LJD系列皮带工作原理
预粉碎工艺手册——兼介绍PLJ系列立式冲击破碎机的运用技术
。
。
3
预 粉碎工 艺设 备
选 择 预 粉碎 设 备 时
,
并 逐 渐 减 少 其粒 度 的 过 程
一
,
称 为破 碎和 粉 磨
5
m ln
,
首 先 应 当 以 满 足 提高 球磨机 产 量 的
、
般 的粉碎 后 产 品的粒度 大 于
m m
的称 为破 碎 ; 产 品
要求为 前 提
电耗 低
、
。
应 该选 择投 资 少
一
途 径和手段 践后
,
,
在走访 已经 采 用 这 项技术 的众多厂家 的选 用 实
一
择 的重 要 技 改 项 目之 5
。
综合分析信 息
,
些 主 要 技 术 以 问答 形 式 集 题 选
P LJ
系 列 立 式 冲 击 破 碎 机 的预 粉 碎 流 程
、
编
,
供 广 大 水 泥 厂 家参 考
红 叶牌 P H 系列 冲 击式破碎机 的技术性 能
工 艺 布置 的
2
预粉碎工 艺
通 俗 地讲
“ ,
闭路循 环系 统 为 (图
”
一
)
。
进 入 破 碎机 物料粒度 必须 保证 在 小
预 粉碎 工 艺
,
就是
一
种
“
采 用 降低 入 球磨
”
于
60
舳
,
由 已 安 装 除 铁 器 的皮 带 运 输 机 送 入 回转 筛 或 者滚
,
机 物 料 粒 度 的 方法 水泥 生 产 过 程 中 推行 技 术 进 步 后
\ /
除铁器
煤矿110“工法”设计说明
XX煤矿XX工作面运输顺槽切顶卸压自成巷无煤柱开采设计说明新疆XX矿业开发有限公司编制时间:2019年4月5日总论一、“110”工法的推行背景为缓解XX公司所属煤矿采掘接续紧张局面、减少资源浪费,提高煤炭销售收入,XX公司党委、XX公司高度重视、具体部署,要求在XX煤矿、XX煤矿进行“110”工法采煤技术的可行性论证;为加快该技术的推进进度,于2018年11月13日-15日,XX公司总工程师张总带队,到鸡西城山矿进行了“110”工法的现场学习,利用2019年春节假期期间XX公司董事长再一次组织相关人员到双鸭山东荣二矿进行了“110”工法实地学习,进一步了解“110”工法的实际推行情况。
二、XX煤矿推行“110”工法的工作面概况XX煤矿推行“110”工法的巷道为XX工作面皮带顺槽,该顺槽全长1550m,已于2017年12月份施工结束,巷道尺寸(净)4.0*3.0m,支护方式为锚网索联合支护。
巷道顶板为煤岩互层的复合型顶板,顶板煤层累计厚度平均1.5m。
巷道其它地质条件简单。
该巷道若推行“110”工法要在2019年5月份就开始施工(进行顶板加强支护和预裂切缝眼施工)。
三、经济效益(一)加强支护总费用1374022元,折合每米单价886.5元。
(二)施工切缝眼总费用1346440元,折合每米单价868.7元。
(三)爆破材料总费用463476元,折合每米单价299元。
(四)挡矸设施及材料总费用3320311元(可回收3145471元),折合每米单价2142.1元。
(五)喷浆支护总费用178454元,折合每米单价115元/米。
(六)注氮总费用203904元,折合每米单价147元(暂不考虑灌浆)。
(七)人工总费用2015000元,单价1300元/米。
一次性投入总费用8697703元,若不考虑回收材料每米单价5611元,若考虑部分材料可以回收,消耗材料及人工费用总共3968816元(不包含灌浆费用),折合每米单价2560元。
干雾抑尘使用说明书
干雾抑尘使用说明书————————————————————————————————作者:————————————————————————————————日期:干雾抑尘使用说明书引言我们非常高兴您选用微米级干雾抑尘装置。
陕西渤兴电力科技有限公司是一家专门从事环境保护技术开发与应用的高新技术企业。
我公司以欧美科学家研究成果为基础,研发出具有自主知识产权的“BIGPAWER”牌干雾抑尘装置。
它能够产生直径1—10µm水雾颗粒,对悬浮在空气中的粉尘——特别是直径在5µm以下的可吸入粉尘进行有效吸附,使粉尘凝聚且在自身重力作用下沉降,从而达到抑尘作用,填补了我国在抑制直径5µm以下可吸入粉尘技术应用方面的空白。
微米级干雾抑尘装置广泛应用于煤矿、港口、石油化工、炼钢厂、火力发电厂等粉尘发生场所。
具有抑尘率高、节能环保、性能先进、应用效果好、自动化程度高及操作简单等特点。
本产品执行标准:Q/XDL J01-020-2014。
目录1、原理 (4)2、主要特点........................................................................................................................... 53、系统组成 (6)4、系统流程图 (7)5、抑尘主机外观图............................................................................................................... 86、性能及技术参数ﻩ97、微米级干雾抑尘装置的使用说明ﻩ错误!未定义书签。
8、注意事项ﻩ错误!未定义书签。
9、故障及维修ﻩ错误!未定义书签。
10、维护保养ﻩ错误!未定义书签。
11、现场布局方案ﻩ错误!未定义书签。
《机械基础》课程综合实训设计任务书
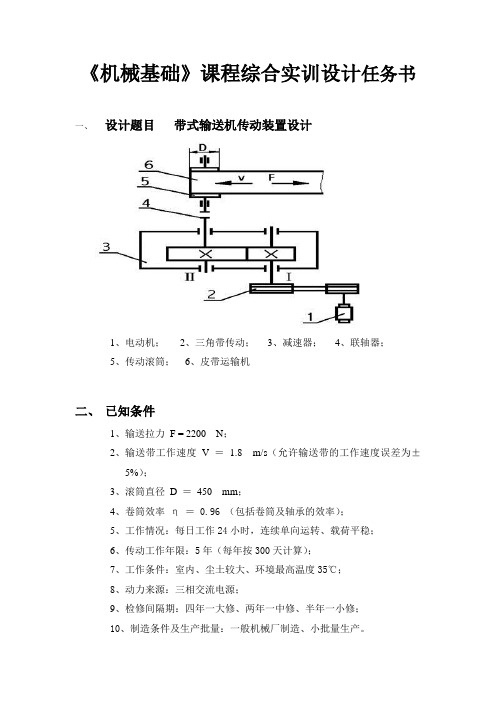
《机械基础》课程综合实训设计任务书一、设计题目带式输送机传动装置设计1、电动机;2、三角带传动;3、减速器;4、联轴器;5、传动滚筒;6、皮带运输机二、已知条件1、输送拉力F = 2200 N;2、输送带工作速度V = 1.8 m/s(允许输送带的工作速度误差为±5%);3、滚筒直径D =450 mm;4、卷筒效率η= 0.96 (包括卷筒及轴承的效率);5、工作情况:每日工作24小时,连续单向运转、载荷平稳;6、传动工作年限:5年(每年按300天计算);7、工作条件:室内、尘土较大、环境最高温度35℃;8、动力来源:三相交流电源;9、检修间隔期:四年一大修、两年一中修、半年一小修;10、制造条件及生产批量:一般机械厂制造、小批量生产。
三、设计内容1、电动机的选择及运动参数的计算;2、三角带的传动设计;3、齿轮传动的设计;4、轴的设计;5、滚动轴承的选择及验算(低速轴);6、键的选择计算及强度校核(低速轴);7、联轴器的选择;8、润滑油及润滑方式的选择;9、绘制零件的工作图和装配图(用AutoCAD绘制)(1)减速器的装配图(2)绘制零件的工作图注:装配图包括:尺寸标注、技术要求及特性、零件编号、零件明细表、标题栏。
零件的工作图包括:尺寸的标注、公差、精度、技术要求。
10、编写设计说明书(1)目录;(2)设计任务书;(3)设计计算:详细的设计步骤及演算过程;(4)对设计后的评价;(5)参考文献资料。
四、设计工作量1、绘制减速器装配图1张(A0或A1);2、零件图1~2张(A3或A4);3、编写设计计算说明书1份。
目录一、传动方案分析 (1)二、电动机的选择 (1)三、传动装置的运动和动力参数 (2)四、带传动设计 (3)五、齿轮传动的设计计算 (6)六、轴的设计和计算 (8)七、轴承的设计 (13)八、联轴器的选择 (13)九、键联接的选择及校核计算 (14)十、减速器附件的选择 (14)十一、润滑与密封 (16)设计小结 (17)参考资料 (18)附图 (19)(9)按弯扭合成进行强度计算22.4555.41210][10331=⨯=≥-σec M d mm∴该轴强度足够。
对机械设备安装精度控制措施的探索
对机械设备安装精度控制措施的探索摘要:机械设备安装工作,几乎在各个领域中都会遇到,机械设备安装质量的好坏将直接影响项目工程产品的经济效益,因此强化全过程机械设备安装精度控制具有强烈的现实意义。
本文从机械设备安装的精度控制出发,并以某机械设备的安装为例,谈谈其在安装过程中的精度控制措施。
关键词:机械设备;设备安装;精度控制1.机械设备安装精度概述机械设备安装工程目的在于构建一个技术装备系统,将一系列零件设备安装组合成一条生产线或者一套装置,最终确保机械设备的生产能力。
而在安装工程中,机械设备安装精度是指三个方面,即位置精度、制造精度以及运行精度。
位置精度是保证整套装置正确联动所需的各独立设备;制造精度是单台设备通过合理的安装工艺和调整方法;运行精度是整台(套)设备的运行效果。
2.机械设备安装精度的控制措施机械设备安装精度控制工作需要从位置精度控制、制造精度控制以及运行精度控制三方面入手,使用相关工具将设备固定于计划的位置,提升机械设备的安装精度。
2.1设备零件出厂前的控制机械设备安装精确控制的第一原则,是前瞻性。
这要求在机械设备安装的源头,对机械设备整体质量进行精确把控,因此设备出厂前控制具有强烈的现实意义,要求相关工作人员主动与设备的零件生产厂商接洽,将机械设备的具体要求明确的传达给零件生产厂商,并且要检查制造过程中的设计文件,从而控制零件的精确度,规避在生产的零件与机械设备不适配的情况发生。
2.2选择合适的测量设备合适的测量设备是机械设备安装精确控制的保障,因此要求相关工作人员实事求是,从实际出发,根据机械设备的类型、大小科学的选择测量工具,能够在一定程度上缩小机械设备安装工作的误差,要注意,在整体检测结束之后,对重要的部件进行检测能够进一步控制误差。
2.3设备安装偏差方向的控制2.3.1温变偏差的补偿机械设备通常是在相同环境温度下进行安装的,但许多机器在运行工作中则处在不同温度的状况下。
对这类机器的装配安装,要考虑和控制温度变化对安装偏差方向的影响。
TRMS3231矿渣立磨的应用及调试

远行.各珥!于fi怀i占}’股计饕求鼾机正常压什
叁数如表2所爪
孵内喷术的情况下为90m”,或者更高人糖风景车腱.飙溢螭 陋。现场情况为吐漪偏多,且吐渍巾的大块多.刮板牌搅严重. 辊皮外侧磨损严m形成明Ⅱ的删槽.石灰石调配库离析现象 严亟拄离析时磨机电流会达刊高报状态.定子C相温度增长
5结束语
1ⅥM5323】矿漓立磨是天津院引进德 国策歇立磨技术成功应jH于副渍粉麝系统 的同产直磨经过多‘I。的技术政造和创新 TRM53231矿,6j£磨H有产愤商电耗低和 对物料适膻性强等技术优势
的震动筛旧此挥证了^膳钧辩性度均勺性,开持喂料 最控制35tth.存缫1II采缱稳定的帕攫r.慢慢j}}加喂 料赫逸刊尽可能提旆产硅’*监测到^磨皮带机有料 时.延叫40s.丌蛄落辊加压.密切躲观土IU机电流循 环同料提升机电流.厦瓣机震动ffl这些数抛是判断料 糙灶香稳定的重要参教薪机震动时开艏腮内喷水若 喷水缸4;足小能消除振动:喷水盘i=f多物料就会结 块经廿腊辊挤雁形成料饼导致牌内研肼情况罂化 喷水量町根据盛环的情况加以州节.若“j席气体温度 吐低.而料屡比鞍稳定.且振动使维持在Ⅱ:常范用内. 则可以酸少喷水业停止喷水米擞高摩m口温度, 4,3磨机压差控制 群机压差的稳定对整个立磨系统正常l+作至关
使系缱在此压力F L作10mh.系系统
应无任何渗捕打丁1.避油电避恻开关井将【nf油溢漉
黼诩Ⅲ剑11:力较高的俺矬
弼整泉站的滥漉蹦连渐
将系缱压力升到3-4MPa观察所有雕力表的读数. 若两者不符时应校正压力传感器.使典与睢力我的 读数吻合观察-十液雕缸手}!塑监吾伸.收自如蚵 档接近开芰的位置设定好高}Il和低辊位(本膊扒的 高辊位为腊盘和路辘问琼IOmm立}.高{昆为磨盘和 磨辊¥II隙200ram处)上续T作完成后将系统压力 酒到4MPa背压压力为2 5NP;-.保惟24h{盘查系统 枉部分有无港滴.对港硒处应进行处理。液匝系统 24h保压压力损失应低于50%
煤矿机电常用公式汇总
矿井机电常用选型、验算公式汇总第一篇矿井机电设计部分一、水泵的选型计算1、水泵选型依据《煤矿安全规程》第二百七十八条规定,主要排水设备应符合下列要求:水泵:必须有工作、备用和检修水泵。
工作水泵的能力,应能在20h内排水矿井24h 的正常涌水量,(包括充填水及其他用水)。
备用水泵的能力应不小于工作水泵能力的70%,工作和备用水泵的总能力,应能在20h内排出矿井24h的最大涌水量。
检修水泵的能力应不小于工作水泵能力的25%。
配电设备:应同工作、备用以及检修水泵相适应,并能同时开动工作和备用水泵。
2、水泵的选型计算正常涌水时期,水泵必需的排水能力QB ≥2024q(m3/h)最大涌水时期,水泵必需的排水能力Qmax ≥2024qmax (m3/h)水泵必须的扬程HB=Hc(1+sin 12.0~1.0)式中:q—正常涌水量(m3/h)Qmax—最大涌水量(m3/h)Hc = Hg+(车场与最低吸水水面标高差)+(排水管出口高出上一水平的高度)α-井筒倾角;0.1~0.12-扬程损失系数。
初选水泵根据涌水量QB和排水高度HB,自产品目录查符合要求的水泵3、水泵稳定性校验为保证水泵工作稳定性,应符合0.9H0≥HC ,其中,H0为水泵零流量时的扬程,根据水泵的特性曲线查找。
4、确定水泵台数根据《煤矿安全规程》第二百七十八条规定:水泵必须有工作、备用和检修水泵。
工作水泵的能力,应能在20h 内排水矿井24h 的正常涌水量,(包括充填水及其他用水)。
备用水泵的能力应不小于工作水泵能力的70%,工作和备用水泵的总能力,应能在20h 内排出矿井24h 的最大涌水量。
检修水泵的能力应不小于工作水泵能力的25%。
比较Q 、Qmax 、Qe 可知,正常涌水时期需要水泵的台数:n1=eQ Q (台)最大涌水期需要投入工作水泵台数n1+ n2 =eQ Q m ax(台) Qe —水泵的额定流量 (m3/h)备用水泵:n3= n1×0.7 (台) 检修水泵 n4= n1×0.25 (台) 一共需要的水泵数量为:n= n1+ n2+ n3+ n4 5、管路趟数确定管路选择依据《煤矿安全规程》第二百七十八条规定:水管:必须有工作和备用的水管。
焦化厂2YK2148振动筛改造
用符合工艺要求的条状孑筛片代替网孔状筛 L
片。
b 筛片选用耐磨、 . 抗冲击的材质。 c 充分 、 . 合理利用焦炭本身所具有 的运 动能量。 结合溜槽 与振动筛 的特点改造成溜 筛。 提高焦炭在振动筛内的流速 , 使振动筛出 料 口焦炭 流量大 于进料 口焦炭流量 , 这样就
增加 ( 7. 由 39吨/ , 增 加 到 145吨lJ d时 5. / ,
间越来越长 , 设备检修频率越来越高, 检修时
间越来越长 , 特别是经常性的堵料 , 严重影响 生产的正常进行 。公 司检修厂在焦化设备的
正常维护检修 中, 此设备花费的精力和检 对
修时间是最多 的,Y 2 4 2 K 18振动筛成 了严重 制约生产的瓶颈 , 其进行系统性的改造已 对
维普资讯
焦化 厂 2 K 18振动筛改造 Y 24
公 司办 焦化 厂 刘继 清 周益 清
机动部
摘
张晓青
要
本 文详 细地介绍 了焦化 厂 2 K 18振动筛的结构 、 Y 24 原理 、 存在的问题 以及采取 的有效改进 措 施和收到 的 良好效果 。
—
L 口 l 二 1 =
—
卜 —
l
由于第二 种能量对 筛 片有 直接 冲击 作 用, 加剧筛片的磨损和损坏 , 因此在实际生产 中。 总是尽量减少到最低限度 , 以实 际上。 所 筛内焦炭的能量主要来 自于振动电机所提供
的能量 。
图 3 原下层筛片简图
2 2 改造 思路 .
振 动筛 是 利 用 电 能 , 靠 其 振 动 器上 的 依
十 联轴器
I ‘
r 一
_ __
意大利MECALL SUPERIX 164数字遥控胃肠诊断床故障检修实例
11 故 障 现 象 .
22 过程分析 .
分 析 维 修 手 册 (E V C N 一 S R IE MA U
开机后 , 控制面板上的诊断床显示屏
上 出 现 错 误 信 息 “ R R 00 0 ” “ TR O 1 1 1或 T
使用过程中 , 断床的床面(A L A ) 诊 T BE L 中的 电路 图可 知 ,带 动 床 面 侧 移 的 R O 1 12 , 管 (O U R R000”球 C L MN) 点 片 和
统 是 意 大 利 ME A L公 司 生 产 的 一 款 的 熔 断 丝 F CL 1正 常 ,开 机 时 5V 电 源 指 床 面 的连接 螺 栓 , 床 面处 于不 受 电 动机 使 多 功 能 数 字 化 影 像 设 备 ,主 要 由 S 一 示 灯 L 1点 亮 。打 开 控 制 面板 , 量 手 带 动 的 “ 离 ” U D 测 游 状态 。 反复 拨 动控 制面 板上 P RX14遥 控 诊 断 床 和 C S O f柄 触 碰 的 2个 微动 开 关 ,无 异 常 。 打开 J的床 面侧 移 手柄 , EI 6 A T R HF 发现 直 流 电动 机及 它 带 x 线 发 生 器 组成 ,能 够 通 过 影 像 增 强 器 S P R X14床 体 近 患 者 足侧 的 限 位 行 动 的 同步 皮 带 、 动 杆 、 轮 和 链 条 运转 UEI 6 传 齿 和 C D摄 像 机 实 现 数 字 透 视 和 点 片 , C 也 程 开 关盖 板 , 现 处于 外侧 的行程 开 关被 正常 。人 力 反复 推移 床 面 , 明 显运 动 不 发 无 能 够 进 行 简单 的数 字 减 影 和 数 字化 断层 松 脱 的螺 钉撞 碎 , 位于 内侧 的行程 开 关 处 畅 ,可判 断 支撑 床 面 的轨道 和轴 承 正 常 。 摄 影 .还 能 够 通过 一 台外 接 设 备 将 图像 于 闭合状 态 。 紧固松 脱 的螺 钉 , 更换 损 坏 打 开相 关盖 板 , 发现 床面 两 端 的传 动链 条
齿轮计算公式及齿轮齿条与滚珠丝杠,皮带轮的对比[精品文档]
标准齿轮模数齿数计算公式找对应表太不现实了!告诉你一简单的:齿轮的直径计算方法:齿顶圆直径=(齿数+2)*模数分度圆直径=齿数*模数齿根圆直径=齿顶圆直径-(4.5×模数)比如:M4 32齿34*3.5齿顶圆直径=(32+2)*4=136mm分度圆直径=32*4=128mm齿根圆直径=136-4.5*4=118mm7M 12齿中心距D=(分度圆直径1+分度圆直径2)/2就是(12+2)*7=98mm这种计算方法针对所有的模数齿轮(不包括变位齿轮)。
模数表示齿轮牙的大小。
齿轮模数=分度圆直径÷齿数=齿轮外径÷(齿数-2)齿轮模数是有国家标准的(GB1357-78)模数标准系列(优先选用)1、1.25、1.5、2、2.5、3、4、5、6、8、10、12、14、16、20、25、32、40、50 模数标准系列(可以选用)1.75,2.25,2.75,3.5,4.5,5.5,7,9,14,18,22,28,36,45模数标准系列(尽可能不用)3.25,3.75,6.5,11,30上面数值以外为非标准齿轮,不要采用!塑胶齿轮注塑后要不要入水除应力精确测定斜齿轮螺旋角的新方法Circular Pitch (CP)周节齿轮分度圆直径d的大小可以用模数(m)、径节(DP)或周节(CP)与齿数(z)表示径节P(DP)是指按齿轮分度圆直径(以英寸计算)每英寸上所占有的齿数而言径节与模数有这样的关系: m=25.4/DPCP1/8模=25.4/DP8=3.175 3.175/3.1416(π)=1.0106模1) 什么是「模数」?模数表示轮齿的大小。
R模数是分度圆齿距与圆周率(π)之比,单位为毫米(mm)。
除模数外,表示轮齿大小的还有CP(周节:Circular pitch)与DP(径节:Diametral pitch)。
【参考】齿距是相邻两齿上相当点间的分度圆弧长。
2) 什么是「分度圆直径」?分度圆直径是齿轮的基准直径。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高效节能LJD系列皮带转运站除尘装置
一、用途
1.广泛应用于冶金行业、焦化、球团、烧结混合料皮带运输转运站、可逆皮带等粉尘治理。
2.广泛应用于各种皮带输送物料落差点的粉尘治理。
3.广泛应用于各种给料机的粉尘治理。
二、除尘系统结构
除灰系统由脉冲除尘器、蜗壳、导流扩容装置、密封装置、吸尘软帘、风机、电器自动化等组成。
1.在落料口与密封装置之间安装蜗壳,作用是使气流更顺畅,减少粉尘飞扬。
2.蜗壳底部和皮带周边安装密封装置。
3.皮带密封装置两端安装橡胶密封软帘,有效地抑制粉尘的外溢。
4.除尘器与皮带机连锁,实现与皮带的同时自动运行。
5.PLC自动喷吹控制装置,实现除尘器自动检测、自动喷吹操作。
三、工作原理
皮带运输的落料过程中产生大量粉尘,除尘系统工作时,利用离心风机在物料下落处产生负压,将含尘气体吸入除尘器内,除尘器内设多条滤筒或滤袋,含尘气体通过滤筒(袋)时,粉尘被截留在滤筒(袋)表面,净化后的气体再经风机排出。
当滤筒(袋)表面粉尘增多,运行阻力值(或时间控制)达到预定值时,由PLC控制的脉冲喷吹系统自动对滤筒(袋)进行喷吹,在压缩空气强大的作用力下,使附着在滤筒(袋)上粉尘脱落并直接落到皮带上。
自动喷吹周期,可根据粉尘浓度和操作要求进行调整,使滤筒(袋)始终保持良好的过滤性能。
在料仓与运动皮带间安装了动态密封装置——蜗壳,通常称消尘扩容装置。
是采用空气压力平衡原理,使飞溅起的含尘气流沿蜗壳特有的曲线顺利回流到来料处,将皮带输运转换过程中产生的冲击含尘气流的压力降至最低点,经过多次循环平衡压力处理,从而减少了含尘气流产生量。
由于合理地转换了势能与动能,所以极大地降低了除尘所需外部能耗。
在物料下落出口及皮带前部处安装了具有阻尘、吸尘作用的密封软帘,有效地阻止了含尘气体在皮带密封装置两端及蜗壳尾部处的外溢。
根据皮带机头、机尾的工作和现场实际情况,进行除尘装置的设计、安装,同时,充分考虑皮带机的检修、更换辊、更换皮带等问题。