公司织机监控管理系统三期技术方案
基于Z84C15的织机监控系统设计
( 西北 工业 大 学 西安 70 7 ) 10 2
摘
要 : 织造生产 r - } 实时监控织机 的运行状 态对提 高织造效率 、 l 控制织 物质地等具有重要意义 。本文提 r一种 于微处 器 Z 4 1 8 C 5的织 机监控系统方案 。该 系统能监 控织 机运行 的状态 和主控 电路 中微处理 器的 电源状态 , 并
校验) 功能 。微 处理器 Z 4 5结十 8 C1 句如图 1所,= ,。 J =
纺 织业 飞速 发 展 使织 机 向 高速 、 幅 、 适 应 性 方 向 宽 高 发展 。剑杆纵 机作 为应 H 最 广 的 织机 , j 以其灵 活 多 变 的品 种适应 性深 受 用 户 的 青 睐 。织 机 监 控 系 统 的设 计 对 于 剑 杆织 机 的研 制有 着非 常 重要 的 意 义 。织 机 运 行 时 , 要 需 实时监 控织 机的运 行状 态并 做 出 相应 的 响应 , 文 提 出的 本 织机监 控 系统方 案能很 好地 实 现 这 一功 能 , 系统 是 以微 本 处理 器 Z 4 5为核 心 的 总线 式 报警 系统 , 有 自动监 控 8 C1 具
维普资讯
碲藏禳赫
EC (IMA R E N Y IT) 电子测量技术 HO) R C E U MN T I E N S E T E ( C G
第0 第月】 2卷1l 0 19 3年1j 7
基于 Z 4 1 8 C 织 机 监 控 系 统 设 计 5的
it d cd i e a e. e sig ti s s m n J - a i o m,e ut p o e h e r a l i r v me t n n r u e t p r Wh nt t s y t o Z lR pe L o rs l rv dt ermak be mp o e n o n h p e n h e I r s o
大花楼织机的原理-概述说明以及解释
大花楼织机的原理-概述说明以及解释1.引言1.1 概述概述大花楼织机是一种机械设备,广泛用于纺织行业中的织布工艺。
它采用一种独特的织造技术,可以制造出具有花纹、图案和装饰效果的织物。
大花楼织机的原理基于多种织造元素的组合和运动,通过控制线与梭的交织方式,使面料上呈现出各种漂亮的花纹和纹理。
大花楼织机具有以下特点:首先,它采用了多轴控制技术,可以实现多种花纹和颜色的组合,而不需要更换织机或调整设备;其次,大花楼织机拥有高度自动化的操作系统,能够自动调整和监控织机的运行状态,提供高效、稳定的生产能力;此外,该织机还具有紧凑的结构,占用较小的空间,并具备较低的能耗和噪音水平。
大花楼织机的应用领域非常广泛。
在纺织制造业中,它可以生产各种面料,包括丝绸、棉布、毛线和合成纤维等。
同时,大花楼织机还可用于家居装饰、服装设计、艺术品制作等领域,满足人们对于个性化、高品质织物的需求。
本文将深入探讨大花楼织机的基本原理和工作过程。
首先,我们将介绍大花楼织机的基本构造和工作原理,包括机架、传动系统、控制系统等组成部分。
接着,我们将详细描述大花楼织机的工作流程,从线的穿经开始,到花纹图案的织造,直至织物的完成。
最后,我们将对大花楼织机的原理进行总结,并展望其在纺织行业中的应用前景。
通过本文的阅读,读者将对大花楼织机有一个全面的了解,包括其原理、工艺和应用领域。
同时,本文也将对纺织行业的技术进步和创新发展提供一定的参考和借鉴。
让我们一起深入探索大花楼织机的奥秘,开启纺织行业的新篇章。
1.2 文章结构文章结构部分的内容可以按照以下方式编写:文章结构部分旨在介绍本文的整体结构,以便读者更好地理解和阅读本文。
本文总共分为引言、正文和结论三个部分。
引言部分主要包括概述、文章结构和目的三个小节。
首先,在概述部分,将简要介绍大花楼织机的背景和意义,引起读者的兴趣。
然后,在文章结构部分将详细说明本文的章节组成和安排,以帮助读者更好地理清脉络。
剑杆织机染织生产线计算机监控与管理系统

该 系统 的基 本 构 成及 其功 能进 行 了介 绍 , 重介 绍 了构 成 J 集 中监控 器 的监 控板 、 D 总 着 KQ Z Y
线板 和 P WO 转接 板 的 主要 作 用和 设 计 要 点 , 最后 简 述 了 中 央计 算 机 和 集 中监控 器 的软 件 功
能 和设 计 思路 。 关键 词 : 计算机监控系统; 织机监控; 染织生产线; 单片计算机; 硬件设计 I 软件设计
接 口和树 型 网络 结 构 的多 端 微 处理 器 分 布 式 监 控
系统 ( 图 1 。 见 )
上 位 机 采 用 工 业 控 制 计 算 机 。J KQ 集 中监 控
器 由 6块 监 控 板 、 D 总线 板 、 W O 转 接 板 构成 。 Z Y P
监 控板 中有 5块 是 用 于 监控 8 O台 GTM 剑 杆 织 机 的监控 板 , 块 板监 控 1 每 6台织 机信 号 , 另一 块 板备 用 。作 为 通讯 枢 钮 的 Z Y 总线 板 负 责 沟通 6块 监 D
O 概 述
针对 以 GTM 剑 杆 织机 为主 体 的染 织 生 产线 , 研 制 了相 应 的计 算 机 监 控 与 管理 系统 , 由 8 对 O台 GT 剑杆 织 机 、 0台验 布 机 以及 两 台染 桨联 合 机 M 1 所 构 成 的染 织 生产 线 进 行全 面 的实 时监控 与 管理 。
1 系 统 组 成
该 系统 由上 位 机 ( 中央 计 算 机 ) J 、KQ 集 中监
中央 计 算 机
篮控 板 1
.. .
一 、 ; 盎 ] ∈ 面
监控 板 5 转 接板
织 机 织
机 ・ ・
.
纺织行业智能制造车间生产方案
纺织行业智能制造车间生产方案第1章智能制造车间规划与设计 (3)1.1 车间整体布局设计 (3)1.1.1 车间空间布局 (3)1.1.2 车间功能区域划分 (3)1.1.3 车间环境设计 (4)1.2 设备选型与配置 (4)1.2.1 设备选型原则 (4)1.2.2 主要设备配置 (4)1.3 信息化系统架构 (4)1.3.1 网络架构 (4)1.3.2 数据采集与监控 (4)1.3.3 智能决策与优化 (5)1.3.4 信息安全 (5)第二章智能制造关键技术 (5)2.1 自动化纺织设备 (5)2.1.1 智能化控制系统 (5)2.1.2 高功能执行机构 (5)2.1.3 自适应传感器 (5)2.2 机器视觉检测技术 (6)2.2.1 图像处理与分析 (6)2.2.2 三维测量技术 (6)2.3 数据采集与传输技术 (6)2.3.1 分布式数据采集 (6)2.3.2 数据预处理与存储 (6)2.3.3 数据传输安全 (7)第3章生产计划与调度 (7)3.1 生产计划编制 (7)3.1.1 生产计划概述 (7)3.1.2 生产计划编制流程 (7)3.1.3 生产计划编制策略 (7)3.2 生产调度策略 (7)3.2.1 生产调度概述 (7)3.2.2 生产调度原则 (8)3.2.3 生产调度策略 (8)3.3 生产进度监控 (8)3.3.1 生产进度监控概述 (8)3.3.2 生产进度监控手段 (8)3.3.3 生产进度调整 (8)第4章供应链管理 (8)4.1 原料采购管理 (8)4.1.1 采购流程优化 (8)4.1.3 采购合同管理 (9)4.2 物流与仓储管理 (9)4.2.1 物流配送优化 (9)4.2.2 仓储管理信息化 (9)4.2.3 储存环境控制 (9)4.3 供应商协同管理 (9)4.3.1 信息共享与协同 (9)4.3.2 质量协同管理 (9)4.3.3 交货协同管理 (9)4.3.4 创新协同发展 (10)第五章质量管理与控制 (10)5.1 质量检测标准与方法 (10)5.2 在线质量监测与预警 (10)5.3 质量追溯与改进 (10)第6章设备管理与维护 (10)6.1 设备运行状态监测 (10)6.1.1 监测系统构建 (11)6.1.2 数据处理与分析 (11)6.1.3 设备状态评估 (11)6.2 预防性维护策略 (11)6.2.1 维护策略制定 (11)6.2.2 维护周期优化 (11)6.2.3 维护资源调配 (11)6.3 设备故障诊断与维修 (11)6.3.1 故障诊断方法 (11)6.3.2 故障维修流程 (11)6.3.3 维修质量控制 (11)6.3.4 维修知识库建设 (12)第7章人员管理与培训 (12)7.1 人员配置与职责划分 (12)7.1.1 人员配置 (12)7.1.2 职责划分 (12)7.2 员工培训体系 (12)7.2.1 培训内容 (12)7.2.2 培训方式 (13)7.2.3 培训评估 (13)7.3 绩效考核与激励 (13)7.3.1 绩效考核 (13)7.3.2 激励机制 (13)第8章能源管理与优化 (14)8.1 能源消耗分析与监控 (14)8.1.1 纺织行业能源消耗特点 (14)8.1.2 能源消耗数据采集与处理 (14)8.2 节能措施与应用 (14)8.2.1 工艺优化与设备升级 (14)8.2.2 能源回收与再利用 (14)8.2.3 能源需求侧管理 (14)8.3 能源管理系统 (14)8.3.1 能源管理系统的构建 (14)8.3.2 系统功能模块设计 (14)8.3.3 系统实施与运行 (14)8.3.4 系统效益评估 (14)第9章环境保护与安全生产 (15)9.1 环境污染防控 (15)9.1.1 废水处理 (15)9.1.2 废气处理 (15)9.1.3 噪音治理 (15)9.1.4 固体废物处理 (15)9.2 安全生产措施 (15)9.2.1 设备安全 (15)9.2.2 电气安全 (15)9.2.3 安全防护 (15)9.2.4 安全管理 (15)9.3 应急预案与处理 (16)9.3.1 应急预案 (16)9.3.2 处理 (16)9.3.3 总结 (16)第10章智能制造车间实施与评估 (16)10.1 项目实施步骤与方法 (16)10.2 风险评估与控制 (16)10.3 效益评估与持续改进 (17)第1章智能制造车间规划与设计1.1 车间整体布局设计为了提高纺织行业生产效率,降低生产成本,实现绿色可持续发展,智能制造车间的整体布局设计。
纺织行业智能制造车间方案
纺织行业智能制造车间方案第1章智能制造车间概述 (4)1.1 车间现状分析 (4)1.1.1 生产效率分析 (4)1.1.2 质量控制分析 (4)1.1.3 能耗与成本分析 (4)1.2 智能制造车间建设目标 (4)1.2.1 提高生产效率 (4)1.2.2 优化质量控制 (4)1.2.3 降低能耗与成本 (5)1.2.4 提升车间管理水平 (5)1.3 智能制造车间建设原则 (5)1.3.1 统一规划、分步实施 (5)1.3.2 系统集成、协同优化 (5)1.3.3 技术先进、经济实用 (5)1.3.4 安全可靠、绿色环保 (5)1.3.5 人才培养、知识更新 (5)第2章智能制造车间总体规划 (5)2.1 车间布局设计 (5)2.1.1 布局设计原则 (5)2.1.2 功能区域划分 (5)2.1.3 设备布局 (6)2.2 设备选型与配置 (6)2.2.1 设备选型原则 (6)2.2.2 设备配置 (6)2.3 信息化系统规划 (6)2.3.1 系统架构 (6)2.3.2 系统功能 (7)2.3.3 系统集成 (7)第3章智能制造设备与工艺 (7)3.1 纺织设备智能化改造 (7)3.1.1 设备选型与布局 (7)3.1.2 智能控制系统 (7)3.1.3 信息化管理 (7)3.2 工艺流程优化 (7)3.2.1 工艺参数优化 (7)3.2.2 智能调度与排程 (8)3.2.3 生产过程监控与调整 (8)3.3 智能检测与质量控制 (8)3.3.1 在线检测技术 (8)3.3.2 质量控制体系 (8)3.3.3 智能优化与改进 (8)第4章数据采集与分析 (8)4.1 数据采集系统设计 (8)4.1.1 采集对象 (8)4.1.2 采集方法 (8)4.1.3 传感器选型与布局 (9)4.1.4 数据传输与接口 (9)4.2 数据存储与管理 (9)4.2.1 数据存储架构 (9)4.2.2 数据存储格式 (9)4.2.3 数据备份与恢复 (9)4.2.4 数据管理策略 (9)4.3 数据分析与挖掘 (9)4.3.1 生产过程监控与分析 (9)4.3.2 设备故障预测与维护 (9)4.3.3 质量分析与优化 (10)4.3.4 能源消耗分析与节能 (10)4.3.5 数据可视化 (10)第5章智能调度与优化 (10)5.1 生产计划管理 (10)5.1.1 生产排程 (10)5.1.2 物料需求计划 (10)5.1.3 生产进度跟踪 (10)5.2 车间调度算法 (11)5.2.1 基于遗传算法的车间调度 (11)5.2.2 基于粒子群优化的车间调度 (11)5.3 能耗优化策略 (11)5.3.1 设备运行优化 (11)5.3.2 生产计划优化 (12)5.3.3 企业能源管理优化 (12)第6章仓储与物流系统 (12)6.1 仓储管理系统设计 (12)6.1.1 仓储管理需求分析 (12)6.1.2 仓储管理系统架构 (12)6.1.3 仓储管理系统功能模块设计 (12)6.2 智能物流设备选型 (13)6.2.1 智能物流设备需求分析 (13)6.2.2 智能物流设备选型原则 (13)6.2.3 智能物流设备选型 (13)6.3 物流路径优化 (13)6.3.1 物流路径优化原则 (13)6.3.2 物流路径优化方法 (13)6.3.3 物流路径优化实施 (14)第7章信息技术与网络安全 (14)7.1.1 网络架构概述 (14)7.1.2 网络架构设计原则 (14)7.1.3 网络架构设计方案 (14)7.2 信息安全防护措施 (14)7.2.1 防护策略概述 (14)7.2.2 防护措施 (15)7.3 数据备份与恢复 (15)7.3.1 数据备份策略 (15)7.3.2 数据恢复方案 (15)第8章人员培训与管理 (15)8.1 培训体系构建 (15)8.1.1 培训目标 (15)8.1.2 培训内容 (16)8.1.3 培训方法 (16)8.1.4 培训评估 (16)8.2 操作技能培训 (16)8.2.1 设备操作培训 (16)8.2.2 工艺流程培训 (16)8.3 管理人员培训 (17)8.3.1 管理体系培训 (17)8.3.2 领导力与团队建设培训 (17)第9章项目实施与验收 (17)9.1 项目实施步骤 (17)9.1.1 前期筹备 (17)9.1.2 设备选型与采购 (17)9.1.3 系统集成与调试 (17)9.1.4 人员培训与试运行 (18)9.1.5 正式运行与持续改进 (18)9.2 项目进度管理 (18)9.2.1 制定详细的项目进度计划,明确各阶段目标及完成时间; (18)9.2.2 设立项目进度监控机制,定期检查项目进度,对滞后环节进行原因分析及调整; (18)9.2.3 加强项目团队沟通协作,保证各环节紧密衔接; (18)9.2.4 定期召开项目进度汇报会议,及时了解项目进展,协调解决存在的问题。
纺织工程中的物联网技术应用

纺织工程中的物联网技术应用在当今科技飞速发展的时代,物联网技术正逐渐渗透到各个行业,纺织工程也不例外。
物联网技术的应用为纺织行业带来了前所未有的机遇和变革,从生产流程的优化到产品质量的提升,从供应链的管理到市场需求的精准预测,都发挥着重要作用。
一、物联网技术在纺织生产中的应用1、生产设备的智能化监控在纺织生产车间,各类设备如纺纱机、织布机、印染设备等是生产的核心。
通过在这些设备上安装传感器,可以实时采集设备的运行状态、工作参数、故障信息等数据。
这些数据被传输到中央控制系统,管理人员可以通过电脑或移动终端随时随地监控设备的运行情况。
一旦设备出现异常,系统会及时发出警报,提醒维修人员进行处理,从而大大减少设备故障停机时间,提高生产效率。
例如,某纺织厂的纺纱机安装了物联网传感器,能够实时监测纱线的张力、转速、温度等参数。
当纱线张力超出正常范围时,系统会自动调整纺纱机的工作参数,保证纱线质量的稳定性。
同时,设备的维护人员可以根据传感器采集的数据,提前预测设备的潜在故障,制定有针对性的维护计划,延长设备的使用寿命。
2、生产过程的自动化控制物联网技术可以实现纺织生产过程的自动化控制,提高生产的精度和一致性。
在纺纱、织布、印染等环节,通过传感器和执行器的配合,可以根据预设的工艺参数自动调整生产设备的工作状态。
以织布过程为例,通过在织机上安装张力传感器和速度传感器,可以实时监测经线和纬线的张力和织机的运行速度。
控制系统根据这些数据自动调整送经量和卷取速度,确保织物的密度和幅宽符合要求。
在印染环节,通过颜色传感器可以实时监测染液的浓度和颜色,自动控制染料的添加量,保证染色的均匀性和准确性。
3、质量检测的实时化产品质量是纺织企业的生命线。
物联网技术使得质量检测能够实现实时化和在线化。
在生产线上安装各类质量检测传感器,如疵点检测传感器、色差检测传感器等,可以实时检测产品的质量问题。
当检测到疵点或色差等质量问题时,系统会自动标记问题产品,并将相关信息传输到后续的处理环节。
基于RS-485局域网的高速编织机监控系统
M on t y t m f h g pe d b a di g m a hi e ba e n R S- 5 LA N ior s se o i h s e r i n c n sd o 48
LI Ca . o g. GA0 e g U ih n F n
0 前
言
RS 3/S8 一 转换模块 5 22R 4 J
一 L =
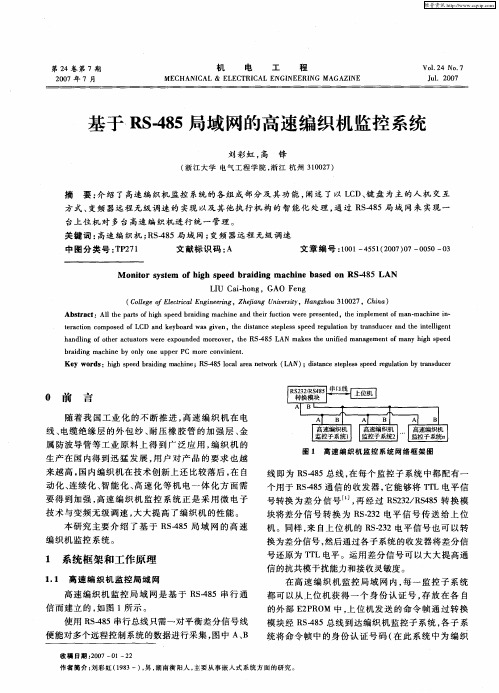
随着 我 国工 业 化 的不 断 推 进 , 速 编织 机 在 电 高
线、 电缆 绝缘 层 的外 包 纱 、 压 橡 胶 管 的加 强 层 、 耐 金 属 防波导 管 等工业 原 料 上得 到 广 泛 应 用 , 织 机 的 编 生产 在 国 内得 到迅 猛 发 展 , 户 对 产 品 的要 求 也 越 用
动化 、 续化 、 能 化 、 速化 等机 电一 体 化 方 面 需 连 智 高 要得 到加 强 , 高速 编 织 机监 控 系统 正 是 采 用 微 电子 技 术 与变 频无 级调 速 , 大大 提高 了编 织机 的性 能 。
线 即为 R -8 S4 5总线 , 每个 监控 子 系统 中都 配有 一 在
( ol e fE etc l n ier g Z e a g U i ri ,H n z o 1 0 7 hn ) C l g l r a E g nei , h i n e t e o ci n jn v s y a g h u3 0 2 ,C ia
Absr t tac :Al te p rso ih s edbr ii g ma h n n h i uein we epr e t l h a t fh g pe ad n c i e a d t erf to r es ned,t mp e n fma - a hie i — hei l me to n m c n n tr ei n c mpo e fLCD nd k y oad wa ie e a to o s d o a e b r sgv n,t itnc tp e ss e d r g lto y ta d e n h ntlie he dsa e se l s p e e u ain b r ns uc ra d te i e l nt g
纺织印染行业节能减排技术方案

纺织印染行业节能减排技术方案第一章纺织印染行业节能减排概述 (2)1.1 行业节能减排的重要性 (2)1.2 节能减排的现状与挑战 (2)1.2.1 现状 (2)1.2.2 挑战 (2)第二章能源管理系统优化 (3)2.1 能源审计与评估 (3)2.2 能源监测与监控 (3)2.3 能源利用效率提升 (4)第三章纺织原料处理节能减排技术 (4)3.1 原料预处理技术 (4)3.2 原料洗涤与漂白技术 (4)3.3 原料染色与印花技术 (5)第四章纺织生产过程节能减排技术 (5)4.1 纺纱过程节能减排 (5)4.1.1 能源优化配置 (5)4.1.2 热能回收利用 (5)4.1.3 优化工艺参数 (5)4.2 织造过程节能减排 (6)4.2.1 提高设备运行效率 (6)4.2.2 优化织造工艺 (6)4.2.3 热能回收利用 (6)4.3 后整理过程节能减排 (6)4.3.1 优化后整理工艺 (6)4.3.2 热能回收利用 (6)4.3.3 水资源循环利用 (6)4.3.4 减少化学助剂使用 (6)第五章印染工艺优化与节能减排 (6)5.1 印染工艺流程优化 (7)5.2 印染废水处理与回用技术 (7)5.3 印染废气处理与排放控制 (7)第六章节水减排技术 (8)6.1 水资源管理与优化 (8)6.2 废水处理与回用技术 (8)6.3 节水设备与设施 (8)第七章纺织印染设备节能减排技术 (9)7.1 高效节能设备的应用 (9)7.1.1 设备选型 (9)7.1.2 设备布局 (9)7.1.3 节能技术措施 (9)7.2 设备维护与优化 (9)7.2.1 设备保养 (9)7.2.2 优化操作流程 (9)7.2.3 节能监测与管理 (10)7.3 设备更新与升级 (10)7.3.1 设备更新 (10)7.3.2 设备升级 (10)7.3.3 节能技术创新 (10)第八章自动化与信息化技术在节能减排中的应用 (10)8.1 自动化控制系统 (10)8.2 信息化管理平台 (10)8.3 数据分析与决策支持 (11)第九章环保法规与政策支持 (11)9.1 环保法规与标准 (11)9.2 政策支持与补贴 (11)9.3 企业社会责任与节能减排 (12)第十章节能减排项目实施与管理 (12)10.1 项目规划与实施 (12)10.2 节能减排项目评估 (12)10.3 项目持续改进与优化 (13)第一章纺织印染行业节能减排概述1.1 行业节能减排的重要性全球气候变化问题日益严重,节能减排已成为我国纺织印染行业可持续发展的关键因素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
**公司 织机监控管理系统三期 技术方案 浙江中控电气技术有限公司 2003/10/30
**公司 织机监控管理系统三期(喷水织机车间)技术方案 一、 项目背景和实施目标 1、 项目背景 国内许多大型纺织生产企业在经历了多年的积累发展后,已逐渐淘汰了落后的生产设备,采用世界技术领先的进口设备,使工厂的自动化程度、生产效率得到显着提高、生产成本有效降低,对企业的后续发展起到了积极作用。但是目前纺织行业中普遍存在的一个问题是,各生产设备之间往往独立工作,没有集中监控和统计管理平台,给企业管理水平和科学决策水平的提高带来了不利影响,这个矛盾在机器数量众多的织布厂表现得尤为突出。 2、 织机监控管理系统的一般目标 织机监控管理系统所要解决的问题是采集分散于各台织机上的相关信号,汇集到监控管理平台,经后台处理软件的处理,向生产管理人员和操作人员提供诸如机器实时运转状态、告警、生产数据统计、自动报表输出等监控管理功能。织机监控管理系统能够帮助相关人员缩短故障处理的响应时间、积累和分析故障数据、减少生产统计工作量,并提高统计的准确性。 3、 **公司织机监控管理系统的具体目标
织机监控管理系统三期 技术方案 浙江中控电气技术有限公司 2003/10/30 经与**公司有关人员讨论后,我们确定了织机监控管理系统(三期)的具体目标,列述如下: (1) 项目范围: **公司喷水织机车间共120台喷水织机,其中丰田LW603织机48台、日产LW551织机72台。 (2) 监控点 每台织机需要监控的点分别为:①织机运转信号、②纬停信号、③弃边绞边停信号、④满匹停信号、⑤其它停信号、⑥产量信号。120台织机总共需要监控的点数为720点。 其中产量信号需要在织机上另加检测机构采集,详细描述见附件。 (3) 系统功能 ①对喷水车间内的120台喷水织机的运行、纬停、弃边绞边停、满匹停、其它停车五种状态和产量信号进行实时检测,并进行数据记录。 ②每台纺织机都有自己的地址,在监控管理平台(即上位机)的监控窗口,可以清楚地显示每台织机的当前状态,织机的状态显示可以在窗口用文本提示,也可以用与织机信号灯柱一致的形状颜色方案(或用户提出的其它颜色方案)表示,以符合生产人员的习惯。 ③用户可根据需要,设定统计时间段,系统提供每台织机的运转率、停机原因、每种停机原因下的停机次数和停机时间的数据统计,方便生产管理人员和维护人员对织机的故障分析。 ④系统可以满足厂方的生产习惯进行班次设定;实现厂方不同时期的生产需要,对车间内所有织机按照产品品种进行分类;实现对所有织机进行任意分组。结合织机的运行状态数据,每一个班次都可以形成三种不同的生产数据报表(按机台号分、按小组号分、按品种分)。把各个班次的报表汇总,还可以形成日计、月计等数据汇总。 ⑤支持对以上各类数据报表的打印、显示。 二、 系统原理和技术方案 1、 系统原理 不论是老型号的LW551型,还是新型号的LW603型喷水织机,都自带了一个状态监控输出接口LAN05。LAN05是070接口插头,接口的针号、针脚信号及信号含义见图1和表1。 图1:织机监控信号接口 表1:LAN05针脚信号 针脚 名称 输出内容 输出电平 信号灯柱
1 COM 公共点 2 RUN 织机运转信号 运转时低,停止时高 运转时红灯闪烁 3 SL 黄灯信号 停止时低,准备状态高 电源通且织机停黄灯亮 4 FL 纬停信号 纬停时低 纬停时红灯亮 5 DL1 弃边、绞边停信号 弃边、绞边停低 弃边、绞边停蓝灯亮
6 DL2 满匹停信号 满匹停低 满匹停绿灯亮 7 PS PS信号 主轴290-320度高,其它低 8 E 织机接地 织机监控管理系统的原理是通过加装接口电路采集织机的运转状态信号,利用加装的检测机构采集产量数据(详见附件),经编码传输,将信号汇集到主控制器。主控制器对信号进行处理后,与监控管理平台(上位机)的监控软件进行通信。上位机监控软件实时显示织机状态,存储记录数据。利用上位机监控软件的统计功能生产管理人员可以调用已存储的数据,进行分类统计,形成报表文件,供浏览和打印。 2、 技术方案 我们为**公司织机监控管理系统设计的方案采用本公司的自主开发的控制系统产品OpenSys GCS-1控制系统(简称GCS),在上位机(监控管理平台)上加装本公司开发的通用组态软件包和监控软件,在每台织机上加装信号采集编码模块OS-SS08,以实现系统功能。织机监控管理系统的结构如图2所示,主控制柜内部板卡配置如图3所示: 图2:监控管理系统结构 图3:主控制柜内部板卡配置 各部分功能简介如下: (1) 信号采集模块 接口织机的LAN05,采集织机状态信号,接口(另外加装)检测机构采集的产量信号,并将信号转换成抗干扰能力较强、适宜较远距离传输的总线信号格式。 (2) OpenSys主控制柜 汇集和解码信号采集模块送来的信号,与上位机监控软件进行通信并上报数据。 (3) 监控管理平台(上位机)和监控软件 显示织机状态和告警信息,存储OpenSys上报数据,按要求进行统计和报表生成,支持历史数据查询和报表打印。 3、 系统布线 根据车间现场织机布置情况,我们设计了图4所示的布线方案。主控制柜A和主控制柜B分别负责北、南两片各60台织机(与车间分组相同分法)的信号采集。信号采集模块和开关量输入模块之间的信号电缆及两机柜之间的以太网电缆用PVC线槽包裹,用安装支架支搁,布于喷水织机下的排水沟,不露明线。 图4:车间内系统布线示意图 4、 设备清单 **公司织机监控管理系统(三期)的硬件设备配置清单列于下表。 表2:织机监控管理系统(三期)的硬件设备配置清单 序号 型号 设备名称 描述 数量 1 工控机 上位机 微机和打印机,用作监控管理平台(可用现有设备) 1 2 OS-201S 小机柜 715*425*1000mm 2
3 OS-IO08(LOC) CPU机架 支持8个IO模块,支持OMC-3/E(R)CPU 2
4 OS- IO08(EX) 扩展IO机架 支持8个扩展IO模块 2 5 OS-PWS12 电源模块 AC 85-264V自适应输入,9A DC输出 4 6 OS-OMC-3/ER CPU模块 功能同OS-OMC-2/E,支持扩展IO机架 2
7 OS-XDC12 开关量输入模块 支持DC 12/24V开关量信号输入 32 8 OS-SS08 信号采集模块 织机状态信号采集和产量信号采集 120 9 4口 工业用HUB 用于连接上位机和两个主控制柜 1
10 CBLEH06 以太网通信电缆 用于上位机与OpenSys主控制器通信 80米
11 6芯屏蔽线 信号电缆 用于连接信号采集模块和开关量输入模块 3500米
12 其它附件 用于信号电缆外包裹的PVC管约600米,PVC三通若干,用于PVC管安置的安装支架若干
织机监控管理系统的软件主要安装在上位机,包括Windows 操作系统、组态软件包、监控软件等。组态软件包通过上位机与OpenSys CPU模块的通信,完成对OpenSys控制器的组态下载;监控软件用于现场OpenSys的监控,并在此基础上提供丰富的人机接口画面,在上位机上实现现场机器的运行状态显示、操作、记录、打印等监控功能。
三、 项目实施的分工界面 为使项目顺利开展,我们建议表三所列的分工界面。 表3:分工界面 序大类 项目 分工描述 号 1 硬件提供 用作上位机的计算机和打印机 尽可能利用**公司原有设备,如不能用中控电气提出技术要求,**公司购买 2 OS-201S小机柜 中控电气提供 3 OS-IO08(LOC)CPU机架 中控电气提供
4 OS- IO08(EX)扩展IO机架 中控电气提供 5 OS-PWS12电源模块 中控电气提供 6 OS-OMC-3/ER CPU模块 中控电气提供
7 OS-XDC12开关量输入模块 中控电气提供 8 OS-SS08信号采集模块 中控电气提供 9 4口工业用HUB 中控电气提供 10 CBLEH06以太网通信电缆 中控电气提供
12 信号电缆 中控电气提出技术要求,**公司购买
13 其它附件:PVC管、安装支架 中控电气提出技术要求,**公司购买、制作 14 软件提供 操作系统 中控电气提供 15 组态软件包 中控电气提供 16 监控软件 中控电气提供 17 工程实施 线缆铺设 **公司铺设,中控电气督导 18 线缆接头处理和连接 中控电气施工,**公司提供配合
19 OpenSys机柜安装 **公司施工,中控电气督导,**公司提供220V电源供电 20 OpenSys机柜内器件安装 中控电气安装 21 OpenSys上电调试 中控电气调试 22 上位机软件安装 中控电气安装 23 系统联调 中控电气调试 24 服务 设备维修 一年保修;长期维修,只收工本费
25 技术支持 中控电气提供电话和网络技术支持 26 用户培训 中控电气提供现场用户培训
27 其它 用于产量检测的检测机构 **公司采购传感器并安装,中控电气提供技术支持
四、 其它需要说明的问题