客户特殊要求汇总
1顾客特殊要求(10.16晚修订)
1:COP1
2:COP2
3:COP3
4:COP410
8:SOP14
9:SOP12
4
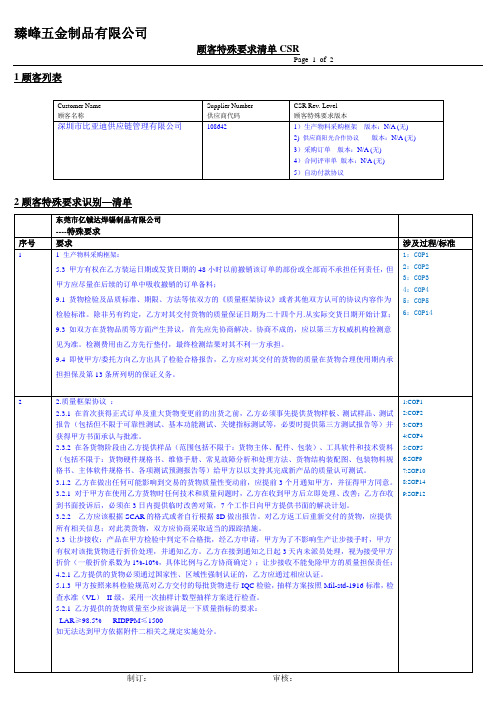
合同评审单:
1:锡条产品:SN-0.3AG-0.7CU
规格为:0.8±0.03mm
重量:1±0.002KG
成分:铜含量为0.6-0.8%
包装要求:随货附”出货检验报告”,产品需贴“ROHS标签”,产品及外箱需 贴“物料标签(A01719)”锡线不许有接头。
1:COP1
2:COP2
3:COP3
4:COP4
5:COP5
6:SOP9
7:SOP10
8:SOP14
9:SOP12
3
3采购订单:
交易条款第一条:供方应于收到本订单24小时内给予确认接受,若供方不接受该订单,应在前述期提出异议,逾期视为供方接受订单;第二条:供方应按要求随货附上检验报告,必须在外包装及送货单上注明生产制造日期;第三条:供方应按购方要求时间交货,如有延期,超过一天购方有权要求供方支付延期交货物价的0.2%-2%的违约金,若由此给购方带来的损失,供方应承担相应的责任;第四条:供方的产品出现质量问题,购方可按以下处理方式:(1)换货;(2)由供方提供具有相同功能的替代品;(3)在有购方重工,由供方承担重工费用;(4)扣除差价,降级使用;(5)退货;(6)取消订单一部份或全部;因供方产品问题影响购方或其他客户的损失,购方有权利对供方索赔;经购方判断为不合格物品,供方需在一个月内到购方处理,超过日期购方有权按报废处理;第五条:供方提供的物料,必须满足购方环境管理物质标准BHS-001,符合相关环境、健康、安全等法律法规,并按照相关环境的法律法规进行标示与资源重复利用。
顾客特殊要求培训计划
顾客特殊要求培训计划一、项目背景公司近期接待了一家具有特殊要求的客户,该客户对于我们公司的产品和服务有一些特殊的要求和需求,并且也对于我们的员工提出了一些特殊的培训要求,为了更好地满足客户的需求,提高服务质量,公司决定设计一套针对该客户特殊要求的培训计划。
本次培训旨在提高员工的专业素养和服务质量,以期更好地服务客户,提升公司的客户满意度。
二、培训需求分析1. 客户要求通过与客户的沟通了解到,客户对我们公司的产品和服务有较高的期望值,并提出了以下几点特殊要求:(1)对产品了解透彻客户希望我们的员工对于公司的产品了解透彻,能够清晰地介绍产品的特点、功能和使用方式,并且能够准确地回答客户对产品的提问。
客户希望在购买产品之前能够得到详细的产品介绍和使用说明,以便更好地了解产品的特点和使用方法。
(2)服务要求客户对我们公司的服务也有一些特殊要求,希望我们的员工在服务中能够更加周到细致,能够对客户提出的问题和要求做出及时的反馈和解决,从而提升客户对公司的满意度。
客户还希望我们的员工在服务中能够对客户给予更多的关心和关注,能够提供更加个性化的服务。
2. 员工需求根据客户的特殊要求,我们进行了员工需求分析,发现员工在产品知识和服务技能方面存在一定的不足,需要加强相关知识的学习和技能的提升,以更好地满足客户的特殊需求。
三、培训目标基于对于客户和员工的需求分析,我们制定了以下培训目标:1. 提高员工的产品知识员工能够对公司的产品了解透彻,能够准确地介绍产品的特点、功能和使用方式,并且能够在客户提问时给予准确的回答。
2. 提升员工的服务技能员工能够更加周到细致地提供服务,能够对客户提出的问题和要求做出及时的反馈和解决,能够提供更加个性化的服务,以提升客户对公司的满意度。
四、培训内容1. 产品知识培训(1)产品特点介绍通过对公司产品的特点和功能进行详细介绍,让员工了解产品的特点和使用方式。
(2)产品使用培训对公司产品的使用方法进行详细讲解,让员工能够准确地指导客户使用产品并且能够解答客户关于产品的问题。
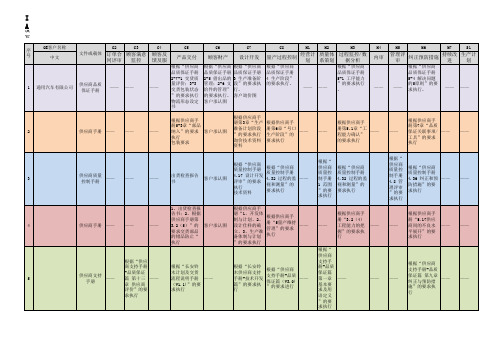
IATF16949顾客特殊要求顾客特定要求识别清单
C8
M1
M2
M3
量产过程控制
经营计 划
质量体 系策划
过程监控/数 据分析
根据“供应商 品质保证手册 4 生产阶段” 的要求执行。
—— ——
根据“供应商 品质保证手册 5-1 工序能力 ”的要求执行 。
M4 内审
——
M5
M6
M7
S1
管理评 审
纠正预防措施
持续改 进
生产计 划
——
根据“供应商 品质保证手册 5-4 解决问题 的5原则”的要 求执行。
行
要求执行
——
——
根据“ 供应商 品质保 证手册 第二章 量产后 质量控 制 4.2 供应商 实施的 自主审 核”的 要求执 行
——
根据“
供应商
品质保
根据“供应商 证手册
品质保证手册 第二章
第二章 量产后 量产后
质量控制
质量控
3.1.4 持续改 制
进”的要求执 3.1.4
行
持续改
进”的
要求执
行
——
8
根据供应商手 册“5量产维持 管理”的要求 执行
——
——
根据供应商手 册“3.2(4) 工程能力的把 握”的要求执 行
——
——
根据供应商手 册“5.17供应 商间的不良水 平展开”的要 求执行
——
——
执行
”的要求执行
根据“
供应商
5
供应商支持 手册
——
根据“供应 商支持手册 -品质保证 篇 第十三 —— 章 供应商 评价”的要 求执行
—— ——
2
供应商手册 —— ——
——
根据供应商手 册5-3章“部品 纳入”的要求 客户承认图 执行 包装要求
IATF16949:2016 客户特殊要求一览表
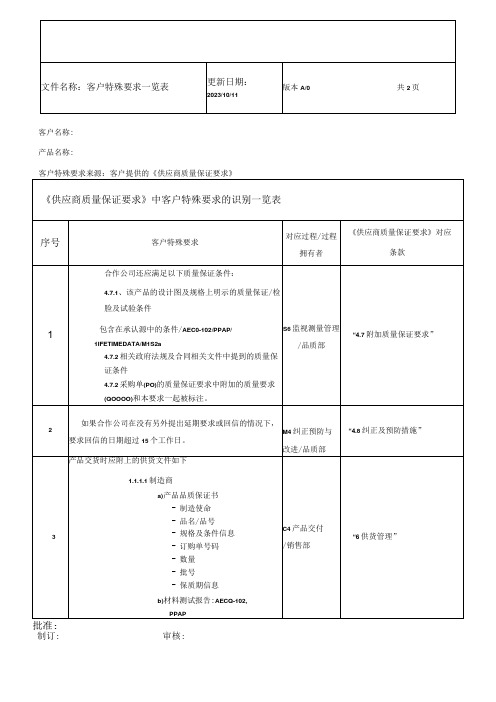
更新日期:
2023/10/11
版本A/0共2页
客户名称:
产品名称:
客户特殊要求来源:客户提供的《供应商质量保证要求》
《供应商质量保证要求》中客户特殊要求的识别一览表
序号
客户特殊要求
对应过程/过程拥有者
《供应商质量保证要求》对应
条款
1
合作公司还应满足以下质量保证条件:
4.7.1、该产品的设计图及规格上明示的质量保证/检脸及试验条件
包含在承认源中的条件/AEC0-102/PPAP/
1IFETIMEDATA/M1S2a
4.7.2相关政府法规及合同相关文件中提到的质量保证条件
4.7.2采购单(PO)的质量保证要求中附加的质量要求(QOOOO)和本要求一起被标注。
S6监视测量管理/品质部
没有另外提出延期要求或回信的情况下,要求回信的日期超过15个工作日。
M4纠正预防与改进/品质部
“4.8纠正及预防措施”
3
产品交货时应附上的供货文件如下
1.1.1.1制造商
a)产品品质保证书
-制造使命
-品名/品号
-规格及条件信息
-订购单号码
-数量
-批号
-保质期信息
b)材料测试报告:AECQ-102,
PPAP
C4产品交付
/销售部
“6供货管理”
制订:
审核:
批准:
③顾客特殊要求识别表

7.分阶段更新控制计划,并确保在前阶段生 8.供应商应在以下情况时告知上汽乘用车: 布置;任何影响匹配、形状、功能、性能的 9.供应商在全工装模具件(OTS)制造时,应 完成制造,并获得DRE和SQE的书面确认,以
10.供应商应在PPV阶段(首批样件评审)向 11.上汽按照以下程序实施质量问题的处理及 8D/PR&R→CS1→CS2→TOP-Q
GP-12退出要求
39.GP-12要有专门的区域及标识。 40.供应商在执行早期生产遏制时要按照GP运标签旁。 41.退出原则:①如GP-12期间在SGM现场无质 闭。②供应商现场的过程稳定受控,产品质 出退出申请,SGM SQE进行确认。④供应商在
42.按节拍生产的两种类型,顾客监控和供应 GP-9要求
上 海 通 用 汽 车 对
20.供应商APQP小组必须包括海外设计人员及 经理协调整体项目,跟踪海外设计进度,输 21.国内生产基地必须具备基本的人力资源和 海外设计国内生产供应商的附件要求 22.供应商海外产品设计工程师必须现场参与 据SGM装车情况进行相应的设计更改。 23.SGM一级供应商必须建立独立的返修流程 24.SGM的一级供应商必须有独立的返修区域 返修作业指导书需经过供应商技术部、质量 对供应商返修过程的特殊要求 25.对于高风险零件的返修,无论该零件来自 PE/SQE/VQ共同确认后,返修方可进行。供应 现场审核。 27.按GM IATF16949、顾客特殊要求、PPAP APQP相关要求
34.供应商提出的PPAP文件一律在EP系统中直
35.临时批准时供应商的责任:所有PPAP临时 临时批准的主要原因;②供应商应当明确所 施,以保证今后递交能够满足所有PPAP要求 36.PPAP的临时批准时间一般不超过3个月, 延长。 37.适用于所有新零件或工程更改新零件,从 GP-12要求
1.8-2客户特殊要求识别与评价表(对应1.5-1)
10
10.1.我司若因交期延误,品质不良,规格不符或数量不准确等情况 造成客户损失,概由我司承担,详见采购合同
11.1.客户要求每月出货前提交双方确认送货数量的发票
11 11.2 .按采购合同月结30天
11.3.合同价格
12.1.接到客户质量整改信息后,我司应立即派人处理并3天内向客户 提出书面纠正预防措施
认 COP03过程设计与确
认
审核:
按照客户要求执行 按照客户要求执行
业务 品质/生产部/业务
检查与记录 客户要求
客户要求
批准:
评审有效性
备注
已评审,OK
已评审,OK
第 3 页,共 3 页
5 5.1.实际量产产能至少必须满足增加100%计划波动的能力。
6
6.1.若客户没有包装要求,我司应自行设计包装并提交客户资材部门认可, 若客户有包装要求,则严格依客户的技术资料对产品包装。
7.7 CPK≥1.33
COP02产品设计与确
认
按照客户要求执行、管理
COP03过程设计与确 、提出资料
认
COP01顾客要求的确 定与评审
SP02更改管理
按照客户要求执行
COP01顾客要求的确 定与评审
按照客户要求执行
第 2 页,共 3 页
品质/生产部/业务 品质/生产部/业务
标识卡 客户要求
已评审,OK 已评审,OK
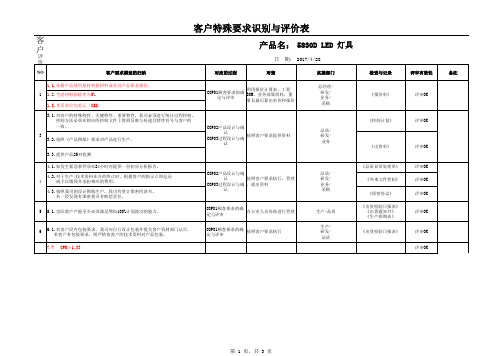
客户特殊要求识别与评价表
客 户
产品名: 5830D LED 灯具
评 价
日 期: 2017/4/28
NO
客户要求描述的归纳
认
总经理/ 研发/ 业务/ 采购
品质/ 研发/ 业务
《报价单》
顾客特殊要求
致。
工程
所有板出货都必须提供切片和纸质报 告,并随货提供给客户,打印纸质报 客户邮件通知 告前必须发给客户承认。
品质
打叉板不得超过该拼板总数的比例 客户邮件通知
真空包装不够25SET的上下2层必须垫 放纸皮,外箱重量控制在25KG之内。
客户邮件通知
合同数量及包装数量以单位 客户邮件通知
生产 包装 商务/包装
其它部门
制订:
审核:
备注
客 户: 评价依据:
项次NO 1
2
3
4 5 6
客户合同及有关协定 客户特别要求
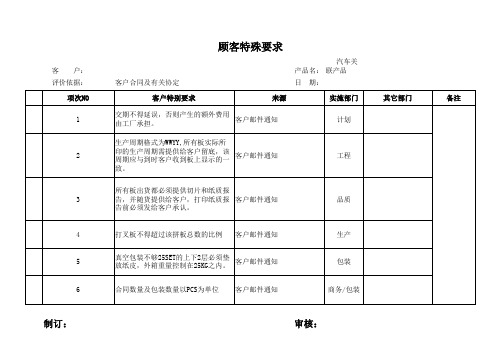
顾客特殊要求
汽车关 产品名: 联产品
日 期:
来源
实施部门
交期不得延误,否则产生的额外费用 由工厂承担。
客户邮件通知
计划
生产周期格式为WWYY,所有板实际所
印的生产周期需提供给客户留底,该 周期应与到时客户收到板上显示的一
客户邮件通知
APQP之客户特殊要求清单

客户特殊要求清单
客户名称:丰田合成
序号
价格,货款支付(对账)
客戶特殊要求清单
备注(来源)
1
1.货品的价格被客户接纳后会直接在客户订单上执行 2.支付条件为月结60天,但每月进行对帐 包装,防护,标识,运输要求
协议
2
1.出货时使用专用胶框. 2.由客户安排货车到我司取货 交货,验收的规定,品质及品质处理 1.按照客戶提供的交货要求交货 2.成品出货检验按C=0,0.65级抽检方案行
订单要求
3
3.客户发现品质不良时退回返工处理或退回报废处理 4.来料检验/出货检查品质标准客户未指定,参照顺泰检验标准 5.顺泰交付产品只需做目视检查,尺寸测试及硬度测试无需做其它功能测试 相关法规要求(环保,海关,行规)
客户沟通达成
4
1.将客户提供的技术资料(图纸,基准,品质改善计划书)做好保管 2.所有产品必须符合环保法规要求,无其它产品法规/安全性能要求 其它要求 1.顺泰质量管理体系必须按照ISO/TS16949标准执行
协议
5
2.采购时,丰田合成指定的供应商 3.顺泰供应商的质量体系管理、开发活动由顺泰负责
客户沟通达成
日期:2013.3.1
編制: 张玲
批准:
顧客簽名:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
的问题分析,执行措施,产品处置。
若有任一颗IC SAT Fail,需在 4内小时通知客户 若有任一颗IC SAT Fail,需在 4内小时通知客户
1.没有损伤到产品,我司做100% 外观检验和SAT扫描后没有异常, 2.有损伤到产品的破损和裂纹, 100%外观检验+SAT扫描后,做好 产品标示。
发现球厚不符合规格,及时反 馈工程师 准”,如来料数与下线数差额超过“-5%~ 与来料数不符反馈单》,反馈客户; 数与下线数差额超过±1%,产线需填写《 反馈客户,应将纸质反馈单与蓝膜一起返
外形尺寸标准(长、宽):2.98± 0.07mm 有害物质检测:
颗产品进行有害物质检测;抽样可以根据 外形;但原则上应保证每个封装外形在该 检测内容及频率见附表1。
附表3)提交报告,并在附表4上进行记 检测报告;每年1月10日前提交附表2。
ND),镉(Cd<5ppm),汞(HgND),铅
机,1次/周/机
站别 FC
客户代码 YA13
项目 FC产品
特殊要求 如果贴了die 但是没有mold 的框架发生卡片或者变形, 和框架本身都要全部报废;如果框架在贴die 前发生卡片 需得到MPS 批准。
YA13
NCL
所有的NCL,QA必须involve NCL的问题分析,执行措施,
扫描
北京兆易 (XJ88/YZ88)
封装良率
AT24
封装良率
AT24 AT59
封装良率 封装良率 封装良率
GD55
封装良率 封装良率 封装良率
BGA/SIP/LGA系列:LOT >5K:良率目标 99.6% LOT ≤5K:良率目标97%
备注:Venice919系列产品不考虑在内 封装良率>99.5%
YA13
处理方式 框架发生卡片或者变形,该框架上的所有die 框架在贴die 前发生卡片或者变形,在使用前
在GD55流程卡塑封站添加工艺指令
保存10年。
0.5%时要反馈给顾客 异常通知客户
单批计算)
压焊
GD55
Stitch Pull IMC 球径 球高 塑封 所有产品
塑封 测试
GD55 AT56
测试 O/S
YA13 YA13
记录 掉料
客户产品OS抽测要求
ZJ12
AT51/AT90
所有MPS LOT对应的生产记录保存10年。 掉料一律不允许复测,全部报废处理。 新品工程批:1)小于300颗时,做 100%O/S 测试; 2)大于300颗时,抽测300颗 AT51/AT90 客户要求质量记录保存15年 上芯数和来料数比例差异超过0.5%时要反馈给顾客 批量>1K:±0.2%≦上芯差额率≦±0.5% ; 批量<1K:±1%≦上芯差额率≦±2%
上芯 上芯
记录 来料数差额 AT82、AT37、AT89、HW08 JS94
来料数差额
客户代码
封装良率 封装良率 封装良率
AT25 AT49 SH19
封装良率≥99% 整批封装良率≥99.5%(按工单批计算)
1. 单一封装批次(每工单)的封装良率低 于99%时,需反馈客户; 2. 月封测综合良率(月封装良率*月测试 良率)低于99%时,需反馈客户 ; 封装良率hold limit:99% O/S 目标:0.3% 超出目标经FA后无异常,可以 放行;若有异常需将良率及分析结果通知 客户,待客户通知处理方式。 封装形式:VFBGA(8.28.2-0.40)245 产品型号:LC1160 封装良率hold limit:99.7% BGA>99.5% QFN系列:LOT >5K:良率目标99.8% LOT ≤5K:良率目标98%
切割
TT02
外观尺寸
LGA(0303-0.50)010-SD2产品外形尺寸标准(长、宽) 针对已批量生产的产品,追加有害物质检测:
1.按每周抽样一个封装外形一颗产品进行有害物质检 实际生产安排,随机抽取封装外形;但原则上应保证 年度的抽检中均能被检测到。检测内容及频率见附表
测试QC TT02 有害物质
目检
BB25
整板出货产品02
来料数不符
对工程批/特殊的产品在压焊增加球厚 检验数量,规定为测8个球 1、订单上备注“以实装数为准”,如来料数与下线 +10%”,产线需填写《粘片数与来料数不符反馈单》 2、附有中测单的晶圆,来料数与下线数差额超过± 粘片数与来料数不符反馈单》反馈客户,应将纸质反 回客户。
压焊
北京兆易 (XJ88/YZ88)
每周必需对每个Package Type抽取22颗样 品(After Trim/Forming)做SAT,做完SAT SAT监控样品数量及频 后如没发现问题,产品baking后需归还并 次: 入样品所属lot后续流程。抽样原则为依抽 样当时生产最大Memory Size。 1st bond / 2nd bond 按照华天首检时机,对产品进行Wire Pull/Ball Shear监控。对于Wire Wire Pull/Ball Shear监控 Pull,要求1st bond / 2nd bond都要执 客户要求整板出货产品,关于如下基板边 缘破损现象,即使不影响产品质量也需要 内部反馈:
2.需要按士兰检测报告格式(附表3)提交报告,并 录;每个月10号前提交上个月检测报告;每年1月10
3.检测项目包括六价铬(Cr6+ND),镉(Cd<5ppm), (Pb<100ppm),溴(BrND)。 Loop Height 每次4 根丝,每根丝的最高点 首检(包含换劈刀):每机一次 普通产品:8 根丝/只/ 次少于8 根线的产品:1 只产品/次 160 根线以上产品:16 根丝/只 首检:1 次/机 2个球/只, 1只/次. 1 次/改机,1次/周/机 每次2只;首检1次,每班每机1次 每次2只;首检1次,每班每机1次 塑封料回温后使用有效时间为48小时 测试数据保存三年。