP 4.2 实际生产过程中窑尾操作用风的控制方法 MSUkCWt! 可以通过以下三个方面来进行综合判断窑内操作用风控制是否合理: =W.b7 6_ 1)窑尾温度和负压。窑尾烟室温度越高、负压越大,说明窑内通风过大,窑内烧成带存在发生后移的现象;相反,若窑尾烟室温度偏低、负压小,说明窑内通风不足,三次风相对过量。 [uT& sZxmg 2)窑前实际煅烧状况。若窑前温度偏高、黑火头较短、火焰粗短而不顺、窑皮偏短、窑筒体温度前高后低时,表明窑内通风不足、窑头出现憋火现象;如果窑内火焰拉得过长、窑前温度偏低、窑皮长度超过窑内径的6倍、烧成带筒体温度明显偏低而窑尾温度显著升高时,说明窑内通风过大、三次风通风量明显偏小。 [<}:b>a 3)到现场实际观察确认。检查上升烟道及烟室是否存在煤粉未燃尽的火花、烟室斜坡堆料情况及物料是否发粘、缩口风速的稳定性、有无存在塌料、窜料、窑尾烟室冒烟的情况,如果存在上述现象,说明窑内通风不足,缩口断面风速偏小。
5 实际生产过程中回转窑和分解炉用风量的匹配 5.1 窑风和炉风不匹配出现的两种工艺现象 预分解窑系统在正常运行条件下,窑风和炉风应同时满足喂入的煤粉燃烧需求。窑尾高温风机的拉风量(风压)一定时,窑风和炉风不平衡将会造成以下两种不良的工艺现象:
1)窑内通风过大、三次风通风量不足,将会导致窑内烧成带温度降低、高温带后移、窑尾烟室温度和负压均上升、三次风温度及风速均降低,致使分解炉内煤粉燃烧不完全,造成系统温度倒挂,C5级物料粘结或堵塞。