作业指导书16-27
杆塔组装作业指导书

作业指导书杆塔组立+++++++++++++++++++++++公司+++++++++++++++++++++++++++项目经理部编制:2010年09月26日执行:2010年10月30日审批页批准:年月日审核:年月日编写: 年月日1总则1。
1 为了在送电线路杆塔组立施工中,能认真执行国家规范,做到技术先进,经济合理,安全适用,确保实物质量及内业资料完备。
编制本作业指导书.1.2铁塔采用外拉线抱杆单件吊装组立铁塔的原理1。
2.1利用铁塔的结构特点,如铁塔一般是由角钢和螺栓连接而成的框架结构,由四根主角钢组成正方形断面或矩形断面.1.2.2首先用外拉线抱杆把铁塔底层一段组装起来,固定在基础上。
1.2.3将外拉线抱杆提升,使抱杆固定在已经组装好的一段铁塔主材上(一般应固定在脚钉腿上),再组装上一段铁塔。
1。
2。
4这样使用一副外拉线抱杆就能把一基铁塔各部件吊装组成,按照由底部至头部的顺序,将铁塔组立起来。
1.2.5此种施工方法,抱杆的长度只需满足吊装全铁塔最高一段的要求。
故组立本工程铁塔抱杆只需6~8米,使组装设备轻巧,安装简单迅速。
1.3。
进行施工时,除应遵守本作业指导书外,尚应遵守国家现行有关标准、规范的规定。
2适用范围2。
1本作业指导书适用于国华爱依斯风电场110千伏线路接入系统工程杆塔组立施工。
2.2指导及时完成内业资料及满足投产标要求.3作业任务:3。
1铁塔施工前必须先完成基础转序工作。
3.2核对铁塔档距,塔型,呼称高及基础尺寸。
3.3根据施工的总体安排组织塔料的大运,将塔料由材料站运至离塔位最近的地方,集中堆放或分散堆放。
3。
4 为便于组塔选料速度快,组塔前先进行分料,核对塔料编号及螺丝是否齐全,并将缺件情况及时反馈到材料部门。
3.5将分点完的塔料进行地面试组装。
3。
6进行现场布置,包括地锚坑的挖设,抱杆及拉线的连接,起吊系统的布置。
3。
7现场布置完毕后进行抱杆的起立。
3。
8进行塔件的吊装.3.0根据吊件的高度提出升抱杆.3.10塔身部吊装完毕后,要进行塔头部分的吊装,由于塔型不同,塔头部的吊装有所不同.3。
(最全)化学实验室作业指导书
作业指导书文件名称:化验室检验手册文件编号:拟制:日期:审核:日期:批准:日期:版号:C分发号:有限公司目录1.概况(1)质量方针及目标--------------------------------------------1(2)执行标准--------------------------------------------------1(3)人员构成情况----------------------------------------------2(4)主要监视和测量装置情况------------------------------------3(5)主要检验项目及周期----------------------------------------62.职责和权限-----------------------------------------------------83.工作要求-------------------------------------------------------94.奖金分配制度---------------------------------------------------105.考核制度(1)考核表----------------------------------------------------11(2)工作分工表------------------------------------------------14(3)月考核表--------------------------------------------------16(4)奖金分配表------------------------------------------------17(5)记录------------------------------------------------------186.安全操作规程---------------------------------------------------207.设备仪器操作规程(!)光度计操作规程--------------------------------------------23(2)分析天平操作规程------------------------------------------25(3)PH计操作规程----------------------------------------------26(4)冰箱操作规程-----------------------------------------------27(5)干燥箱操作规程-------------------------------------------- 27(6)水浴锅操作规程---------------------------------------------29(7)色度仪操作规程---------------------------------------------30(8)蒸馏水器操作规程-------------------------------------------30(9)红外水分仪操作规程-----------------------------------------31 (10)显微镜操作规程--------------------------------------------31(11)x计操作规程--------------------------------------------32(12)电子天平操作规程------------------------------------------33(13)x计操作规程--------------------------------------------35(14)净化工作台操作规程----------------------------------------37(15)x操作规程--------------------------------------------38-1(16)x操作规程--------------------------------------------38-1(17)空调扇操作规程--------------------------------------------38-2(18)手提式蒸气消毒器操作规程----------------------------------38-3 (19)自动分析仪操作规程----------------------------------------38-7(20)x作规程--------------------------------------------38-9(21)x操作规程----------------------------------------38-10(22)x器操作规程----------------------------------------38-12(23)x器操作规程----------------------------------------38-14(24)x器操作规程----------------------------------------38-158.设备仪器管理制度--------------------------------------------------399.溶液配制及标定(1)氢氧化钠溶液配制及标定---------------------------------------39 (2)盐酸溶液配制及标定-------------------------------------------41(3)硫酸溶液配制及标定-------------------------------------------44(4)硫代硫酸钠溶液配制及标定-------------------------------------46(5)碘溶液配制及标定---------------------------------------------48(6)x溶液配制及标定-------------------------------50(7)x溶液配制及标定-------------------------------------------52(8)一般溶液配制-------------------------------------------------54(9)配置溶液的一般要求-------------------------------------------5410.样品试验方法-----------------------------------------------------5511.附表:化验室记录清单名称使用者编号保存时间备注序号1 原辅料检验报告单化验员2 检验报告单化验员3 检验报告单化验员4 检验报告单化验员5 成品检验报告单化验员67 化验员8 化验员9 化验员10 化验员11 化验员12 化验员13 化验员14 化验员15 化验员16 溶液配制及标定记录化验员17 化验员18 设备台帐主任19 交接班记录化验员20 内检记录登记本主任21 外检记录登记本主任22 设备保养记录化验员23 化验员24 质量记录处理审批单主任25 化验员序名称使用者编号保存时间备注号26 化验员27 化验员28 化验员29 化验员30 化验员31 报送化验单原始记录化验员323334一、概况:(一)公司质量方针、目标:1.方针:质量方针理解要点:2. 质量目标:(二)执行标准:(三)人员构成情况:人员构成表序号姓名性别出生年月学历从事x化验时间职称职务上岗证号(四)主要监视和测量装置情况:主要监视和测量装置统计表序号名称数量型号精度生产厂家出厂日期备注38主要监视和测量装置检定/校准、保养计划表序号名称校准周期检定校准单位保养方式保养(校准)人29(五)主要检验项目及周期:主要检验项目及周期项目检验内容取样点检验部门检验周期判别依据二、职责与权限(一)主任职责与权限a) 制订检验项目及周期b) 组织实施对原辅料、半成品、成品的监视和测量、分类、标识;c) 对产品的监视和测量进行控制、管理检验印章;d) 组织对检验人员进行培训和资格考核;e) 有权对化验人员工作进行调整、有奖金的分配权、有对本部门100元以内的处罚权,有三天以内的停工权(停工按旷工计)。
电镀作业指导书
电镀作业指导书文件名称: 版本—修订: 文件状态: 电镀作业指导书文件编号: 页码:1/21. 电镀工艺流程除油除锈“二合一” 水洗中和原材料验收钝化出光水洗电镀水洗质检喷涂2. 原材料的检验由五金车间转来的半成品需经过检验方可进入电镀工序。
要求: 工件表面无毛刺、披锋〜焊缝处焊渣清除干净并打磨光滑〜管件焊接处无裂纹及焊穿现象。
盲管件应打有工艺孔〜方便渗入管内的液体流出。
工件表面有油漆〜树脂等污物及过厚的锈蚀产物应在入槽前除去。
3. 镀锌操作规程3.1 除油除锈“二合一” :将工件浸没入槽液中〜具体时间依据工件结构〜表面锈蚀程度及槽液浓度而不同〜以除净表面锈迹为准。
浸泡过程中应翻动工件数次〜同时观察锈蚀去除情况并防止过腐蚀的发生〜局部有过厚的锈蚀产物可用钢丝球、砂纸等打磨除去〜工件表面完全呈现出均匀灰白色基体颜色时即将其取出。
3.2 水洗:工件移入流动水洗槽清洗时不断抖动工件, 保持与水的相对运动。
细长管件采用强制灌洗以保证清洗效果。
提出工件待余液流尽后尽快移入中和槽〜过程中可观察其表面水膜是否完整连续以判定前道工序的除油效果。
3.3 中和:用以中和水洗后工件上未洗净的酸液以免带入污杂镀液。
并可用来保存镀前水洗后的工件以防二次返锈。
注意使工件表面完全浸润。
3.4 电镀:341根据工件面积及复杂程度确定电流强度及时间。
一般电流100-600A〜时间5-15分钟2不等〜保持电流密度在0.5-3.0A/dm的工艺范围内;3.4.2 大面积工件及结构复杂件入槽后可采用1.5-2 倍正常电流冲击1-1.5 分钟后以小电流施镀. 可保证镀层的均匀覆盖;3.4.3 装挂时应注意阴阳极间距离的调整, 同时装挂多件时需注意工件的大小搭配以免造成局部过高或过低的电流密度, 注意控制短件电镀时间,及时取出防止镀层过厚。
广州同欣康体设备有限公司文件名称: 版本—修订: 文件状态:电镀作业指导书TITLE ISS-RET 01 DOC.STATUS 文件编号: 页码:DOC.REF 2/2 SC-D-083.5 水洗:洗净工件上残余镀液, 注意事项同上道水洗。
装配作业指导书

作业指导书INSTRUCTION型号:xxxx内容:装配指导版本:A00结构件安装1. 先安装固定边框左,右,用12颗M3*6平弹垫组合螺钉按A B C D E F G H I J K L 顺序锁付;2. 安装连接件上,下,用16颗M4*6平弹垫组合螺钉按1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16顺序锁付;3. 安装固定边框上,下,用16颗M4*4十字槽沉头螺钉按M N O P Q R S T U V W X Y Z Z1 Z2顺序锁付;4. 安装电子座,用5颗M3*6十字槽沉头螺钉按17、18、19、20、21顺序锁付;5. 安装壁挂支架,用8颗M3*6平弹垫组合螺钉按22、23、24、25、26、27、28、29顺序锁付;6. 安装电源固定板,用4颗M3*6平弹垫组合螺钉按30、31、32、33顺序锁付;7. 安装电源板,用4颗M3*6平弹垫组合螺钉按34、35、36、37顺序锁付;8.安装AD 板,用6颗M3*6平弹垫组合螺钉按38、39、40、41、42、43顺序锁付;副班主板连线D1. 安装AD 端口右用2颗M4*10十字槽沉头螺钉锁付;2. 安装AD 端口下用2颗M4*10十字槽沉头螺钉锁付;3. 安装固态继电器,用2颗M3*8平弹垫组合螺钉锁付;4. 安装电源开关组件,船型开关标识(左零右一),用2颗M3*8组合仪表螺钉锁付;5. 安装AD 板,用6颗M3*8平弹垫组合螺钉锁付;6. 安装副板用2颗M3*8平弹垫组合螺钉锁付;7. 连接主副板连接线(MIC TVE.MSV69XDT.4与副板,200mm) (A-A 位置连接到CON44)8. 连接主副板连接线(分量 TVE.MSV69XDT.4与副板,200mm )(B-B 位置连接到主板CON10) 9. 连接主副板连接线(AV TVE.MSV69XDT.4与副板,250mm )(C-C 位置连接到主板CON15) 10. 连接主副板连接线(VGA TVE.MSV69XDT.4与副板,200mm )(D-D 位置连接到主板CON18) 11. 连接主副板连接线(AUDIO TVE.MSV69XDT.4与副板,200mm )(E-E 位置连接到主板CON13) 12. 连接USB ,连接到主板CON34) 13 . G (VGA2)连接到主板CON19)(附件)副板连接主板图12345AABBC CDDEE FFGG连接USB / HDMI主副板连接线1. A USB 连接到主板 (A 位置CON27)2. B USB 连接到主板(B 位置CON33)3. C HDMI 主副板连接线(HDMI TVE.MSV69XDT.4与副板,200mm )连接到主板(C 位置CON37)转接板 / 遥控按键线AABBCCB 锁地位置1. 安装转接板,用4颗M3*8平弹垫组合螺钉锁付;2. 连接遥控按键线(按键转接线,TVE.MSV69XDT.4与51 board touch 板,50mm )(A-B-C 位置)注意:D 位置线连接在芯片34引脚上)作 业 指 导 书1AB C DINSTRUCTION从你我做起!注意:确认线材锁付紧固;版序变更ABC D1. 插PC 电源板红色线连接到固态继电器“2”位置;2. 插电源板红色线连接到固态继电器“1”位置;3. 将主板电源板连接线,右起第4P (黑色)第6P (黄色)挑出;黄色连接到固态继电器“+3”位置;黑色连接到固态继电器“-4”位置;作 业 指 导 书21INSTRUCTION从你我做起!注意:确认插接紧固;版序变更PC主板部件安装ABPC盒组装1. 安装电脑主板用4颗M3*8平弹垫组合螺钉锁付;2. 安装硬盘(2.5寸500GB,串口)用4颗M3*8平弹垫组合螺钉锁付;(将硬盘固定架安装在硬盘上,用4颗M3*8平弹垫组合螺钉锁付;) 3. 安装电源用4颗M3*8平弹垫组合螺钉锁付; 4. 插接PC 按键线(A-A1位置) 5. 插接电源板连接线(B-B 位置) 6. 插接硬盘供电线(C-C 位置) 7. 插接硬盘数据线(D-D 位置)8. 插接USB(一分为二) 主板端E 位置安装PC 电器盒/理线123AA1BBCCDDE1. 安装电源板屏体连接线(主线)(A 为面板端口,B 为电源板CON2端口,C 为主板CON3接口);2. 安装屏线,(D 为面板接口,E 为板卡CON6端口);3. 安装主板电源板连接线,(F 为电源板CON4端口,G 为AD 板卡CON7端口);主板电源板连接线红色线锁付在继电器“+3”位置上,黑色线锁付在继电器“4-”位置上; 4. 安装232控制线,(H 为触摸转接板TOUCH 端口,另一端插接在触摸小板上); 5. 安装遥控线,(I 为触摸转接板) 6. 插接PC 电源供电线J 位置;7. 插接喇叭线K 位置,板卡CON42; 8. 插接电源板供电线K 位置;作 业 指 导 书INSTRUCTION从你我做起!机 种 站 别面板边框粘贴防尘泡棉作业代码A 建档日期制 表核 准版 序A00ABC DEFGHI JK K次序操作步骤说明1 在面板边框四周粘贴2层防尘泡棉;2 将面板CELL擦拭干净,无灰尘无手印;345 注意:注意泡棉不允许粘贴到面板CELL组装简图版序变更CONTROLLIST图号 1 2 3 4 5 6料号防尘泡棉20宽规格说明注意事项!工具用品作业指导书INSTRUCTION从你我做起!机种站别安装玻璃/玻璃压条作业代码 A建档日期制表核准版序A00 次序操作步骤说明1 安装玻璃压条上下,分别用10颗M4*4十字槽沉头螺钉按A B C D E F G H I J顺序锁付;2 安装玻璃压条左右,分别用8颗M4*4十字槽沉头螺钉按K L M N O P Q R 顺序锁付;3 45 注意: 确认锁付紧固;组装简图版序变更 CONTROL LIST图号1 23456料号规格 玻璃压条上玻璃压条下玻璃压条左玻璃压条右M4*4十字槽沉头螺钉说明注 意 事 项 !工具用品作 业 指 导 书INSTRUCTION从你我做起!机 种 站 别安装后壳/铝把手/维修盖板作业代码A 建档日期制 表核 准版 序A00次序 操 作 步 骤 说 明1 安装后壳,用18颗M4*4十字槽沉头螺钉按A B C D E F G H I J K L M N O P Q R 顺序锁付;用4颗M3*6十字槽沉头螺钉按S T U V 顺序锁付;锁付后壳螺钉用4颗M4*6盘头螺钉按W X Y Z 顺序锁付; 2锁付壁挂螺钉,用4颗M6*15平弹垫组合螺钉按1234顺序锁付;A BCDEF GHIJKL M NO P Q R3 安装维修盖板,用4颗M3*6十字槽沉头螺钉按5678顺序锁付;4 安装铝把手,用4颗M6*15平弹垫组合螺钉(黑色)按9、10、11、12顺序锁付;5 注意: 确认锁付紧固;组装简图版序变更 CONTROL LIST图号1 23456料号规格 后壳铝把手M6*20平弹垫组合螺钉(黑色)M4*10盘头螺钉M4*10十字槽沉头螺钉维修盖板说明注 意 事 项 !工具用品电动螺丝起子作 业 指 导 书INSTRUCTION从你我做起!机 种 站 别粘贴后铭牌及端口贴纸作业代码A 建档日期制 表核 准版 序A00次序 操 作 步 骤 说 明1 粘贴后铭牌(A 位置)2 粘贴端口贴纸;(BCD 位置)3 45注意:不允许出现倾斜、气泡、起翘等不良;A B E CDFGH IJKLMNOPQRS T UV W XYZ123 45 6 789 10 11 12组装简图版序变更 CONTROL LIST图号 1 23456料号规格 后铭牌交互式端口贴纸长端口贴纸短电源端口贴纸(宽)说明注 意 事 项 !工具用品作 业 指 导 书INSTRUCTION从你我做起!机 种站 别安装型材/触摸PCB作业代码A 建档日期制 表核 准版 序A00次序 操 作 步 骤 说 明1 安装型材部件(含滤光条)上下用8颗M4*10十字槽沉头螺钉锁付;2 安装型材部件(含滤光条)左右用6颗M4*10十字槽沉头螺钉锁付;3 将调试合格的触摸PCB 安装在型材中;4 安装型材拐角,每个拐角用4颗M4*10十字槽沉头螺钉锁付; 5注意: 确认锁付紧固;AAB DC组装简图版序变更 CONTROL LIST图号 1 2345678料号规格 前框型材上下前框型材左右IR 透镜M4*10十字槽沉头螺钉IR 拐角USB 拐角普通拐角导光按键盖说明注 意 事 项 !工具用品电动螺丝起子作 业 指 导 书INSTRUCTION从你我做起!机 种站 别老化测试/粘贴认证标签作业代码A 建档日期制 表核 准版 序A00次序 操 作 步 骤 说 明1 测试合格后将认证标签粘贴在后铭牌空白区域(A-B )23 45注意:USB 拐角 IR 拐角普通拐角。
锥管内螺纹(喉牙)加工标准作业指导书
2°D/S
C
A
引导锥角度:118°
——版本所有 * 未经书面认可 * 不得复制 * 违者必究——
第5页共9页
标准名称:
锥管内螺纹(喉牙)加工标准
(钻床工艺标准)
工艺技术标准
文件编号:MJS-DRILL-B-0002 版 本 号:01
4.2.4 锥管内螺纹底孔加工规范: 〈1〉 锥度底孔的加工 加工锥管内螺纹(喉牙)锥度底孔时应使用上图中修磨好的锥度刀加工, 在铣床或钻床上
2.5P 8P 10.5P 3P 13.5P
2.5P 6.5P 9P
3P
12P
2.5P 7P 9.5P 5P 14.5P
2.5P 7P 9.5P 5P 14.5P
2.5P
2.5P
2.5P
4.3.3 管螺纹攻丝加工方法及工艺 <1>.准备工作
a.攻丝前要根据图纸要求确认是 BSPT 或是 NPT 标准锥管内螺纹,并选择相应标准规格的丝 攻,以免牙型弄混而出错;
锥管内螺纹(喉牙)加工标准
(钻床工艺标准)
工艺技术标准
文件编号:MJS-DRILL-B-0002 版 本 号:01
攻丝深度要合适,否则会影响喉塞旋入的深度和松紧程度,甚至影响锥管内螺纹(喉牙)的密封 性,具体尺寸可参考 4.3.2 锥管螺纹攻丝丝锥的修磨中的<2>.丝锥(二攻)的长度选择对照表。
<2>.攻丝工艺方法的选用和操作规范 a.气动攻丝工艺的选用原则 为了保证攻丝质量和效率,尺寸在 3/8 以下的锥管内螺纹(喉牙)可配合使用气动攻丝机
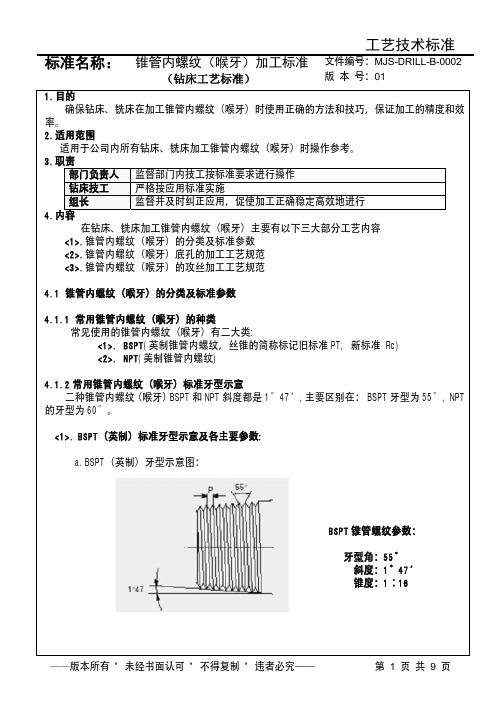
4.1.1 常用锥管内螺纹(喉牙)的种类 常见使用的锥管内螺纹(喉牙)有二大类: <1>. BSPT(英制锥管内螺纹,丝锥的简称标记旧标准 PT, 新标准 Rc) <2>. NPT(美制锥管内螺纹)
标准化作业指导书(快切装置)-深圳国立
快切装置作业指导书新疆众和热电公司2014年8月编写: 审核: 批准:快切装置作业指导书――检验作业指导书一、范围本作业指导书适用于热电公司快切装置保护装置现场检验工作。
二、规范性引用文件《中国南方电网继电保护及二次回路验收规范》《中国南方电网继电保护反事故措施汇编》DL/T 995-2006《继电保护和安全自动装置检验规程》三、支持文件热电公司快切装置-装置说明书施工图、调试报告。
四、危险点分析序号危险点控制措施1 核对设备编号,做好隔离措施,防止走错间隔造成保护误动或高压触电2 防止图实不符误跳运行设备3 交叉作业、配合作业过程中,防止相互误伤4 防止漏拆、误拆、漏恢复、误恢复5 防止措施不当误跳运行设备6 防止电流二次回路开路或电压二次回路短路7 防止电压回路通电造成反充电8 防止表计量程选择不当造成误跳运行设备五、作业准备5.1、工期计划工作时间自年月日时分至年月日时分5.2工作准备序号内容标准备注1 根据具体验收工作要求,进行人员安排和任务分工2 根据验收任务内容,工作人员熟悉验收内容、进度要求、作业标准、安全注意事项要求所有工作人员熟悉掌握各自的工作任务和整个验收工作内容、进度要求、作业标准及安全注意事项3 根据验收任务内容,制定验收方案;编制验收检验作业指导书;改扩建工程应落实工作票5.3 仪器仪表及工器具5.3.1 仪器仪表序号名称规格型号单位数量检查齐备、合格完成“√”1 绝缘测试仪1000V档只 12 继电保护三相试验仪DW30AONLLY 460台 13 校验仪测试线电流电压及信号根20钳形相位表相位量限:360°分辨率:1°精度1级电流量限:200mA/2A/10电压量限:200/500V只 14 数字式万用表FULK15B 块 15.3.2 工具序号名称规格型号单位数量检查齐备合格完成“√”1 多用电源插座或单相三线电缆盘220V/10A 只2 个人工具箱(含专业工具)个 23 串口数据线根4 毛刷 1.5"把5 绝缘胶布卷若干6手套纱布付若干7记号笔支 1 85.3.3 技术资料序号名称单位数量检查齐备合格完成“√”1 快切装置柜组屏设计图套 12快切装置定值单份 13 快切装置使用说明书份 14 现场作业指导书(试验报告)份 1六、设备基础信息6.1、设备主要技术参数设备名称生产厂家保护屏型号出厂编号生产日期投运日期快切屏上主要设备序号名称及型号主要参数1234 打印机LQ-300K+II6.2、保护软件版本号及校验码要求:软件版本和程序校验码应填入下面的表格做记录,并与设计要求一致。
铁路行车岗位标准化作业指导书(调车长)
铁路行车岗位标准化作业指导书(调车长)目次1.岗位描述 (2)1.1 任职资格 (2)1.2岗位职责 (3)1.3岗位关联图 (4)1.4岗位安全风险及控制措施 (5)1.5岗位安全红线 (6)2.岗位主要使用设备 (8)3.岗位作业要求 (9)3.1岗位要求 (9)3.2礼仪要求 (9)3.3着装要求 (9)3.4接班要求 (10)3.5班中作业要求 (10)3.6交班要求 (14)4.岗位作业流程 (15)4.1作业流程图 (15)4.2作业程序 (16)5.应急处置 (21)5.1应急预案 (21)5.2应急处置 (21)6.关于本作业指导书的说明 (27)1.岗位描述1.1 任职资格1.1.1职业道德遵纪守法,爱岗敬业,服从指挥,团结协作。
1.1.2文化水平具有高中(或同等学历)及以上文化程度。
1.1.3专业要求具有运输专业中等职业教育(中专、中技、职高)毕业或经1年及以上专业培训并取得合格证书。
1.1.4职业资格具有中级及以上职业资格证书和《铁路岗位培训合格证书》。
1.1.5工作经历从事连接员2年及以上。
1.1.6基本技能要求⑴.严格执行《技规》、《行规》、《铁路调车作业标准》、《站细》、《铁路车站行车作业人身安全标准》等有关规定。
⑵.严格按规定接收、传达、变更调车作业计划,并做到及时、准确。
⑶.作业前认真检查及试验无线调车灯显设备,确认状态良好。
⑷.手信号显示位置适当、正确及时、横平竖直、灯正圈圆、角度准确、段落清晰;使用无线调车灯显设备作业时,正确及时、信号准确、用语标准、吐字清晰;显示溜放信号前,必须先确认调车信号开放和手制动机良好信号。
⑸.正确观速观距、掌握好调车速度,误差不超过有关规定。
⑹.在调车计划时间内完成解编取送作业。
⑺.严格交接班制度。
⑻.确保调车作业人员的人身安全和调车安全,无任何责任事故,无严重违章违纪,无路风事件。
⑼.认真执行电气化铁路安全规则。
1.2岗位职责1.3岗位关联图1.4岗位安全风险及控制措施1.5岗位安全红线1.5.1公共部分⑴.当班打牌、饮酒、脱岗、睡觉;违反规定在作业过程中使用手机,在铁路建筑限界范围内使用手机,工作时间内利用手机等电子设备听歌、看视频、打游戏、上网、炒股等与工作无关的活动。
模具使用的作业指导书模板.pptx
次,加入后来会抽动数次,防止烧伤卡死∖
20、操作过程中,发现料头粘前模时,严禁用钳子去夹料头,以防用力过大碰伤模腔(正确方法是把机台射台 退出,用铜棒从浇口套处敲出料头。
模具在使用过程中保管
21、没用于生产的模具,按编号整齐摆放于模架上;
6、接冷却水时,应先把模个闭合,严禁碰撞抽芯滑块 或不规范操作。 7、调节机台顶针时,应把行程调至刚好顶出产品为宜,不得顶出太长,以防对模具造成损伤。
8、对顶针需弹簧复位的模具,一律要按微动开关或装置机械保护装置,以确保顶针能安全复位;在生产时,顶 针在未完全复位的情况下严禁闭模生产。
9、调试产品时,应先用30%的压力与速度开始注射充模,再逐渐增加压力与速度;任何模具在进入正常生产前
朝上摆放于模具放置区。
13、预热时,要将顶针合部退回模内(不要闭合过紧);进行均匀加热,切忌点式加热,容易造成模具退火。
14、未合模的情况下,严禁机台前进抵撞前模,以免把前模撞松动或撞掉。
异常情况处理
15、在操作过程中,作业员每生产一模产品,都要确保模具内无遗留物品后,方可闭模,发现异常及时反映给 主管人员。
16、在操作过程中发现粘模,应把产品取出方可合模生产,严禁模腔带遗料生产。
17、粘模后,不得用铁器敲打模腔,应选择专用铜棒撬出产品;正确方法为:把铜棒紧贴模面,撬出产品(严 禁以模具的分型面为支点来撬产品I
18、操作过程中,如出现深腔粘料,禁用金属器物敲打(正确方法是将铁线烧红后,插入堵塞位置,冷却后拔 出,从而带出所粘铝料\
22、模具于批量完成后应立即检验确认,正常则入库,异常则立即报修,如需外发修理的模具,由车间主管填写《 设备夕M修单》,经经理批准后,安排外发修理,严禁无单发货。
铁塔作业指导书
沁水城东110KV-里必煤业新建35KV变35KV送电线路工程组塔施工作业指导书山西鑫众和电力贸易有限公司2012年6月批准:年月日审核:年月日编制:年月日一、工程概况本工程分别有A线、B线及其支线组成总长22.32KM。
A线及其支线为单回路,路径长度为10.81KM,其中支线:支一(Aa)路径长度(单回)0.178KM,支二(Ab)路径长度(单回)1.32KM.B线及其支线为单回路,路径长度为11.51KM,其中支线;支一(Ba)路径长度(单回)1.43KM,支二(Bb)路径长度(单回)0.86KM,支二(Bc)路径长度(单回)0.33KM。
本工程使用铁塔106基,直线塔39基,耐张塔63基,T接塔4基。
二、杆塔设计2.1 杆塔设计依据2.1.1 《66kV及以下架空电力线路设计规范GB 50061-2010》2.1.2 《架空送电线路杆塔结构设计技术规定 DL/T 5154-2002》2.1.3 《架空送电线路钢管杆设计技术规定 DL/T 5130-2001》2.1.4 《110kV~750kV架空送电线路设计规范 GB 50545-2010》2.2 杆塔荷载本工程规划使用的铁塔均满足《架空送电线路杆塔结构设计技术规定 DL/T 5154-2002》中有关荷载的规定和铁塔使用荷载条件的要求。
2.3 塔型本工程的导线型号为LGJ-185/30,LGJ-95/20,LGJ-240/30,地线为GJ-50,GJ-35 ,导线及地线的荷载较大,由于甲方的设计要求,本线路部分线段采用电杆(导线型号为LGJ-185/30,LGJ-95/20,LGJ-240/30,地线为GJ-50,GJ-35),线路中所用的铁塔为《国家电网公司输变电工程典型设计 35KV输电线路分册》中的典型设计铁塔。
2.3.1 杆塔技术条件铁塔技术条件一览表序号塔型呼称高(m)设计档距(m)转角度数气象条件水平垂直风速(m/s)覆冰(mm)1 Z1 12-30 300 450 0°30 102 Z2 12-30 450 700 0°30 103 Z3 12-36 600 900 0°30 104 J1 12-24 300 450 0°-20°30 105 J2 15-24 300 450 20°-40°30 106 J4 12-24 300 450 60°-90°30 107 SJ4 24 300 450 60°-90°30 108 JT 12-18 300 450 90°30 102.3.2 杆塔型号、基数及数量①本工程使用的杆塔型号及数量如下:序号塔型呼称高(m) 基数单重(t) 总重(t)1 Z1-12 12 1 1.5348 1.53482 Z1-15 15 2 1.8394 3.67883 Z1-18 18 1 2.1009 2.10094 Z1-21 21 1 2.4618 2.46185 Z1-24 24 2 2.78 5.566 Z1-27 27 3 3.2878 9.86347 Z1-30 30 3 3.7137 11.14118 Z2-12 12 3 1.6759 5.02779 Z2-15 15 1 2.0229 2.022910 Z2-21 21 1 2.7748 2.774811 Z2-24 24 1 3.1487 3.148712 Z2-30 30 2 4.1122 8.224413 Z3-12 12 4 1.8764 7.505614 Z3-15 15 3 2.2323 6.696915 Z3-21 21 1 3.0928 3.092816 Z3-24 24 1 3.5332 3.533217 Z3-30 30 1 4.7443 4.744318 Z3-33 33 3 5.2619 15.785719 Z3-36 36 5 6.0235 30.117520 J1-12 12 3 2.8627 8.588121 J1-15 15 2 3.441 6.88222 J1-24 24 2 5.1802 10.360423 J2-15 15 1 3.7764 3.776424 J2-21 21 1 4.947 4.94725 J2-24 24 3 5.4449 16.334726 J4-12 12 1 3.5505 3.550527 J4-15 15 2 4.3199 8.639828 J4-18 18 1 4.9272 4.927229 J4-21 21 1 5.6959 5.695930 J4-24 24 1 6.356 6.35631 SJ4-24 24 1 11.380 11.38032 JT-12 12 1 4.2548 4.254833 JT-15 15 1 4.8241 4.824134 JT-18 18 4 5.4802 21.920835 电缆支架16.5CDD AAB(大号侧)36 等长横担8.6 采购塔型总基数和总重量106465.9塔型及单基钢材量详见附表《全线杆塔型式一览图》。
环境监测质量体系文件--作业指导书(环境空气自动监测分册)
目录目录环境空气质量评价城市点布设及管理规程1.目的为规范环境空气质量评价城市点的布设,明确点位增加、变更、撤消要求,规定点位管理程序。
2.适用范围适用于环境空气质量评价城市点的布设、增加、变更、撤消、审批等管理。
3.点位布设3.1 定义环境空气质量评价城市点,是以监测城市建成区的空气质量整体状况和变化趋势为目的而设置的监测点,参与城市环境空气质量评价。
其设置的最少数量由城市建成区面积和人口数量确定。
每个环境空气质量评价城市点代表范围一般为半径500 米至4 千米,有时也可扩大到半径 4 千米至几十千米(如对于空气污染物浓度较低,其空间变化较小的地区)的范围。
可简称城市点。
3.2 点位数量要求各个城市环境空气质量评价城市点的最少数量应符合表1 的要求。
按建成区城市人口和建成区面积确定的最少监测点位数不同时,取两者中的较大值。
表 1 环境空气质量评价城市点设置数量要求3.3 布设原则城市点的布设要保证点位具有代表性、可比性、整体性、前瞻性和稳定性的原则,其中代表性、可比性是质量控制的重点。
(1)代表性:具有较好的代表性,能客观反映一定空间范围内的环境空气质量水平和变化规律,客观评价城市、区域环境空气状况,污染源对环境空气质量影响,满足为公众提供环境空气状况健康指引的需求。
(2)可比性:监测点设置条件尽可能一致,各个监测点获取的数据具有可比性。
(3)整体性:环境空气质量评价城市点应考虑城市自然地理、气象等综合环境因素,以及工业布局、人口分布等社会经济特点,在布局上应反映城市主要功能区和主要大气污染源的空气质量现状及变化趋势,从整体出发合理布局,监测点之间相互协调。
(4)前瞻性:应结合城乡建设规划考虑监测点的布设,使确定的监测点能兼顾未来城乡空间格局变化趋势。
(5)稳定性:监测点位置一经确定,原则上不应变更,以保证监测资料的连续性和可比性。
3.4 布设要求(1)位于各城市的建成区内,并相对均匀分布,覆盖全部建成区。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
山东沃森橡胶有限公司 斜交轮胎作业指导书 技术 山 东 沃 森 橡 胶 有 限 公 司
胎面刷毛、接头工艺作业指导书
文件编号: QC/WS-JS-02-16 受控状态: 受控 持有部门: 技术部 分 发 号: 01
编制:技术部 审核:周强 批准:李剑刚 发布日期:2014-10-10 实施日期:2014-10-11 2
胎 面 刷毛、接 头 工 艺作业指导书
一、使用设备:刷毛机、压头机。 二、工艺条件: (1)室温不低于18℃。 (2)胎面停放时间2-72小时。 (3)接头机风压不低于0.4Mpa。 三、质量标准: (1)胎面内外表面无水,无油污,无胶疙瘩,无杂物、无破损等。 (2)接头要平整、压实、无脱开现象。冠部凸出高度及中心线偏歪值不大于3㎜,胎侧搭头不超过25㎜。 (3)接头后的胎面筒存放时间0.5-4小时。 (4)刺毛均匀。 四、操作要点: (1)胎面按先后顺序使用,刺毛前要查看菲子:胎面规格、数量、压出日期及外观质量,抽查胎面重量,如有不合格品返回上道工序。 (2)在压出转来的菲子上填写接头操作人、数量和接头日期,交给车间主任按月份分别保管。 (3)接头时对准胎冠中心线,接头平整,压实,不得翘起,轻卡胎以上胎面压头时间不少于30秒,可反复缓冲几次,以便压实。 (4)接好的胎筒要挂在架子上,做到不粘连无折子。 3
山东沃森橡胶有限公司 斜交轮胎作业指导书 技术 山 东 沃 森 橡 胶 有 限 公 司
裁断工艺作业指导书
文件编号: QC/WS-JS-02-17 受控状态: 受控 持有部门: 技术部 分 发 号: 01
编制:技术部 审核:周强 批准:李剑刚 发布日期:2014-10-10 实施日期:2014-10-11 4
裁 断 工 艺 一、使用设备:卧式裁断机 一台 立式裁断机 一台 二、工艺条件: (1)室温不低于18℃。 (2)压延后的胶布停放时间不少于2小时,不多于72小时。 (3)垫布不整理不准使用,整理好的垫布一律放在架子上,不准落地。 (4)垫布要保持清洁,定期清洗。卷取整齐、平整。 三、质量标准: (1)帘布裁断的角度,宽度及帘布规格必须符合施工标准。 (2)大头小尾﹤4㎜;接头出角﹤3㎜; (3)帘布裁断宽度公差:500mm以下±3mm;501-1500 mm±5mm;1501mm以上±8mm.帘布角度公差±0.5º. (4)帘布、网布表面不得有缺胶、劈缝、打弯、自硫胶疙瘩、折子、杂物等质量缺陷。 (5)垫布要垫整齐,胶帘布不准露在垫布外边。
四、操作要点: (1)开车前认真检查设备运转是否正常,准备好生产所用工器具,并认真检查交接班的大卷帘布的菲子:帘布规格所用胶料和压延日期与实际要求是否相符。 (2)在压延转来的菲子上填写裁断规格、班次和日期,交给车间主任按月份分别保存。 (3)裁断时按施工标准定好角度和宽度,裁断大卷布按先后顺序使用,开始或更换帘布角度、宽度时,头三张帘布要逐张检查,核对角度和宽度,裁断过程中也要经常检查。 (4)裁刀要锋利,防止裁出的帘布边成锯齿状。 (5)按规格使用垫布,要把布摆平放正,帘布不得露在垫布外边。 (6)遇有帘线露白时,应用同规格的胶片或胶糊补好,对劈缝、胶疙瘩、弯曲等质量缺陷的帘布应撕掉。 (7)上大卷帘布时要互相配合,相互照应,听从主机手指挥,在卷帘布时需缠紧再开机,不得边开机边缠绕,遇有粘接的帘布应停机整理,以免发生意外。
5
山东沃森橡胶有限公司 斜交轮胎作业指导书 技术 山 东 沃 森 橡 胶 有 限 公 司
贴胶工艺作业指导书
文件编号: QC/WS-JS-02-18 受控状态: 受控 持有部门: 技术部 分 发 号: 01
编制:技术部 审核:周强 批准:李剑刚 发布日期:2014-10-10 实施日期:2014-10-11 6
贴 胶 工 艺 作业指导书 一、工艺条件 (1)胶片存放时间2-72小时。 (2)室温不低于18℃。 二、质量标准: (1)胶片要贴正,胶片厚度公差±0.05㎜,宽度±5㎜,偏歪值≤20㎜。 (2)贴好的各种胶片无气泡、杂物、折子、自硫胶及其它质量缺陷。 (3)帘布大头小尾<4mm;接头出角<3mm;接头压线:贴油皮胶的一号帘布允许1-5根。 三、操作要点: (1)严格按照帘布规格要求使用胶片,随时检查胶片的宽度、厚度是否符合施工标准。 (2)胶片上架要摆正。 (3)拉胶片用力要均匀,不要过猛,严禁拉变形,打折。 7
山东沃森橡胶有限公司 斜交轮胎作业指导书 技术 山 东 沃 森 橡 胶 有 限 公 司
钢丝圈压出工艺作业指导书
文件编号: QC/WS-JS-02-19 受控状态: 受控 持有部门: 技术部 分 发 号: 01
编制:技术部 审核:周强 批准:李剑刚 发布日期:2014-10-10 实施日期:2014-10-11 8
钢 丝 圈 压 出 工 艺作业指导书 一、使用设备:钢丝圈压出机。 二、工艺条件: (1) 挤出机机身温度40±5℃,机头温度70-80℃。 (2)钢丝胶不能有疙瘩,严禁胶片落地。 三、质量标准: (1)卷成盘周长公差:ø22″以下,(+1,-0)㎜ ø24″以下,(+2,-0)㎜ (2)钢丝带公差:单层厚度:1.35±0.05㎜ 单层宽度:≥6股:±0.5㎜ ≤5股:±0.4㎜ 总 宽 度:≥6排:±0.7㎜ ≤5排:±0.5㎜ 搭头长度:100±10㎜
三、 操作要求: (1) 钢丝进入压出机前,表面无油污,无铁锈,无水迹。 (2) 压出的钢丝带排列整齐,不变形,不带水分。
(3) 钢丝圈要层层压实,搭头平整. (4) 开车前检查设备各部位情况,卷成盘周长是否符合标准。钢丝质量是否符合使用标准,使用工具是否齐全。 (5) 车钢轮每周清理一遍,毡垫无特殊情况每天更换一次。 (6) 挤出机预热达到温度以后,先开挤出机,再开钢丝牵引部分。 (7) 每换规格必须测量缠绕器尺寸。 (8) 钢丝搭头要用内包布(2х1挂胶网布)缠绕一周半缠紧,搭头不得翘起。 (9) 停机超过5分钟,机头、机身要降温,同时挤出机内的胶料要挤出,以防熟料。 (10) 发现口型磨损,挂胶过厚,应及时更换嘴子。 (11) 钢丝圈有露铜时要涂刷胶浆。 (12) 压出的钢丝圈要注明规格、数量和日期。 9
山东沃森橡胶有限公司 斜交轮胎作业指导书 技术 山 东 沃 森 橡 胶 有 限 公 司
包钢圈工艺作业指导书
文件编号: QC/WS-JS-02-20 受控状态: 受控 持有部门: 技术部 分 发 号: 01
编制:技术部 审核:周强 批准:李剑刚 发布日期:2014-10-10 实施日期:2014-10-11
10
包 钢 丝 圈 工 艺作业指导书:
一、 工艺条件: (1) 风压不低于0.4MPa。 (2) 室温不低于18℃。 二、 质量标准: (1)包布差级均匀,,宽窄相差不大于4㎜,不准齐边,搭头长度5-10㎜. (2)三角胶接头不脱开,不翘起。胶条、包布均须压牢、压实。包布无折子搭头要整齐。出角不大于3mm。 三、操作要点: (1) 检查钢丝圈外观质量,有露铜的需用胶浆涂刷。 (2) 三角胶芯和包布分规格按要求使用。垫布保持清洁不落地。 (3) 三角胶要上正,底边紧靠钢丝圈上,接头要压牢。 (4) 包好钢丝圈要注明规格、数量、日期。 11
山东沃森橡胶有限公司 斜交轮胎作业指导书 技术 山 东 沃 森 橡 胶 有 限 公 司
帘布贴合工艺作业指导书
文件编号: QC/WS-JS-02-21 受控状态: 受控 持有部门: 技术部 分 发 号: 01
编制:技术部 审核:周强 批准:李剑刚 发布日期:2014-10-10 实施日期:2014-10-11 12
帘 布 贴 合 工 艺作业指导书 一、使用设备:层布贴合机(1300、1100、800)。 二、工艺条件: (1) 室温不低于18℃。 (2) 贴合机风压不低于 0.4Mpa. 三、质量标准: (1) 帘布贴合差级偏歪值:差级5毫米的不大于3毫米; 差级10-30毫米的不大于6毫米; 差级30毫米以上的不大于10毫米。 (2) 帘布贴合长度公差: 成型机头直径:ø600㎜以下 (+5, -10)㎜ ø600㎜~700㎜(+10, -15)㎜ ø700㎜~1000mm(+15, -20)㎜ ø1000mm以上 ( +20, -30) (3) 帘布接头压线:内外层压线1-3根, 缓冲层压线1-2根, 贴油皮胶的允许压线1-5根,但不能缺线,接头出角不大于3㎜。 (4) 帘布筒每层接头个数不多于3个,帘布接头错开。 (5) 小块帘布垂直宽度不小于50㎜,不能连续使用。每层允许用一块。
(6)帘布筒要层层压实,达到七无(无气泡、无脱层、无掉胶、无劈缝、无弯曲、无折子、无杂物)。 (2) 布筒中线要划正,偏歪值不大于5㎜。 四、操作要点: (1) 开车前检查设备主要部位是否正常,检查第一层帘布定长尺寸和帘布规格,所用工具是否齐全。 (2) 帘布撕头应取“抽线撕布法”,接头处露线不得超过一根。 (3) 帘布贴正,差级均匀。 (4) 贴合时,单号锐角在右面,双号锐角在左面,交叉贴合。 (5) 操作过程中,帘布不得落地或粘上油污,杂物、线头等。 (6) 随时检查帘布质量,如有杂物、出角、接头压线过多,折子,大头,小尾等必须经过处理后方能使用,露白处应用同种胶料的胶片补好、压实。 (7) 贴合压实过程中必须扎净气泡,层层压实。 (8) 贴合好的布筒要慢转一周,检查无毛病可卸下垫好垫布。 (9) 帘布筒储备量不超过5条胎。 (10) 使用帘布时要按先后顺序使用。 (11) 垫布不得落地,保持清洁卫生。