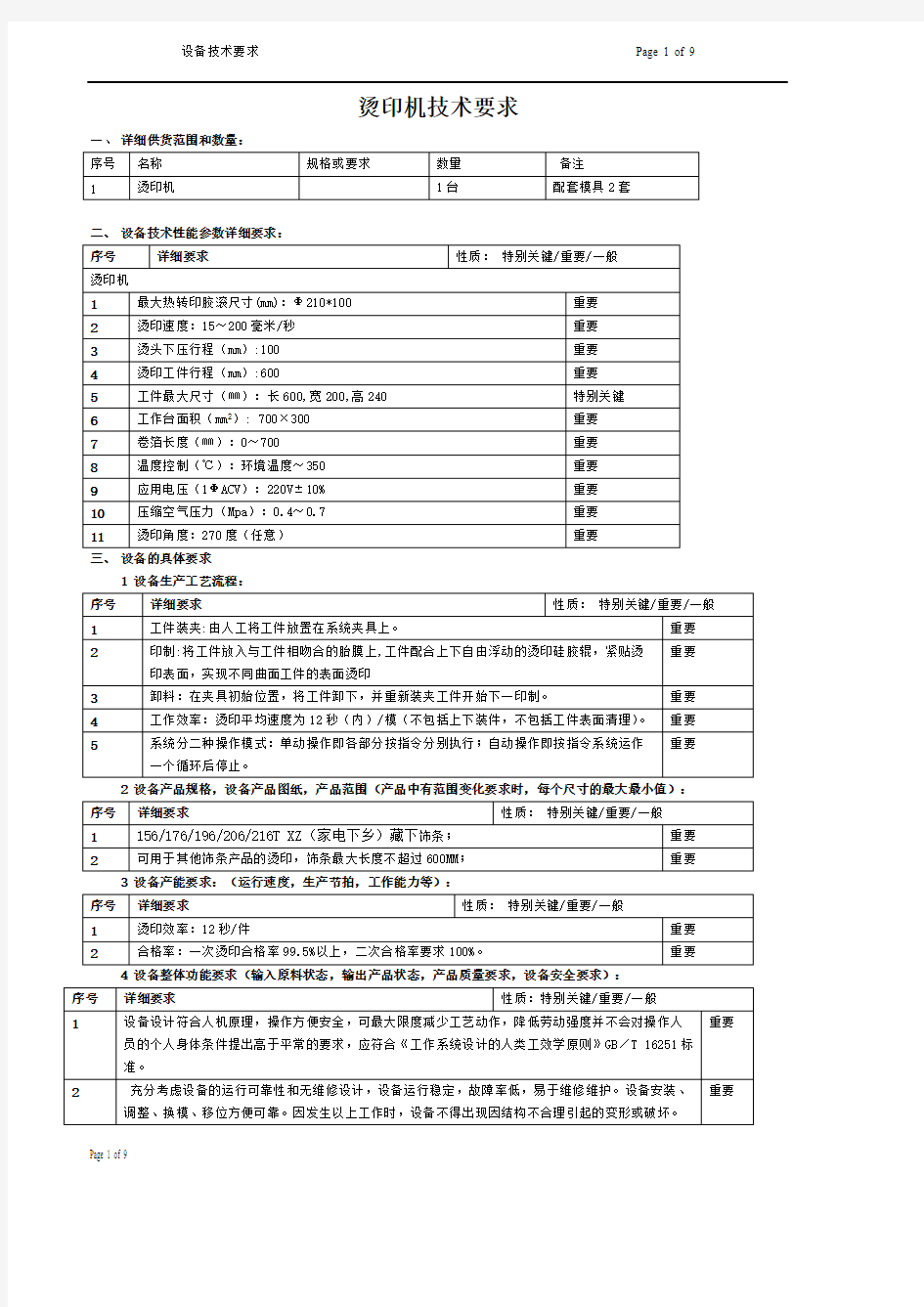
Removed_烫印机技术要求40

原煤破碎机技术规格书
1,本矿井设计原煤生产能力为8.00Mt/a。设计年工作日330d,采用每日4班工作制,3班生产,1班检修准备,每天净提升时间16h。 一水平输送机大巷破碎机安装在一水平输送机大巷与主斜井搭接处,用于破碎提升出井的煤炭(包括少量夹矸)。海拔高约1002.719m。 3.技术要求 3.1 标准和规范 1.所供应的货物应按下列最新版标准进行设计和制造 电器:IEC标准/EN标准 机械:ISO标准 类似或高于上述标准的货物原产国的国家标准或其它目前使用的国家标准。 中国《煤矿安全规程》 2.设备的设计与制造应采用SI国际单位制,个别部件采用英制单位应列出清单。 3.防爆电气设备应按中国GB3836.1.4—2000标准,或其它被中国防爆检验部门认可的标准制造。 4.设备交货前应取得中国国家煤矿安全标志证书和“MA”标识。 3.2 设备相关运行环境条件 矿井为低瓦斯矿井。煤有可自燃性,煤尘具有爆炸性危险。 气温变化范围:-5℃~30℃。 电源电压10kV/660V,频率50Hz。 3.3 破碎机技术性能指标与技术要求: 破碎能力: 4000(t/h) 给料方式:皮带机入料 破碎方式:齿辊式 破碎机型号: 2PLF140/280 入料粒度(mm):≤1500 出料粒度(mm):≤300 齿辊直径(mm):Φ1400
辊有效长度(mm):Φ2800 外形尺寸(mm): 6900x4100x1840 设备重量(Kg) 78000 破碎物料:煤和少量夹矸 电机功率:2x315Kw,采用国产知名品牌防爆电机(佳木斯防爆电机或南阳防爆电机)。 电机外壳的防护等级:不低于IP55。 电机应预埋温度传感器,实现对电机的温升监测和保护。 采用减速器传动装置,减速机配套进口,与电机功率相匹配。减速机应有直观的油位指示装置,并具有适宜的冷却系统。(减速器选用H3SH15) 偶合器采用国产知名品牌。 润滑要求:自动润滑。 所有轴承要求进口SKF。 必须具有齐全的机械保护可靠的电气失速保护系统。 整机寿命:≥10年;大修周期:≥3年。 破碎齿辊过煤量不少于1000万吨。 轴承寿命:不少于20000小时。 整机质保期:不少于6Mt过煤量或1年(以先到时间为准)。 要求整机寿命:不少于20Mt过煤量。 破碎机主要构成见下表: 序号名称数量备注 1 煤用分级式齿辊破碎机1台 每台包括: 1.1 破碎机主机1套 1.2 减速器2台 1.3 防爆电机2台 1.4 液力偶合器2台 1.5 自动润滑装置1套 1.6 轴承4盘
反击式破碎机说明书
PF型硬岩反击式破碎机 使用说明书 山东招鑫矿山机械集团公司 山东招鑫重型矿山机械有限公司 :0 8216780 传真:0
为了确保本机正常工作,充分发挥本机应有的性能,希望各使用单位在应用本机之前首先熟悉本机说明书,并按照说明书有关规定进行正常操作。 一、机器使用范围 本机主要适用于矿山、建筑、化工、电力、冶金等行业,破碎抗压强度不超过300MPa的矿石及石灰石、炉渣、焦碳、煤等,本机不宜用于表面水分大于8-10%的矿石或粘性物料的破碎。 二、主要技术参数
三、结构与工作原理 本机主要有底座、前箱架、后箱架、转子、棘轮(或液压)翻盖开启装置、第一反击件、第二反击件、均整部件、传动部件等零部件组成。(见总图示意图) 本机工作时,电动机通过三角皮带带动转子轴,物料即由于旋转转子上的板锤的高速冲击而破碎,并被抛向反击衬板再次破碎,然后又从反击面上弹回到板锤作用区重新破碎,这个过程反复进行。直到物料被破碎至所需粒度,物料从进料口到第一破碎腔,再进入第二破碎腔。当破碎后的矿石粒度小于锤头与均整部件反击板之间的缝隙时,就从机内下部排出,即为破碎后的产品。 四、安装说明 本机系由制造厂装配后成台供给,当用户收到本机后,应对本机进行检查,以便消除在运输过程中可能产生的弊病。 (一)本说明书仅包括破碎机的特殊安装说明,其余可按一般机器的通用安装规程进行安装。 (二)安装破碎机的现场,需有起重设备,以便机器安装、修理使用。 (三)机器安装 1、破碎机应安装在稳固的钢筋混凝土基础上。 2、基础高度、深度和面积大小应按土质条件,单独进行计算。机器的安装尺寸可参照基础图。 3、基础下部应有足够的空间,以便安装运输设备和设备检修。 4、为了减小振动,本机和基础之间应填以吸振材料。 5、本机也可安装于钢架上。 6、本机出厂时,机器传动装置在右侧,根据现场具体情况允许传动装置在左侧,但基础亦作相应的变更。
反击式破碎机使用说明
反击式破碎机使用说明 一、用途 是和中必不可少的设备之一,反击式破碎机可供选矿、化学、水泥、建筑、耐火材料、陶瓷、玻璃等工业部门作中碎和细碎各种中等硬度的矿石之用,如石灰石、生石灰、熟料、炉渣、碎玻璃、钙盐、粗矿石、建筑材料、焦炭、煤等。 二、的技术规格 三、的性能特点 该反击式破碎机系新型高效率破碎机,它具有结构简单,破碎比大,重量轻,能量消耗少,产量高,破碎产品呈立方体等优点。由于破碎机过程是利用冲击作用,所以具有选择性破碎,若用于选矿工业,更使矿石易于分解,便于选出精矿的特点。 四、的工作原理 反击式破碎机转子由电机经三角皮带传动作固定方向旋转,在其机体上面悬挂着两组反击板,物料由装料口,经进料导板进入转子上,被固定在转子上的板锤打击至反击板上,在从反击板上落下与转子连续打上去的料块互相冲击,因此料块在转子,反击板,导板,链幕之间所形成的破碎腔内,周而复始的反复运动,而产生强烈的冲击现象,料块沿其自然裂缝或凸、凹陷破碎。 五、的结构说明 反击式破碎机主要有机体部分,转子部分和二组反击板等主要部件。 机体部分为底座、前箱架、后箱架三部分组成,全部由钢板焊接而成,机体采用螺钉连接,机体内有若干铸铁或钢衬板用螺钉固定于机壳内壁以保护机体不受磨损,在机体上设有几个小门便于观察,检修和更换易损零件。 前箱架入口处装有链幕,阻挡破碎腔内料块飞出。 转子部分的转子体焊接制成,高锰钢板锤固定在其板座上,板锤可两面使用,两面均磨损后需更新的,转子体固定在转子轴上,在转子轴的一端装有三角皮带轮,动力即由此输入,转子轴籍两个滚
动轴承的支承而固定在机体下。 反击板部分是用钢板焊接而成,上面用螺钉固定高锰钢衬板,反击板与板锤的间隙可以根据需要加以调节,如有大块矿石或非破碎物(金属零件或其它硬质杂物等)落入时则反击板会自动向上顶起,起保险作用。 六、的安装、调整和试运转 1、反击式破碎机运到后,用户应立即检查各零件、部件是否齐全,有无损坏,确定反击式破碎机完整无损后,方可进行安装。 2、使用单位参考上海天锦机械有限公司反击式破碎机地基图,按照现场具体情况,重新设计基础施工图,将反击式破碎机稳固的安装在结实的混凝土基础上。 3、安装时必须将反击式破碎机校正水平。 4、电动机应安装在导轨上,以便调整皮带的松紧度,转子轴皮带轮与马达皮带在安装时应保证平行。 5、根据物料的机械性能和对破碎物料成品粒度的要求可调节反击板与板锤的间隙来达到,用户可根据实际使用情况用变更转子的速度的方法来获得,一般当物料较硬而出料粒独时则可使转子转速增高而反击板与板锤的间隙可小一些,反之应减低转子转速和增大反击板与板锤的间隙。 6、按上述调整好反击板和板锤之间的距离,然而将转子盘动几转,以检查有无卡住,碰闯等现象。 7、空负荷试运转 (1)、电动机启动后,反击式破碎机运转应平稳,无不正常的振动; (2)、轴承温升不超过35℃最高温度不得超过80℃; (3)、空运转时间2~4小时,试车后,检查各处联结有无松劲,并调整。 8、荷运转试验 (1)、在空负荷试运转良好基础上,方能进行负荷运转试验; (2)、反击式破碎机运转应平稳,无不正常的振动; (3)、轴承温升不超过40℃,最高温度不超过80℃; (4)、各门的密封件带处,各密封处及连接处不得有粉末飞扬; (5)、测定电动机的实际功率和电电压,不得有不正常的波动; (6)、负荷运转试验须连续5~6小时,当运转确认为正常无误后,才能正式投产使用。 七、的操作规程 1、反击式破碎机开车前,必须对各润滑点检查,是否有足够的润滑脂,连接螺栓必须紧固,各门必须紧固密闭,检查转子板锤与反击板的间隙是否合适。 2、启动电动机后,必须待设备运转正常后,才能开始逐渐均匀加料。 3、反击式破碎机停止运转前必先停止加料,待破碎腔内的所有物料排尽之后,才能停止电动机。 4、应经常检查板锤的磨损情况及时更换以免转子体遭到磨损,板锤更换后,须进行静平衡校验。 八、的安全规则 1、反击式破碎机在启动前先用手旋转转子,检查转子与其它零件有无碰撞现象。 2、使用单位应根据现场具体情况,在三角皮带上安装好防护设备后,才能运转。 3、反击式破碎机运转时不可进行修理及清理工作,严禁开启各种小门。 4、不得加入超过规定尺寸的物料及不能破碎的杂物。 5、反击式破碎机应按固定方向旋转,不得反向旋转。
双螺杆挤出机安全操作规程
双螺杆挤出机组安全操作规程 1、劳保穿戴 表1 双螺杆挤出机操作劳保穿戴要求 2、使用前或停机后清洁检查 2.1 合上电源,打开加热开关,根据产品加工温度设定温度,进行升温0.5~1h。 2.2 加料斗清理 拆下加料斗,用毛刷清扫加料斗,必要时,用棉纱擦洗加料斗。然后用压缩空气清 理 2.3 清理加料口、玻纤口 2.3.1拆下加料筒,用毛刷清扫,必要时用酒精擦洗加料筒。 2.3.1拆下加料口盖板,用铲刀或毛刷清扫干净。 2.3.3 拆下玻纤口盖板,用铲刀或毛刷清扫干净。 2.4 清理真空 2.4.1 拆下真空口盖板,用铲刀或毛刷清扫干净。 2.4.2 拆下真空室,用铲刀或螺丝刀清理干净。 2.4.3 检查连接真空缓冲罐的软管,清理杂物,保持畅通。 2.5 清理机头 2.5.1 拆下口模,用铲刀或螺丝刀清理干净。 2.5.2通常情况下,进行换料生产时,应将机头折开,用铲刀或螺丝刀清理干净 2.6 清理螺杆 2.6.1 在停机前,应该用3~5kg PP(t30s)或PE(5000S)冲洗螺杆。冲洗螺杆时,螺 杆转速应调到100rpm以内,同时电流不超过额定电流的80%为宜。 2.6.2 高温料换低温料,或者增强料换非增强料,阻燃料换非阻燃料时,应该拆开机 头,清理机头,同时用PE、PP、PC、ABS等粘度大的料进行冲洗螺杆。 2.6.3 必要时,应抽出螺杆,用钢刷进行清理。 2.6.4 清理螺杆需要较多的经验,比较复杂。需要工人不断的实践总结,找出其中的 规律,以便更熟练的进行螺杆的清理工作。 2.7 清理冷却水箱 定期放掉冷却水箱中的水,用棉纱洗掉水箱壁的锈迹。然后罐入合适量的去离子水。 2.8 清理工作完成后,依次安装好加料斗、加料筒、加料口盖板、玻纤口盖板、真空口 盖板、真空室、机头、口模。 3、使用前完好性检查 3.1 加料器检查 开机前,应检查加料器的完好性。按下加料器启动按钮,轻轻旋转调速按钮,观察
十二道心电图机技术参数要求
十二道心电图机技术参数要求 一、基本技术参 1. 导联:标准12导联 2. 采集方式:12导联同步采集 ★3. 显示:彩色液晶显示,同屏可显示12导联心电波形(显示屏显示波形必须3种或以上颜色,提供图片证明) ★4. 液晶屏≥9英寸,带触摸操作彩色图文菜单 5. 输入方式:浮地输入具有除颤效应防护和起博脉冲抑制电路 6. 输入阻抗:≥50 MΩ 7. 输入回路电流:≤50 nA 8. 定标电压:1 mV±2% ★9. 抗极化电压:≥±600 mV,提供证明文件 10 灵敏度选择:1.25,2.5,5,10,20,40 ±2%,六档可调 11.滤波器交流:50Hz-20dB;肌电35-45Hz-3dB;漂移滤波0.5Hz-3dB 12.记录速度:6.25、12.5、25、50mm/s ,四档可调 13.记录道数:3HC+3(节律)、6HC 、6HC+1节律、12HC 、12HC+1 14.记录方式:手动和自动均能同步打印十二道不压缩的心电波形 ★15.A/D转换:≥20位,提供国家认可的资质单位证明文件 ★16.采样率:≥8000样/秒,(注册登记表上显示) 17.连续工作时间:交流≥8h;直流≥2h 18.时间常数>3.2s 19. 噪声电平≤15μVp-p 20. 共模抑制比≥100dB(不加滤波器) 21.记录系统:高灵敏度热点阵打印,记录纸宽:216mm或210mm 22. 分析功能:自动测量、自动分析,R-R间期分析,含R-R直方图和趋势图, 1分钟及5分钟心率失常分析。 23 数据存储:500个心电数据存储,支持SD卡存储 24. 安全类别I类CF型 25. 电源要求:交流:220V±10%,50Hz/60Hz;直流:内置可充电电池与电路 ★26. 带隐藏提手 二.标准配置:
转载机破碎机技术要求
转载机破碎机技术要求一、规格型号:SZZ764/132型,长度50m. 数量:1部,(含一部PLM1000轮式破碎机) 二、转载机使用基本技术要求: 1、基本参数 1.1转载机额定输送量1000t/h,轮式破碎机额定输送量1000t/h. 1.2转载机装机功率132kW,轮式破碎机装机功率适配,链速> 1.2m/s. 1.3电源频率50Hz,额定电压等级660/1140V.
1.4中双链,链条规格Ф26×92mmC级矿用高强度圆环链,链条破断 负荷>850kN. 1.5长50m,中部槽规格采用分体式,配置伸缩机头微调链条张紧力,另外配置两根拉移油缸(或转载机自移系统)。 1.6行走部:与一部1000mm伸缩皮带机配套使用,与伸缩皮带机尾 搭接长度大于12米,与皮带机合计安装总高度1.5~1.7米。 2.必须符合以下标准的要求和规定: 2.1符合《GB3836.1-2000爆炸性气体环境用电气设备通用要求》的 有关规定。 2.2符合《GB3836.2-2000爆炸性气体环境用电气设备隔爆型“d”》的有关规定。 2.3符合《MT/T106-1996顺槽用刮板转载机通用技术条件》
2.4符合《MT/T493-1995顺槽用破碎机通用技术条件》 2.5符合MT/T150-97刮板输送机和转载机包装通用技术条件2.6符合《GB/T12718-2001矿用高强度圆环链》 2.7《煤矿安全规程》(2006版) 2.8符合《煤矿机电设备完好标准》 2.9符合GB3836.1震动与噪声标准 3.0符合最新国家标准相关规定 3.技术要求:
3.1转载机采用的减速机齿轮采用硬齿面齿轮,满足长寿命要求,减速机的结构必须方便故障的判断,便于检修和更换。该转载机减速机、电动机与SGZ764/264型刮板机的减速机、电动机能互换(即相同)。 3.2转载机联轴器采用液力偶合器。 3.3转载机中部槽采用分体式结构,高强度耐磨槽帮与耐磨板(中板)组焊在一起,两侧焊有固定架分别与挡煤板联结为一体,采用销与 螺栓联接。凹凸槽与爬坡段挡板及悬空段挡板错口联结,采用高强 度螺栓联结,以增加整机的刚度。 3.4转载机中部槽、凹凸槽、高低挡板、底封板方便拆卸和安装。另外配置1.25m调节槽1节,用于工作面长度的调节。 3.5转载机中部与轮式破碎机进料部、出料部的联结必须是凹凸定位、刚性连接。
反击式破碎机安全操作规程
反击式破碎机安全操作规程 1、本机器在每班开机前,应内外检查各个旋转部件的紧固螺栓有无松动现象。一旦发现应即予排除。机内螺栓应每周检查一次。 2、机器应均匀给料,严禁金属异物进入机内。 操作人员听到金属敲击声或电流表显示超负荷等现象时,应立即停机,待机器安全停机后,排除异物并检查各有关转动零部件有无损坏。确认正常后,才可以继续开机给料。 3、本机只能在空载状态下启动,当物料全部破碎并排除机外时,才允许停机。 4、机器运转时,工作人员不能站立在惯性力作用线的范围内,电器开关的安装也要避开这个位置。 5、机器运转时,严禁打开检查门观察机器内情况,严禁进行任何调整,清理检修等工作,以免发生危险。 6、严禁向机器内投入不能破碎的物料,以免损坏机器。 7、机器在检修时,首先应切断电源。
8、在机器运转中,严禁机器过负荷工作。 9、电器设备应接地,电线应可靠绝缘,并装在蛇皮管内。 10、启闭上盖系统时,严禁在上盖运动的两个方向有人存在,开启结束时,必须在支臂下部垫好垫块,并保证牢固可靠绝对安全后方可进行其它工作。 水电十二局一分局安全科编录 二OO二年十二月 九日
振动喂料机安全操作规程本机操作人员须经安全技术教育培训;运转时,严禁机边立人、用手触摸机体、调整、清理或检修等;机器设备应接地,电线应可靠绝缘,并装在蛇皮管内,经常检查电机接线是否磨损和漏电。 1、阅读值班记录,处理上一班的遗留问题; 2、检查并清理机体与溜槽、弹簧及支架之间影响机体运动的杂物; 3、仔细检查所有紧固件是否完整紧固; 4、检查振动器内的润滑油是否达到油标刻度线的高度; 5、检查传动皮带是否良好,如发现破损时应更换,有油污时,用抹布将其擦干净; 6、检查防护装置是否良好,发现有不安全现象时应及时排除; 7、经检查,机器与传动部分情况正常,始可起动; 8、本机仅允许在无载荷情况下起动; 9、起动后发现有不正常现象时,应立即停车,待查明和排除不正常情况后,方可
双螺杆挤出机岗位操作规程
双螺杆挤出机岗位操作规程 为加强双螺杆挤出机生产的设备管理、工艺管理和产品质量管理,保证双螺杆挤出机生产安全正常运行,保证生产出合格产品,制定本规程。(双螺杆挤出机的运行、维护及其安全除应符合本规程外,还应符合设备说明书的相关操作规定。) 一、双螺杆挤出机生产工艺介绍 双螺杆挤出机生产是将与配料高速混合后的粉料和树脂颗粒通过双螺杆进行混炼、塑化、造粒的过程。 二、双螺杆挤出机操作规程 1、开机前检查 为了保证双螺杆挤出机的安全运行,开机前必须检查以下几项内容: 、检查所有的管道是否正常、畅通,无泄漏。 、检查冷却水箱是否有足够的冷却水。 、检查主喂料机、侧向喂料机是否正常。 2、开机操作 、预热升温:按工艺要求对各加热区温控仪表进行参数设定,预热到设定参数后并稳定半小时以上,方可开机。 、启动润滑油泵,再次检查油系统是否正常。打开润滑冷却器系统。 、用手盘动主电机联轴器,保证螺杆按正常旋转方向旋转,至少转动3圈。将主机转速设定为零位,启动主电机,逐渐升高螺杆转速,在不加料的情况下空转,转速应不高于80转/分,时间不大于1分钟,检查主机空载电流是否稳定。主机转动若无异常,低速启动喂料电机,开始加料。待机头有物料排出后再缓慢地升高螺杆转速。升速时应先升挤出机速度,待电流回落平稳无异常后再升喂料机转速,提高加料量,并使喂料机和挤出机转动相匹配。 、对于侧向加料系统,待挤出机运转正常后,按工艺要求同时启动加料装置。 、启动水槽冷却水循环,启动风机及切粒机。调整切粒机转速与挤出机挤出速度相匹配:切粒
机转速随挤出机产量大小而升降,粒子直径达到要求。 、打开筒体冷却系统及齿轮箱润滑油系统之冷却器的冷却水阀门。 3、运转中的检查 、主电机的电流是否稳定,若波动较大或急速上升,应暂时减少供料量,待主电流稳定后再逐渐增加。应平稳的进行调速。螺杆在规定的转速范围内(0~600r/min)。 、检查齿轮减速分配传动箱和主机筒体内有无异常声音,若有异常现象,应立即停机排除。 、机器运转中不应有异常振动,蹩劲等现象,紧固部分应无松动。 、密切注视传动箱油润滑工作是否正常,检查油位、油温。油温若超过40℃,即将传动箱下部冷却进出口接冷却水,油温因季节而异,应在15~55℃范围内。 、检查温控、加热、冷却系统工作是否正常。 、水冷却系统管道通畅,且无泄漏现象。 、检查喂料机下料是否正常,螺杆吃料是否均匀。 、经常检查机头出料是否稳定均匀,有无阻塞、塑化不良或过热变色等现象,机头料压指示是否稳定,控制在不超过8MPa。 4、停机操作 、停止各项喂料机。 、逐渐降低双螺杆挤出机螺杆转速,使双螺杆挤出机筒体内残存物料全部挤出干净后,才能停机。 、关停双螺杆主机后依次关停切粒机、送风机、分级机及鼓风机。 、待切粒机等辅助设备全部停止后,更换过滤网、拆卸机头,清空残余物料、更换切粒机刀片。 、关闭所有冷却水阀门和电路开关。 三、注意事项 1、所有新添加的润滑油须均进行三级过滤,主机传动箱润滑选用150#工业中负荷齿轮油或中负荷车辆齿轮油,加油量以达到传动油箱油位计三分之二处。
多道自动分析心电图机产品技术要求福田
多道自动分析心电图机 适用范围:心电图机主要用于医疗机构提取人体的心电波群,作临床诊断和研究。 1.1 产品型号 FX-7202、FX-8200 1.2 划分说明 1.3 产品组成 由心电图机主机、导联线、心电电极(TE-01C胸部电极、TE-43C肢体电极)组成。 1.4 型号区分 2.1 正常工作条件 a)环境温度 5℃~40℃; b)相对湿度 25%~80%(无冷凝); c)大气压力 860hPa~1060hPa; d)使用电源 a.c.100V~240V 50Hz/60Hz; 镍氢充电电池 d.c.9.6V。 2.2 外观
2.2.1 涂覆、电镀、注塑件应无划痕及屏幕亮度不匀等缺陷。 2.2.2 螺钉及端子等应无松动。 2.2.3 铭牌的印刷文字无擦伤、粘贴位置正确。 2.2.4 心电电极 电极(TE-01C、TE-43C)应光滑无裂痕,且能牢固固定在患者皮肤和肢体上。 电极应为已取得医疗器械注册证的产品电极。 2.3 记录灵敏度 2.3.1 标准灵敏度 标准灵敏度10mm/mV,允差±2%。 2.3.2 显示/记录增益: 手动 4档×1/ 4,×1/ 2 ,×1,×2;自动 由×1档切换到其它各档时,灵敏度误差不超过±5%。 2.3.3 耐极化电压 FX-7202:放大器输入端接入±550mV直流电压时,记录灵敏度的变化不超过±5%,且基线无偏移。 FX-8200:放大器输入端接入±600mV直流电压时,记录灵敏度的变化不超过±5%,且基线无偏移。 2.4 内部噪声 折合为输入端等效噪声电压不超过15μV p-p 。 2.5 共模抑制比 ≥103dB。
反击式破碎机的设计(课程设计)
错误!未指定书签。 专业班级 作者姓名 指导教师 定稿日期:2016年01月03日
绵阳职业技术学院机电工程系毕业设计(论文)任务书 注:此表发给学生后由指导教师填写,学生按此表要求开展毕业设计(论文)工作。
绵阳职业技术学院机电工程系毕业设计(论文)成绩表
摘要 破碎机是冶金、化工、矿山、电力、陶瓷、水泥、建筑和筑路等工业部门广泛应用的主要设备,每年有大量的原料和再利用的废料都需要进行粉碎处理。现就题目要求设计有关石灰石的反击式破碎机。综合考虑,本次设计选择单转子反击式破碎机,可针对不同的破碎粒度进行反击破碎。 本次设计的原型为PF0807型反击式破碎机。在设计过程中,根据最大给料粒度设定转子直径和转子长度,由此初步设计转子轴,并根据转子转速和直径等参数校验转子是否满足弯扭强度要求。其次对破碎腔进行设计,主要设计一、二级反击板。设计时既要考虑让反击面尽可能的接近转子外圆的渐开线方程,又要符合反击板实际的制造情况。当反击板的位置确定后,破碎腔里其它零部件的设计参数和尺寸就基本确定了。再根据转子的转速和破碎腔的结构计算破碎机的生产率并选择合适的电机,最终完成破碎机的结构设计。 关键词:破碎破碎腔转子反击板
反击式破碎机的设计
Abstract Impact crushers are applied to such each department as the cement plant , power plant ,etc. in a large amount, so its design has an extensive prospect and experience that can be used for reference. Its design essence is, formerly after total conceptual design, a design which points each main spare part , question of installing and making a reservation etc., and carry on the intensity to check and test to the specific part, and in relevant thematic parts, analysis of comparing question that the life-span of very beginning of the hammer lengthens in detail . In the design of each spare part , should include the choice , sureness , demand processed , structure craft satisfication of the size of the material , and the demand for cooperating with other parts, etc.. When the intensity is checked , should use relevant formulae , carry on the analysis of the dangerous position, need to check form , mapping , calculation ,etc.. Then to to install , work course , work situation after predict that carries on more overall inspection whole, give consideration to the question in such respects as maintaining and safety ,etc. at the same time . Finally , choose to analyse in machining accuracy , public errand to two groundwork parts, economy and dependability that the breaker soed as to ensure is designed finally. Key Words:Broken Crushing cavity The rotor Counterattack plate
挤出机操作工须知及保养计划
挤出机设备操作工须知 挤出机设备生产操作工,是维护保养设备、延长挤出机工作寿命的主要负责人。每个操作工都应该明白,减少挤出机维修、更换零件次数、延长挤出机工作使用年限,是降低生产塑料制品成本和提高经济效益的重要措施。设备能长期在最佳状态工作、塑料的质量和产量的稳定,是保证生产企业有较高利润的基本条件。 操作工能认真按设备操作规程工作,尽职负责,就是对设备的最好维护和保养。所以,新工人上岗前,必须学好、熟记挤出机的操作规程,经实际操作考核合格后,才能正式上岗,独立操作。 要自己独立工作,并成为一名合格的挤出生产操作工,应注意下列事项: (1)交班时应把本班次生产设备发生的问题应提示给下一班注意的问题交接清楚;把本班生产量和产品的质量情况及生产用工器具做好交接班记录。 (2)接班时办好交接班手续后,首先年个查看产品的生产质量、检查生产用原料质量、检查挤出机料斗内生产用料量,如发现问题应及时向负责人提出。 (3)检查检查挤出机机筒、工艺控制温度是否在生产要求的工艺温度范围内。按产品的质量情况,根据自己的操作经验,可适当的调整。 (4)巡视围绕生产设备巡视一周,检查设备运转时个传动零件的工作情况,看转动是否平稳正常、听工作的声音有否异常、检查加热部位温度是否正常工作。 (5)查表查看操作控制箱上的主电机电压,电流指针,此时的电流表指针应在正常额定电流指标内。 (6)生产一切正常挤出机螺杆平稳转动工作,塑料产品均速、平稳的从机头挤出;间隔一段时间,看一下产品的外观质量,或取一些产品,检测一下产品的各项指标是否合格。 (7)工作中遇到突然停电时应立即关闭主电机、电热和供料系统开关,各调速开关旋钮调回零位。恢复供电时,应先给机筒加热升温,达到工艺温度后,恒温一段时间;用手盘动电机连接带,实验螺杆转动的阻力大小;如果比较轻松,可低速启动电机,开始工作。如果电流表指针超出额定电流值或螺杆启动转速不平稳,应及时停车,查找原因(可能是机筒内料的温度低),查处故障原因并排除后再开机。 (8)如果停机时间较长或停止生产时机筒内如果是聚烯炳类原料,可不用清理。然后机筒内是聚酰胺等原料,则必须清理机筒内的原料;然后再折卸螺杆,清理螺杆和机筒内的粘;螺杆机筒内残料清理干净后,涂一层防锈油,把螺杆包好,垂直吊放在干燥通风处。
数字心电图机产品技术要求深圳市贝斯达医疗
2性能指标 2.1外观与结构 2.1.1外观:外机壳表面应无明显划痕毛刺,色泽均匀,无伤斑、裂纹、变形及锋棱。文字、符号、标识应清晰、准确、牢固。 2.1.2结构:控制件操作应灵活可靠,紧固件应无松动,接插件应连接可靠。 2.2输入动态范围 以 320 mV/s 最大变化率、在-300 mV~+300 mV 范围内的直流偏置电压以及在±5 mV 差分电压范围内变化,在任意导联上施加这样信号时心电图机应能够做出响应和显示。在规定的直流偏置范围内,输出信号随时间变化的幅度应不超过±5%。 2.3增益控制、准确度和稳定性 2.3.1增益设置和准确度:应有 40mm/mV、20mm/mV、10mm/mV、5mm/mV、2.5mm/mV、1.25 mm/mV 六个档,增益准确度为±2%,标准灵敏度为 10mm/mV。 2.3.2增益切换:手动设置优先。 2.3.3增益稳定性:开机 1min 后,每分钟增益变化率不应超过 0.33%。每档固定增益的 1h 的总变化率不应超过±3%。 2.4时间基准选择和准确度 2.4.1时间基准选择:5mm/s、6.25mm/s、10mm/s、12.5mm/s、25mm/s 和50mm/s。 2.4.2时间基准准确度:在 0.2 s~2.0 s 范围内允许的时间测量误差应不超过±2%。 2.5输出显示 2.5.1输入信号:输出显示应能适应 2.2 规定的信号范围。 2.5.2通道宽度:每通道的显示宽度应不少于 40mm。 2.5.3轨迹宽度和可视性:在响应 320 mV/s 输入信号变化率和不低于 5 mm/mV 增益时记录的轨迹应是可见的,轨迹宽度应不超过 1mm。 2.5.4直角坐标/记录点对齐:应在直角坐标上进行记录,记录点按时间轴对齐偏差应小于0.5mm 或对应的 10ms 两者取大者。 2.5.5时间和幅度刻度:打印的刻度应是直角坐标,刻度的最大误差为有效记录宽度的 0.5%,
破碎机技术规范
临沂恒源热水锅炉房 齿棍式破碎机 技术规格书 设计: 检查: 审查: 山东能源建筑设计院 2012-05
齿筒粒料破碎机 一、作业环境及使用条件: 1、用于破碎室破碎电煤。 2、电源电压:380V,电压波动范围±7% 3、控制电源电压:220V,50HZ,电压波动范围±10% 4、工作湿度: 5-95% 5、工作温度:-30℃-42℃ 6、工作方式:连续工作 二、齿辊破碎机技术参数: 1、设备型号: 2、最大出力: 180t/h 3、入料粒度:≤300 mm 4、出料粒度:≤40 mm(由锅炉厂最终确定入炉燃料粒度) 5、传动方式: 6、电动机:电机型号: ;功率: ;电压:380V; 转速 r/min;防护等级 IP54 ;绝缘等级F级。 7、外形尺寸(长×宽×高): ×× 8、设备总重(不含电动机): t; 9、配布料器,重量t。 三、技术要求 3.1 总的技术要求 3.1.1 供方提供的设备应功能完整、技术先进,并能满足人身安全和劳动保护条件。
3.1.2 所有设备均应正确设计和制造,在正常工况下均能安全、持续运行,不应有过度的应力、振动、温升、磨损、腐蚀、老化等其它问题,设备结构应考虑方便日常维护(如加油、紧固等)需要。需方欢迎供方提供优于本规范书要求的先进、成熟、可靠的设备及部件。 3.1.3设备零部件应采用先进、可靠的加工制造技术,应有良好的表面几何形状及合适的公差配合。需方一般不接受带有试制性质的部件。 3.1.4外购配套件,必须选用优质名牌、节能先进的产品,并有生产许可证及生产检验合格证。严禁采用国家公布的淘汰产品。对重要部件需取得需方认可或由需方指定。供方应对外购的部件及材料进行检验,并对其质量、性能负责。对目前国内产品质量尚不过关的部件,可选用进口产品。 3.1.5易于磨损、腐蚀、老化或需要调整、检查或更换的部件应提供备用品,并能比较方便地拆卸、更换和修理。所有重型部件(包括电动机)均应具有便于安装和维修需要的起吊或搬运条件。 3.1.6所用的材料及零部件(或元器件)应符合有关规范的要求,且应是新型的和优质的,并能满足当地环境条件的要求。 3.1.7所使用的零件或组件应有良好的互换性。 3.1.8液压系统及部件在组装前必须进行清洗,组装后应密封好、无冲击和渗漏现象。油箱温升一般不高于环境温度30℃,但油箱油温一定不得超过60℃,一般应控制在30℃~50℃范围内。 3.1.9各转动件必须转动灵活,不得有卡阻现象。润滑部分密封良好,不得有油脂渗漏现象。轴承温升一般不得大于40℃,轴承温度不得超过80℃。
PF1315反击式破碎机说明书
PF1315反击式破碎机 说 明 书
一、机器的用途和使用范围 Φ1300×1500反击式破碎机可供水泥、建筑、玻璃、燃料、耐火、材料、化学等工业部门作为中细碎各种中硬脆性的物料,(如玄武岩、花岗岩、石灰石、生石灰、金矿石、铁矿石、水泥熟料等)之破碎设备,本机器能够适应被破碎物料的水份的百分之拾以下时,不发生堵塞停机事故,本机可以根据使用部门所需要的破碎物料粒度,在一定范围内适当调节来满足。 二、机器的工作原理 本机器是利用冲击来进行破碎的,当物料给入机内后,在进入与转子联接的板锤旋转范围内,受到较高速度运转的板锤冲击后,沿着板锤旋转的切线方向高速抛向机体上支柱的反击板而产生撞击,然后又从反击板返回到板锤旋转窝来继续重复上述过程,物料受到板锤,反击板多次冲击及在破碎腔内的相互撞击,使得物料内部组织破坏松解而破裂,被破碎成小颗粒状的物料被迫在板锤与反击板间隙中排出,既成为破碎后的产品。 三、技术规范 转子直径1320mm 转子宽度1500mm 最大进料粒度300mm 主轴转速461转/分 生产能力160-250吨/小时 电动机型号Y355M3-6
转速990转/分 四.机器主要组成部分和结构特性 本破碎机主要由机体、转子、反击板等部分组成,由电动机经三角皮带传动而使转子高速回转,迎着料下落方向进行冲击而使物料不断破碎至小颗粒后,沿机体下部排出。转子部分中在转子上固定4块板锤,板锤为比较耐磨损的高铬合金1201材料铸造而成,转子本身固定在主轴上,两端用滚动轴承支承在下机体上。 机体部分由转子中心线分成上下机体两部分,下机体承受整个机器之重量并将地脚螺栓固定于地基上,上下机体在物料破碎区域内壁装保护衬板,上机体上装有便于观察和专修用的侧门及后门。 本机的润滑点为转子部分中两滚动轴承处,用黄油润滑,定期检查和注入清洁润滑油。 四、机器的安装调整和运转 (一)机器运动后,使用单位应检查机器零件是否齐全有否损坏,确定机器完成无损后,方可进行安装。 (二)使用单位应参考本说明书所附地基图,重新设计基础图施工,将机器稳固地安装在结实的混凝土基础上。 (三)机器安装时必须校正水平,两三角皮带轮位置必须对正,三角皮带张紧程度应调节适应。 (四)机器安装后运转前,擦净出厂时涂在机器加工表面和连接处的防锈油脂。 (五)空运转试验
双螺杆挤出机的操作及注意事项
双螺杆挤出机的操作及注意事项 1、开车前的准备 (1) 检查电气配线是否准确及有无松动现象、整个机组地脚螺栓是否旋紧、 (2) 检查水箱软水量,启动水泵,检查旋转方向是否正确。 (3) 启动喂料机,检查喂料螺杆的旋转方向(面对主机出料机头,喂料螺杆为顺时针方向旋转)。 (4) 对有真空排气要求的作业,启动真空泵,检查旋转方向是否正确。关闭真空管路及冷凝罐各阀门,检查排气室密封圈是否良好 (5) 清理储料仓及料斗。确认无杂质异物后,将物料加满储料仓。 (6) 启动切粒机,检查刀具旋转方向是否正确。 2、开机操作 (1) 必须按工艺要求对各加热区温控仪表进行参数设定。各段加热温度达到设 定值后,继续保温30min,同时进一步确认各段温控仪表和电磁阀(或冷却风 机)工作是否正常。 (2) 必须先启动油泵再启动电机。 (3) 在不加料的情况下空转转速不高于20r/min,时间不大于1min。 (4) 以尽量低的转速开始喂料,并使喂料机与主机转速相匹配。 (5) 待主机和主喂料系统运转正常,方可按工艺要求启动辅助喂料装置。 (6) 对于排气操作一般应在主机进入稳定运转状态后,再启动真空泵。 (7) 在料条出来之前不得站在口模正前方。 (8) 经常检查机头挤出料条是否稳定均匀,有无断条、口模孔眼阻塞、塑化不 良或过热变色等现象,机头料压指示是否正常稳定。 (9) 每次操作均应有操作记录。 3、停机 (1)正常停车顺序:停止喂料机;关闭真空管路阀门,打开真空室上盖;逐渐降低主螺杆转速;关停切粒机等辅助设备;关电机、油泵、各外接进水管阀。 (2) 紧急停车 遇有紧急情况需要停主机时,可迅速按下电器控制柜红色紧急停车按钮,并将主机及各喂料调速旋钮旋回零位,然后将总电源开关切断。消除故障后,才能再次校正常开车顺序重新开车。 材料实验室 2006年8月 新购进的双螺杆挤出机在第一次使用前应首先组织操作人员、检修人员认真学习双螺杆挤出机的操作手册,懂得设备的工作原理并了解正确的操作步骤。若条件许可,可在技术人员的指导下,到类似机组进行观摩学习,使操作人员具备能够独立正确地操作设备的能力。 双螺杆挤出机的操作规程如下: (1)开车前的准备工作 双螺杆挤出机组在正式运行前,应做好以下必要的检查工作: ①检查机组的电、水、气配线和管路是否已连接妥当和牢固; ②按设备使用说明书要求给机组各润滑点加足润滑油(或润滑脂); ③检查机筒和机头电加热接头是否良好绝缘、热电偶和压力传感器是否装设可靠; ④检查抽真空排气系统是否可以正常运行;
数字式心电图机产品技术要求mq
2.性能指标 2.1输入动态范围:应符合 YY 1139-2013 中4.2.3 的规定。 2.2增益控制、准确度和稳定性 1)设备应有固定增益选择 20mm/mV、10mm/mV、5mm/mV、2.5mm/mV、1.25mm/mV 和自动六档,增益准确度为±5%。 2)增益切换:心电图机提供了自动灵敏度切换,当灵敏度改变时所记录的输出应有相应指示。自动灵敏度切换应有一个手动设置优先的功能。 3)增益稳定性:仪器上电开机一分钟后的增益变化不应超过每分钟 0.33%;1h 内的总变化不应超过任何可用的固定增益设置的±3%。 2.3时间基准选择和准确度 设备应有时间基准选择 5 mm/s、6.25 mm/s、10 mm/s、12.5 mm/s、25 mm/s 和 50 mm/s 六档,误差应不大于±5%。 2.4 输出显示:应符合 YY 1139-2013 中4.2.6 的规定。 2.5 系统误差:应符合 YY 1139-2013 中4.2.7.1 的规定。 2.6 频率和脉冲响应:以 10Hz 为基准,应符合 YY 1139-2013 中4.2.7.2 的规定。 2.7 导联权重因子:应符合YY 1139-2013 中4.2.7.3 的规定。 2.8 滞后:应符合YY 1139-2013 中4.2.7.4 的规定。 2.9 定标电压:应符合 YY 1139-2013 中4.2.8 的规定。 1
2.10 输入阻抗:应符合 YY 1139-2013 中4.2.9 的规定。 2.11患者电极连接的直流电流:应符合 YY 1139-2013 中4.2.10 的规定。 2.12共模抑制比:共模抑制能力应不小于 112dB(打开滤波)。 2.13 系统噪声:应符合 YY 1139-2013 中4.2.12 的规定。 2.14 通道串扰:应符合 YY 1139-2013 中4.2.12.2 的规定。 2
反击破使用说明书
反击式破碎机使用说明书 为了确保本机正常工作,充分发挥本机应有的功能,希望各使用单位在应用本机前首先熟悉本说明书,并按照使用说明书指示进行操作。 一、机器的用途 本系列产品是吸收国内外同类产品的优点,经优化设计后推出的新一代产品,可供选矿、化工、水泥、建筑、耐火材料、陶瓷、玻璃等工业部门作中碎和细碎各种中等硬度的矿石之用。可破碎边长100-500毫米以下,抗压强度不超过350兆帕的物料,如石灰石、生石灰、熟料、炉渣、碎玻璃、花岗岩、玄武岩等。具有破碎比大、破碎效率高、维修方便等优点。 二、主要技术参数 型号规格(mm) 进料口尺寸 (mm) 最大进料边长 (mm) 生产能力 (t/h) 功率 (kw) 总重量 (t) 外形尺寸 (长×宽×高) (mm) PF-0607 Ф644×740 320×770 100 10-20 30 4 1500×1450×1500 PF-0807 Ф850×700 400×730 300 15-30 30-45 8.13 1900×1850×1500 PF-1007 Ф1000×700 400×730 300 30-70 45 12 2330×1660×2300 PF-1010 Ф1000×1050 400×1080 350 50-90 55 15 2370×1700×2390 PF-1210 Ф1250×1050 400×1080 350 70-130 110 17.7 2680×2160×2800 PF-1214 Ф1250×1400 400×1430 350 100-180 132 22.4 2650×2460×2800 PF-1315 Ф1320×1500 860×1520 500 130-250 220 27 3180×2720×2620 PF-1320 Ф1320×2000 860×2030 500 160-350 300 30 3200×3790×3100 注:该系列反击式破碎机适用于硬岩破碎,其典型产品花岗岩出料粒度≤40mm占90%。 三、主要结构特点
挤出机 操作规程
挤出机操作规程 塑料挤出生产线中各个类型产品,都有其操作特点,对其操作特点有个详细的了解,才可以充分发挥机器的效能。挤出机是其中一种类型及其,把握好挤出机的操作要点,正确合理地使用挤出机。螺杆挤出机的使用包括机器的安装、调整、试车、操作、维护和修理等一系列环节,它的使用具有一般机器的共性,主要表现在驱动电机和减速变速装置方面。但螺杆挤出机的工作系统即挤出系统,却又独具特点,在使用螺杆挤出机时应特别注意其特点。 机器的安装、调整、试车一般在挤出机的使用说明书中均有明确规定,这里对挤出机的操作要点,维护与保养简述如下: 操作人员必须熟悉自己所操作的挤出机的结构特点,尤其要正确掌握螺杆的结构特性,加热和冷却的控制仪表特性、机头特性及装配情况等,以便正确地掌握挤出工艺条件,正确地操作机器。 制作不同塑料制品时,挤出机的操作要点是各不相同的,但也有其相同之处。下面简要介绍挤出各种制品时相同的操作步骤和应注意的挤出机的操作要点。 1、开车前的准备工作 (1)用于挤出成型的塑料。原材料应达到所需要的干燥要求,必要时需作进一步干燥。并将原料过筛除去结块团粒和机械杂质。
(2)检查设备中水、电、气各系统是否正常,保证水、气路畅通、不漏,电器系统是否正常,加热系统、温度控制、各种仪表是否工作可靠;辅机空车低速试运转,观察设备是否运转正常;启动定型台真空泵,观察工作是否正常;在各种设备滑润部位加油润滑。如发现故障及时排除。 (3)装机头及定型套。根据产品的品种、尺寸,选好机头规格。按下列顺序将机头装好。 2、开车 (2)开车,选按“准备开车”钮,再接“开车”钮,然后缓慢旋转螺杆转速调节旋钮,螺杆转速慢速启动。然后再逐渐加快,同时少量加料。加料时要密切注意主机电流表及各种指示表头的指示变化情况。螺杆扭矩不能超过红标(一般为扭矩表65%-75%)。塑料型材被挤出之前,任何人均不得站于口模正前方,以防止因螺栓拉断或因原料潮湿放泡等原因而产生伤害事故。塑料从机头口模挤出后,即需将挤出物慢慢冷却并引上牵引装置和定型模,并开动这些装置。然后根据控制仪表的指示值和对挤出制品的要求。将各部分作相应的调整,以使整个挤出操作达到正常状态。并根据需要加足料,双螺杆挤出机采用计量加料器均匀等速地加料。 (3)当口模出料均匀且塑优良好可进行牵引人定型套。塑化程度的判断需凭经验,一般可根据挤出物料的外观来判断,即表面有光泽、无杂质、无发泡、焦料和变色,用手将挤出料挤细到一定程度不出现