连接器标准工时核算分析报告样板
标准工时计算模板
一﹑标准工时简介
2﹑标准工时的用途
2.1 为工作计划﹑管理等提供评价依据 2.2 改善作业流程﹐制定合理的作业系统 2.3 提供劳动成本的管理资料 2.4 提供估算标准价的基础数据 2.5 为标准人力计算提供依据 2.6 预估产能的依据
一﹑标准工时简介
3﹑标准工时的构成
观察时间
私事 疲劳 延迟 政策 其他 宽放 宽放 宽放 宽放 宽放
独:只 有在其 它动作 停止的 场合独 立进行 的动作
往:往 复动作, 即往复 一次回 到原来 状态
三﹑MOD法制定标准工时
2.MOD法示例
序号
动作分析
1 伸手50CM向零件
2 抓取零件(重1.15kg)
3 把零件拿向主机(移动100cm)
4 用手指移动零件(距离7.5cm)
5 手移动(5cm)A箱一易损零件
C +0.01
平均 D 0.00 平均 D 0.00 平均 D 0.00 平均 D 0.00
E1 -0.05
E1
-0.04
可
可
可
E2 -0.10
E2
-0.08
E -0.03 可
E -0.02
二﹑秒表法制定标准工时
2.5 宽放时间
将操作时间所需的间断和休息,加入正常时间, 这种进一步进行修正的时间成为“宽放时间”。
二﹑秒表法制定标准工时 2﹑标准工时制定步骤
收集资料 划分操作单元
测时 标准时间
正常时间
+
宽放时间
二﹑秒表法制定标准工时
2.1 收集资料
2.1.1 能迅速识别研究内容的资料:日期﹑研究 者﹑操作者﹑作业熟练度等。
2.1.2 能正确识别研究产品的资料名称﹑零部件 ﹑品质要求等。
标准工时计算方法【范本模板】

标准工时计算方法一、目的:规范标准工时制定与修改作业,使标准工时具有完整性,使ERP系统运行之排程合理和成本准确。
二、名词定义:2.1、标准工时:在特定的工作环境条件下,用规定的作业方法和设备,以普通熟练工作者的正常速度完成一定质量和数量的工作所必需的时间。
2。
2、宽放时间:指作业员除正常工作时间之外必须的停顿及休息的时间。
包括操作者个人事情引起的延迟,疲劳或无法避免的作业延迟等时间。
对于没有规定发生时间、发生频率、所需时间的不规则要素作业,并不在正常时间范围之内,而属于宽放时间。
2.3、标准速度:没有过度体力和精神疲劳状态下,每天能连续工作,只要努力就容易达到标准作业成果的速度。
三、标准工时的构成:3.1、标准时间=正常时间+宽放时间=观测时间*(1+熟练修正数+努力修正数)+观测时间*宽放率3.2、正常时间:3.2。
1、主体作业时间:按照作业目的进行的作业。
指能创造价值的作业,如改变产品外形,改变产品性能等。
3.2.2、副作业时间:与主体作业同步发生,起附属作用。
如取放工具、检查等。
正常时间设定方法如下:直接观测法:秒表观测法;摄影分析法;work sampling法。
优点:比较简单;任何人都可以做。
缺点:难于跟标准速度相比较,需要评价标准速度;生产之前不能设定.合成法:动作分析法、历史数据法。
优点:信赖程度和一贯性高;客观性和普遍性高;不需要评价标准速度;可在生产之前设定;容易消除不必要动作。
缺点:需要教育和训练。
3.3、宽放时间:3。
3.1、私事宽放时间:作业过程中,满足生理要求的宽放时间,如上厕所,喝水,擦汗.3.3.2、疲劳宽放时间:为了补偿工作过程中体力和精神疲劳,采取的休息或操作速度减弱的宽放时间。
3。
3.3、特殊宽放:学习宽放、机械干涉宽放、奖励宽放、工厂宽放、其它宽放。
作业宽放时间:补偿作业过程中发生不规则的要素作业.如用处理不良品等。
3。
3.4、集体宽放时间:集体作业时,对于个体差异产生损失的补偿。
标准工时计算方法【范本模板】

标准工时计算方法一、目的:规范标准工时制定与修改作业,使标准工时具有完整性,使ERP系统运行之排程合理和成本准确。
二、名词定义:2.1、标准工时:在特定的工作环境条件下,用规定的作业方法和设备,以普通熟练工作者的正常速度完成一定质量和数量的工作所必需的时间。
2.2、宽放时间:指作业员除正常工作时间之外必须的停顿及休息的时间。
包括操作者个人事情引起的延迟,疲劳或无法避免的作业延迟等时间。
对于没有规定发生时间、发生频率、所需时间的不规则要素作业,并不在正常时间范围之内,而属于宽放时间.2。
3、标准速度:没有过度体力和精神疲劳状态下,每天能连续工作,只要努力就容易达到标准作业成果的速度。
三、标准工时的构成:3.1、标准时间=正常时间+宽放时间=观测时间*(1+熟练修正数+努力修正数)+观测时间*宽放率3.2、正常时间:3.2.1、主体作业时间:按照作业目的进行的作业。
指能创造价值的作业,如改变产品外形,改变产品性能等。
3。
2.2、副作业时间:与主体作业同步发生,起附属作用。
如取放工具、检查等。
正常时间设定方法如下:直接观测法:秒表观测法;摄影分析法;work sampling法.优点:比较简单;任何人都可以做。
缺点:难于跟标准速度相比较,需要评价标准速度;生产之前不能设定。
合成法:动作分析法、历史数据法。
优点:信赖程度和一贯性高;客观性和普遍性高;不需要评价标准速度;可在生产之前设定;容易消除不必要动作。
缺点:需要教育和训练.3。
3、宽放时间:3.3.1、私事宽放时间:作业过程中,满足生理要求的宽放时间,如上厕所,喝水,擦汗。
3。
3。
2、疲劳宽放时间:为了补偿工作过程中体力和精神疲劳,采取的休息或操作速度减弱的宽放时间.3。
3.3、特殊宽放:学习宽放、机械干涉宽放、奖励宽放、工厂宽放、其它宽放。
作业宽放时间:补偿作业过程中发生不规则的要素作业。
如用处理不良品等。
3。
3。
4、集体宽放时间:集体作业时,对于个体差异产生损失的补偿。
工时分析报告
工时分析报告1. 引言工时分析报告是对一个项目、任务或工作流程中所涉及的工时进行详细分析和总结的报告。
通过对工时的分析,可以评估工作效率、资源利用和时间安排的合理性,从而帮助团队或组织进行进一步优化和改进。
本文将介绍工时分析报告的相关内容,包括工时的收集、分析和总结,以及如何根据工时分析结果进行改进和优化。
2. 工时收集工时的收集是工时分析的基础。
在收集工时时,可以采用以下几种方法:•手工记录:员工可以手动记录每天的工作时间和任务,包括开始时间、结束时间和工作内容。
这种方法成本较低,但可能存在数据不准确、漏记或造假等问题。
•电子表格:使用电子表格软件,如Microsoft Excel或Google Sheets,创建一个工时表格,员工可以在其中填写工作时间和任务。
这种方法比手工记录更方便和准确,也可以进行一些自动计算和统计。
•工时追踪工具:使用专门的工时追踪工具,如Toggl、Harvest或Jira,这些工具可以自动记录员工的工作时间,并生成相应的工时报告。
这种方法最为准确和高效,但通常需要付费,并且可能需要一定的学习和适应周期。
选择合适的工时收集方法应根据具体情况和需求进行,综合考虑成本、准确性和效率等因素。
3. 工时分析一旦收集到足够的工时数据,就可以进行工时分析。
下面是一些常见的工时分析指标和方法:•工时统计:将工时数据按照工作内容、项目或团队进行分类和统计,计算总工时、平均工时和每个员工的工时等。
这些统计数据可以帮助评估工作量、任务分配和人员的工作效率。
•工时趋势分析:将工时数据按照时间进行分析,可以观察到工时的变化趋势和季节性的工时变化。
这些数据可以帮助识别工作负荷较重或较轻的时间段,以便进行资源调整和任务安排。
•工时比较分析:比较不同员工、不同团队或不同项目的工时数据,可以发现工时分布和差异,并对比工作效率和资源利用情况。
这种比较分析可以促进经验分享和最佳实践的推广。
工时分析不仅要关注表面的数据,还需要深入挖掘背后的原因和影响因素。
标准工时分析表(MOD法)1
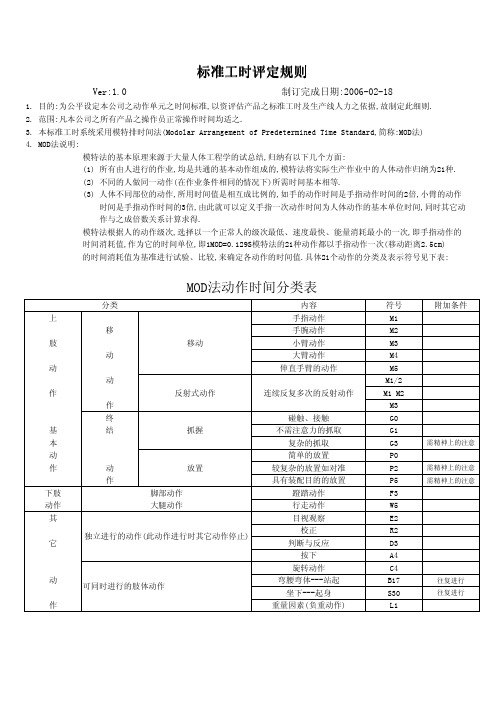
(1) 所有由人进行的作业,均是共通的基本动作组成的,模特法将实际生产作业中的人体动作归纳为21种. (2) 不同的人做同一动作(在作业条件相同的情况下)所需时间基本相等.
(3) 人体不同部位的动作,所用时间值是相互成比例的,如手的动作时间是手指动作时间的2倍,小臂的动作 时间是手指动作时间的3倍,由此就可以定义手指一次动作时间为人体动作的基本单位时间,同时其它动 作与之成倍数关系计算求得.
开盒拉出编带装入成型机
每编带500PCS
校正后摇动机器成型 移动上身移动小臂至零件盒抓取物料 拿到胸前
开盒拉出编带装入成型机
每编带1000PCS
校正后按开关开动机器成型 移动上身移动小臂至零件盒抓取物料 拿到胸前
开盒拉出编带装入成型机
每编带1000PCS
校正后摇动机器成型
机械自动成型
编带500PCS
M3G3 M3P0 R2P5
机械自动成型
移动小臂至零 件盒抓取陶瓷电容 拿到胸前 校正后插入治具并成型 取下桥堆放入物料盒中 移动小臂至零 件盒抓取陶瓷电容 拿到胸前 校正后插入治具并成型 取下桥堆放入物料盒中 移动小臂至零 件盒抓取陶瓷电容 拿陶 瓷 电 容 到 胸 前 校正后插入治具并成型 取下桥堆放入物料盒中
散热片缠黄胶
移动小臂至零 件盒抓取电解电容 拿到胸前 看清方向 校正后夹入治具并弯脚 取下电容放入物料盒中 移动小臂至零 件盒抓取电解电容 拿到胸前 看清方向 校正后夹入治具并弯脚 将电容放入物料盒中 移动小臂至零 件盒抓取电解电容 拿到胸前 校 正 后 夹 入 治 具 并 打KIN脚 取下电容放入物料盒中 移 动 小 臂 至 零 件 盒 抓 取灯 仔 拿到胸前 校正后夹入治具并切脚 移 动 小 臂 至 零 件 盒 抓 取灯 仔 拿到胸前 看清方向 校正后夹入治具并弯脚 取下灯仔放入物料盒中 移 动 小 臂 至 零 件 盒 抓 取三 极 管 拿到胸前 看清极性 校正后取下管塞并放入 成型机 将物料装入静电带中 将物料转入物料盒中 移 动 小 臂 至 零 件 盒 抓 取三 极 管 拿到胸前 看清极性 校正后夹入治具并成型 取下桥堆放入物料盒中 移动小臂至零 件盒抓取桥堆 拿到胸前 看清方向 校正后夹入治具并成型 取下桥堆放入物料盒中 移动上身移动小臂至零件盒抓取物料 拿到胸前
工时统计报告模板
工时统计报告模板引言:工时统计是企业管理中非常重要的一项工作,通过统计和分析员工的工时状况,可以帮助企业更好地安排人力资源,提高工作效率和员工满意度。
本文将介绍一个工时统计报告的模板,帮助企业进行工时管理和分析。
一、报告概述工时统计报告是对员工工时情况进行汇总和分析的一份报告,通常包括以下几个方面的内容:1. 员工基本信息:包括员工姓名、工号、部门等基本信息,以便对员工进行分类和分析。
2. 工时统计表:将员工的工时情况按照日期、工作时长、加班时长等维度进行统计,以便查看员工的工作时间分布和加班情况。
3. 工时分析图表:通过柱状图、折线图等形式展示员工的工时情况,直观地反映员工的工作强度和工作时间分布。
4. 异常工时分析:对于工作时间异常的员工,如长期加班或工作时间不足等情况,进行分析和解释,以便及时采取措施。
二、工时统计表工时统计表是工时统计报告中最核心的内容,它记录了员工的工作时间情况,通常包括以下几列信息:1. 日期:记录员工的工作日期,以便对工作时间进行时间段分析。
2. 工作时长:记录员工的正常工作时长,包括上班时间和午休时间。
3. 加班时长:记录员工的加班时长,包括平时加班和周末加班。
4. 请假时长:记录员工的请假时长,包括事假、病假等各类假期。
通过对工时统计表的分析,可以了解员工的工作时间分布情况,发现工时异常的员工,以及评估员工的工作负荷和效率。
三、工时分析图表工时分析图表是工时统计报告中的重要组成部分,它通过图表的形式展示员工的工时情况,有助于直观地了解员工的工作强度和工作时间分布。
1. 柱状图:通过柱状图展示员工的工作时长和加班时长,可以清晰地看到员工的工作时间分布情况,以及加班情况的频率和时长。
2. 折线图:通过折线图展示员工的工作时间变化趋势,可以发现员工的工作高峰期和低谷期,以便更好地安排工作任务和人力资源。
通过工时分析图表,企业可以及时发现员工的工作时间异常情况,如长期加班或工作时间不足等,以便采取相应的措施,保障员工的工作合理性和健康性。
标准工时分析表

部门
部件 名称
工序分解
标准工 时(S)
准备工 时(S)
部门
标准工时分析表
部件 名称
工序分解
标准工 时(S)
准备工 时(S)
部门
合计 备 1. 关于标准款的选取: 1.1如果产品种类很多的话,取加工工艺的复杂程度于各车间比较均衡(具代表性)的款号; 1.2如果产品种类不多的话,取年度内生产数量最多的款 注 2. 标准款的个数,须与1/8【生产金额统计表】中产品类对应起来 – 即有几个产品类别,每个类别就须选取一个标准款;
3. 此表为样板格式,请参照此格式制作;对于“标准工时”和“准备工时”概念
Page7
深圳市信百诺管理咨询有限公司
同时,为使您提供的数据获得公司的许可,请您在表格填好后送交您的主管或其代理人审核、核准;如果可以的话,本窗体的书面和电子格式请一并提供.
Page7
深圳市信百诺管理咨询有限公司
部件 名称
工序分解
标准工 时(S)
准备工 时(S)
取年度内生产数量最多的款号.
Page7
深圳市信百诺管理咨询有限公司
格式请一并
标准工时分析表(MOD法)

3.2 DIP T/U 段一般动作标准:No 动作描述分析式MOD 数左手:M4G1M2G1M4P0右手:H右手:M4G1M4M2P2M3左手:HM2G1M3P0右手:M3C4M2P2M3左手:HM2M1M3P0左手:M4P5+UT=2.5SECM4右手:M4P5+UT=2.5SECM4左手:M4P0G1M4P0M4G1M4右手:M2P0左手:M4P0M4右手:H 共:=3.3+2.2N SEC/EA NO 动作描述分析式MOD 数a. 取插销及PCB 板左手:M4G1M2G1M4P0右手:M4G1M4P2b.刮锡渣UT=1.8SEC =UT*N 颗c.放入输送带左手:H右手:M2G1M4P2No 动作描述分析式MOD 数左手:M4G1M4C4M3右手:Hb.检查零件脚是否过长时间UT=0.4(L+W)/7.5+0.006N SEC SEC=每目检一次所需时间(S1)*移动目光检视区域次数(N)+判断每颗零件脚是否过长时间(S2)*零件总数(N)*零件过长比率(B)(因人目光一次可看75*75CM)之区域,故看完一片PC 板需看n 次, n=(PCB 宽/7.5)*(PCB 长/7.5)(Unit:CM)抽样求得S1=0.4SEC,S2=0.006SEC)L:CMW:CM左手:H右手:M4G1M44 c.剪零件脚(每颗)UT=1.3 SEC **** 1.3N SEC 左手:M4C4P2右手:H共a+b=1.4+0.14N SEC(N:零件总颗数)12 1.91)拆板后切板,放入输送带共: /2 =6.4SEC/EA 标准时间20 3.1SEC2 b.拆断余板一端22 3.4SEC1 a.取下散热板治具(2片)28 4.3SEC4d.切板(2连板)****2.5SEC3 c.拆断余板另一端SEC2)取插销后刮锡渣放入输送带标准时间1a.自输送带取基板,并翻转16 2.5SEC 5 e.放入输送带(2块) 2.2N SEC 标准时间112 1.9SEC2**** 1.4SEC2)取机板检查零件是否过长后剪过长零件脚共=5.4+3(L+N)+0.006NB+1.3N SEC(L:PCB 板长,W:PCB 板宽,N:零件总颗数,B:零件过长比率)39SEC 5d.放回输送带101.5SEC3 b.取气剪9 1.43)输送带上取基板、正检2****=3(L+N)+0.006NB∑ae∑aC ∑adNO 动作描述分析式MOD 数左手:M4G1M4右手:H 2 b.检查零件面(每颗)UT=0.14 SEC****0.14N SEC 3 c.检查锡面(每个焊点)UT=0.3 (0.3"/四个焊点)****0.3*N/4SEC 左手H右手:M3G1C4共:= 13.2+(6.47NB) SEC(N:零件总颗数,B:正检不良率)NO 动作描述分析式MOD 数左手:M4G1M4A4C4右手:M3G1C4左手:H右手: M4G1M4c.清除焊孔UT=2.3 SEC =每点时间(S)*总焊锡点(N)*不良率(B)左手:C4D3M2A4C4右手:He.左手取锡丝,左手:M3G1M3P5右手取烙铁右手:M4G1M4f.补焊UT=2.47 SEC =每点时间(S)*总焊锡点(N)*不良率(B)左手:M3G1M4P0M4右手:H 左手:H右手:M3G1E2D3R2A4No 动作描述分析式MOD 数左手:M3G3M3H 右手:M4G1M4P2b.锁螺丝(第一颗)左手:H (自攻螺丝)1.5+0.022L(L:自攻螺丝长度:mm)右手:M3G1P2M2P2+0.022*L (自攻螺丝)(K:机械螺丝长度:mm)左手:H (机械螺丝)1.5+0027K 右手:M3G1P2M2P2+0.027*K(机械螺丝)5标准时间6 1.4SEC 补跷件后将基板放回输送带.1 a.自输送带取基板934标准时间a.按住跷件,反过PC 板17 2.6SEC12 d.压入跷起之脚(每颗)b.取络铁9 2.6SEC/EA17 1.4SEC****2.3NBSEC3.3SECSEC **** 2.47NB SEC标准时间SECSEC7g.放回输送带上12 1.9214清洗烙铁头81.22****SEC自攻螺丝:共: =3.2+0.022L(1+N)+1.4N SEC/EA机械螺丝; 共:=3.2+0.027K(1+N)+1.4N SEC/EA111.7152.32*NSEC8h.点胶=每人点明间*N5)锁螺丝1a.取螺丝及锁固物∑a i∑ac∑ac左手: H (自攻螺丝)(1.4+0.022L)N右手:(M3P2M2P2+0.022*L)N (自攻螺丝)左手:H (机械螺丝)(1.4+0027K)N右手:(M3P2M2P2+0.027*K)N(机械螺丝)o.放散热片X手:M3G3M3P0R2P5;16 2.48SEC a.放晶体X手:M3G1M3P0R2P514 2.17SEC b.涂晶体散热膏双手:M3G3M3P0M3G1M3*2M220 3.10SEC c.放螺帽X手:M3G3M3P0R2P516 2.48SEC f.放绝缘片X手:M3G3M3P0R2P516 2.48SEC g.点红胶X手:M3M2P27 1.08SEC h.取出散热片放于輸送帶上X手:M3G1M4P08 1.24SEC i.组装好的散热片装箱X手:M3G1M4M2P212 1.86SEC j.穿晶体于散热片中X手:M3G1M3G1M2R2P517 2.63SEC l.穿螺丝于散热片中X手:M3G1M3G1M2R2P517 2.63SEC m.锁螺帽于散热片上X手:M3G1M3G1R2P5A4R2*3M2274.18SECNo 动作描述分析式MOD 数1 a.取机台X手:M3G3M28 1.24SEC 2 b.擦机身(单位面积)UT=1.1**** 1.32*SSEC 3 c.摇机身UT=1.120 3.10SEC 短胶袋(≦250mm ) UT=4.5SEC **** 5.40SEC 长胶袋(≧250mm) UT=7.0SEC ****8.40SEC 5 e.贴Label(单位面积mm)UT=0.003SEC ****0.004*SSEC 6 f.组装刀卡(V卡刀数N=a*b)UT=1.02SEC **** 1.22*NSEC 7g.插插头X手:M3G1R2M2P513 2.01SEC 8h.插端子X手:M3G1R2M2A412 1.86SEC 9i.按键盘X手:M3M2A49 1.39SEC 10j.目视机身;Label UT=8.0SEC ****9.60SEC 11k.目视线材UT=7.5SEC ****9.00SEC 12l.划记号M3M2G1M2P513 2.01SEC 13m.装机台于纸盒M3G3M3G3*3P5A4*2M2A4P538 5.88SEC 14n.成型纸盒M3G1M3M3M2A4*2M2A4P529 4.49SEC 15o.成型纸箱UT=28SEC****33.60SEC标准时间46)包装3 c.继续锁螺丝****SEC4 d.装胶袋。