珠江电厂1000MW汽轮机阀门管理的优化报告
汽轮机阀门特性优化办法的改进(1)

书山有路勤为径,学海无涯苦作舟
汽轮机阀门特性优化办法的改进(1)
本课题通过对汽轮机阀门特性试验的研究,改进了目前通过流量阀位法确定阀门流量特性的方法,使阀门流量特性曲线更为准确,并且在某电厂得到了具体应用。
目前火力发电机组汽轮机大部分采用DEH 控制,DEH 系统提供阀门管理和单阀/顺序阀切换功能。
在单阀方式下,高调门保持相同开度,汽轮机全周进汽,有利于汽轮机本体均匀受力受热,但低负荷时节流严重,经济性差。
在顺序阀的方式下,高调门按照一定的顺序开启,通过减少调门开度过低造成的节流损失,提高机组的经济效益。
阀门流量特性曲线就是阀门开度与通过阀门的蒸汽流量的对应关系,DEH 系统阀门流量特性曲线是假如与实际阀门流量相差较大,在机组变负荷和一次调频时可能出现负荷突变和调节缓慢的问题,造成机组控制困难,影响了机组的安全性和变负荷能力。
在顺序阀方式下,假如调节阀门重叠度设置不合理也会影响机组投入顺序阀的经济性。
通过对DEH 系统阀门流量特性进行优化,计算出切合机组实际情况的阀门流量特性曲线,使机组在单阀/顺序阀切换过程更平稳,负荷扰动更小,主汽温度、主汽压力等参数更为稳定,瓦温、振动能够得到一定的改善,增强机组变负荷和一次调频的能力,提高机组运行的经济性和控制的稳定性。
一、某300MW 机组的阀门流量特性优化试验2009 年4 月,我们对某电厂300MW 机组进行了DEH 系统阀门流量特性优化试验。
该机组是东方电气集团公司提供的300MW 亚临界机组,DEH 采用新华公司数字电液控制系统。
该机组在投入运行后存在的主要问题是顺序阀方式下变负荷和一次调频时有比较。
1000MW机组给水泵汽轮机AST电磁阀电气回路优化

1000MW机组给水泵汽轮机AST电磁阀电气回路优化发布时间:2022-10-12T06:33:47.007Z 来源:《当代电力文化》2022年11期作者:张久洲[导读] 针对大唐国际潮州电厂#3、#4机组2*1000MW机组的给水泵汽轮机AST电磁阀电气回路中存在的隐患,制定解决方案,对电气回路进行优化后,消除了设备隐患,极大的降低了给水泵汽轮机AST电磁阀拒动和误动的风险,张久洲广东大唐国际潮州发电有限责任公司,广东潮州 515723)摘要:针对大唐国际潮州电厂#3、#4机组2*1000MW机组的给水泵汽轮机AST电磁阀电气回路中存在的隐患,制定解决方案,对电气回路进行优化后,消除了设备隐患,极大的降低了给水泵汽轮机AST电磁阀拒动和误动的风险,提高了给水泵汽轮机运行的可靠性和安全性。
关键词:给水泵汽轮机;AST;电气;优化Optimization of Electromagnetic Circuit of AST Solenoid Valve for Feeder Pump Turbine of 1000 MW UnitZhangjiuzhou、huangyong(GuangDong DaTang International Chaozhou power generation co.,LTD ,GuangDong 515723 )Abstract:For Datang International Chaozhou Power Plant # 3, # 4 units 2 * 1000MW unit of feed water pump turbine AST solenoid valve electrical circuit in the presence of problems, develop solutions, after the electrical circuit to optimize the equipment to eliminate hidden dangers, greatly reducing the feed water pump turbine AST solenoid valve malfunction risks and refused to move, and to improve the reliability and safety of the feed water pump turbine operation.Keywords: Feed Pump Turbine; AST; electrical; optimization1.前言广东大唐国际潮州发电公司有限责任公司#3、#4机组为1000MW燃煤汽轮发电机组。
1000MW机组汽轮机排汽通道节能优化改造实践

第30卷第#期 2017年11月广东电力GUANGDONG ELECTRIC POWERVol.30 No.11Nov.2017doi:10. 3969/1. issn. 1007-290X. 2017. 01l. 0071000 M W机组汽轮机排汽通道节能优化改造实践孙伟鹏,林楚伟,张泽雄,江永(华能海门电厂,广东汕头515132)摘要:华能海门电厂2号机组汽轮机排汽温度、凝汽器压力均高于设计值,主要原因在于:凝汽器喉部布置的抽汽管道、7/8号低压加热器、锅炉启动疏水消能装置、高压旁路减温减压器、众多支撑管、喉部壳体倾斜布置形式等导致了排汽阻力大、汽轮机排汽在凝汽器冷却管束入口分布不尽合理,从而制约了凝汽器管束的冷却效果。
通过改造凝汽器喉部内设备布置形式,减小排汽阻力,加装导流装置,改善凝汽器管束入口流场分布,最终达到降低汽轮机热耗率的目的。
改造后供电煤耗平均下降约1. 644 g/kW h,年节约标煤2 959 @关键词:1000 MW机组;凝汽器喉部;导流装置;排汽阻力优化;节能;中图分类号:TK264. 11 文献标志码:B 文章编号:1007-290X(2017) 11-0033-05Energy-saving Optimization and M odification for Exhaust Passage of1 000MW Steam TurbineSUNWeipeng, LINChuwei, ZHANGZexiong, JIANGYong(Huaneng Haimen Power Plant %Shantou , Guangdong 515132 , China)AlStract: Valuesofexhaust tem peratureandcondenserpressureofN o. 2 steam turbineofH uanengH aim engpow erplant were higher than designed v alues. It was found the main reasons included large exhautt resistance and unreasonable distribution of exhautt at the inlet of condenser cooling tube bundle caused by the extraction No. 8 low-pressure heaters , h ydrophobic energy dissipation device for boiler start-up , high-pressure bypass temperature reduction pressurizer , numerous supporting tubes and tilting arrangement of the throat , which thus restricted cooling effect of the condenser tube. By means of transforming equipment arrangement in the condenser throat %reducing exhaust resistance % installing guiding device and improving inlet flow field distribution of the condenser tube ducing heat consumption rate of the steam turbine. After the transform , power supply coal consumption has decreased about 1. 644 g/kWh by an average and standard coal is saved 2 959 t yearly.Key words:1000 MW unit;condenser throat;guiding device;exhaust resistance optimization;energy华能海门电厂2号机组汽轮机采用东方汽轮机 有限公司制造的超超临界、单轴、一次中间再热、四缸四排汽、单背压、凝汽式汽轮机,型号为 N1000-25. 0/600/600。
汽轮机调节阀门优化提升功率方法探究

汽轮机调节阀门优化提升功率方法探究摘要:文章主要探究了汽轮机调节阀门优化提升功率方法。
通过汽轮机调节阀阀门曲线优化,合理分配阀门特性曲线斜率,适当加大低功率下阀门特性斜率,降低高功率下阀门开度斜率,避免CPR1000核电机组出现超拐点运行造成汽轮机调节阀产生大幅波动,以及油压脉冲造成的软管破裂,同时通过加阀门开度提升进气量,提升机组功率。
关键词:汽轮机;调节阀门;优化提升;方法1引起调节阀门波动的原因分析在伺服阀控制回路系统中,任何设备在运行中产生问题都将造成调节汽门的波动,例如:1)控制器是保证计算机指令稳定的关键所在,一旦发生故障将会造成调节阀门的波动,而加强对主控制器的常规检查,尤其是对输出的信号进行波动性监视,才能全面地发现问题,及时解决。
采用数字电液控制系统原理的控制系统,其故障诊断功能指,使这类问题得到了高效解决。
2)油动机的动力油压也关系着调节阀门的波动,可使用检测排除法对动力油压进行实时监视,以确定阀门的波动是否与动力油压有关。
3)根据相关研究表明,油动机的正常运行还与伺服阀的卡涩程度息息相关,伺服阀的动作不稳定也极易产生波动,甚至需要对阀门进行放大或缩小的调节才能确保阀门的正常运行。
4)反馈装置引起的波动经常发生在阀位反馈的过程中,对实际阀门与阀位反馈曲线的波动趋势进行一致性判断,以确定一段时间内调节门波动与阀位反馈波动是否有关。
由向开方向跳变,后向关方向跳变的有A、B、C三处,恰恰与实际的阀门跳动方向相反,以及阀位的跳动往往出现在阀门动作之前。
从调节原理上看,调节门的波动是伺服阀控制回路中的阀位信号跳变造成的。
据此可对调节门的波动成因作出准确的判断———反映阀门位置的位移传感器故障。
2工程概况国内某核电机组自商运以来,VVP母管压力缓慢下降,导致GRE高压调阀开度成持续增长趋势,机组满功率状态下,GRE高压调阀开度由最初的54%左右增长至目前59%左右,最高达到62%,阀门调节死区(约60%);蒸汽需求量有103%增加至104%,根据“蒸汽需求量/高调阀门开度指令”曲线,如果高压调阀开度在60%左右活动,其波动将非常大,产生如下影响:导致高压调阀频繁调节,影响GFR油路,使其油回路脉冲更为严重,影响GFR供油油软管寿命,软管漏油可能导致GFR油箱液位低低(小于200mm)跳油泵、自动跳机;可能导致GFR母管油压无法维持,油压小于5MPa自动跳机;将影响汽轮机高压缸的实际进气量,影响汽轮发电机组实际转速;为解决GRE高压调阀特性曲线拐点限值机组出力问题,对GRE高压调阀特性曲线改进,将其拐点后移,增大阀门允许运行开度,提升机组出力。
1000MW超超临界机组抽汽逆止阀优化
电 力 专 栏 ■ | 0 0| 0 囊|
设计 , 减少 阀杆 自身导热 而 引起 执行 机构超 温 : 合理
空间布 置 , 避 免保 温不达 标情况 , 从 而 减 少 执 行 机 构 受 附 近 高 温 热 源 辐 射 。 以 热 源 温 度 和 执 行 机 构 表 面 温度最 高的 # 3 A抽 汽 逆 止 阀 为 例 进 行 优 化 。
电 力 专 栏
≯ 0j |
1 0 0 0 MW 超超 临界机组抽汽逆止 阀优化
杨 烨
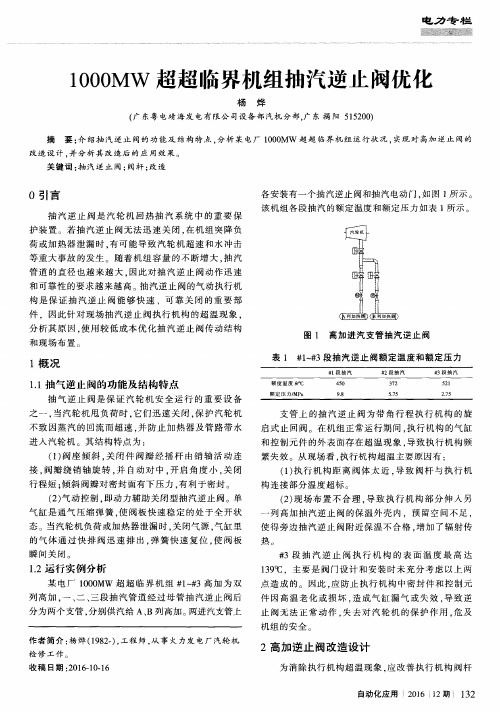
( 广 东粤 电靖 海发 电有 限公 司设备 部 汽机 分部 , 广东 揭 阳 5 1 5 2 0 0 ) 摘 要 : 介 绍抽 汽 逆止 阀的 功能及 结构 特 点 , 分析 某 电厂 I O 0 0 MW 超超 临界机 组 运行 状 况 , 实现 对 高加 逆止 阀 的
行 程短 : 倾 斜阀瓣对密封面有下压力 , 有 利于密封。 ( 2 ) 气 动控制 , 即 动 力 辅 助 关 闭型 抽 汽逆 止 阀 。单
支 管 上 的抽 汽 逆 止 阀 为 带 角 行 程 执 行 机 构 的旋
启式止 回阀。在机组 正常运行期 间 , 执行机构 的气 缸
和 控 制 元 件 的外 表 面 存 在 超 温 现 象 , 导 致 执 行 机 构 频
1概 况
1000MW超超临界机组汽轮机节能改造及运行优化方案探讨

根据汽缸金属温升率控制要求,经初步估算,对于调节级金属温度
在50 ℃左右的冷态启动,通过启机前对汽缸提前加热预暖至150 ℃以上,可节省机组启动后暖机时间75 min左右。
பைடு நூலகம்
哈汽1 000 MW机组设计为高、中压缸同时启动, 通过调门控制进汽冲转,冷态启动设计冲转参数为: 主蒸汽压力8.5 MPa,主蒸汽温度380 ℃;再热蒸 汽压力1.4 MPa,再热蒸汽温度340 ℃,机组启动 至3 000 r/min定速暖机时高压调门开度只有约 13%,中压调门开度只有约5.8%,明显存在高、中 压调门开度小,进汽量不足,暖机效果差的问题; 经降低主蒸汽压力至6.5 MPa、再热汽压至0.8 MPa左右后,3 000 r/min定速暖机时高压调门开 度约17.2%,中压调门开度约8.4%,机组进汽量明 显增大,暖机效果相对较好,为机组提前并网和快 速带大负荷创造了条件。
哈汽1 000 MW机组设计配置了高、中压缸的预暖装置,其加热汽 源来自邻机辅助蒸汽。机组冷态启动应充分利用好预暖装置,提前 加热汽缸,一般当高压缸调节级内上缸内壁温在130 ℃以下时,
应投入汽缸预暖装置,机组冷态启动过程中,当锅炉起压、旁路投
运后即可开始投运汽缸预暖装置,当调节级内上缸内壁温达150 ℃以上,且汽缸左右侧膨胀值均达10.5 mm以上时,预暖结束。
潮州电厂4台机组真空系统配有三台水环式真空泵,高、低压凝汽器抽空气管原 设计为串联布置方式,如图1所示,机组运行过程中发现,低压凝汽器运行性能 较差,高、低压凝汽器压力差偏小,一般不超过0.5kPa。我们利用机组小修期间
对真空系统抽空气管道进行了改造,将真空泵A入口管道接至高压凝汽器,真空
泵B增加一路入口管接至高压凝汽器,并在高、低压凝汽器连通管上安装阀门, 如图。这样凝汽器抽空气方式就由原来的单串联抽空气方式改为可以串联、并联
火电厂汽轮机阀门管理研究分析

火电厂汽轮机阀门管理研究分析阐述了汽轮机调节系统阀门管理的含义、类型,并对汽轮机启动过程中阀门管理的应用进行了说明与分析,又通过实际电厂汽轮机DEH调节系统中的阀门管理,充分论证了DEH调节系统中阀门管理的重要性,为了能够实现阀门管理在控制机构上所采用的特殊方式。
标签:阀门管理切换重叠度一、阀门管理基本内容及主要功能介绍在汽轮机DEH中,阀门流量特性曲线是一个重要的函数,其调节特性曲线如果与阀门的实际特性相吻合,DEH 的控制效果就会显露出其优势。
在DEH 系统出厂时,所设置的阀门管理曲线,通常是根据汽轮机的设计计算得到的。
而在实际运行中,它往往会受到阀门的安装过程、管道的布置等环境因素和人为因素的影响。
在阀门管理这个问题中,由于各个厂存在不同程度的问题如在机组变负荷中出现负荷突变、调节缓慢,造成机组控制困难,这种情况在一次调频过程中,也同样显现出来,严重影响了机组的安全性以及变负荷的能力。
阀门管理主要针对高压调节汽门而言,每个阀门有一个独立的伺服控制回路。
阀门管理程序是对高压调门的控制方式在单一阀门控制(全弧度进汽方式)即节流调节与顺序阀门控制(部分弧度进汽方式)即喷嘴调节之间进行转换的程序,用来控制和确定阀门开启的顺序。
在单阀运行方式下,4个调门同时开启调节进气量,开启调门的总数随着负荷的增加而增加,能够适应机组负荷较大的变化,并且汽缸转子轴向上受热膨胀均匀,但单阀运行时由于每个调门都动作,节流损失较大,对机组的经济性不利。
当机组定压运行带部分负荷时,采用顺序阀控制能使调门的节流损失减少,因此机组获得较高的热效率。
但是,此方式存在金属受热不均产生热应力和叶片受到冲击产生振动等问题,因此机组变负荷能力受限。
为了消除主汽压力变化和高负荷对调门流量特性的影响,在流量-阀位转换之前,先对流量请求信号进行主汽压力与负荷的动态修正。
阀门管理的主要作用是将负荷控制回路输出的流量请求信号变成阀位请求信号,并能在人工干预下,根据机组安全、经济运行和变负荷要求实现在线单阀/顺阀的无扰切换,并且能够实现阀门流量的线性化,并将单阀或顺序阀控制方式下的流量请求值转换成相应的阀门开度信号。
1000MW汽轮机汽门卡涩分析及优化处理
1000MW汽轮机汽门卡涩分析及优化处理摘要:汽轮机汽门卡涩严重影响机组安全稳定运行,本文以某厂1000MW超超临界汽轮机汽门卡涩问题为例,介绍了阀门卡涩的现象,分析了阀门卡涩的原因及优化处理方案,提高了机组的安全稳定水平。
关键词:汽轮机;汽门卡涩;分析与优化处理1.引言某厂两台机组汽轮机为引进技术生产的超超临界、一次中间再热、冲动式、单轴、四缸四排汽、双背压、凝汽式汽轮机,汽轮机型号为N1000-26.25/600/600。
两台机组在投产后高压调节阀均发生过卡涩现象,后利用机组等级检修进行返厂处理,增大阀杆与阀套、阀芯与阀套之间间隙,将阀套内表面喷焊司太立合金,阀门卡涩现象消除。
2018~2019年相继发生高压主汽阀、高压调节阀、中压调节阀卡涩问题,本文主要介绍阀门卡涩现象,就阀门的卡涩原因进行分析并提供相关的优化处理方案。
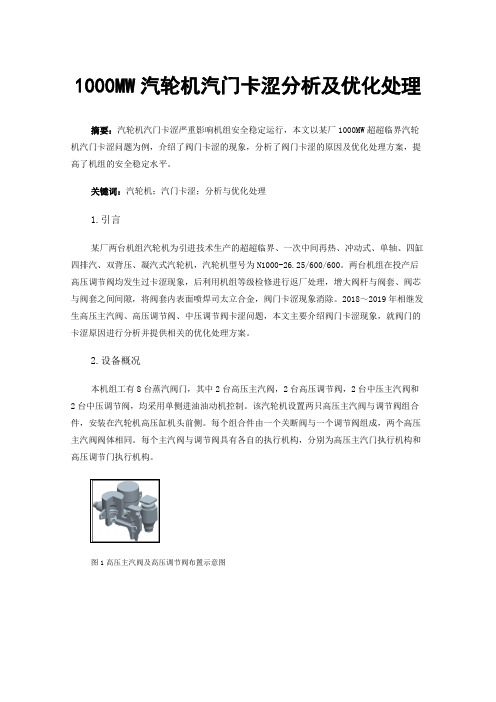
2.设备概况本机组工有8台蒸汽阀门,其中2台高压主汽阀,2台高压调节阀,2台中压主汽阀和2台中压调节阀,均采用单侧进油油动机控制。
该汽轮机设置两只高压主汽阀与调节阀组合件,安装在汽轮机高压缸机头前侧。
每个组合件由一个关断阀与一个调节阀组成,两个高压主汽阀阀体相同。
每个主汽阀与调节阀具有各自的执行机构,分别为高压主汽门执行机构和高压调节门执行机构。
图1高压主汽阀及高压调节阀布置示意图图2 中压主汽阀及中压调节阀布置图示意图3.阀门卡涩问题2018-06-27运行中发现2号机高调门CV2卡涩86%,经检查调整发现2号高调门在76%以上易出现卡涩。
2018年10月11日,1号机组停机备用,机组打闸后1号高压主汽门卡涩于95%位置,1号中压调阀卡涩于11%位置,中压调阀在停机后经开关活动后能关闭到位,高压调节阀、中压主汽阀正常关闭到位。
机组停机后进行温态和冷态下高压主汽阀阀门活动试验和关闭测试,高压主汽阀均未出现卡涩现象,开机并网后进行1号高压主汽阀活动试验,未出现卡涩现象。
12月17日电网调度要求1号机组停运备用,在停机前分别做1、2号主汽门活动试验,现场确认试验电磁阀动作正常,确认主汽阀发生卡涩。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
珠江电厂1000MW超超临界汽轮机 阀门管理技术优化报告
哈尔滨汽轮机厂有限责任公司
2012年3月
珠江电厂1000MW汽轮机阀门管理技术优化报告珠江电厂1000MW汽轮机采用先进的三级阀门管理技术和复合滑压运行方
式,即1#、2#阀门同时开关,3#号阀门单独开关,4#阀门单独开关,30%~80%
负荷阶段采用滑压运行,80%负荷以上定压运行,阀门流量控制曲线如图1所示。
图1 优化的三级阀门管理方式流量控制曲线(平顶山电厂提供) 三级阀门管理方式可以提高机组在部分负荷时的经济性,哈汽公司通过在最
先投运的泰州项目和平顶山项目上进行了阀门管理技术优化改进,表1为平顶山
电厂通过实验获得的高中压汽缸效率提高数据。
优化改进后,机组在80%负荷以
上仍能保持超超临界参数安全高效运行,在75%负荷以上仍能保持超临界参数运
行,如采用全周进汽的节流调节方式或类似于全周进汽的二级阀门管理方式,机
组在88.3%负荷时,其进汽参数已经低于临界压力,属亚临界状态,当然其高参
数的优势也丧失殆尽,不能充分发挥其经济性。
哈汽公司通过对两种阀门管理方式部分负荷运行热耗值计算比较,80%负荷
时采用三级管理方式较两级管理方式或全周进汽方式,汽轮机热耗值降低约
56KJ/ KW.h,折合煤耗约2克/KW.h 。
表1阀门管理优化效果(数据由平顶山电厂提供)
阀门管理优化效果单位900MW 750MW 600MW 高压缸效率提高% 0.19 0.49 0.56 中压缸效率提高% 0.10 0.4 0.54
采用复合滑压运行方式时,有利于提高机组的高中压缸效率,滑压运行参数存在一定的优化空间,只要当循环效率的降低对经济性的影响小于高压缸内效率的提高、给水泵动力消耗的减少,采用滑压运行就能提高机组热经济性。
综合的热力性能分析计算表明,滑压运行模式下,主蒸汽压力为主导因素,即进汽度越小,经济性越好:二阀滑压的性能好于三阀;三阀滑压好于四阀,机组优化为复合滑压运行后,经测试,热耗值在不同负荷下呈现了不同的变化特点,在600MW、750MW、900MW负荷下热耗值分别下降了122.92 kJ/kWh、100.07kJ/kWh、
0.59kJ/kWh;供电煤耗分别下降了2.81g/kWh、4.30 g/kWh、0.30g/kWh。
通过泰州和平顶山电厂试验结果表明,优化配汽为复合滑压方式后,提高了500MW~900MW负荷段的经济性,按75%负荷率计算电煤耗降低1.5g/kWh(保守计算)。
两台1000MW机组年发电量110亿千瓦时,年节煤量约为1.5g/kWh×110亿kWh =16590吨标准煤,按标准煤800元/吨计算,节约成本16590吨×800元/吨=1327.20万元。
图2 两种阀门管理方式对比
由于阀门开启顺序重新进行了优化调整,因此汽轮机在部分负荷时最多有一个调节阀发生节流现象,其余开启的阀门均能达到全开状态,不产生额外的节流损失。
通过分析平顶山电厂的阀门实验数据能够得到很好的证明。
平顶山#1汽轮机在原两级阀门管理方式TRL1030MW工况下各阀门压损基本都在4.21%~4.67%范围内,配汽优化为三级阀门管理方式后降低到4%以下;汽轮
机在THA1000MW工况两级阀门管理方式下压损为9.74-9.98%,配汽优化后压损降为4.06-4.80%,汽轮机在800MW~500MW两级阀门管理方式下压损为17.74-18.0%,配汽优化后降为5.06~6.18%。
平顶山#2汽轮机在各工况下阀门压损情况与#1
机组基本相同。
珠江电厂1000MW 汽轮机阀门管理技术优化报告
哈尔滨汽轮机厂有限责任公司 第 4 页 共 4 页
表2 平顶山1#机组阀门管理方式优化前后阀门压损统计情况
商业化运行 商业化运行商业化运行168小时
商业化运行
168小时
商业化运行
168小时
商业化运行
#1机
1030MW 工况 1000MW 工况
1000MW 工况
80%L 80%L 50%L 50%L 40%L 40%L
日期 2011-5-19 2011-6-30 2012-1-16 2010-11-29
2012-1-18 2010-11-28
2012-2-13 2010-11-28
2012-1-30
时间 11:00 17:25 8:00 8:00 8:00 15:00 15:00 14:00 14:00 11:30 18:25 8:40 8:30 8:30 16:00 15:30 14:30 14:30 负荷 1027.90
1008.67 972.16 750.14
800.10
500.14
542.40 400.14 449.38
高调门开度 100%+41.8
% 100%+41.9
3% 55% 100% 49%(单阀)80%(两阀)54%(单阀)80%(两阀) 主汽压力 24.60 24.37 25.28 21.00 25.30 14.10 17.47 11.00 14.05 #1阀门压损 4.23 4.55 20.09 18.81 44.19 16.88 45.96 12.55 44.48 #1高压导管压力 23.56 23.26 20.20 17.05 14.12 11.72 9.44 9.62 7.80 #2阀门压损 3.58 4.80 5.38 18.24 6.32 16.24 6.70 12.09 6.33 #2高压导管压力 23.72 23.20 23.92 17.17 23.70 11.81 16.30 9.67 13.16 #3阀门压损 3.98 4.06 4.83 18.19 6.40 16.45 9.62 12.36 6.41 #3高压导管压力 23.62 23.38 24.06 17.18 23.68 11.78 15.79 9.64 13.15 #4阀门压损 10.20 21.75 32.12 35.81 45.10 17.80 46.77 13.36 45.41 #4高压导管压力
22.09
19.07
17.16
13.48
13.89
11.59
9.30
9.53
7.67。