d-11d磨煤机绞龙轴承座改造
磨煤机拉杆内外密封改造方案

工业技术科技创新导报 Science and Technology Innovation Herald78DOI:10.16660/ki.1674-098X.2019.04.078磨煤机拉杆内外密封改造方案①贾本康(国电蚌埠发电有限公司 安徽蚌埠 233411)摘 要:本文在项目提出的情景下,经过对磨煤机拉杆密封的选择、拉杆密封改造以及存在的问题等方面进行研究分析,为此次研究提出了一定的参考依据。
本文针对ZGM型中速磨煤机拉杆密封频繁漏粉且造成拉杆磨损问题,进行了深层次的原因分析,并提出拉杆密封的技术改造措施,最终解决了拉杆密封频繁漏粉难题,提高了锅炉运行的安全稳定性,并改善了磨煤机厂房的运行环境。
关键词:磨煤机 拉杆 密封 改造中图分类号:TM621.2 文献标识码:A 文章编号:1674-098X(2019)02(a)-0078-02①作者简介:贾本康(1986,10—),男,山西吕梁人,本科,工程师,研究方向:工程管理、热动。
ZGM磨煤机,是正压运行。
拉杆是磨煤机的关键密封部位,设有密封风室,注入高压密封风,将机壳正压封住,防止粉尘外泄,保证磨煤机正常运行。
1 目前存在问题(1)拉杆密封是拉杆与机壳之间的密封,其工作环境非常恶劣。
①机壳内粉尘、细煤粒浓度很大;②机壳内风压(正压);③拉杆振动(窜动):垂直振动±30mm、水平窜动范围~10mm、振动频率~2.0Hz;ZGM磨煤机(包括MPS磨煤机)的拉杆密封,在设备运行中一旦拉杆密封结构破坏,粉尘泄漏加剧,形成恶性循环,促使大量粉尘泄漏,导致检修极其频繁;一般密封使用寿命在3~6个月之间。
(2)拉杆密封分上、下密封,上密封是防止密封风室的高压风往机壳内泄漏,下密封是防止密封风室的高压风往大气泄漏。
(3)目前拉杆密封存在缺陷。
①上部密封忽略了粉尘、细煤粒在高速涡流中的冲刷作用;没有避开高浓度的粉尘、细煤粒区;密封结构无补偿能力;刚性密封,密封间隙越磨越大,泄漏越磨越严重,一旦密封间隙超过2mm,密封失效。
磨煤机安装工艺

双进双出钢球磨煤机安装工艺1 概况本工艺以沈阳重型机械厂BBD4060双进双出磨煤机为例,磨煤机布置在煤仓间0米层C-D排柱3-9间。
磨煤机由主轴承、罐体、输送装置、大齿轮、小齿轮、减速机、电机、分离器、煤粉管路、稀油站、油管路、隔音罩等部分组成。
2 编制依据2.1 《电力建设施工技术规范》(第2部分:锅炉机组DL5190.2-2012)2.2 《火力发电厂焊接技术规程》DL/869—20122.3 《电力建设施工质量验收及评价规程》(第2部分:锅炉机组DL/T5210.2-2009)2.4 《电力建设施工质量验收及评价规程》(第7部分:焊接DL/T 5210.7-2010)2.5 《电力建设安全工作规程(第1部分火力发电)》DL5009.1-20142.6 设计院图纸及沈阳重型机器厂有关资料3 施工条件3.1 基础砼强度达到70%设计,地脚螺丝孔清理干净,配合有关单位对设备基础复查验收,合格后进行二次定位划线。
3.2 厂房内的单轨电动葫芦安装完毕,负荷试验合格。
3.3 主要施工机具准备齐全。
3.4 施工人员熟悉图纸及有关技术资料,并进行了技术交底。
3.5 设备已开箱清点、编号,运到施工现场。
3.6 施工材料已落实。
3.7 施工临时电源设置完毕。
4 施工程序和方法4.1 工艺流程设备清点编号设备基础划线,基础刨麻面垫铁配制主轴承底板安装固定主轴承安装磨机平台搭设罐体临时存放空心轴组合安装主轴承钨金瓦研刮主轴承及上瓦盖安装罐体衬板安装大齿轮罩下半部分存放大齿轮安装小齿轮安装减速机安装主电机安装慢传装置安装中空轴管临时存放输送装置本体安装输送绞笼安装热风箱安装分离器安装分离器、输送装置连接管,粉管安装加球装置安装间隙最后调整隔音罩安装充油试运转添加钢球4.2 工序方法4.2.1 设备清点编号首先对到现场的设备清点编号,应无缺件、损件,发现缺件、损件应通知厂家及时更换,补供。
4.2.2 设备基础划线依主厂房纵横中心线及标高为基准,划出磨煤机纵横中心线,根据磨机中心线再划出各设备基础的中心线,标高线。
磨煤机下裙罩、内外气封、叶轮装置改造

概述
我厂磨煤机为HP863型中速碗式磨煤机,由 上海重型机器厂有限公司引进美国CE公司技术生 产。目前,磨煤机在运行期间表现出磨煤机排渣 量大,渣中含有大量粉尘和细沙,严重影响我厂 文明生产。石子煤排渣系统超负荷运行,大大增 加了运行人员和检修人员的工作量。
该型磨煤机设计石子煤排放量《0.036t/h(设 计煤种,BMCR工况),也就是说单台磨煤机最 大出力情况下一天排放量为0.864t,那么按8台磨 煤机运行,一天排放量为6.912t。而实际却远远 大于设计值,近期统计每天排渣量为30-45T,煤质 较差时最高可达90T。由于实际煤质与设计煤质 石子煤排放量的较大差异,造成我厂石子煤排渣 系统超负荷运行。
Байду номын сангаас
含原煤比例
5% 6% 6%
通过改造可以使石子煤排渣量降低至40公斤/小时(相同 煤质),含煤量减小到0.5%以下,单台磨日节约原煤0.33 吨,年节约燃料量120吨,那么按日均7台磨煤机运行,一 年可节约燃料量843吨,按现在地煤采购价110元/吨,年 节约燃料费92732元。
节约材料费用:
叶轮装置,内外气封环,下裙罩使用寿命提高一倍(延长
➢ 改造后的叶轮装置,流通截面为梯型(增加蓝色部 分),一次风阻力小,风压高且均匀稳定流畅,由 于在叶轮装置连接处加装了保护盖板,提高了设 备使用寿命(使用寿命20000小时以上)。
投资估算及效益分析
➢ 投资总额:7.52 万元/台
包括:改型叶轮装置、下裙罩、内气封环、外 气封装置各一套
➢ 安全评估: 根据我厂磨煤机运行中存在的问题,针对性的 对部分部件进行优化设计变更,以提高我厂磨 煤机安全文明生产水平,降低磨煤机故障停运 率和检修周期。
改造的必要性
磨煤机喷嘴环改造

600MW机组ZGM-113型中速磨煤机喷嘴环扩容改造摘要:褐煤内水分大,大量掺烧会导致磨煤机干燥出力不足,严重影响制粉系统的安全稳定运行。
通过对磨煤机喷嘴环进行改造,增大热一次风通流面积,不仅可以提高磨煤机干燥出力,同时磨煤机碾磨出力也明显增加,在满足锅炉大比例掺烧褐煤要求的同时还可降低制粉系统电耗,可为使用中速磨煤机掺烧褐煤的火电厂提供一定的借鉴。
关键词:ZGM113G型中速磨煤机;磨煤机出力;喷嘴环改造内蒙古京隆发电公司2×600MW亚临界直接空冷机组,采用中速磨煤机冷一次风正压直吹式制粉系统,磨煤机为北京电力设备总厂制造的ZGM113G中速辊式磨煤机,最大通风量为100.87 t/h,使用设计煤种标准出力为64.66 t/h =20% HGI=50,W Y=10%),每台炉配6台磨煤机,燃烧设计煤种时,5台运行,(R901台备用。
锅炉设计煤种为准格尔矿煤,校核煤种为晋北代表煤。
表1 设计和校核煤种的煤质及灰成分分析项目符号单位设计煤种校核煤种% 8.00 10.0全水分Mt% 1.32 1.68空气干燥基水分Mad收到基灰分A% 23.70 28.01ar% 19.56 15.04干燥无灰基挥发份Vdaf收到基碳C% 61.64 56.04ar% 2.97 2.65收到基氢Har% 0.99 0.90收到基氧Oar收到基氮N% 1.99 1.65ar% 0.71 0.75收到基全硫St.ar收到基低位发热量QMJ/kg 23.417 21.188net.ar变形温度DT ℃1280 1190软化温度ST ℃1400 1290流动温度FT ℃1450 1360哈氏可磨指数HGI 90 901概述ZGM113G磨煤机是一种中速辊盘式磨煤机,主要由减速机、筒体、磨盘、磨辊、分离器、液压加载装置、耐磨衬板等组成。
原煤从磨煤机落煤管落到磨盘上,在离心力作用下甩至碾磨滚道上,通过磨辊进行碾磨。
采煤机摇臂铰接轴改造设计分析
采煤机摇臂铰接轴改造设计分析摘要开滦钱家营矿业分公司引进的各型采煤机,摇臂与机身牵引部联接结构部分的铰接轴,购进时均采用双头锥形轴,在实际生产运用中发现,经常出现摇臂与牵引部连接的铰接轴抱死,影响摇臂正常升降同时造成拆卸困难的问题。
根据实际情况,我们从设计与使用两个方面进行分析研究,提出对该结构的改进设计方案,并予以实施,取得良好效果。
关键词采煤机;摇臂铰接轴;改进方案;总结0引言开滦钱家营矿业分公司从2000年开始引进交流变频电牵引采煤机,先后共引进MG200/500-AWD型六台、MG-400/930型一台、MGTY300/710-1.1D型五台、MGTY650/1605型两台、MG2×125/580-WD型一台,以适应现代化矿井生产需要。
各型机组左右摇臂减速器的升降结构,均为左右摇臂减速器壳体与机身牵引部机壳铰接,左右摇臂的小支臂与左右调高油缸铰接,通过油缸实现摇臂的回转升降。
生产检修过程中,经常出现摇臂与牵引部连接的铰接轴杯磨损后,又将轴抱死,而影响摇臂正常升降以及拆卸困难问题。
此问题直接影响机组正常运行,给检修、运输、维护都造成障碍。
于是对各型机组的铰接轴陆续进行改造,使该部位结构安全可靠且便于安装检修。
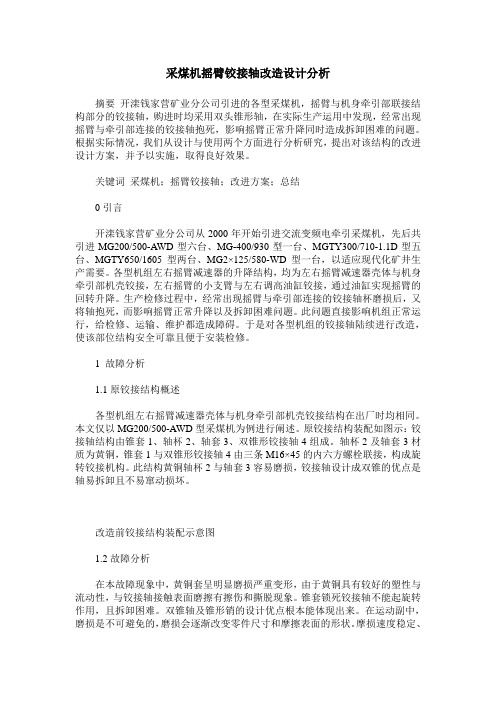
1 故障分析1.1原铰接结构概述各型机组左右摇臂减速器壳体与机身牵引部机壳铰接结构在出厂时均相同。
本文仅以MG200/500-AWD型采煤机为例进行阐述。
原铰接结构装配如图示:铰接轴结构由锥套1、轴杯2、轴套3、双锥形铰接轴4组成。
轴杯2及轴套3材质为黄铜,锥套1与双锥形铰接轴4由三条M16×45的内六方螺栓联接,构成旋转铰接机构。
此结构黄铜轴杯2与轴套3容易磨损,铰接轴设计成双锥的优点是轴易拆卸且不易窜动损坏。
改造前铰接结构装配示意图1.2故障分析在本故障现象中,黄铜套呈明显磨损严重变形,由于黄铜具有较好的塑性与流动性,与铰接轴接触表面磨擦有擦伤和撕脱现象。
锥套锁死铰接轴不能起旋转作用,且拆卸困难。
D630煤气风机主电机轴承改造
能
滚 动 轴 承
滑 动 轴 承
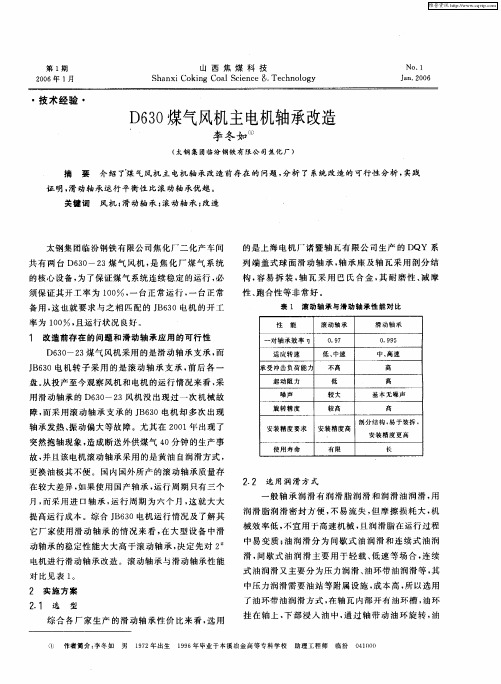
1 改造前存 在 的 问题 和 滑动轴 承应 用 的可 行性
对轴承效率 1
适 应 转 速
0 9 .7
低、 中速 不高
表 1 滚 动轴 承 与 滑 动 轴 承 性 能对 比
性
一
共 有 两 台 D60 2 气 风 机 , 焦 化 厂 煤 气 系 统 3 — 3煤 是
的核心设 备 , 了保证 煤气 系统 连续 稳定 的运 行 , 为 必
须 保证 其 开工率 为 10,, 台正 常运 行 , 台 正常 0 一 9 6 一
承 受 冲 击 负 荷 能 力
起 动 阻 力 噪 声
障, 而采 用 滚动 轴 承 支 承 的 J 3 B60电机 却 多 次 出现
轴承 发热 、 振动偏 大 等故 障 。尤其 在 2 0 0 1年 出现 了
旋 转 精 度
较 高
高 剖 分 结 构 。 于装 拆 , 易
安装精度要求 安装精度高
低 较 大
095 . 9
中 、 速 高 高
高 基 本 无噪 声
D60 3煤气 风机 采用 的是 滑 动轴 承 支承 , 3 —2 而
J 6 0电机 转 子 采用 的是 滚 动 轴 承 支 承 , 后 各 一 B3 前 盘 。 投 产至今观 察 风机 和 电机 的运 行 情况 来 看 , 从 采 用滑 动轴 承 的 D6 0 3风机 没 出现过 一 次 机械 故 3 —2
使 用 寿 命 有 限
突然 抱轴 现象 , 造成 断送 外供煤 气 4 0分钟 的生 产事
二期磨煤机检修规程(2008改)
4.3 双进双出钢球磨煤机检修4.3.1 概述BBD3854BIS双进双出筒式钢磨煤机是胜利发电厂Ⅱ期工程锅炉直吹式制粉系统中主要的主体煤粉制备设备,其作用是把给煤机送入的原煤通过钢球撞击、挤压和研磨,磨制成煤粉。
其工作原理如下:原煤通过给煤机送至料斗落下,经过混料箱并在此得到旁路风的预干燥,通过落煤管到达位于中空轴心部的螺旋输送装置中。
输送装置随磨机筒体做旋转运动,使原煤通过中空轴进入磨机筒体内。
磨机的筒体内装有一定量的钢球,在筒体的旋转过程中,钢球对原煤的冲砸和互相摩擦作用使煤块逐渐被磨制成煤粉。
通过一次热风由中空轴内的中空管进入磨机,使原煤和煤粉进一步得到干燥,并将煤粉从原煤进入口的相反方向吹出磨机筒体,带有煤粉的一次热风在磨机出口再一次与旁路风混合,通过煤粉管路进入磨煤机上方的分离器。
通过分离器调整调整,可以实现出口煤粉细度的调节和控制。
合格的煤粉从分离器上方出口直接送往锅炉燃烧器,而不合格的煤粉则依靠惯性和重力的作用,通过回煤管返回磨机,再次进行研磨。
4.3.2 规范4.3.2.1 型号:BBD3854BIS (4台/炉)4.3.2.2组成部分:每台双进双出磨煤机由磨机筒体、螺旋输送装置、静压主轴承密封风装置、混料箱、分离器、大小齿轮主传动系统,主轴承润滑系统,大齿轮喷射润滑系统,压差和噪音测料位系统和慢速传动系统等组成,并与给煤机相连,同时还配以加钢球装置,煤粉截止阀,隔音罩等辅助装置。
4.3.2.3 主要规范(见表7)。
表7 磨煤机主要规范4.3.3 修前准备工作:4.3.3.1 熟悉磨煤机的结构,了解磨煤机的各项参数、特性及技术要求。
4.3.3.2查阅档案,了解磨煤机的运行情况:a) 运行中发现的缺陷、异常和事故情况;b) 磨煤机出入口风门、挡板门的运行状况;c) 磨煤机加钢球的记录;d) 运行中驱动电机电流值、电流波动值;e) 运行中转子的轴向、径向跳动情况;f) 轴承组件及润滑油系统的运行状况(温度、振动、化学化验结果等);g) 查阅试验记录,了解磨煤机出入口管道的漏风状况。
浅谈辊磨选粉机下部轴承的改造方案
浅谈辊磨选粉机下部轴承的改造方案方鹏【期刊名称】《《水泥技术》》【年(卷),期】2019(000)005【总页数】3页(P102-104)【关键词】辊磨; 轴承; 拉杆; 冷却【作者】方鹏【作者单位】山东鲁碧建材有限公司山东莱芜271103【正文语种】中文【中图分类】TQ172.632.5我公司现有六台矿渣辊磨,主要用于生产矿渣微粉。
2016年之前,选粉机普遍存在两个问题:一是下部轴承拉杆、温度检测线、润滑油管等部件容易断裂;二是下部轴承温度高。
针对此问题,我们对选粉机下部轴承拉杆、冷却方式进行了改造,改造至今已有三年,效果显著。
现将具体改造方案介绍如下。
1 原因分析(1)拉杆及各管路断裂的原因经多次现场检查后发现,每次拉杆断裂后,加油管路及热电阻线也会出现断裂的情况;反之,只要拉杆不断裂,其余部件就完好无损。
由此可见,拉杆断裂是造成各管路断裂的主要原因。
只要解决拉杆断裂的问题,其余问题就迎刃而解。
我们在处理拉杆断裂问题时发现:(1)选粉机下部轴承座拉杆头与拉杆采用4 个M16螺栓相连,检查时该螺栓呈断裂或松动状态。
由此可见,这是造成拉杆断裂的主要原因。
(2)轴承座耳座连接孔处,因长时间运行磨损,与连接销子之间出现间隙,选粉机转子在正常运行中产生晃动,加剧了拉杆的磨损,这也是造成拉杆断裂的重要原因。
(2)轴承温度高的原因选粉机下部轴承温度高的主要原因是其工作环境温度高。
选粉机下部轴承位于磨机内部,环境温度在150℃以上,长时间处在高温环境下,势必造成轴承温度高,一般都在100℃左右,严重影响了轴承的使用寿命。
2 改造方案(1)改变拉杆连接方式拉杆头部连接处改为锥形销子固定,并在端面焊接加固。
轴承座连接处由销子连接改为螺栓连接,靠螺栓的预紧力固定,解决连接孔处磨损问题。
改造前后拉杆连接方式见图1。
(2)对各个管路进行防护将加油管道和热电阻测温线管道并到一根粗管道里面,并将粗管道引至磨身之外,由于磨内负压,管道进入冷风,起到一定降温作用,减少与磨内高温气体的直接接触。
立磨系统设备改造两例
立磨系统设备改造两例徐晨星【期刊名称】《水泥工程》【年(卷),期】2013(000)002【总页数】1页(P45-45)【作者】徐晨星【作者单位】首钢长治钢铁公司瑞昌水泥有限公司,山西长治046100【正文语种】中文【中图分类】TQ172.631 主风机轴承润滑冷却系统改造我公司主风机结构示意见图1(不包含虚线部分),其中#1、#2轴承润滑冷却采用了得力士46的润滑油。
出于对设备安全考虑,我们设定轴承报警温度80℃,到95℃主风机自动跳停以保护设备。
生产中春秋冬三季运行正常,但一到每年的夏季,随着气温升高,主风机轴承温度不断升高,经常达到95℃而导致主风机跳停,严重影响生产。
为此,我们先后将润滑油更换成黏稠度比较高的得力士68和黏稠度更高的F320,但效果不明显,还是时不时跳停。
后来我们在#1、#2轴承座处各接一水管,进行强制水冷以降低轴承温度,虽保证了生产的连续性,但冷却水流得到处都是,影响现场环境。
最后我们对主风机轴承润滑冷却系统进行了改造,增加一个润滑油站,油站上接冷却器(见图1中虚线部分)。
改造后,保证了#1、#2轴承润滑油始终在正常的温度控制范围内(≤70℃),再也没有发生因主风机轴承温度高而导致停机的问题,确保了生产的连续运行,且对现场环境无不良影响。
图1 改造前后的主风机结构2 热风管道配风阀控制系统改造立磨系统热风管道配风阀控制见图2,通过液压缸伸缩带动连杆使配风阀轴转动来达到配风阀的开关控制。
立磨运行时,中控需要关闭配风阀以保证磨内用风;原料磨停运时,则需打开配风阀以防收尘器滤袋烧破。
但当配风阀开启时,热风炉火苗会从配风阀冒出而使周边温度达到100℃以上,时间一长把液压油缸油封烤坏而造成液压系统漏油,最终中控不能实现对热风管道配风阀的正常开关控制,影响生产的稳定运行。
图2 热风管道配风阀液压控制系统为此,我们对配风阀控制系统进行了改造,见图3。
即将液压系统拆除并换成电动执行器,且改中控控制为现场控制;另在电动执行器和配风阀中间增加一层隔热板(用钢板制作),以控制热量向电动执行器方向扩散。
磨煤机底部密封改造
磨煤机底部密封改造栾聪;张涛【摘要】针对磨煤机碳精密封环大量损坏、底部漏粉等现象,分析了漏粉因为,提出了改造方案,实施后彻底杜绝了磨煤机底部漏粉和减少了碳精密封环的大量损坏.【期刊名称】《宁夏电力》【年(卷),期】2011(000)001【总页数】3页(P64-66)【关键词】电站锅炉;磨煤机;碳精密封环【作者】栾聪;张涛【作者单位】宁夏发电集团内蒙古阿拉善银星风力发电有限公司,宁夏,银川,750011;宁夏银仪电力设备检修安装有限公司,宁夏,银川750004【正文语种】中文【中图分类】TK229宁夏中宁发电有限公司2×330 MW机组采用武汉锅炉厂生产的WGZ1112/17.5-3型亚临界压力,中间一次再热,自然循环汽包炉,锅炉采用单炉膛“Π”型室内布置,高强螺栓连接的全钢构架悬吊结构。
制粉系统采用正压直吹式制粉系统,每台锅炉配备5台磨煤机,2台轴流式动叶可调送风机,2台轴流式静叶可调引风机,2台离心式一次风机前后墙对冲燃烧方式。
尾部双烟道,平衡通风,烟气挡板调节再热汽温,喷水减温调节主汽温,尾部烟道布置2台3分仓容克式空预器。
磨煤机是北京电力设备总厂制造的ZGM95G(MPS-190)型磨煤机,底部密封装置为石墨碳精密封。
磨煤机自2005年投运以来,逐渐出现磨煤机传动盘部位漏风、漏粉现象。
情况严重时新碳精环只能维持不到1周的有效密封,且泄漏后难以彻底处理,多次造成因磨煤机底部反复漏风、漏粉,大量石子煤从传动盘底部喷出,甚至有火星冒出,致使车间粉尘污染严重,存在安全隐患,严重影响文明生产及安全生产的进行。
减速机、液压缸被大量石子煤掩埋,密封泄露带出含粉尘的热风,对其它设备尤其是减速机、油站及热控仪表造成损害,使其易损件寿命及相关设备整体寿命都有不同程度的降低,并且造成大量热能及经济损失。
1 改造前碳精密封环结构及密封原理磨煤机机座密封装置由密封环壳体、碳精密封环和弹簧等组成。
整个装置通过密封环壳体安装在机座顶板上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
最新【精品】范文 参考文献 专业论文
D-11D磨煤机绞龙轴承座改造
D-11D磨煤机绞龙轴承座改造
摘要:针对D-11D磨煤机绞龙轴承频繁损坏导致磨煤机被迫进
入检修状态影响机组负荷的问题,经过分析,提出并进行了针对性的
改造,解决了这一问题,取得了良好的社会效益和经济效益。
关键词:磨煤机;绞龙、轴承;温度高;热风;轴承座
Abstract: Aiming at the problem that the frequent damage
of dragon bearing of D-11 D coal mill causes coal mill forced
to be overhauled state, which influences the unit loads, this
paper analyzes it, and then puts forward the corresponding
transforming measures, which solves the problem, and achieves
good social benefits and economic benefits.
Key words: mill; dragon, bearing; high temperature; hot
wind; bearing pedestal
中图分类号:TM6文献标识码:A文章编号:2095-2104(2012)
1设备简介
韶关发电厂10号机组系300MW机组,于2001年3月投产,锅炉
为东方锅炉有限公司引进美国福斯特.惠勒能源公司技术设计、制造
的自然循环煤粉锅炉。所配置的制粉系统为四台由美国福斯特.惠勒
能源公司生产制造的正压直吹式的双进双出钢球磨煤机,型号为
D-11D,结构如图1所示,筒体转速16.7r/min,单磨最大出力53t/h,
入口空气温度225℃,出口风粉温度为93℃。
图1 磨煤机结构
最新【精品】范文 参考文献 专业论文
2困扰的问题
D-11D磨煤机驱动端及非驱动端绞龙采用的是进口
SCDR239(476220B)型轴承,绞龙轴承座为带法兰轴承座,安装在热风
箱上,如图2所示。自投产以来,该机组磨煤机绞龙轴承的更换超过
70台次,轴承平均每6个月损坏更换一次,其中因绞龙轴承温度高
导致轴承烧坏占了损坏原因的90%以上,不仅造成绞龙轴承备品购置
和工人检修工作量的大幅增加,而且导致机组负荷降低影响经济效
益。在2006年机组大修时我们曾采用对绞龙轴承座进行加装密封盘
根垫片的方法来阻止热风进入绞龙轴承的改造,但效果并不理想。
图2 原绞龙轴承座结构
3原因分析
对造成磨煤机绞龙轴承温度高的原因进行分析:
3.1轴承游隙太小
每次更换轴承都对轴承游隙进行测量,轴承游隙均符合标准;且
轴承安装初期没有出现轴承温度高现象,该假设可以排除。
3.2绞龙中心不对中
若绞龙中心不对中,则绞龙摆动将导致轴承摩擦,轴承温度升高。
每次更换轴承后都会进行绞龙中心复核,检查绞龙轴向串动量小于
0.10mm/m,径向晃动量小于0.05mm,盘车无刮卡现象。该假设可以
排除。
3.2环境温度高
D-11D磨煤机的工作原理是热一次风通过中空轴内的绞龙中心管
进到磨煤机内。把煤干燥后,一次风按进入磨煤机的原煤的相反方向,
通过绞龙中心管与中空轴之间的环形通道把煤粉带出磨煤机。由于该
机组设计入炉煤为无烟煤,为了提高锅炉运行的安全性和经济性,要
求磨煤机入口热一次风温度控制在225℃,出口风粉温度控制在
最新【精品】范文 参考文献 专业论文
93℃,由于热一次风经过热风箱进入磨煤机,而绞龙轴承座安装在热
风箱上,通过热传导致使轴承长期处于高温环境下运行。
3.3漏入热风
绞龙轴承座与绞龙轴接触处的机械密封经过长时间磨损后,间隙
过大,热风箱内的热风携带尘灰窜出进入绞龙轴承内,尘灰进入并粘
结在轴承内部、绞龙轴承的润滑油脂被热风烘干,绞龙轴承因缺少润
滑而烧坏。
鉴于以上情况,参考其他型号双进双出磨煤机的结构,我们提出
针对性的改造,以解决绞龙轴承温度高问题,降低维护费用,提高机
组经济效益。
4改造方案
参考我厂11号机组沈阳重型机械厂生产的BBD4060型磨煤机绞
龙及其轴承座结构,分析#10炉磨煤机绞龙重量、转速、现场环境等
因素,选择了改造方向:
4.1远离高温环境
改变绞龙轴承位置,远离磨煤机筒体(热风源)500mm以上,使轴
承远离热风箱,降低热风对绞龙轴承的影响。
(1)、根据绞龙重量及转速,将磨煤机绞龙轴承改换成双列调心
滚柱轴承,轴承型号采用:SKF 23120CCK轴承。该轴承外圈滚道面
的曲率中心与轴承中心一致,所以具有与自动调心球轴承同样的调心
功能。径向负荷能力大,适用于有重负荷、冲击负荷的情况。保持架
使用钢板冲压保持架、聚酰胺成形保持架及铜合金车制保持架。在轴、
外壳出现挠曲时,可以自动调整,不增加轴承负担。调心滚子轴承可
以承受径向负荷及二个方向的轴向负荷。
(2)、绞龙轴承采用基础台板整体式轴承座形式。轴承座与SKF
23120CCK双列调心滚柱轴承相配套。将原来带法兰轴承座改为基础
台板整体式轴承座形式,使得轴承座轴向不再与热风箱接触,同时采
用三块肋板作为架子平台,加速散热,将热传导的因素降至最低。各
部件改造如图3所示。
最新【精品】范文 参考文献 专业论文
图3 轴承座改造图
4.2改进密封装置
设计密封盘,原热风管与绞龙轴接触处制作密封装置,用于加装
密封盘根。在密封盘上开孔,连接原密封风风管。使热风管内热风不
能窜入轴承座内,从而消除绞龙轴承的润滑油脂被热风烘干,绞龙轴
承因缺少润滑而烧坏的问题。
5改造效果
我们首先在10号机组A磨煤机进行改造试用,改造后经过半年
的观察测试,该磨煤机绞龙轴承温度始终保持在70℃以下,未发生
轴承烧坏现象。确认改造效果后,我们在10号炉BCD磨煤机上进行
了绞龙轴承座改造推广实施。改造3年来,磨煤机绞龙轴承因温度高
损坏只发生2台次,达到改造效果。此改造项目年节约9.6万无生产
资金,极大减轻了检修人员的维护和检修工作量,减少了磨煤机启停
次数16次/年,增加了磨煤机制粉量,保障了机组的负荷,为机组的
安全满发作出贡献。
参考文献:
[1]沈阳重型机械厂编著.BBD双进双出磨煤机安装使用说明
书.1999
------------最新【精品】范文