YAMAHA贴片机性能表
YAMAHA贴片机操作界面英文单词

YAMAHA贴片机操作界面英文单词1. 控制面板按键active 激活ready 准备(准备好)reset 复位start 开始加工(自动加工)stop 停止(停止加工)error clear 清除错误(消错)emergency 紧急制动键2. 操作界面①setup 安装(文件、数据处理)board 打开(程序)create 新建(程序)board name 程序名称(电路板名称)board counter 电路板计数器total 总数produced 已生产(电路板)数board size 电路板尺寸condition 状态、状况speed (机器运行)速度feeder plate priority 供料器平台优先级front fdr priority 前面供料器优先rear fdr priority 后面供料器优先tray magazine priority 托盘仓位优先级utility 公共部分(公用、实用)origin 原点(回原点)warm up 热身warm up type 热身类型warm-up time 热身时间stop after time over 时间到后停止progress status 进程状态expired time 已用时间start 开始stop 停止close 关闭cycle stop 周期停止(完成一个周期后停止)halfway continue 中断继续(生产过程中出现意外停止后,继续完成生产任务) feeder bulk 散料供料器required parts 所需元件类型required nozzles 所需吸嘴check nozzles 检查吸嘴step 步进History 历史记录Software Setting 软件设定SW Version 程序类型转换Board Explorer 程序浏览器(程序编辑、删除、复制等操作) Database (元件、标志点)数据库(数据库的备份、恢复)System Backup 系统备份(系统参数的备份、恢复)②Board 电路板⑪Board 电路板(基本属性)Board Size Height 电路板尺寸高度Board Comment 电路板描述(注释)Board Fix Device 电路板固定方式(固定设备、装置)Locate Pin 顶针固定Edge Clamp 边夹固定Pin+PushUP 顶针+升底板固定Alignment 排列、定位UseAlign 使用排列、使用定位IgnoreErr 忽略错误Vacuum Check 真空检测、真空检查Check 检测、检查NoCheck 不检测、检查⑫Offset 原点Board Origin 电路板原点Block Offset 块原点Row Edit 行编辑(复制、粘贴、删除等操作)Teach 学习(记录坐标信息)⑬Fiducial 基准点Local 本地基准点⑭Mount 贴装(元器件)Edit 编辑Execute 执行Skip 跳过、不执行Pattern Name 图案名称R 角度P.No 元件类型序号Part Name 元件类型名称Head 吸嘴头(指定使用那个吸嘴吸取、贴装) ⑮Badmark 坏点Teach 学习Set Point 设定(标记)点Clear Point 清除(标记)点Teach 学习(记录坐标)Trace 跟踪Trace Previous 跟踪前一数据Trace Next 跟踪下一数据③Parts 元器件Basic 基本属性Pick 拾取、取料、抓料Mount 贴装Vision 视图、图像Shape 形状Tray 托盘Option 选项④Mark 标记点Mark Type 标记点类型Basic 基本属性Shape 形状Vision 视图、图像⑤Unit 机械部件、组件Conveyor 传送带Width 导轨宽度Left 向左传送Right 向右传送Exit Stopper 出口挡板Main Stopper 主挡板Entrance Stopper 入口挡板Push Up 升底板Locate Pin 升顶针Push In 后顶Edge Clamp 边夹Head 吸嘴头Feeder 供料器I/O 输入/输出接口⑥Operator 操作者、用户登陆⑦Save 保存⑧Optimizer 优化器⑨Machine 机器参数⑩Off 关机。
YAMAHA贴片机设备点检保养确认表
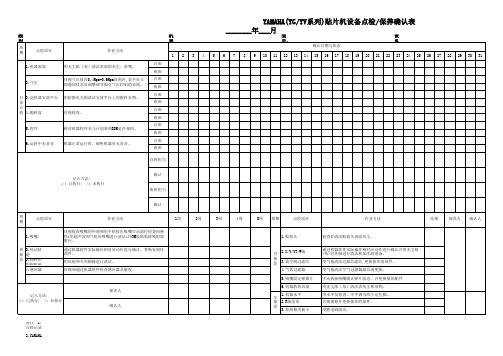
用风枪和专用棉棒进行清洁。
目视和通过机器软件检查感应器灵敏度。
记入方法: √: 已执行; /: 未执行
保养人 确认人
1.贴装头
检查并清洁贴装头表面灰尘。
月 2.X/Y/YT/W轴
保 养
3.真空阀过滤芯
4.气雾过滤器
5.吸嘴固定弹簧片
6.机器散热风扇
白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班 白班 夜班
白班担当
记入方法: √: 已执行; /: 未执行
确认 夜班担当
确认
周 期
点检项目
作业方法
1周
2周
3周
4周
5周 周期
点检项目
作业方法
结果
保养人 确认人
1.吸嘴
周 2.传动轨 保道 养 3.物料识
别相机镜 4.感应器
目视检查吸嘴的外观和用手指按压吸嘴可动部位检查回弹 性;用超声波和气枪对吸嘴进行清洁;用3M胶纸粘除吸附面 脏污。
年 1.机器水平 保 2.R轴皮带 养 3.控制箱内板卡
通过机器软件实际操作相对应动作进行确认并用无尘纸 (布)对各轴进行清洁和加注润滑油。 用气枪清洁过滤芯滤芯,更换损坏的部件。 用气枪清洁空气过滤器滤芯或更换。
手动拆装吸嘴确认弹片状态,并更换损坏配件 用无尘纸(布)清洁表灰尘和杂物。 用水平仪检查,不平调节四个定位脚。 目视观察并更换损坏的部件。 用静电刷清洁。
6.运转中无异音 机器正常运行时,细听机器有无异音。
YAMAHA(YG/YV系列)贴片机设备点检/保养确认表
_______年___月
机
型
设
器
号:
YS24贴片机操作指导手册

一、目的:范规对SMT 片机的操作、保贴养,以保品量及延命。
证产质长设备寿二、范围:片机:贴YAMAHAYS24三、定义:略五、运作过程:5.1片机的基本操作步贴骤5.1.0入源是否三相检查输电为380V 交流电、±10%;空力是否气压为5.5kgf/cm 2、±0.5kgf/cm 2.ACTIVEREADYRESE 操作選擇伺服復位START 開始MAINPOWER 鍵盤滑鼠EMG5.1.1合上,机器供。
总开关给电开电5.1.2源。
开开关电开关进检(1)打机器前左下方面板上源,机器行自。
单显开,(2)自检OK,主示后,旋轴处,[EMERGXENCYSTOP]信息消失,各于伺服控!!况时随时观运况发异马检查问题并:暖机察机器行情生常,上停止操作,原因解决它。
开产5.1.5PCB始生:称产PCB名,按用鼠标选择[BOARD]中要生的(1)操作根据所各机《员种SMT排位表》上料。
(2)选择[READY]开产绿[START]机器始生。
(3)按下色5.1.6障碍排除产时红并报声时生中遇到障碍,色指示灯亮,有警。
排除障碍,按下机器左按任意使用除幕示消失。
键将权清屏显当显现<SHUTDOWNCOMPUTER>后,掉源。
关电示器出贴养维护5.2片机的保和养维护5.2.1日常保和工作的片每日行保,保果在对贴进养将养结记录[SMT 每日点表检]中。
5.2.2每周保和养维护工作对的片机贴每周行进保,养将保果养结在记录[SMT 贴片机周保表养]中保象养对容内注备吸嘴具夹冲作,如果作不平滑,涂上检查缓动动薄薄的一滑,如具松弛,固层润剂夹紧之。
移动镜头的灰和留物清洁镜头尘残X 杆轴丝杆是否有碎屑或留物,必检查丝残须清洁它X 轴导轨滑脂是否有硬化,无留物粘附检查润残Y 杆轴丝杆是否有碎屑或留物,必检查丝残须清洁它Y 轴导轨滑脂是否有硬化,无留物粘附检查润残Z 杆轴丝杆是否有碎屑或留物,必检查丝残须清洁它Z 轴导轨滑脂是否有硬化,无留物粘附检查润残W 杆轴丝杆是否有碎屑或留物,必检查丝残须清洁它空界面气检查Y 型封圈和O 型是不老化,必要环更时换5.2.3每月保和养维护工作的片每月行保,保果在对贴进养将养结记录[SMT 片机每月保表贴养]中。
雅马哈贴片机操作守则
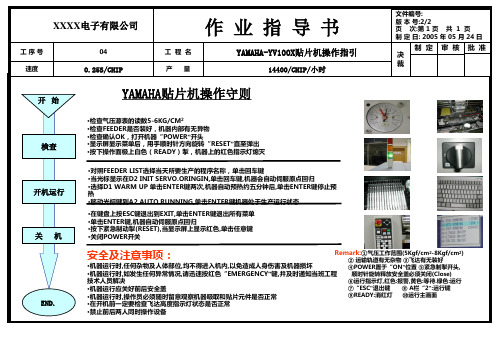
XXXX电子有限公司
工 序 号 速度 04 工 产 程 名 量
作 业 指 导 书
YAMAHA-YV100X贴片机操作指引
14400页 次:第 1 页 共 1 页 制 定 日: 2005 年 05 月 24 日
0.25S/CHIP
决 裁
制 定 审 核 批 准
开 始
YAMAHA贴片机操作守则
•检查气压源表的读数5-6KG/CM2 •检查FEEDER是否装好,机器内部有无异物 •检查确认OK,打开机器“POWER”开头 •显示屏显示菜单后,用手顺时针方向旋转“RESET”直至弹出 •按下操作面极上白色(READY)掣,机器上的红色指示灯熄灭 •对照FEEDER LIST选择当天所要生产的程序名称,单击回车键 •当光标显示在D2 INIT SERVO.ORINGIN,单击回车键,机器会自动伺服原点回归 •选择D1 WARM UP 单击ENTER键两次,机器自动预热约五分钟后,单击ENTER键停止预热 •移动光标键到A2 AUTO.RUNNING,单击ENTER键机器处于生产运行状态 •在键盘上按ESC键退出到EXIT,单击ENTER键退出所有菜单 •单击ENTER键,机器自动伺服原点回归 •按下紧急制动掣(RESET),当显示屏上显示红色,单击任意键 •关闭POWER开关
END.
•机器运行时,任何杂物及人体部位,均不得进入机内,以免造成人身伤害及机器损坏 •机器运行时,如发生任何异常情况,请迅速按红色“EMERGENCY”键,并及时通知当班工程技 术人员解决 •机器运行应关好前后安全盖 •机器运行时,操作员必须随时留意观察机器吸取和贴片元件是否正常 •在开机前一定要检查飞达高度指示灯状态是否正常 •禁止前后两人同时操作设备
検查
开机运行
YAMAHA贴片机_YS12-YG12M_保养手册
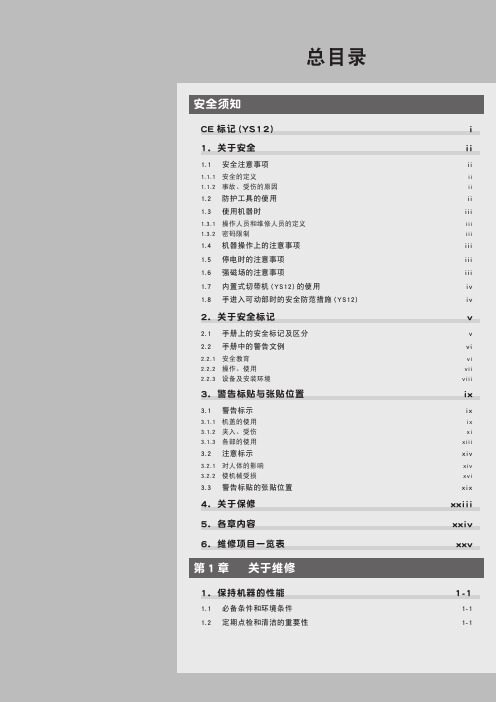
xxiv
xxv
1-1
1-1 1-1
2. 维修作业前的准备
2.1 消耗品和更换零部件 ( 故障时 ) 2.1.1 消耗品 2.1.2 更换零部件 ( 故障时 ) 2.2 维修工具 2.2.1 清洁工具 2.2.2 加油工具·润滑油 2.3 必备工具
第 2 章 日常点检项目
作业前
1. 吸嘴状态的检查
知
‧ 除警告标贴外,只使用英文。
n 要点 警告标贴有两种形式,一种是只有象形图,一种是除了象形图还附有警告文。附有警告文时,除了有英文标示,还有中文、日文、ห้องสมุดไป่ตู้韩文标示的情况。
A2 有关 EMC 的内容
‧ 电磁波抗干扰(Immunity) 满足 EN61000-6-2 标准的测试基准。
‧ 电磁波放射 满足 EN55011 标准 ISM 机器分类 :Group 1、Class A 的测试基准。
基板下侧 4.2 〜 39.2mm 1.0 〜 31.0mm
上侧出入口板
基板传送面 下侧出入口板
55004-L5-00 备注 以基板传送面为基准 以基板传送面为基准
2. 关于安全标记
为了防止操作人员和其他工作人员发生安全事故,防止机器发生故障或受到损伤,必须采取相应的安全措施,
防患于未然。以下具体说明必须严格遵守的安全注意事项,以不同标记分别说明无视安全而产生的危害和损伤。
1.1 通过软件系统检查 1.2 通过目测检查
2. 送料器架的清洁
3. 相机透明罩的清洁
第 3 章 定期点检项目
1. 每周
1.1 吸嘴的点检和清洁 1.1.1 回弹部的点检和清洁 1.1.2 确认弹簧片 1.2 确认传送装置传感器的状态·动作 1.3 确认基板固定夹的状态·动作 1.3.1 基板固定夹状态的确认 1.3.2 基板固定夹动作的确认
雅马哈贴片机 修机 调机的经验之谈

SMT设备维修实例随着电子工业的飞速发展,SMT设备正得到越来越广泛的应用,但这些设备在使用过程中不可避免地会出现这样或那样的问题。
一般情况下使用厂家是与设备供应商联系维修,但往往会因为路途等原因耽误相当长时间而影响生产,而且设备维修花费、维修人员的旅途费等也将是一笔不小的开支。
因此,对于SMT 工程技术人员来说,掌握一定的维修技术,就可以避免上述情况的出现。
在维修过程中,我们应找出设备故障产生的根本原因,这样我们在排除故障时才能做到有的放矢。
笔者将结合自己的几次维修典型事例,介绍SMT设备故障分析及排除方法,以供同行参考。
故障分析及排除故障一:托盘(TRAY)元件供料平台位置的调整工作过程:我们使用的高精度贴片机为松下MPA—G3,其托盘元件供料器与机器主体连为一体。
贴装托盘元件(如QFP)时,有一个专用吸头(TRAY HEAD)将元件从托盘中吸出并放在一个供料平台上,然后供料平台移到贴片头所在位置以供贴装头吸取贴装。
故障的产生及分析:我们发现贴装头(MOUNT HEAD)吸取元件时存在一定的偏差,吸嘴很难吸取到元件的正中心上,从而会对贴装造成一定的影响。
但若将机器工作方式改为直接取料,即MOUNT HEAD不通过供料平台而直接从托盘上吸取元件时,就不存在这种情况。
由此我们分析MOUNT HEAD与TRAY HEAD在供料台上吸取放置元件的位置不在一个轴上,从而造成吸取误差。
故障的排除:MOUNT HEAD与TRAY HEAD在供料平台上的吸取放置元件的位置可由机器参数(MA CHINE DATA)来设定,我们以MOUNT HEAD在供料平台上吸取元件的位置为参考点,将TRAY HEAD 在供料平台上放置元件的位置调整到与参考点位置重合即可。
在以后的生产过程中,就再未出现过托盘元件吸取不正的问题。
笔者利用这种方法也曾解决了另外一家单位设备中存在的相类似的问题。
故障二:部品贴装偏差大故障的产生:笔者曾使用过YAMAHA公司的中速贴片机YV1OO,该型机器以贴装片状元件为主。
YAMAHA_YV100X贴片机操作教程DOS
YAMAHA_YV100X贴片机操作教程DOS1. 简介YAMAHA YV100X贴片机是一种高效的表面贴装设备,用于电子元件的自动贴装。
本教程将向您介绍如何在DOS环境下操作YAMAHA YV100X贴片机。
2. 系统要求在使用YAMAHA YV100X贴片机之前,请确保您的计算机满足以下要求:•操作系统:DOS•计算机接口:串口3. 安装驱动为了使YAMAHA YV100X贴片机能够与计算机正常通信,您需要安装相应的驱动程序。
请按照以下步骤进行安装:1.打开计算机并将驱动光盘插入光驱。
2.在DOS命令行下,执行以下命令加载驱动:C:\\> LOADDRVR /S /P COM1这将加载COM1串口驱动程序。
3.检查驱动程序是否成功加载。
在DOS命令行下执行以下命令:C:\\> MODE COM1:如果能够显示COM1的状态信息,则驱动程序安装成功。
4. 连接贴片机在操作YAMAHA YV100X贴片机之前,您需要将其与计算机连接起来。
请按照以下步骤进行操作:1.将一个端口连接线的一个端口连接到YAMAHAYV100X贴片机上的COM接口。
2.将另一个端口连接线的一个端口连接到计算机上的COM1串口接口。
3.插入每个连接线的另一端。
5. 启动贴片机在完成驱动程序的安装和贴片机的连接后,您可以启动贴片机。
请按照以下步骤进行操作:1.打开YAMAHA YV100X贴片机的电源开关。
2.按下贴片机的电源按钮,使其开机。
3.在DOS命令行下,执行以下命令启动贴片机:C:\\> START YV100X.EXE6. 使用贴片机YAMAHA YV100X贴片机的操作界面具有直观的功能按钮和菜单,使您能够轻松控制贴片机的各项功能。
以下是一些常用的操作功能:•贴片机设置:您可以通过点击。
YAMAHA YV100II最全的参考资料第三章 调整
第三章调整第三章调整简介此章描述了如何检查系统机械及电气操作与必要时如何调整机器。
大多分调整通过使用命令或VIOS软件中维护管理器(3/MAINTE/M)中的调整工具平台来执行。
调整需要操作管理器与数据管理器中的操作与数据编辑。
以下提供系统维护管理器各部分的主要描述。
注意各部分中的可选项目信息可通过按下[F1]键即可见操作显示器上的帮助信息。
l系统维护管理器的各部分及命令1.机器配置模式系统维护管理器中的机器配置(3/1/MCH_CONFIG)模式可用于设置贴片机的选项,及检查各种特定数据。
当选择<3/1/MCH_CONFIG>并按回车键时,以下窗口出现。
此模式中的各项信息,可按[F1]键即显示于操作显示器上。
l机器配置模式的菜单项小心机器配置数据在机器运输前根据所提供机型已经适当设定,一般不必作改变。
然而,当增加配置或改变功能时须作必要的设置。
关机重开后机器配置数据的改变生效。
2.机器数据编辑模式在机器数据编辑(3/2/MCH_DA TA)模式,可编辑贴片机各项机器数据或相关选项。
当选择<3/2/MCH_DA TA>-<A1 SELECT TARGET>并按回车键时,以下菜单显示。
选择各项可显示当前机器数据设置。
l机器数据编辑模式的菜单注意尽管可以以示教或键盘直接修改机器数据,我们仍然建议使用机器调整模式(3/3/MCH_ADJUST)中的调整工具或编辑屏幕。
在口令设置中,机器数据编辑模式高于机器调整模式,换句话说,机器数据编辑模式可更好地避免不正确的修改。
3.机器调整模式包括调整命令及工具。
当选择<3/3/MCH_ADJUST>-<B1 ADJUST TARGET>并按回车键,调整菜单即出现。
各调整项目的细节见此章相关部分。
当移动光标至此模式<3/3/A/UTILITY>时,以下菜单出现。
调整过程中必要时使用这些命令各命令的信息,按F1键即见操作显示器上的帮助信息。
雅马哈YAMAHA贴片机作业指导书
雅马哈YAMAHA贴片机作业指导书
1
2020年4月19日
1、准备工作
1.1作业前需进行机台点检并记录表单中,点检项目如下: 1.1.1确认贴片机电源和气压 运动导轨。
2、操作说明:
2.1贴片机整机简介
2.2贴片机开机
2.2.1打开稳压器电源开关 (确认电压在200V )
机台气
紧急停
从左往右依次是鼠
从左往右
依次是开
取料
基板进料
基板出料
屏幕显
机台
电压
稳压器电源
2.2.2先打开机台电源和显示屏开关,然后打开紧急停止按钮,按下
ACTIVE(鼠标锁止键)和READY(开机键),最后按下START(开始键)(注:确认气压在0.5-0.65Mpa)
2.2.3机器预热:首先确认返回原点,然后在生产设计页面下点击暖机,设定
时间5分钟。
(注:观察各运动部件动作是否流畅、有异响,如有立即向领班反应情况)
⑴打开机台电
⑵打开显
⑶打开紧急停
⑷按下ACTIVE
⑸按下
2.3程序编写前的准备
2.3.1将元器件安装在取料器上
安装前取料器的状态 安装时取料器的状态
暖机
生产设
点击开
设
定
取料器
取料器按钮在。
YS24贴片机操作指导手册
一、 目的:规范对SMT 贴片机的操作、保养,以保证产品质量及延长设备寿命。
二、 范围:贴片机:YAMAHAYS24三、 定义:略四、 职责:4.1生产制造部SMT 操作员对的贴片机操作和日常保养。
4.2SMT 技术员对贴片机进行保养及维护。
5.1.2开电源。
(1) 打开机器前左下方开关面板上电源开关,机器进行自检。
(2) 自检OK ,主单显示后,键,[EMERGXENC YSTOP]信息消失,各轴处于伺服控制。
5.1.3回原点(1) 选(在菜单中选择)(2) 检ACTIVEREADYRESET操作選擇伺服復位MAINPOWER 鍵盤滑鼠 EMG:回原点前必须检查机器各运动部位是否有异物阻挡,如有异常会损坏机器运动部位!!5.1.4暖机(1)检查主机:检查供料器:异常停止解除。
供料器正常安装。
顶针不会移动。
回原点完成。
推杆锁紧。
5.1.8关电源完工检查检查并确保吸嘴未缺口或损坏,无锡膏或残留物黏附。
检查吸嘴夹持弹片是否变形。
检查激光部件,复合视镜头和独立视觉镜头窗口上无灰尘或脏污。
检查镜头上无碎屑或组件。
检查供料平台上无碎屑或其他杂物。
检查有无PCB在输送轨道周围和输送带上。
退出目前各显示按异常停止键异常停止。
按任意键将使用权清除屏幕显示消失。
当显示器出现<SHUTDOWNCOMPUTER>后,关掉电源。
5.2贴片机的保养和维护5.2.1日常保养和维护中。
5.2.2对工贴片5.2.3每月保养和维护对工作的贴片每月进行保养,将保养结果记录在[SMT贴片机每月保养表]中。
]中。
六、参考文件:略七、相关表格:7.1[YAMAHA机器日常点检表]7.2[YAMAHA贴片机维护保养表]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
YAMAHA贴片机性能表 (只有日文版的,大家就将就下拉)
機 種 YV100Xg基板寸法 Mタイプ:L460×W335mm(Max)/L50×W50mm(Min)Lタイプ:L460×W440mm(Max)/L50×W50mm(Min) 装着精度 絶対精度(μ+3σ):±0.05mm/CHIP、±0.05mm/QFP【弊社評価用標準部品使用時】 装着タクト 0.18秒/CHIP 1.7秒/QFP【最適条件】、1608CHIP:16,200CPH(0.22秒/CHIP換算)【IPC9850条件】 搭載可能部品 0603~□31mm部品、SOP/SOJ、QFP、コネクタ、PLCC、CSP/BGAFNCヘッド:搬入前基板上面許容高さ4mm以下、搭載可能部品高さ15mm ※6.5~15mmの高さの部品は条件付で可能。標準ヘッド:搬入前基板上面許容高さ6.5mm以下、搭載可能部品高さ15mm ※6.5~15mmの高さの部品は条件付で可能。 搭載可能部品 L1,650×W1,408×H1,850mm 外形寸法 約1,600kg
YV180X 基板寸法 Mタイプ :L330 x W330mm (Max.), L50 x W50mm(Min.)Lタイプ :L380 x W330mm(Max.),L50 x W50mm(Min.) 基板厚 0.4 ~ 3.0mm 基板搬送方向 右→左 装着精度 ±0.1mm(チップ゚部品) ±0.08mm(QFP) (部品サイズによって変ります) 装着タクト 0. 11秒/チップ (最適条件) 部品品種数 テープ品 80品種(Max., 8mmテープ換算) 部品供給形態 8~56mm幅テープ、ステック、バルク 搭載可能部品 1005~□25mm部品、コネクタ、CSP、 BGA、 QFPFNCヘッド :搬入前基板上面許容高さ4mm以下 搭載可能部品高さ6.5mm標準ヘッド :搬入前基板上面許容高さ6.5mm以下 搭載可能部品高さ6.5mm 電源仕様 三相 AC 200/208/230/240/380/400/416V ±10%,50/60Hz 電源規格 5KVA 供給エア源 0.55Mpa以上、650l/min. (ANR) (Max.)、 清浄乾燥状態 外形寸法 L1,960 X W1,490 X H1,873mm 重量 約2,080kg
機種 YV88X 基板寸法 L457×W355mm (Max.), または L50×W50mm(Min.) L457×W435mm (Max.) 基板搬送方向 右→左、 Uターン (オプション:左→右) 装着精度 ±0.08mm(チップ部品) ±0.04mm(QFP部品) 装着タクト 0.35秒/個(チップ部品・レーザー認識)0.55秒/個(チップ部品・マルチカメラ認識)0.9秒/個(QFP部品・マルチカメラ認識) 設定装着角度 ±180°、0.01°単位 部品品種数 ・テープ品 94品種(Max., 8mmテープ換算)・トレー品 80品種(Max., YTF使用時) 部品供給形態 8~56mm幅テープ品、スティック品、バルク品、トレー品 実装部品可能寸法 ・0603~□32mm部品、ロングコネクタ(マルチカメラ)・□32mm部品~□54mm部品(エリアーCCDカメラ)・搭載可能高さ:標準15mm (スーパーファインヘッド20mm) ポイントデータ数 2,560ポイント/基板(トータル25,000ポイント) 外形寸法 L1,655×W1,408×H1,850mm 重量 約1,450kg
機 種 YV100XTg 区 分 M L 基板寸法 L330×W250mm(Max)/L50×W50mm(Min) L380×W330mm(Max)/L50×W50mm(Min) 装着精度 絶対精度(μ+3σ):±0.05mm/CHIP、±0.05mm/QFP【弊社評価用標準部品使用時】 装着タクト 0.135秒/CHIP【最適条件】 0.155 秒/CHIP【最適条件】 1608CHIP:22,000CPH(0.16秒/CHIP換算)【IPC9850条件:M区分】 搭載可能部品 0603~□31mm部品、SOP/SOJ、QFP、コネクタ、PLCC、CSP/BGA※□25mm~□31mm部品は、軸スピードを抑えて搭載可能。FNCヘッド:搬入前基板上面許容高さ4mm以下、搭載可能部品高さ6.5mm標準ヘッド:搬入前基板上面許容高さ6.5mm以下、搭載可能部品高さ6.5mm 外形寸法 L1,650×W1,408×H1,850mm L1,650×W1,412×H1,850mm 本体質量 約1,750kg
機 種 YV180Xg 区 分 M L 基板寸法 L330×W330mm(Max)/L50×W50mm(Min) L380×W330mm(Max)/L50×W50mm(Min) 装着精度 絶対精度(μ+3σ):±0.05mm/CHIP、±0.05mm/QFP【弊社評価用標準部品使用時】 装着タクト 0.095秒/CHIP【最適条件】1608CHIP:30,600CPH(0.118秒/CHIP換算)【IPC9850条件:M区分】 搭載可能部品 0603~□31mm部品、SOP/SOJ、QFP、コネクタ、PLCC、CSP/BGA(※1) ※□25mm~□31mm部品は、軸スピードを抑えて搭載可能。FNCヘッド:搬入前基板上面許容高さ4mm以下、搭載可能部品高さ6.5mm標準ヘッド:搬入前基板上面許容高さ6.5mm以下、搭載可能部品高さ6.5mm 外形寸法 L1,960×W1,630×H2,000mm 本体質量 約2,080kg
機 種 YV88Xg 基板寸法 Mタイプ:L460×W335mm(Max)/L50×W50mm(Min)Lタイプ:L460×W440mm(Max)/L50×W50mm(Min) 装着精度 絶対精度(μ+3σ):±0.05mm/CHIP、±0.03mm/QFP【弊社評価用標準部品使用時】 装着タクト 0.55秒/CHIP【最適条件】、1608CHIP:6,400CPH(0.56秒/CHIP換算)【IPC9850条件】 搭載可能部品 CHIP部品、SOP/SOJ、QFP、コネクタ、PLCC、CSP/BGA、Flipchip、Die・0603~□31mm部品、ロングコネクタ(L100mm×W32mm):□31mm部品用マルチカメラ使用時・1005~□45mm部品、ロングコネクタ(L100mm×W45mm):□45mm部品用マルチカメラ使用時・□54mm部品:シングル認識カメラ(□54mm部品用)使用時FNCヘッド:搬入前基板上面許容高さ6.5mm以下、搭載可能部品高さ15mmSFヘッド:搬入前基板上面許容高さ20mm以下、搭載可能部品高さ20mm(※25mm対応も打ち合わせにより可能) 外形寸法 L1,650×W1,408×H1,850mm 本体質量 約1,600kg
機 種 YV100XTg 区 分 M L 基板寸法 L330×W250mm(Max)/L50×W50mm(Min) L380×W330mm(Max)/L50×W50mm(Min) 装着精度 絶対精度(μ+3σ):±0.05mm/CHIP、±0.05mm/QFP【弊社評価用標準部品使用時】 装着タクト 0.135秒/CHIP【最適条件】 0.155 秒/CHIP【最適条件】 1608CHIP:22,000CPH(0.16秒/CHIP換算)【IPC9850条件:M区分】 搭載可能部品 0603~□31mm部品、SOP/SOJ、QFP、コネクタ、PLCC、CSP/BGA※□25mm~□31mm部品は、軸スピードを抑えて搭載可能。FNCヘッド:搬入前基板上面許容高さ4mm以下、搭載可能部品高さ6.5mm標準ヘッド:搬入前基板上面許容高さ6.5mm以下、搭載可能部品高さ6.5mm 外形寸法 L1,650×W1,408×H1,850mm L1,650×W1,412×H1,850mm 本体質量 約1,750kg
機 種 YG200 基板寸法 L330×W250mm(Max)~L50×W50mm(Min) 基板厚/基板重量 0.4~3.0mm/0.65kg以下 基板搬送方向 右→左、(左→右) 装着精度 弊社評価用 絶対精度(μ+3σ):±0.05mm/CHIP、±0.05mm/QFP 標準部品使用時 繰り返し精度(3σ):±0.03mm/CHIP、±0.03mm/QFP 装着タクト 最適条件 0.08秒/CHIP IPC9850条件 1608CHIP:34,800CPH(0.103秒/CHIP換算)16pinSOP:24,400CPH(0.147秒/SOP換算) 部品品種数 80品種(Max、8mmテープ換算) 部品供給形態 テープリール、バルク、スティック 搭載可能部品 0603~□14mm部品、SOP/SOJ、QFP、コネクタFNCヘッド:搬入前基板上面許容高さ4mm以下、搭載可能部品高さ6.5mm標準ヘッド:搬入前基板上面許容高さ6.5mm以下、搭載可能部品高さ6.5mm