埋弧焊丝和焊剂的匹配
埋弧焊焊丝焊剂选配
牌号
渣系类别
碱度
主要成分(质量分数)(%)
配用焊丝
用途
使用电
源种类
SiO2+TiO2
CaO+MgO
Al2O3+MnO
CaF2
S
P
SJ101
氟碱
1.8
25
30
25
2.0
≤0.06
≤0.08
H08MnA,H08MnMoA
H08Mn2MoA,H10Mn2
多层焊、多丝焊、
—
6~9
—
≤1.0
1.5~3.0
≤0.05
≤0.08
—
镍基合金(薄板)
Ni基焊丝
交直流
HJ150
无锰中硅中氟
2~123
25~33
3~7
9~13
28~32
—
≤1.0
3
≤0.08
≤0.08
—
轧锟堆焊
2Cr13
直流
HJ172
无锰低硅高氟
3~6
45~55
2~5
—
28~35
1~2
≤0.8
3
≤0.05
≤0.05
H08MnA,H10Mn2
交直流
HJ250
低锰中硅中氟
18~22
23~30
4~8
12~16
18~23
5~8
≤1.5
3
≤0.05
≤0.05
—
低合金高强度钢
相应钢种焊丝
直流
HJ251
低锰中硅中氟
18~22
23~30
3~6
14~17
GB 5293-1999(T) 埋弧焊用碳钢焊丝和焊剂讲解

GB/T 5293-1999埋弧焊用碳钢焊丝和焊剂国家质量技术监督局1999-09-03批准2000-03-01实施前言本标准是根据ANSI/AWSA5.17—89《碳钢埋弧焊丝及焊剂规程》,对GB/T 5293—1985《碳素钢埋弧焊用焊剂》进行修订的,在技术内容上与该规程等效。
根据ANSI/AWSA5.17规程对GB/T 5293—1985进行修订时,保留了GB/T 5293—1985中适合我国焊剂技术要求的内容,并第一次将焊丝和焊剂编写在一个标准中,供使用单位更加全面地理解焊丝、焊剂与熔敷金属力学性能的关系。
从而使本标准在技术内容上更加严格。
本标准从实施之日起,代替GB/T 5293—1985。
本标准的附录A、附录B均是提示的附录。
本标准由国家机械工业局提出。
本标准由全国焊接标准化技术委员会归口。
本标准起草单位:哈尔滨焊接研究所、锦州天鹅焊材(集团)股份有限公司、上海焊条熔剂厂。
本标准起草人:何少卿、温安然、李春范、季龙霞。
1 范围本标准规定了埋弧焊用碳钢焊丝和焊剂的型号分类、技术要求、试验方法及检验规则等内容。
本标准适用于埋弧焊用碳钢焊丝和焊剂。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 700—1988 碳素结构钢GB/T 1591—1994 低合金高强度结构钢GB/T 2650—1989 焊接接头冲击试验方法GB/T 2652—1989 焊缝及熔敷金属拉伸试验方法GB/T 3323—1987 钢熔化焊对接接头射线照相和质量分级GB/T 3429—1994 焊接用钢盘条GB/T 12470—1990 低合金钢埋弧焊用焊剂GB/T 14957—1994 熔化焊用钢丝JB/T 7948.8—1999 熔炼焊剂化学分析方法钼蓝光度法测定磷量JB/T 7948.11—1999 熔炼焊剂化学分析方法燃烧-碘量法测定硫量3 型号分类3.1 型号分类根据焊丝-焊剂组合的熔敷金属力学性能、热处理状态进行划分。
焊丝焊剂的选择

合
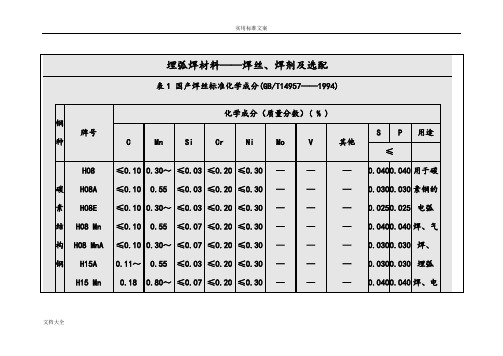
H08 Mn2SiA ≤0.11 1.80~2.10 0.65~0.95
金
H10 MnSi
≤0.14 0.80~1.10 0.60~0.90
结
H10 MnSiMo ≤0.14 0.90~1.20 0.70~1.10
构
H10 MnSiMoTiA 0.08~0.12 1.00~1.30 0.40~0.70
构 H08 MnA
≤0.10 0.80~1.10 ≤0.07
钢
H15A
0.11~0.18 0.35~0.65 ≤0.03
H15 Mn 0.11~0.18 0.80~1.10 ≤0.07
H10 Mn2
≤0.12 1.50~1.90 ≤0.07
H08 Mn2Si ≤0.11 1.70~2.10 0.65~0.95
H08 Mn2MoVA 0.06~0.11 1.60~1.90 ≤0.25
H10 Mn2MoVA 0.08~0.13 1.70~2.00 ≤0.40
H08CrMoA
≤0.10 0.40~0.70 0.15~0.35
H13CrMoA 0.11~0.16 0.40~0.70 0.15~0.35
H18CrMoA 0.15~0.22 0.40~0.70 0.15~0.35
≤0.08 ≤0.60 1.00~2.50 ≤0.30 ≤0.20 20.00~22.50 25.00~28.00
≤0.08 ≤0.60 1.00~2.50 ≤0.30 ≤0.20 11.00~14.00 18.00~20.00
≤0.03 ≤0.60 1.00~2.50 ≤0.30 ≤0.20 11.00~14.00 18.00~20.00
成分。 表 1 国产焊丝标准化学成分(GB/T14957——1994)[19]
埋弧焊丝和焊剂的匹配

埋弧焊丝和焊剂的匹配摘要:一、引言二、埋弧焊丝与焊剂的匹配原则1.焊丝性质与焊剂的适应性2.焊接工艺参数的匹配3.焊缝成形与质量的要求三、常见埋弧焊丝与焊剂的匹配案例1.碳钢埋弧焊2.低合金钢埋弧焊3.奥氏体不锈钢埋弧焊四、匹配过程中应注意的问题1.焊丝直径的选择2.焊剂类型的选择3.焊接电流与电压的调整五、总结正文:一、引言埋弧焊是一种高效、高质量的焊接方法,它离不开焊丝与焊剂的合理匹配。
焊丝是焊接过程中的填充材料,而焊剂则起着保护熔池、改善焊缝成形的作用。
本文将详细介绍埋弧焊丝与焊剂的匹配方法,以帮助读者更好地掌握这一关键技术。
二、埋弧焊丝与焊剂的匹配原则1.焊丝性质与焊剂的适应性在选择焊丝与焊剂时,首先要考虑焊丝的性质与焊剂的适应性。
一般来说,焊丝的熔敷金属成分应与焊剂的成分相匹配,以保证焊接过程的稳定性和焊缝质量。
例如,对于碳含量较高的钢材,应选择适合的高碳焊丝和相应的焊剂。
2.焊接工艺参数的匹配焊接工艺参数是影响焊接质量的重要因素,主要包括焊接电流、电压、焊接速度等。
在匹配焊丝与焊剂时,应根据实际情况调整工艺参数,以保证焊接过程的稳定性和焊缝成形。
例如,在焊接薄板时,可采用小电流、高速度的焊接参数,以获得良好的焊缝成形。
3.焊缝成形与质量的要求根据焊缝成形和质量要求,选择合适的焊丝和焊剂。
对于要求较高的焊缝,可选用活性较强的焊剂,以提高焊缝的抗裂性能;对于要求较低的焊缝,可选用活性较弱的焊剂,以降低焊缝成本。
三、常见埋弧焊丝与焊剂的匹配案例1.碳钢埋弧焊碳钢埋弧焊时,可选用直径为1.2mm的碳钢焊丝(如ER50-6)和碱性焊剂(如SJ101)。
焊接工艺参数为:焊接电流150-200A,电压28-35V,焊接速度30-50cm/min。
2.低合金钢埋弧焊低合金钢埋弧焊时,可选用直径为1.2mm的低合金钢焊丝(如ER55-6)和中性焊剂(如SJ204)。
焊接工艺参数为:焊接电流180-220A,电压30-35V,焊接速度30-50cm/min。
埋弧焊焊接参数选择标准

本标准所引用的技术规范与标准分为“执行技术规范与标准”和“参考技术规范与标准”两部分2.1 执行技术规范与标准2.1.1GB50205-2002《钢结构工程施工及验收规范》2.1.2GB986-88《埋弧焊焊缝坡口的基本形式和尺寸》2.1.3JGJ81-2002《建筑钢结构焊接技术规程》2.1.4GB50205-2001《钢结构工程施工质量验收规范》2.1.5GB5293《碳素钢埋弧焊用焊剂》2.2 参考技术规范与标准2.2.1《钢结构制作安装手册》2.2.2《建筑钢结构施工手册》2.2.3《焊接手册》2.2.4《钢结构工程施工工艺标准》三部分:埋弧自动焊接技术3.1 焊接原理:焊接电弧是在焊剂层下的焊丝与母材之间产生,电弧热使其周围的母材、焊丝和焊剂熔化以致部分蒸发,金属和焊剂的蒸发气体形成一个气泡,电弧就在这个气泡内燃烧。
气泡上部被一层熔化了的焊剂——熔渣构成的外膜所包围,这层外膜以及覆盖在上面的未熔化的焊剂共同对焊接起隔离空气、绝热、和屏蔽光辐射作用。
焊丝熔化的熔滴落下与已局部熔化的母材混合而构成金属熔池,部分熔渣因密度小而浮在熔池表面。
随着焊丝向前移动,电弧力将熔池中熔化金属推向熔池后方,在随后的冷却过程中,这部分熔化金属凝固成焊缝。
熔渣凝固成渣壳,覆盖在焊缝金属表面上。
在焊接过程中,熔渣除了对熔池和焊缝金属起机械保护作用外,还与熔化金属发生冶金反应(如脱氧、去杂质、渗合金等),从而影响焊缝金属的化学成分。
3.2 埋弧焊焊接施工工艺流程3.3焊前准备工作331焊剂及焊丝的选择根据目前钢结构的钢材类型,常用埋弧焊丝和焊剂的选择如下表:表3.13.3.2焊接材料的保管和使用3.3.2.1焊剂的烘焙表3.2焊接低碳钢的熔炼焊剂在使用中放置时间不超过24h;焊接低合金钢的熔炼焊剂在使用中放置时间不超过8h;烧结焊剂经高温烘焙后,应转入100~150C的低温保温箱中存放,从保温箱中取出时间不超过4h。
埋弧焊焊丝焊剂选配
埋弧焊焊丝焊剂选配1.2埋弧焊材料——焊丝、焊剂及选配焊丝和焊剂是埋弧焊的消耗材料,从普通碳素钢到高级镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。
二者直接参与焊接过程中的冶金反应,因而它们的化学成分和物理性能不仅影响埋弧焊过程中的稳定性、焊接接头性能和质量,同时还影响着焊接生产率,因此根据焊缝金属要求,正确选配焊丝和焊剂是埋弧焊技术的一项重要内容。
1.2.1焊丝掩埋弧焊采用的焊丝存有实心焊丝和药芯焊丝两类,生产中广泛采用的就是实心焊丝,药芯焊丝只在某些特定场合应用领域。
焊丝品种随其所焊接金属的相同而相同,目前尚无碳素结构钢、低合金钢、高碳钢、特定合金钢、不锈钢、镍基合金钢焊丝,以及堆焊用的特殊合金焊丝。
根据国家标准gb/t14957—1994、gb/t4241—1984焊接用钢丝的规定,表1、表2是典型的碳素结构钢、合金结构钢和不锈钢锈钢焊丝的化学h10mnsimotiah08mnmoah08mn2moah10mn2moah08crmoah13crmoah18crmoah08crmovah30crmo siah10mocra0.08~0.12≤0.100.06~0.110.08~0.130.06~0.110.08~0.13≤0.100.11~0.160.15~0.22≤0.100.05~0.100.25~0.350.102.100.80~1.100.90~1.201.00~1.301.20~1.601.60~1.901.70~2.001.60~1.901.70~2.000.40~0.700.40~0.700.40~0.700.40~0.700.50~0.60~0.900.70~1.100.40~0.70≤0.25≤0.25≤0.40≤0.25≤0.400.15~0.350.15~0.350.15~0.350.15~0.350.10~0.300.90~1.200.15~0.35≤0.20≤0.20≤0.20≤0.20≤0.20≤0.200.80~1.100.80~1.100.80~1.101.00~1.300.70~1.000.80~1.100.45~0.65≤0.300.25—≤0.300.20~—≤0.300.40—≤0.300.30~—≤0.300.500.06~≤0.300.50~0.12≤0.300.700.60~≤0.300.60~0.12≤0.300.80—≤0.300.50~—1.40~0.70—1.800.60~0.15~≤0.300.800.35≤0.300.40~—0.60—0.40~—0.600.15~0.250.50~0.700.20~0.40—0.40~0.60ti0.05~0.15ti0.15(*)ti0.15(*)ti0.15(*)ti0.15(*)ti0.15(*)———————(2)焊剂的型号和牌号的基本建设方法1)焊剂的型号焊剂的型号是按照国家标准划分的,我国的现行gb5293—1999《埋弧焊用碳钢焊丝和焊剂》中规定:焊剂型号划分原则是依据埋弧焊焊缝金属的力学性能。
GB.T 17854-1999 埋弧焊用不锈钢焊丝和焊剂2

中华 人 民共 和 国 国家标 准
埋弧焊用不锈钢 焊丝和焊剂
Sanes e eeto e a d x fr megd c lig tils s l crds f s sb re a w dn t l e n l u o u r e
GB T 84 9 9 / 1 5-1 9 7
1 范围
本标准规定 埋弧焊用不锈钢焊丝和焊剂的型号分类、 了 技术要求 、 试验方法及检验规则等内容。 本标准适用于埋弧焊用不锈钢焊丝和焊剂 。此类焊坟和焊剂的熔敷金属中铬含量应大于 1 , 镍 1,. ' 含量应小于 3 8
一
1 00- 2 . 1 . -1 . 2 0 -3 0 8. 0 0 0 10 0- 4 0 0 . 0- .0
1 00 02 .
一
Cu: . 0 2 5 10 - .0
1 . - 1 . 3 0 ^-. 0 30 0 50 .0 40 0
11 0 . 0
一8。25 。 1: 0 _.
0 6 . 0
F HCr 7 1
}
注
1 表 中单值均 为最 大值
2 根据供需双方协议, 也可生产表中牌号以外的焊丝。
4 12 尺寸 .. 焊丝尺寸应符合表 2规定 表 2 焊丝尺寸
公 称 直 径 极 限 偏 差
16 2 02 5 . ,. , .
一1 十 . 0
0 一 0 1 . 2
F3 9 H X 0 - X X
5 0 2
伸长率 s, ,
3 0
40 8
5 0 2 5 50 2 5
F3 9 - X X 0 MoH X F3 0H X 1 - X X
5 0 2
F 1 - X X 3 6H X F 1 L- X X 3 6 H X
埋弧焊焊丝焊剂选配

4) 焊剂 w(H2O)≤0.10%。
0.11~0.18
0.30~0.55
0.30~0.55
0.30~0.55
0.80~1.10
0.80~1.10
0.35~0.65
0.80~1.10
≤0.03
≤0.03
≤0.03
≤0.07
≤0.07
≤0.03
≤0.07
≤0.20
≤0.20
≤0.20
≤0.20
≤0.20
≤0.20
≤0.20
≤0.30
≤0.30
—
不锈钢,轧锟堆焊
不锈钢焊丝
直流
HJ330
中锰高硅低氟
44~48
3~6
≤3
16~20
≤4
22~26
≤1.5
1
≤0.08
≤0.08
—
重要低碳钢及低合钢
H08MnA,H10Mn2
交直流
HJ350
中锰中硅中氟
30~35
14~20
10~18
—
13~18
14~19
≤1.0
—
≤0.06
≤0.07
—
重要低合金高强度钢
1.80~2.10
0.80~1.10
0.90~1.20
1.00~1.30
1.20~1.60
1.60~1.90
1.70~2.00
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
埋弧焊丝和焊剂的匹配
【原创实用版】
目录
1.埋弧焊丝和焊剂的定义与作用
2.埋弧焊丝和焊剂的匹配原则
3.常见埋弧焊丝和焊剂的匹配方法
4.匹配的重要性和影响
5.结论
正文
一、埋弧焊丝和焊剂的定义与作用
埋弧焊是一种常见的金属焊接方法,其原理是通过在焊接区域产生电弧,使金属熔化并连接。
在这个过程中,埋弧焊丝和焊剂起着至关重要的作用。
埋弧焊丝,又称为填充金属,是指在焊接过程中用于连接两个金属部件的金属丝。
焊丝通常由一种或多种金属或合金制成,其化学成分和性能会影响到焊接的质量和效果。
焊剂则是一种辅助材料,用于保护焊接区域免受氧气、氮气等有害气体的侵蚀,同时也有助于控制焊接过程中的熔化和凝固。
焊剂的种类和性能同样会影响到焊接的质量。
二、埋弧焊丝和焊剂的匹配原则
为了保证埋弧焊的质量,焊丝和焊剂的匹配至关重要。
匹配的原则主要有以下几点:
1.焊丝和焊剂的化学成分应相互匹配,以保证在焊接过程中不会产生不良的化学反应。
2.焊丝和焊剂的熔化温度应接近,以保证在焊接过程中焊剂能够有效地保护焊丝和焊接区域。
3.焊丝和焊剂的物理性能应相互匹配,以保证在焊接过程中焊剂能够均匀地覆盖在焊丝表面。
三、常见埋弧焊丝和焊剂的匹配方法
在实际操作中,常见的埋弧焊丝和焊剂的匹配方法主要有以下几种:
1.对照法:根据焊丝的化学成分,选择与之匹配的焊剂。
2.试验法:通过实验,选择能够满足焊接质量要求的焊剂。
3.经验法:根据过去的经验,选择已经证明有效的焊剂。
四、匹配的重要性和影响
焊丝和焊剂的匹配对焊接质量有着重要的影响。
如果焊丝和焊剂不匹配,可能会导致焊接区域出现气孔、裂纹等缺陷,严重影响焊接的质量和性能。
严重的话,甚至可能导致焊接结构失效,造成严重的安全事故。
因此,在进行埋弧焊时,必须充分重视焊丝和焊剂的匹配,以保证焊接的质量和安全。
五、结论
总的来说,埋弧焊丝和焊剂的匹配是保证焊接质量的关键。