影响钢丝帘线与橡胶粘合性能的主要因素
钢丝帘线的结构
钢丝帘线的结构(1)钢丝帘线的结构表达式钢丝帘线规格结构的表示方法与其它骨架材料不同,它是用单丝直径、股数以及每股线中单丝的数量和是否带外缠线等几个参数组成的符号来表示的,其表达式为:(N×F )×D +(N×F )×D +(N×F )×D +F ×D最内层+中间层+最外层+外缠层式中:N —股数F —单丝数D —单丝直径(2)钢丝帘线命名的一般规则A 、从最内层逐层向外数。
B 、各层之间用加号(+)表示。
C 、括号是用来划分每一层的。
D 、当N 或F=1时,可省掉格式中的N 和F ,则得到简写的命名。
E 、如果两层以上的直径相同,只要在最后一层注上直径,其余层的直径可以省略不写,但在螺旋外缠层之前的最后一层的单丝直径必须标明,螺旋外缠层的单丝直径也必须标明。
如按上述表达式和命名规则标注的钢丝帘线结构式:(1×3)×0.175+(1×9)×0.175+(1×15)×0.175+1×0.15可简化为: 3+9+15×0.175+0.15(3)子午线轮胎常用几种结构的钢丝帘线钢丝帘线的规格、结构很多,它可以根据轮胎的不同规格用于轮胎的不同部位,根据轮胎设计者的设计要求制造出不同规格、结构的钢丝帘线。
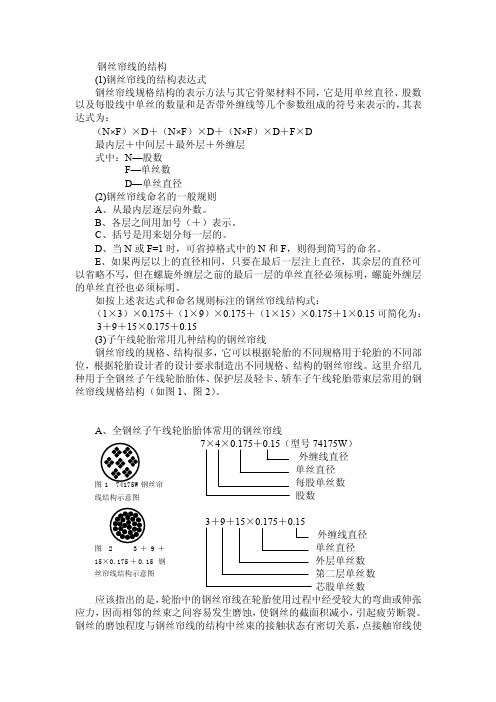
这里介绍几种用于全钢丝子午线轮胎胎体、保护层及轻卡、轿车子午线轮胎带束层常用的钢丝帘线规格结构(如图1、图2)。
A 、全钢丝子午线轮胎胎体常用的钢丝帘线7×4×0.175+0.15(型号74175W )外缠线直径单丝直径每股单丝数 股数3+9+15×0.175+0.15外缠线直径单丝直径外层单丝数第二层单丝数芯股单丝数应该指出的是,轮胎中的钢丝帘线在轮胎使用过程中经受较大的弯曲或伸张应力,因而相邻的丝束之间容易发生磨蚀,使钢丝的截面积减小,引起疲劳断裂。
钢帘线基础知识

热处理电镀工艺流程:
放线→脱脂→热处理炉→淬火→水冷却→ 盐酸洗→水洗→碱性镀铜→水洗→镀锌→ 水洗→热水洗干燥→热扩散→磷酸洗→水 洗→润滑液(皂浸)→收线。
a
8
产品流程
大拉
Φ3.15 热处理
表面处理、钢帘线结构、湿拉润滑剂、环 境因素。
a
16
钢帘线用原料及其表面处理
第一节 钢帘线对原料的要求
尺寸精度和力学性能
尺寸 5.5±0.2mm、椭圆度≤0.2mm。 力学:σb=P/F NT 1050±50MPa HT 1150±50MPa 断面收缩率:ψ=(F0-F1)/F0×100% 伸 长 率 :δ=(L1-L0)/L0×100%
2. 贝卡尔特计划在中国市场占有率40%,目前35%左右; 兴达目前中国市场占有率40%,已成为贝卡尔特的竞争 对手。
a
5
钢帘线结构发展(产品发展): 单丝直径加粗,结构简化 由普强NT(70钢),发展高强HT,超高强
ST 发展开放型(OC) 应用密集型(CC) 高伸长(HE)
a
6
第三节 生产工艺流程
a
17
化学成份
碳:与强度有关 锰:0.4-0.6%,对加工硬化影响因素大 硅:0.15-0.3% 可提高钢材组织的均匀性 磷:愈低愈好,≤0.02% 冷脆 硫:可导致热脆造成偏析;愈低愈好,
≤0.02%。
a
18
线材的内在质量
脱碳、缩孔、疏松、夹杂、偏析;
线材的表面质量
裂缝、折叠、结疤、耳子、轧痕、麻面、 凹坑、划痕、分层等
误差±0.2%
a
14
钢丝帘线弯曲疲劳性能的影响因素

表 1 不 同强 度 钢 丝 帘 线 疲 劳 寿 命 对 比
构件 由于 累 积损 伤 而 引起 断 裂 则 达 到 了疲 劳 极
限 。试验 表 明 , 金属材 料 的抗 拉强 度越 大 , 其疲 劳 极 限也越 大口 。钢 丝帘线 在结 构设计 和强度 设 计 ]
帘 线结构
面
丽
破
R。 0 9 00 , 为 . 0 5 同样 符合 线 性关 系 。说 明对 于 相
性 能。
关 键 词 : 丝帘 线 ; 曲疲 劳 ; 度 ; 径 ; 构 钢 弯 强 直 结
中 圈 分 类号 : TQ3 0 3 9 3 .8 文 献 标 识 码 : B 文 章 编 号 : 0 6 8 7 ( 0 0 0 — 4 20 10 —1 1 2 1 )80 8—3
在 循环应 力 和 应变 长 期作 用 下 , 属 机 件或 金
作 者 简 介 : 建 忠 ( 9 8)男 , 苏 常 州 人 , 苏 兴 达 钢 帘 线 汤 1 6一 , 江 江 股 份 有 限公 司 工程 师 , 士 , 要从 事质 量 管 理 工 作 。 学 主 注 : 验 配重 和 临界 电流 分 别 为 8 2k 试 . g和 o 5A。 .
丝帘 线 , 着单 丝 直径 的增 大 , 断 力 提 高 , 劳 随 破 疲
寿命反 而缩 短 。 为验 证这 一结 论 , 取 不 同结 构 钢 丝 帘线 进 选
一
步测试 , 结果 见表 3 。表 3所 示结 果 再 次证 明 ,
对 于相 同结 构钢 丝帘 线 , 随着钢 丝直径 的增 大 , 疲
劳寿 命 比紧 密型钢 丝 帘线 高 约 1 % , 明 良好 的 5 说
注 : ) 验 配 重 和 临 界 电 流 分 别 为 l g和 1 0A ; 试 验 配 1试 Ok . 2)
橡胶制品硫化异常原因分析及解决措施
1、橡胶制品缺胶原因主要有:半成品单耗不足或装胶量不足;平板上升太快,胶料没有充分流动;模具封不住胶料;模具排气条件不佳;模温太高。
可以从这些方面解决:从新确定模具装胶量;减慢平板上升速度并反复放气;改进模具设计;降低模温,加快操作速度;降低模温。
2、橡胶制品胶边过厚,产品超重原因主要有:装胶量过大;平板压力不足;模具没有相应的余胶槽。
可以从这些方面解决:严格控制半成品单耗;增大平板压力;改进模具设计。
3、橡胶制品卷边,抽边缩边原因主要有:胶料加工性能差。
可以从这些方面解决:采用铸压、注射法生产降低胶料的门尼黏度。
4、橡胶制品裂纹原因主要有:胶料脏污;隔离剂过多;胶料焦烧。
可以从这些方面解决:保证半成品清洁;合理使用隔离剂;延长焦烧时间。
5、橡胶制品气泡原因主要有:配合剂中含有硫化分解的气体的物质工艺加工时窝气,模腔中的空气没有完全排气;模具无排气线。
可以从这些方面解决:合模前反复放气,模具加开排气线;配方中加入氧化钙6、橡胶制品出模制品撕裂原因主要有:隔离剂过多或是过少;启模太快,受力不均匀;胶料流动性差,半成品粘接性差;模具棱角、倒角不合理。
可以从这些方面解决:合理使用隔离剂,启模时制品均匀受力,减小胶料的门黏度,改进模具设计。
7、橡胶制品制品过于粗糙原因主要有:模具表面粗糙;混炼胶焦烧时间过短。
可以从这些方面解决:清洗模具;延长焦烧时间。
橡胶制品硫化产生气泡原因分析及解决措施橡胶制品在硫化时,气泡是橡胶制品硫化时经常出现的质量缺陷,不仅影响产品的外观质量,甚至会影响产品的内在质量。
通过现场的观察分析对硫化产生气泡的原因,制定了解决问题的措施,最大限度地减少了气泡现象的发生,提高了产品的外观质量。
橡胶制品硫化产品气泡的因素是多方面的,关键原因有原材料、胶料混炼加工、工艺操作、硫化设备与模具等因素。
一、原材料因素1、原因分析(1)天然橡胶水分与挥发份超标准(2)化工原料与助剂仓储、配料等环节受潮水分增加。
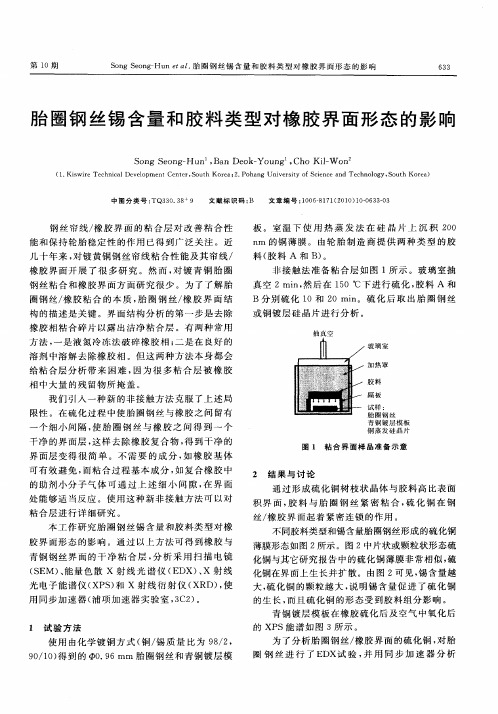
胎圈钢丝锡含量和胶料类型对橡胶界面形态的影响
化铜与其 它研 究报 告 中的硫化铜 薄膜非 常相似 , 硫 化铜在界 面上生 长并扩 散。 由图 2可见 , 锡含量 越 大 , 化铜 的颗 粒越 大 , 明锡含 量促 进 了硫 化铜 硫 说
的生 长 , 且硫 化铜 的形态 受到 胶料组 分影 响 。 而
B分 别 硫 化 1 0和 2 n 硫 化 后 取 出 胎 圈 钢 丝 Omi。
或铜 镀层 硅 晶片进行 分析 。
抽 真 率
玻璃 室 加热 罩 胶 料
隔板 试样 : 胎 圈钢 丝
溶剂 中溶解 去 除橡 胶 相 。但 这两 种方 法本 身都会 给粘合 层分 析带 来 困难 , 因为很 多 粘 合 层 被橡 胶
相 中大量 的残 留物所掩 盖 。
我 们引 入一种 新 的非接 触方法 克服 了上 述局 限性 。在硫 化过程 中使 胎 圈钢丝 与橡胶 之 间 留有
一
个细 小 间隔 , 胎 圈 钢 丝 与橡 胶 之 问 得 到一 个 使
青 铜镀 层 模板 铜蒸 发 硅 晶片
干净 的界面 层 , 这样 去 除橡胶 复合 物 , 到 干净 的 得
图 4 不 同 胶 料 硫 化 后 铜 镀 层 硅 晶 片 的 XRD 能 谮
1 胶 料 A; - 胶 料 B 一 2 。
图 1 粘 合 界 面样 品 准 备 示 意
2 结 果 与 讨 论
通过形 成硫 化铜 树枝状 晶体 与胶 料高 比表面
积界 面 , 料 与 胎 圈 钢 丝 紧 密 粘 合 , 化 铜 在 钢 胶 硫 丝/ 胶界 面起 着紧 密连锁 的作 用 。 橡 不同胶料类型和锡含量胎 圈钢丝形成的硫化铜
橡胶-帘线粘合性能在动态及加热条件下的评价方法

橡胶 一 帘线 ( 包 括 钢 丝 帘线 ) 复 合 材 料 的 两 种
件下 的粘 合 评 价方 法 。橡胶一 帘线 复 合 材 料 界 面
材 料表 面通过 各种 界面力 结合 在一起 。复合 材料
在 动态条 件 下粘 结界 面发 生物 理 化 学 变 化 , 直接 影 响材料 的使 用性 能 。在 轮 胎工 业 中 , 帘 线 增 强
2 动 态粘 合试验 原理
橡 胶基 复合材 料 的牢 固粘 合 以及 在 动 态 、 高 温 和 潮 湿老化 后保 持 良好 的粘 合力 , 直接 影 响 轮 胎 的
安 全性 能和 载重能 力 。
1 橡胶一 帘线粘 合性能 测试
橡胶 与 帘线 的粘 合性 能测 试可分 为静 态粘 合
测 试和 动态粘 合测试 。 静态 测试 方法包 括剪 切型 和剥离 型 。剪 切 型 测试( 如 H 抽 出试 验 ) 是 将 单 根 帘 线 从硫 化 胶 块 中抽 出 , 测试 其抽 出力 。剥离 型测试 ( 如帘 线剥 离 试 验) 是将 2 层 被胶 料分 开的帘 布 以 1 8 0。 角 剥 离 开, 测试其 剥 离 力 的大 小 。静 态 粘合 测 试 的 方法
测 试和 评价 。此类 测试还 有 热“ u” 抽 出试 验方 法 和 Ma l l o r y胶 管试验 方法 等 。随着 轮胎 技术 的不 断发展 和研发 的 需要 , 这些 方 法 及 仪器 也 将 为 行
业 所应 用 。
第 7 届 全 国橡 胶 工 业 用 织 物 和 骨架 材 料
帘线 动态剪 切粘合 ( DS A) 试 验方 法 是 L y e n —
g a r 橡 胶与 帘 线 的动 态 粘 合 性 能 测 试 方 案 , 其 原
RFL 浸胶和橡胶的粘合机理
RFL 浸胶和橡胶的粘合机理ADHESION OF RFL-TREATED CORDS TO RUBBERNEW INSIGHTS INTO INTERFACIAL PHENOMENARFL浸胶帘线与橡胶的粘合对粘合界面的最新认识Chapter 1 Introduction: cord-rubber compositesA brief introduction is given about the importance of cord-rubber composites. The example of a car-tyre shows that the cords carry all the loads that a tyre is subjected to; this is illustrated by a comparison between bias and radial tyres. The adhesion between cords and rubber is very important with regard to safety as well as durability of tyres. In this chapter, the objective of the project is defined and a description of the setup of the thesis is outlined.第一章简介帘线-橡胶的复合体本节简单介绍了帘线-橡胶复合体的重要性:比如,汽车轮胎,帘线承载轮胎的所有负荷,帘线与橡胶之间的粘合力对轮胎的使用寿命、安全性能非常重要,本章将简述项目的目标和本论文的结构。
1.1 INTRODUCTION 引言Cord-rubber composites can be found in every day life. Examples of applications are car- and bicycle tyres, high-pressure hoses and conveyor belts. Some essential under-the-hood applications are made of cord-rubber composites as well: timing belts, V-belts and radiator hoses are examples. By far the largest of all these examples is the car tyre. The application of cords in tyres is essential because the cords prevent large deformations of the rubber material when excessive forces are applied. These forces are caused by the air pressure of the tyre, and by accelerating, breaking and cornering of the car. The network of cords that provides the tyre with its strength and its shape is called the carcass. There are two types of carcass constructions in use, thereby dividing virtually all tyres in two categories: radial and bias tyres, Figure帘线和橡胶的复合体在日常生活中到处可见,比如汽车和自行车轮胎、高压胶管和橡胶输送带,包括汽车发动机室用的重要同步带、V带和散热水管等等。
四种橡胶与钢丝的黏合方法
四种橡胶与钢丝的黏合方法
橡胶与钢丝的黏合方法主要有四种:机械黏合、冷胶黏合、热胶黏合
和化学黏合。
下面将详细介绍这四种黏合方法。
1.机械黏合
机械黏合是通过橡胶和钢丝之间的咬合或挤压来实现黏合的方法。
这
种方法通常使用钢丝缠绕在橡胶上,并通过机械力量使其与橡胶紧密结合。
机械黏合方法的优点是操作简单,黏结牢固,但容易造成钢丝与橡胶之间
的局部应力集中,容易导致接头的疲劳破坏。
2.冷胶黏合
冷胶黏合是将涂有特殊胶水的钢丝与橡胶进行黏合。
黏合过程中,首
先将钢丝涂上胶水,然后将橡胶放置在钢丝上,并施加适当的压力使其黏
合在一起。
冷胶黏合方法的优点是操作简单,工艺成熟,黏结牢固,但需
要胶水具有良好的粘接性能。
3.热胶黏合
热胶黏合是将钢丝和橡胶通过热胶进行黏合的方法。
黏合过程中,首
先将热胶涂在钢丝上,然后将橡胶与涂有热胶的钢丝加热,使热胶熔化并
与橡胶黏结在一起。
热胶黏合方法的优点是黏结牢固,耐高温性能好,但
操作复杂,需要控制好加热温度和时间,否则容易导致黏结不牢或橡胶烤焦。
4.化学黏合
化学黏合是通过其中一种化学物质将橡胶和钢丝黏合在一起的方法。
黏合过程中,首先将化学胶涂在钢丝上,然后将橡胶与涂有化学胶的钢丝
接触,通过化学反应使其黏合。
化学黏合方法的优点是黏结牢固,耐高温性能好,黏合面积较大,但需要选用合适的化学胶,并且操作复杂,需要控制好黏接条件。
以上是橡胶与钢丝的四种黏合方法。
每种方法都有各自的特点和适用范围,选择合适的黏合方法应根据具体的应用要求和材料特性来决定。
硼酰化钴在橡胶与镀锌钢丝粘合中的应用研究
1 买验
11 原 材料 及基 本配 方 . 丁 苯胶 ,S R 10 ,吉化有 机合 成厂 产 品。天然 胶 ,1 标准 胶 ,海 南农 垦公 司产 品 。 B .52
沉淀法白炭黑,德国拜耳产品。硼酰化钴,钴含量 2%,苏州凯默化工有限公司产品。镀 3 锌钢丝绳,结构为 6 7 I , R +WS 直径 4 m, .m 南通南山钢丝绳厂产品。 5 其他为国产常用原料 。 实验用橡胶配方 ( 比按质量份 pr:S R7 . R3 . 配 h) B 0 0 ,N 0 0 ,氧化锌 8 ,硬脂酸 0 , . 0 . 5 防老剂 4 1N 0 防老剂 R 0 白炭黑 1. 炭黑 N 3 ., 00 A1 , . D1 , . 5, 0 30 0 芳烃油 8 , 40 .3 0 70 .l } 通 讯 联 系人 。 基 金 项 目:广 东省 自然 科 学基 金 团 队项 目资 助 ( 9 7 ) 3 1 2
作者简介:江翼 (92 ),男,湖南衡 阳人 ,硕士研究生,从事橡胶材料与加工方面的研 究。 18一
维普资讯
强 作 用 十分 明显 。硼 酰 化 钴 添 加 2pr 右 , 粘 合 性 能最 佳 , 同时 硫 化 胶 的 物 理性 能 得 到 改 善 。 h 左
x- 射线光 电子能谱分析表明,粘合物镀锌钢丝界面中存在 Z O、Z S o 2 n n 、C S ,说明粘合时发生了 Z n的硫化反应 ,硼酰化钴中的钴 向钢丝表面迁 移,继而在锌层 中扩 散,提高 了 Z O和 Z S晶格 n n
样厚 度 l.mm,钢 丝绳 间距 l. m 25 25 m。
1 性 能 测试 . 3
l . 物理 性 能测试 -1 3
拉伸 和撕 裂性 能按 G /5819 定 , 高铁检 测 仪器 ( BT 2 .9 2测 在 东莞 ) 限 公司 G -C -0 0 有 TT S20 电子 万 能拉力 机上 进行 ,拉伸 速 率 为 50mm/ n 0 mi。邵 尔 A 硬度 按 GBT 2 -92测 定 ,使 /5 819 用X - Y 1型橡胶 硬度 计 。 压缩 永 久变 形按 GB 7919 定 , 7 5.96测 试验 条 件 为压 缩量 2 %,10 5 0 ℃
橡胶自粘性及其影响因素
胶料自粘性及影响因素分析自粘是同种未硫化胶料贴合并停放一定时间后产生的融为一体的现象。
它是两个粘合表面的橡胶大分子通过分子热运动相互扩散渗透的结果。
自粘性是未硫化胶独有的特性[1]。
自粘性在成型过程中很重要,因而也被称为成型粘性。
自粘性对橡胶加工有利也有弊,它为各制品的贴合成型提供粘合力,保证贴合部位牢固;但有的工序环节中不需要自粘,为了防止粘合,还要使用隔离剂。
本文讨论胶料自粘性的产生原理及其影响因素。
1自粘性的产生未硫化胶相互接触时,界面处相互渗透和扩散,这种分子尺度的相互扩散经过一定时间后使两层胶融为一体。
在理想情况下,其粘合力可达到胶料自身强度,从而保证硫化后产品整体性能的均匀,因此可以把自粘视为大分子相互扩散的结果。
当两层胶片贴合时,界面处的橡胶大分子链在相互纠缠过程中因热运动而形成空穴,会容许其相邻分子链以链段规模挤入空隙之中,随着时间的延长而最终融为一体,如图1 所示。
对不同胶种而言,由于空穴的容积、截面积和每个聚合单位的穴数不同,导致自粘力不同。
空穴的容积越大,穴数越多,自粘力水平越高。
其中最关键的因素是空穴容积,空穴容积小往往容不下相邻分子的链段,在这种情况下,穴数再多也不起作用。
不同胶种的空穴容积、面积和穴数见表1。
由表1可见,NR 的空穴容积和单元空穴数都处于绝对优势,自粘性最强,而EPDM 最弱[2]。
2 自粘性的影响因素2.1 胶种橡胶的相对分子质量大,对界面相互扩散和渗透都不利,自粘效果差;反之则扩散的自由度大,对自粘有利。
因此,为保证良好的自粘性,生胶需要充分塑炼。
橡胶分子支链的存在不同程度地阻碍了链段的热运动和扩散,因此不利于自粘。
极性基团的偶极矩大,对空穴的生成和链段的进入都有阻碍,且极性基团的存在加大了扩散所需的活化能,增大了扩散难度。
以NBR为例,腈基含量不同,扩散活化能也不同。
NBR 中丙烯腈质量分数为0.196,0.280和0.369时,其扩散活化能分别为19.85,36.15和69.18kJ。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
影响钢丝帘线与橡胶粘合性能的主要因素张清珍(湖北钢丝厂,襄樊 441004) 摘要 分析了影响子午线轮胎用钢丝帘线与橡胶粘合性能的主要因素,其中包括钢丝帘线的镀层组分及厚度、结构、表面状态、操作、包装贮存条件以及子午线轮胎的结构和胶料配方设计及生产工艺等因素。
关键词 橡胶,钢丝帘线,粘合 子午线轮胎用钢丝帘线与橡胶的粘合是一个复杂的课题。
粘合性能的优劣对子午线材料、物理和化学等多学科的知识及各种研究分析手段的制约,因此不可能全面透彻地分析所有影响因素并提出相应的解决措施。
本文仅就影响钢丝帘线与橡胶粘合性能的主要因素,即钢丝帘线的镀层组分及厚度、结构、表面状态等特性以及钢丝子午线轮胎的胶料配方、结构设计及生产工艺等进行探讨。
1 钢丝帘线特性的影响111 钢丝帘线镀层组分及厚度的影响钢丝帘线镀层的组分及厚度是影响其与橡胶粘合性能的主要因素之一。
目前,一般采用铜、锌二元合金镀层,也有采用铜、锌、镍和铜、锌、钴等三元合金镀层,但后两种均尚未形成工业化生产。
轮胎的质量有着至关重要的影响。
改进和提高钢丝帘线与橡胶的粘合性能一直是子午线轮胎研究、设计、生产部门和钢丝帘线生产设计部门共同奋斗的目标。
由于钢丝帘线与橡胶的粘合涉及到金属 作者简介 张清珍,男,48岁。
工程师。
1969年毕业于山东化工学院中专部橡胶工艺专业。
主要从事轮胎里程试验、金属材料机械性能试验、金属制品工艺技术等方面的研究工作。
已发表论文近10篇。
镀层涂覆方式均为电镀法,以先镀铜、后镀锌、再进行热扩散的方法为主,也采用以氰化物为络合物的一步法。
在铜、锌二元合金镀层中,铜和锌的质量分数之比为(0161~0170)∶(0139~0130)。
一般分为低铜镀层[铜和锌的质量分数之比为(0161~0166)∶(0139~0134)]和普通含铜或高铜镀层[铜和锌的质量分数之比为(0165~0170)∶(0135~0130)]两种。
一般,镀层厚度为0112~0136μm ,大多在0115~0130μm 范围内。
若镀层组分和厚度在技术指标要求的范围内,在胶料配方及硫化条件相同的条件下,含铜量较小且镀层厚度较大和含铜量较大且镀层厚度较小的钢丝帘线与橡胶的粘合性能较好。
但是,当铜的质量分数超过0180或低于0155时,钢丝帘线与橡胶的粘合性能非常差,钢丝表面几乎没有覆胶。
最佳的镀层组分和厚度是相对于最佳胶料配方和硫化工艺而言的,起决定作用的是胶料配方中所采用的粘合体系和硫化体系。
112 钢丝帘线结构的影响钢丝帘线的捻制结构是影响与橡胶粘合性能的另一个重要因素。
目前,国内外的钢丝帘线从结构上大致可分为如下5种类型:开放型、高伸长率型、半开放型、规则型和密集型。
(1)开放型开放型结构钢丝帘线的单丝根数较少,每根单丝在捻制成绳前,经过强制机械作用,产生预变形。
这种结构的钢丝帘线捻距小、捻角大,丝与丝之间互不接触,呈网绳状结构,胶料能够充分渗透,使每一根单丝均可被橡胶所包覆,因此其粘合性能在所有结构的钢丝帘线中是最好的。
一般其粘合力为钢丝帘线断裂强力的70%~80%以上。
但是,由于单丝的强制变形量较大,因此强度损失较大,钢丝帘线的综合物理性能相对较差。
(2)高伸长率型高伸长率型钢丝帘线的结构特点是将由多根单丝组成的股线在较大的强制机械作用下进行预变形,形成捻距小、捻角大、股与股之间有较大孔隙的蓬隆状结构。
橡胶可渗透到孔隙中,将每根股线包覆,因此其粘合力也较大,为钢丝帘线断裂强力的50%以上。
(3)半开放型半开放型钢丝帘线亦称非规则型,这种结构钢丝帘线的断面不是传统的圆形,而是T形、三角形或椭圆形等,其与橡胶的粘合界面比规则型结构的大,橡胶的渗透性较好,因此与橡胶的粘合性能较好,其粘合力占钢丝帘线断裂强力的比例与高伸长率型相当。
(4)规则型规则型结构钢丝帘线的规格比较多,用途比较广泛,用量也相对较大,一般分为两种结构:①多根单丝先合成股,再交互加捻成绳,丝与股之间呈点接触状态,其中又有加外缠丝和不加外缠丝之分,如7×4,7×4+1, 3+6,3+9,3+9+1,3×3等结构;②多根单丝不合股,只分同向和交互向规则型排列,分层包捻成绳并加外缠丝,除外缠丝与整绳呈点接触外,其绳内单丝基本呈线接触状态,如3+9+15+1等结构。
规则型钢丝帘线的最大特点是捻制结构比较紧密,单丝排列呈规则的圆形断面形式。
因此,橡胶只能包覆整绳的圆周表面,只有极少量的胶料渗透到外层单丝微缝中,难以渗透到整绳的内部。
故只有外缠丝的横向阻力起着增加粘合界面而且提高粘合力的作用,整绳的粘合力则相对较小。
其粘合力仅为钢丝帘线断裂强力的20%~40%。
(5)密集型由多根单丝不分股也不分层、大捻距、小捻角一次加捻成带有外缠丝的钢丝束构成密集型结构钢丝帘线,其丝与丝之间排列非常紧密且规则,呈完全线接触状态,断面为圆形,如1×12+1,1×14+1,1×27+1,1×49+1等结构。
由于其结构特点,橡胶的渗透性与其它结构的钢丝帘线相比是最差的。
其粘合力仅为钢丝帘线断裂强力的30%左右,但这种结构钢丝帘线的综合物理性能非常优异,尤其是抗动态疲劳性能大大优于其它结构的钢丝帘线。
113 直径的影响钢丝帘线的单丝直径和整绳直径均会影响其与橡胶的粘合性能。
在钢丝帘线结构和胶料配方相同的条件下,单丝或整绳的直径越大,则其粘合界面越大,粘合力也就越大。
若单丝直径相同,整绳结构不同或胶料配方不同,则直径的大小与粘合力无可比性。
114 钢丝帘线表面状态的影响钢丝帘线的表面状态也是影响与橡胶粘合性能的因素之一,而影响其表面状态的因素主要有:湿拉润滑剂、环境卫生、操作、包装与贮存条件。
(1)湿拉润滑剂的影响在高速高压条件下,高强度铜锌合金镀层钢丝,在通过硬质合金模具强制使其产生由粗变细的机械变形过程中,液体湿拉润滑剂起润滑和冷却作用。
湿拉润滑剂是由油脂、脱盐水、极压添加剂、防腐剂、杀菌剂、消泡剂、活性物质、芳香物质等成分组成的共混物乳化液体。
使用液体湿拉润滑剂可以减轻模具磨损,减少钢丝表面镀层损失,降低设备能耗。
但若润滑剂的各种添加剂不符合技术要求或在使用过程中产生腐败、污染、工艺参数调整不当等不良状况时,其在钢丝表面附着的微量残留物有可能对与橡胶的粘合性能产生不良影响。
(2)环境卫生的影响钢丝帘线成品厂房和设备应尽量保持清洁,以免使钢丝帘线表面粘附灰尘、油污、吸附潮气及受到其它有害气体的侵蚀,从而影响与橡胶的粘合性能。
(3)操作因素的影响在钢丝帘线生产过程中,由于操作人员的手上必然会有汗渍或污物,因此一旦赤手擦或碰撞,必须用中性防潮线、瓦楞纸板或塑料板将成品钢丝帘线相互隔离。
为了防潮,还需放置一定数量的干燥剂,并用干净的PE 塑料真空封装。
所有包装材料必须是无任何污染的中性物质,使用前必须充分干燥,否则将会导致锈蚀而影响与橡胶的粘合性能。
钢丝帘线的中间产品和未包装成品的存放场地,必须具备洁净、恒温和恒湿的条件,否则,随着时间的推移,钢丝表面会发生氧化、锈蚀等不良反应,影响与橡胶的粘合性能。
性能甲厂A配方B配方乙厂丙厂丁厂戊厂己厂指标≥450≥285≥400≥400≥350≥408实测405465296508427419456 从表1可以看出,由于各厂所用胶料配方不同,所测得的粘合强度有很大差异。
即使采用同一胶料配方,但分批混炼,所测得粘合强度也有很大的差异。
例如,某厂在验收一批湖北钢丝厂生产的5×0125钢丝帘线时,初试粘合强度只有252N・(1215mm)-1,复试后仍然达不到该厂技术指标要求,经分析,该批产品的镀层中铜的质量分数及厚度均符合技术要求。
两个多月后,对同一试样,采用同一配方再进行测试,粘合强度却高达443N・(1215mm)-1。
213 生产工艺的影响确定了理想的结构和配方之后,更需要有先进的生产工艺技术和装备,使橡胶与钢丝帘线获得良好的粘合效果。
所采用的工艺及设备不同,对钢丝帘线与橡胶粘合力的要求也不同。
对于同一品种规格的钢丝帘线,如3+9+15×0122w,有的直接接触单丝、股绳或成品,短时间内即会使钢丝产生锈蚀,将影响与橡胶的粘合性能。
故在操作过程中,操作人员必须配备干净且干燥的工作服和手套,并严格按工艺操作规程进行操作。
(4)包装与贮存条件的影响为了防止各缠满钢丝帘线的线轴相互摩2 子午线轮胎结构配方及生产工艺的影响211 结构设计的影响在全钢和半钢子午线轮胎中,钢丝帘线与橡胶脱层的现象主要发生在带束层的两边缘、胎肩及胎肩向胎体的过渡区、胎圈部位等在动负荷作用下的应力集中区域内。
各部位的形状、轮廓或断面的合理设计及钢丝帘线品种规格的正确选择均是减少或避免脱层现象的主要措施。
212 胶料配方设计的影响胶料的配方设计,包括生胶的品种、粘合体系、硫化体系、防护体系、补强体系等的选择,对获得钢丝帘线与橡胶的最佳粘合性能至关重要。
采用不同的胶料配方及粘合性能测试方法,对于相同结构和镀层的钢丝帘线,所测得的粘合力的结果却完全不同。
例如,国内几家轮胎厂在轿车子午线轮胎带束层中均使用湖北钢丝厂采用相同工艺生产的5×0125钢丝帘线,粘合力的实测结果列于表1。
表1 粘合强度实测结果N・(1215mm)-1要求低含铜量;有的要求高含铜量;有的要求粘合强度≥1375N・(1215mm)-1;有的要求粘合强度≥500N・(1215mm)-1;有的试样截面尺寸为25mm×1215mm;有的试样截面尺寸为1215mm×1215mm。
又如规格为2+2×0125的钢丝帘线,有的要求粘合强度不低于450N・(1215mm)-1,覆胶率不低于85%;有的只要求这两项指标分别不低于285N・(1215mm)-1和60%。
子午线轮胎的生产工艺更是有很大的差异,有的采用压延法,有的采用挤出法;放线时有的采用恒张力法,有的采用重力加张力法,有的直接用自然张力。
对于成型工艺,有的采用一次法成型,有的采用两次成型法。
对于硫化工艺,有的采用高温快速硫化法,有的采用低温慢速硫化法。
这些因素直接或间接影响钢丝帘线与橡胶的粘合力,这就使钢丝帘线的常规生产很难适应多样化的要求。
固特异列入世界1000强英国《轮胎与配件》1997年8期65页报道:在《工业周刊》排出的1996年世界加工企业1000强中,固特异以131亿多英镑的销售额名列第123位。
榜上有名的轮胎公司还有:日本普利司通,第85位;法国米其林,第130位;意大利倍耐力,第282位;德国大陆,第255位;荷兰倍耐力,第556位;美国库珀,第915位。
(涂学忠摘译)因此,近年来钢丝帘线与橡胶的粘合力问题成为子午线轮胎生产厂和钢丝帘线厂之间在产品质量方面产生争议的焦点问题。