埋弧焊丝和焊剂的匹配
常用焊剂与焊丝的匹配及用途
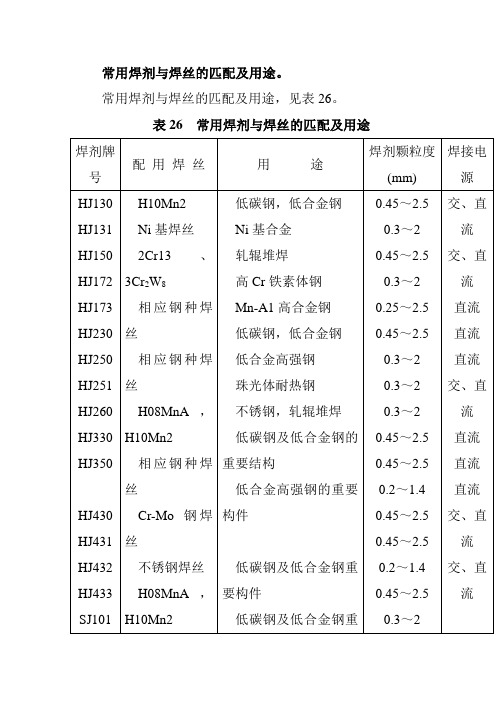
常用焊剂与焊丝的匹配及用途。
常用焊剂与焊丝的匹配及用途,见表26。
表26 常用焊剂与焊丝的匹配及用途焊剂牌号配用焊丝用途焊剂颗粒度(mm)焊接电源HJ130 HJ131 HJ150 HJ172 HJ173 HJ230 HJ250 HJ251 HJ260 HJ330 HJ350HJ430 HJ431 HJ432 HJ433 SJ101H10Mn2Ni基焊丝2Cr13、3Cr2W8相应钢种焊丝相应钢种焊丝H08MnA,H10Mn2相应钢种焊丝Cr-Mo钢焊丝不锈钢焊丝H08MnA,H10Mn2低碳钢,低合金钢Ni基合金轧辊堆焊高Cr铁素体钢Mn-A1高合金钢低碳钢,低合金钢低合金高强钢珠光体耐热钢不锈钢,轧辊堆焊低碳钢及低合金钢的重要结构低合金高强钢的重要构件低碳钢及低合金钢重要构件低碳钢及低合金钢重0.45~2.50.3~20.45~2.50.3~20.25~2.50.45~2.50.3~20.3~20.3~20.45~2.50.45~2.50.2~1.40.45~2.50.45~2.50.2~1.40.45~2.50.3~2交、直流交、直流直流直流直流交、直流直流直流直流交、直流交、直流SJ301SJ401 SJ501 SJ502Mn-Mo,Mn-Si及含Ni高强钢用焊丝H08A,H08MnAH08A,H08MnAH08AH08AH08MnA,H08MnMoA,H08Mn2MoA,H10Mn2H08MnA,H08MnMoA,H10Mn2H08AH08A,H08MnAH08A要构件低碳钢及低合金钢重要构件(薄板)低碳钢低合金钢结构钢低碳钢,低合金钢低碳钢,低合金钢重要低碳钢及低合金钢构件0.3~20.3~20.3~20.3~1.4交、直流交、直流交、直流交、直流交、直流交、直流交、直流交、直流交、直流。
全面讲解埋弧焊
全面讲解埋弧焊第一节埋弧焊的工作原理及特点埋弧焊也是利用电弧作为热源的焊接方法。
埋弧焊时电弧是在一层颗粒状的可熔化焊剂覆盖下燃烧,电弧不外露,埋弧焊由此得名。
所用的金属电极是不间断送进的光焊丝。
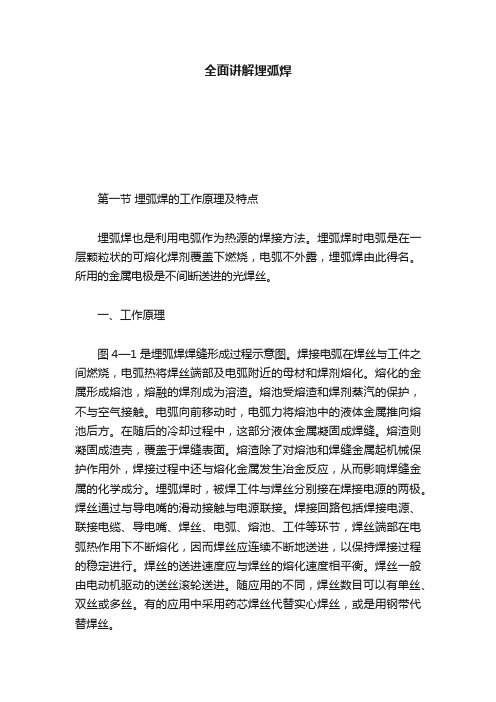
一、工作原理图4—1是埋弧焊焊缝形成过程示意图。
焊接电弧在焊丝与工件之间燃烧,电弧热将焊丝端部及电弧附近的母材和焊剂熔化。
熔化的金属形成熔池,熔融的焊剂成为溶渣。
熔池受熔渣和焊剂蒸汽的保护,不与空气接触。
电弧向前移动时,电弧力将熔池中的液体金属推向熔池后方。
在随后的冷却过程中,这部分液体金属凝固成焊缝。
熔渣则凝固成渣壳,覆盖于焊缝表面。
熔渣除了对熔池和焊缝金属起机械保护作用外,焊接过程中还与熔化金属发生冶金反应,从而影响焊缝金属的化学成分。
埋弧焊时,被焊工件与焊丝分别接在焊接电源的两极。
焊丝通过与导电嘴的滑动接触与电源联接。
焊接回路包括焊接电源、联接电缆、导电嘴、焊丝、电弧、熔池、工件等环节,焊丝端部在电弧热作用下不断熔化,因而焊丝应连续不断地送进,以保持焊接过程的稳定进行。
焊丝的送进速度应与焊丝的熔化速度相平衡。
焊丝一般由电动机驱动的送丝滚轮送进。
随应用的不同,焊丝数目可以有单丝、双丝或多丝。
有的应用中采用药芯焊丝代替实心焊丝,或是用钢带代替焊丝。
埋弧焊有自动埋弧焊和半自动埋弧焊两种方式。
前者的焊丝送进和电弧移动都由专门的机头自动完成,后者的焊丝送进由机械完成,电弧移动则由人工进行。
焊接时,焊剂由漏斗铺撒在电弧的前方。
焊接后,未被熔化的焊剂可用焊剂回收装置自动回收,或由人工清理回收。
二、埋弧焊的优点和缺点(1)所用的焊接电流大,相应输入功率较大。
加上焊剂和熔渣的隔热作用,热效率较高,熔深大。
工件的坡口可较小,减少了填充金属量。
单丝埋弧焊在工件不开坡口的情况下,一次可熔透20mm。
(2)焊接速度高,以厚度8~10mm的钢板对接焊为例,单丝埋弧焊速度可达50~80cm/min,手工电弧焊则不超过10~13cm/min。
埋弧焊用碳钢焊丝和焊剂

分含量不大于 0.30%。
4 焊剂的硫、磷含量
焊剂的硫含量不大于 0.060%,磷含量不大于 0.080%。根据供需双方协议,也可以制造
硫、磷含量更低的焊剂。
5 焊剂焊接时焊道应整齐,成形美观,脱渣容易。焊道与焊道之间、焊道与母材之间
过渡平滑,不应产生较严重的咬边现象。
J.0.3 焊丝一焊剂组合焊缝金属射线探伤应符合 GB 3323 中 I 级。
1) 标准号、焊丝、焊剂的型号或牌号; 2) 制造厂名称及商标; 3) 规格及净质量; 4) 批号及生产日期。 2 不带焊丝盘的焊丝应在包装内部放入有标记内容的标签或说明书。 3 带焊丝盘的焊丝应将标签牢固地固定在焊丝盘上。 4 桶装焊丝应将标签牢固地固定在桶壁的明显位置上。 J.0.7.3 质量证明书 制造厂对每批焊丝、焊剂,根据实际检验结果出具质量证明书;当用户提出要求时,制 造厂应提供检验结果的副本。
J.0.1 焊丝
J.0.1.1 焊丝的化学成分应符合表 J.0.1.1 规定。
表 J.0.1.1
焊丝化学成分 %
焊丝牌号
C
Mn
Si
Cr
Ni
Cu
S
P
低锰焊丝
H08A H08E H08C
≤0.10
0.30~0.60
≤0.003
≤0.20 ≤0.10
≤0.30 ≤0.10
≤0.030 ≤0.030
≤0.20
在。 3) 根据供需双方协议,焊丝表面可采用镀铜,其镀层表面应光滑,不得有肉眼可见
的裂纹、麻点、锈蚀及镀层脱落等。 J.0.2 焊剂 J.0.2.1 焊剂为颗粒状,焊剂能自由地通过标准焊接设备的焊剂供给管道、阀门和喷嘴。焊 剂的颗粒度应符合表 J.0.2.1 规定,但根据供需双方协议的要求,可以制造其他尺寸的焊剂。
埋弧焊作业指导书
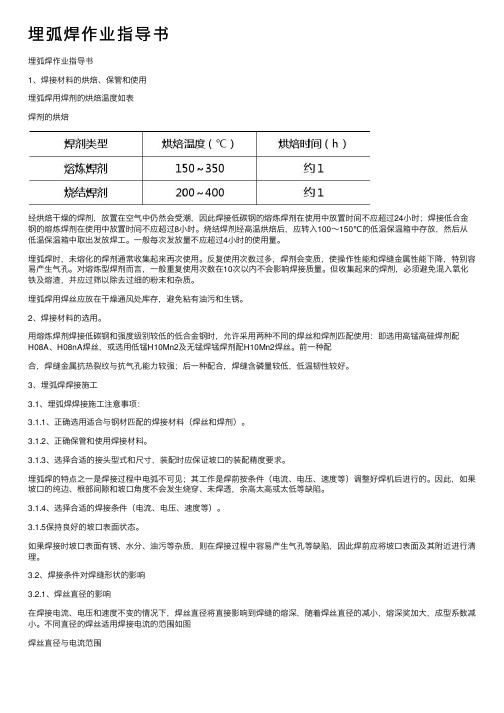
埋弧焊作业指导书埋弧焊作业指导书1、焊接材料的烘焙、保管和使⽤埋弧焊⽤焊剂的烘焙温度如表焊剂的烘焙经烘焙⼲燥的焊剂,放置在空⽓中仍然会受潮,因此焊接低碳钢的熔炼焊剂在使⽤中放置时间不应超过24⼩时;焊接低合⾦钢的熔炼焊剂在使⽤中放置时间不应超过8⼩时。
烧结焊剂经⾼温烘焙后,应转⼊100~150℃的低温保温箱中存放,然后从低温保温箱中取出发放焊⼯。
⼀般每次发放量不应超过4⼩时的使⽤量。
埋弧焊时,未熔化的焊剂通常收集起来再次使⽤。
反复使⽤次数过多,焊剂会变质,使操作性能和焊缝⾦属性能下降,特别容易产⽣⽓孔。
对熔炼型焊剂⽽⾔,⼀般重复使⽤次数在10次以内不会影响焊接质量。
但收集起来的焊剂,必须避免混⼊氧化铁及熔渣,并应过筛以除去过细的粉末和杂质。
埋弧焊⽤焊丝应放在⼲燥通风处库存,避免粘有油污和⽣锈。
2、焊接材料的选⽤。
⽤熔炼焊剂焊接低碳钢和强度级别较低的低合⾦钢时,允许采⽤两种不同的焊丝和焊剂匹配使⽤:即选⽤⾼锰⾼硅焊剂配H08A、H08nA焊丝,或选⽤低锰H10Mn2及⽆锰焊锰焊剂配H10Mn2焊丝。
前⼀种配合,焊缝⾦属抗热裂纹与抗⽓孔能⼒较强;后⼀种配合,焊缝含磷量较低,低温韧性较好。
3、埋弧焊焊接施⼯3.1、埋弧焊焊接施⼯注意事项:3.1.1、正确选⽤适合与钢材匹配的焊接材料(焊丝和焊剂)。
3.1.2、正确保管和使⽤焊接材料。
3.1.3、选择合适的接头型式和尺⼨,装配时应保证坡⼝的装配精度要求。
埋弧焊的特点之⼀是焊接过程中电弧不可见;其⼯作是焊前按条件(电流、电压、速度等)调整好焊机后进⾏的。
因此,如果坡⼝的纯边、根部间隙和坡⼝⾓度不会发⽣烧穿、未焊透,余⾼太⾼或太低等缺陷。
3.1.4、选择合适的焊接条件(电流、电压、速度等)。
3.1.5保持良好的坡⼝表⾯状态。
如果焊接时坡⼝表⾯有锈、⽔分、油污等杂质,则在焊接过程中容易产⽣⽓孔等缺陷,因此焊前应将坡⼝表⾯及其附近进⾏清理。
3.2、焊接条件对焊缝形状的影响3.2.1、焊丝直径的影响在焊接电流、电压和速度不变的情况下,焊丝直径将直接影响到焊缝的熔深,随着焊丝直径的减⼩,熔深奖加⼤,成型系数减⼩。
焊条选用
性焊条⑴药皮组分氧化性强⑴药皮组分还原性强⑵对水、锈产生气孔的敏感性不大,焊条在使用前经150~200℃烘焙1h,若不受潮,也可不烘焙⑵对水、锈产生气孔的敏感性较大,要求焊条使用前经300~400℃,1~2h烘焙⑶电弧稳定,可用交流或直流施焊⑶由于药皮中含有氟化物恶化电弧稳定性,须用直流施焊,只有当药皮中加稳弧剂后才可交直流两用⑷焊接电流较少,较同规格的酸性焊条小10%左右⑸须短弧操作,否则易引起气孔⑷焊接电流较大⑹合金元素过渡效果好⑸可长弧操作⑺焊缝成形尚好,容易堆高,熔深较深⑹合金元素过渡效果差⑻熔渣结构呈结晶状⑺焊缝成形较好,除氧化铁型外,熔深较浅⑼坡口内第一层脱渣较困难,以后各层脱渣较容易⑽焊缝常、低温冲击性能较高⑻熔渣结构呈玻璃状⑾抗裂性能好⑼脱渣较方便⑿焊缝中含氢量低⑽焊缝常、低温冲击性能一般⒀焊接时烟尘较多⑾除氧化铁型外,抗裂性能较差⑿焊缝中的含氢量高,易产生白点,影响塑性⒀焊接时烟尘较少(2)电焊条型号①碳钢电焊条(GB/T 5117-1995)首字母E表示焊条,前两位数字表示熔敷金属抗拉强度的最小值,单位kgf/mm2(1kgf/mm2=9.81MPa);第三位数表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平、立、仰、横焊),“2”表示适用于平焊及平角焊,“4”表示焊条适用于向下立焊;第三位和第四位数组合时表示焊接电流种类及药皮类型;第四位数字后附加字母表示有特殊规定的焊条。
见表4。
表4 碳钢焊条型号焊条型号药皮类型焊接位置电流种类E43系列——熔敷金属抗拉强度≥43kgf/mm2(420MPa)E4300 特殊型平、立、仰、横交流或直流正、反接E4301 钛铁矿型E4303 钛钙型E4310 高纤维素钠型直流反接E4311 高纤维素钾型交流或直流反接E4312 高钛钠型交流或直流正接E4313 高钛钾型交流或直流正、反接E4315 低氢钠型直流反接E4316 低氢钾型交流或直流反接E4320 氧化铁型平角焊交流或直流反接E4322 平交流或直流正、反接E4323 铁粉钛钙型平、平角焊交流或直流正、反接E4324 铁粉钛型E4327 铁粉氧化铁型交流或直流正接E4328 铁粉低氢型交流或直流反接E50系列——熔敷金属抗拉强度≥50kgf/mm2(490MPa) E5001 钛铁矿型平、立、仰、横交流或直流正、反接E5003 钛钙型E5011 高纤维素钾型交流或直流反接E5014 铁粉钛型交流或直流正、反接E5015 低氢钠型直流反接E5016 低氢钾型交流或直流反接E5018 铁粉低氢型E5024 铁粉钛型平、平角焊交流或直流正、反接E5027 铁粉氧化铁型交流或直流正接E5028 铁粉低氢型交流或直流反接E5043 平、立、仰、立向下注:直径不大于4mm的E5014、E5015、E5016和E5018型焊条及直径不大于5mm的其他型号焊条,适用于立焊和仰焊。
常用母材与焊材选用表

常用母材与焊材选用表珠光体耐热钢焊接时,如何正确地选用焊接材料?总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用,见表12。
中碳钢焊接时,如何正确地选用焊条?中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。
特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。
焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。
1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。
焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。
用纸盒包装的焊条不能用不能用挂钩搬运。
某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。
2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。
当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。
所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。
【埋弧焊焊接参数选择标准】埋弧焊焊接参数

【埋弧焊焊接参数选择标准】埋弧焊焊接参数本标准所引用的技术规范与标准分为“执行技术规范与标准”和“参考技术规范与标准”两部分。
2.1执行技术规范与标准2.1.1 GB50205-xx 《钢结构工程施工及验收规范》 2.1.2GB986-88 《埋弧焊焊缝坡口的基本形式和尺寸》 2.1.3 JGJ81-xx 《建筑钢结构焊接技术规程》 2.1.4 GB50205-xx 《钢结构工程施工质量验收规范》 2.1.5 GB5293 《碳素钢埋弧焊用焊剂》 2.2参考技术规范与标准 2.2.1 《钢结构制作安装手册》 2.2.2 《建筑钢结构施工手册》 2.2.3 《焊接手册》2.2.4 《钢结构工程施工工艺标准》三部分:埋弧自动焊接技术3.1焊接原理:焊接电弧是在焊剂层下的焊丝与母材之间产生,电弧热使其周围的母材、焊丝和焊剂熔化以致部分蒸发,金属和焊剂的蒸发气体形成一个气泡,电弧就在这个气泡内燃烧。
气泡上部被一层熔化了的焊剂——熔渣构成的外膜所包围,这层外膜以及覆盖在上面的未熔化的焊剂共同对焊接起隔离空气、绝热、和屏蔽光辐射作用。
焊丝熔化的熔滴落下与已局部熔化的母材混合而构成金属熔池,部分熔渣因密度小而浮在熔池表面。
随着焊丝向前移动,电弧力将熔池中熔化金属推向熔池后方,在随后的冷却过程中,这部分熔化金属凝固成焊缝。
熔渣凝固成渣壳,覆盖在焊缝金属表面上。
在焊接过程中,熔渣除了对熔池和焊缝金属起机械保护作用外,还与熔化金属发生冶金反应(如脱氧、去杂质、渗合金等),从而影响焊缝金属的化学成分。
3.2埋弧焊焊接施工工艺流程3.3 焊前准备工作 3.3.1焊剂及焊丝的选择根据目前钢结构的钢材类型,常用埋弧焊丝和焊剂的选择如下表:表3.1类别适用母材焊丝牌号焊剂牌号备注——低碳钢——薄板不开坡口对接Q345SJ101、HJ431中厚板开坡口对接δs=340Mpa级低合金钢3.3.2焊接材料的保管和使用3.3.2.1焊剂的烘焙埋弧焊用焊剂的烘焙温度如下表:表3.2焊剂类型烘陪温度(℃)烘焙时间(h )约1 约1熔炼焊剂烧结焊剂3.3.2.2焊剂的保存焊接低碳钢的熔炼焊剂在使用中放置时间不超过24h ;焊接低合金钢的熔炼焊剂在使用中放置时间不超过8h ;烧结焊剂经高温烘焙后,应转入100~150℃的低温保温箱中存放,从保温箱中取出时间不超过4h 。
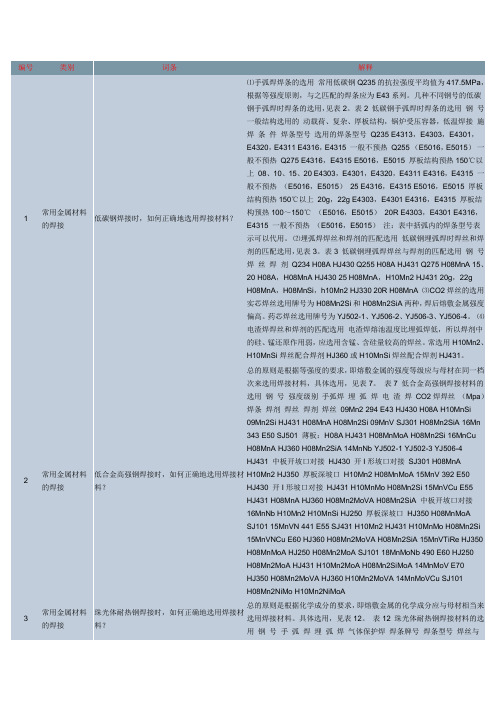
常见的焊丝与焊剂匹配表

配用焊丝
用途
焊剂颗粒度(mm)
焊剂电源
HJ130
H10Mn2
低碳钢、低合金钢
0.45~2.5
交、直流
HJ131
镍基焊丝
镍基合金
0.3~2
交、直流
HJ150
2Cr13、3Cr2W8
轧辊堆焊
0.45~2.5
直流
HJ172
相应钢种焊丝
高铬铁素体钢
0.3~2
直流
HJ173
相应钢种焊丝
Mn-Al高合金钢
低碳钢、低合金钢
0.3~2
交、直流
SJ501
H08A、H08MnA
低碳钢、低合金钢
0.3~2
交、直流
SJ502
H08A
重要低碳钢及低合金钢构件
0.3~1.4
交、直流
常用焊剂与焊丝的匹配及用途
H08A
低碳钢及低合金钢重要构件(薄板)
0.2~1.4
交、直流
HJ433
H08A
低碳钢
0.45~2.5
交、直流
SJ101
H08MnA、H08MnMoA、H08Mn2MoA、H10Mn2
低合金钢
0.3~2
交、直流
SJ301
H08MnA、H08MnMoA、H10Mn2
结构钢
0.3~2
交、直流
SJ401
H08A
0.25~2.5
直流
HJ230
H08MnA、H10Mn2
低碳钢、低合金钢
0.45~2.5
交、直流
HJ250
相应钢种焊丝
低合金高强钢
0.3~2
直流
HJ251
Cr-Mo钢焊丝
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
埋弧焊丝和焊剂的匹配
摘要:
1.埋弧焊丝和焊剂的匹配重要性
2.埋弧焊丝的种类和特点
3.焊剂的种类和特点
4.埋弧焊丝和焊剂的匹配原则
5.匹配后的效果
正文:
一、埋弧焊丝和焊剂的匹配重要性
埋弧焊是一种常见的金属焊接方法,其焊接质量直接影响到焊接结构的强度和美观度。
而埋弧焊丝和焊剂的匹配,则是影响焊接质量的一个重要因素。
如果埋弧焊丝和焊剂不匹配,可能会导致焊接缺陷,如裂纹、气孔等,从而影响到焊接结构的使用。
二、埋弧焊丝的种类和特点
埋弧焊丝主要有实心焊丝和药芯焊丝两种。
实心焊丝表面光滑,焊缝成型好,但熔化速度较快,需要频繁更换焊丝。
药芯焊丝是在实心焊丝内部添加了一层药粉,能够在焊接过程中产生气体,保护焊缝,从而提高焊接质量。
三、焊剂的种类和特点
焊剂的主要作用是在焊接过程中保护焊缝,防止氧气和水分侵入。
焊剂主要有酸性焊剂和碱性焊剂两种。
酸性焊剂的优点是价格便宜,但碱性焊剂的焊缝质量更好,且对焊丝的损害较小。
四、埋弧焊丝和焊剂的匹配原则
在匹配埋弧焊丝和焊剂时,需要考虑焊丝的种类、直径、焊剂的种类以及焊接工艺等因素。
一般来说,实心焊丝搭配酸性焊剂,药芯焊丝搭配碱性焊剂,可以获得较好的焊接效果。
五、匹配后的效果
正确的埋弧焊丝和焊剂的匹配,可以提高焊接质量,减少焊接缺陷,提高焊接结构的强度和美观度。