管道焊缝焊后热处理工艺卡
焊接工艺卡样本

3.严禁在设备上乱点、乱焊或调试电流,严禁在设备上随意焊接临时支撑物。
4.焊接时注意观察熔池状况,每层焊道焊完后都应仔细清理检查,确认无缺陷后再进行次层焊接,要特别注意接头和收弧的质量,表面成型美观。
5.文明施工,电焊线的走向布置要合理,焊材以及用完的焊条(丝)头不得乱放
乱丢,每日必须回收,用不完的焊材要及时返库,工作完成后应做到工完料尽
场地清。
6.焊接完成后立即对焊缝清理自检,及时填写自检记录。
焊 工
交底人
日期
编制
审批
焊接工艺卡
作业部门名称: 编号:项来自名称焊口数焊口规格
材质
焊接方法
保护气体
氩气
气体流量
焊
丝
规格
焊
条
规格
型号
型号
焊接
电流
打底
焊口示意图
盖面
焊接
材料
焊丝(Kg)
焊条(Kg)
φ2.5
φ3.2
φ4.0
热处理
预热
预热温度℃
预热方式
火焰加热
后热
后热温度℃
升温速度
焊后热处理
恒温温度/时间
缓冷
保温材料
注意事项:
1.焊接前应仔细检查焊口有无错口、折口现象,焊口清理是否干净,焊接材料规格牌号是否与工艺卡上相同,焊工需检查确认合格后方可开始点口施工。
通用焊接工艺卡

焊接顺序及工艺要点
焊接工艺卡编号
1、焊前清理坡口及其两侧各20mm范围的油污﹑
接头名称
对接接头
水气﹑泥土及其它杂物。
接头编号
2、定位焊点均布,定位焊缝数量至少为4,
焊接工艺评定报告编号
定位焊应遵守与正式焊接相同的工艺。
焊工持证项目
无损检测方法、比例
焊工持证项目
无损检测方法、比例
焊剂牌号
/
母材
1Cr18Ni9(1Cr18N9Ti、0Cr18Ni9)
1Cr18Ni9(1Cr18N9Ti、0Cr18Ni9)
焊缝金属
304
厚度
mm
K尺寸见图
焊接位置
水平
层—道
焊接方法
填充材料
焊接电流
电弧电压(V)
焊接速度(cm/min)
线能量(kJ/cm)
焊接设备
施焊技术
焊接设备
牌号
直径
极性
电流(A)
施焊技术
摆动
打底
TIG
304
¢1.6
正
90~100
11~13
/
/
直流焊机
预热温度(℃)
/
填充
TIG
304
¢1.6
正
100~110
11~13
/
/
直流焊机
层间温度(℃)
≤250℃
焊后热处理
/
后热
/
钨极直径
¢1.6
喷嘴直径
6~8
脉冲频率
/
脉宽比(%)
/
气体成分
Ar
气体
流量
焊接工艺卡

焊接接头简图:
坡口型式:对接V型
母材钢号:0Cr18Ni9标准:ASTM A312
类别号:VII类
工件厚度:6 mm
焊接部位:管线对接焊缝
焊接位置:6G焊接方向:向上
焊丝型(牌)号:H0Cr9Ni9规格:φ2.0焊条(牌)号:THA002规格:φ3.2
预热
预热温度.:/
层间温度.:/
类别号:VII类
工件厚度:1.5~12mm
焊接部位:管线对接焊缝
焊接位置:6G焊接方向:向上
焊丝型(牌)号:TGS308L规格:φ2.0焊条(牌)号:A002规格:φ3.2
预热
预热温度.:/
层间温度.:250℃
预热方法:/
焊后消氢处理
温度范围:/
保温时间:/
后热方法:/
焊后热处理
温度范围:/
保温时间:/
12~14
5~6
A2
SMAW
THA102
φ3.2
反接
80~105
18~20
5~6
A3
SMAW
THA102
φ3.2
反接
80~135
18~20
5~6
其他要求:
1、焊丝表面应光滑平整,不应有锈蚀和氧化皮;
2、焊接前将坡口表面及其附近20mm范围内的油污、水分及其它污物彻底清理干净,并要注意保护;
3、施焊环境若出现下列情况之一,而未采取防护措施时,应停止焊接作业:
φ2.0
正接
50~90
8~12
4~8
A2
SMAW
J427
φ3.2
反接
80~150
18~26
3~10
其他要求:
管道焊接及焊后热处理作业指导书

焊接及焊后热处理作业指导书1 适用范围本规程适用于工业管道或公用管道中材质为碳素钢、合金钢、低温钢、耐热钢、不锈钢和异种钢等压力管道的手工电弧焊、氩弧焊、二氧化碳气体保护焊及其焊后的热处理施工。
2 主要编制依据2.1 GB50236-98《现场设备、工业管道焊接工程施工及验收规范》。
2.2 DL5007-92《电力建设施工及验收技术规范(火力发电厂焊接篇)》。
2.3 SH3501-2002《石油化工剧毒、可燃介质管道工程施工及验收规范》。
2.4 其他现行有关标准、规范、技术文件。
3 施工准备3.1 技术准备3.1.1 压力管道焊接施工前,应依据设计文件及其引用的标准、规范,并依据我公司焊接工艺评定报告编制出焊接工艺技术文件(焊接工艺卡或作业指导书)。
如果属本公司首次焊接的钢种,则首先要制定焊接工艺评定指导书,然后对该种材料进行工艺评定试验,合格后做出焊接工艺评定报告。
3.1.2 编制的焊接工艺技术文件(焊接工艺卡或作业指导书)必须针对工程实际,详细写明管道的设计材质、选用的焊接方法、焊接材料、接头型式、具体的焊接施工工艺、焊缝的质量要求、检验要求及焊后热处理工艺(有要求时)等。
3.1.3 压力管道施焊前,根据焊接作业指导书应对焊工及相关人员进行技术交底,并做好技术交底记录。
3.1.4 对于高温、高压、剧毒、易燃、易爆的压力管道,在焊接施工前应画出焊口位置示意图,以便在焊接施工中进行质量监控。
3.2 对材料的要求3.2.1 被焊管子(件)必须具有质量证明书,且其质量符合国家现行标准(或部颁标准)的要求;进口材料应符合该国家标准或合同规定的技术条件。
3.2.2 焊接材料(焊条、焊丝、钨棒、氩气、二氧化碳气、氧气、乙炔气等)的质量必须符合国家标准(或行业标准),且具有质量证明书。
对焊接材料的具体要求详见《压力管道组成件、支承件及相关材料检验试验规程》,其中钨棒宜采用铈钨棒;氩气纯度不应低于99.95%;二氧化碳气纯度不低于99.5%;含水量不超过0.005% 。
焊接工艺的工艺卡片

焊接工艺的工艺卡片
焊接工艺的工艺卡片是一种记录焊接工艺参数的工作指导文件。
它可以包括以下信息:
1. 焊接工艺编码:每个焊接工艺都有一个唯一的编码,用于标识和区分不同的工艺。
2. 焊接方法:表明采用的是手工焊接、自动焊接还是半自动焊接等方法。
3. 焊接材料:包括被焊接的材料类型、厚度等信息。
4. 焊接电流和电压:记录焊接过程中使用的电流和电压数值以及范围。
5. 焊接速度:记录焊接的速度,通常以单位时间内焊接的长度来衡量。
6. 焊接焊丝规格:记录使用的焊接焊丝的规格,包括直径、材料等。
7. 焊接电极规格:记录使用的焊接电极的规格,包括直径、材料等。
8. 焊接气体:记录使用的保护气体的种类和流量。
9. 焊接预热和后热处理:如果需要进行预热或后热处理,记录相应的温度和时
间。
10. 焊接质量要求:记录焊接后的质量要求,如焊缝的完整性、外观等。
这些信息将被记录在焊接工艺卡片上,并在焊接过程中作为参考依据。
焊接工艺卡片的目的是确保焊接操作的一致性和可追溯性,以提高焊接质量。
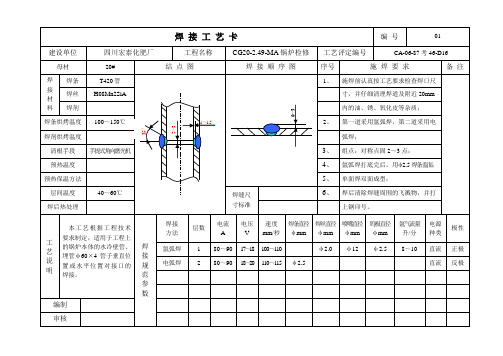
焊接工艺卡
6、
工 艺 说 明
本工艺根据工程技术 要求制定,适用于工程上 的 锅 炉 本 体 的 埋 管 φ 60 ×8 管子管子垂直位置或 水平位置对接口的焊接。
层数 1 2 3
焊条直径 焊丝直径 喷嘴直径 钨极直径 φ mm φ mm φ mm φ mm φ 2.0 φ 12 φ 2.5
氩气流量 升/分 8~10
4、
5、
焊缝尺 寸标准 焊接 方法 电流 A 80~90 80~90 电压 V 17~ 18 17~ 18 速度 mm/秒 100~110 90~110
焊后打上焊工钢印号。
层数 1/1 道 2/2 道
焊条直径 焊丝直径 喷嘴直径 钨极直径 φ mm φ mm φ mm φ mm φ 2.0 φ 2.0 φ 12 φ 12 φ 2.5 φ 2.5
100~150℃
1~ 1.5
手提式角向磨光机
3、 4、 5、
组点:对称点固 2~3 点; 氩弧焊打底完后,用φ 3.2 焊条盖面; 单面焊双面成型; 焊后清除焊缝周围的飞溅物,并打 上钢印号。
40~60℃
焊缝尺 寸标准 焊接 方法 电流 A 80~90 80~90 电压 V 17~ 18 20~ 22 速度 mm/秒 100~110 110~115 φ 3.2
4、
5、
焊缝尺 寸标准 焊接 方法 电流 A 80~90 80~90 电压 V 17~ 18 17~ 18 速度 mm/秒 100~110 90~110
焊后打上焊工钢印号。
层数 1/1 道 2/2 道
焊条直径 焊丝直径 喷嘴直径 钨极直径 φ mm φ mm φ mm φ mm φ 2.0 φ 2.0 φ 12 φ 12 φ 2.5 φ 2.5
压力管道焊接及热处理汇总

本工艺标准适用所承建工程中12CrMo>15CrMo、、12CrlMoV等管材采用的氮弧焊和手工电弧焊的焊接。
2.施工准备
2.1材料要求
2.1.1施工现场应配有符合要求的固定焊条库或流动焊条库。
2.1.2焊材必须具有质量证明书或材质合格证,焊材的保管、烘干、发放、回收严格按《压力管道质量手册》中有关规定执行,焊条的烘干工艺按生产厂家说明书提供的参数进行,如无要求则按下表参数进行烘干:
2.2.2预热及热处理的设备完好,性能可靠,检测仪表在校准周期内,且符合《压力管道质量保证手册》中的计量要求。
2.2.3焊工所用的焊条保温筒、磨光机、刨锤、钢丝刷等工具齐全。
2.3作业条件
2.3.1人员资格
焊工必须持有《锅炉压力容器焊工合格证》,且具有施焊所需相应合格项目。
2.3.2环境条件
施焊前应确认环境符合下列要求
管道焊接工作记录
8.安全事项
8.1.焊工着装符合安全规程
8.2.焊工使用工具应装在工具袋里。
8.3.电加热器表面有可靠性的防烫措施。
8.4.高空作业的架设应符合安全规定,位置应适合焊接操作。
8.5.电动工具接线箱应有漏电保护装置。
8.6.使用砂轮机应戴防护镜。
1.适用范
本工艺标准适用于奥氏体不锈钢类管材采用氮弧焊和手工电弧焊的焊接施工。
5.3清除缺陷的方法,采用砂轮机磨削,对根部缺陷,磨削的宽度应在
4—5mm以内。缺陷清除后,应对返修部位进行坡口修理,磨槽两侧的角度不得小于25°,磨槽两端的角度不得大于45°o
5.4返修的焊接工艺与正式焊接相同。
5.5焊缝返修的管理程序执行《压力管道安装质量保证手册》中的规定。
《焊接工艺卡》word版
160
24~26
14
6
E4315
Ф4.0
160
24~26
14
备注:其他焊接工艺要求按本单位《通用焊接工艺守则》执行
编制
校对
审核
页码
8
焊接工艺卡
焊88-4
产品名称
焊接工艺评定编号
评88-4
焊缝代号
共40页
第9页
材料牌号
板A3:δ=8
焊接层次、顺序示意图
焊接层数(正/):3 坡口高度:60°±5°
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
1
E4315
Ф3.2
90
24~26
16
L/min
2
E4315
Ф4.0
140
24~26
14
L/min
3
E4315
Ф4.0
160
24~26
14
L/min
4
E4315
Ф4.0
160
24~26
14
5
E4315
加热方法
种类
温度范围
加热方法
层间温度
温度范围
测温方法
保温时间
冷却方法
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
保护气体流量L/min
1
E4315
Ф3.2
90~120
24~26
15
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
其它要求:
技术负责人:年月日
执行工艺情况
1.热处理温度记录:
2.硬度试验记录:
部位
硬度值
焊缝
热影响区
母材施工人:年月日Fra bibliotek监理单位代表:质量检查员:技术负责人:
年月日
4.焊缝焊后热处理应在焊接完成后,外观检查及规定的无损检测合格后进行。
5.焊后应及时进行热处理,当不能及时进行焊后热处理时,应在焊后立即均匀加热至200~300℃,并进行保温缓冷,其加热范围应与焊后热处理要求相同。
6.热处理后应测量焊缝及热影响区的硬度值,其硬度值不宜大于母材的。测量比例为。硬度检查超过规定值或热处理后进行返修的焊缝应重新进行热处理。
中国石化集团第五建设公司
管道焊缝焊后热处理工艺卡
FCC13-09B
工程名称
工程编号
分部、分项工程名称
工
艺
要
求
1.管道线号,管道材质,规格,焊缝号。
2.焊缝焊后热处理方法,热处理温度,恒温时间,
加热范围。
3.加热温度升至400℃以上时,加热速率不应大于℃/h,恒温后的冷却速率不应大于℃/h,400℃以下可自然冷却。