铝合金轮毂冲压焊接工艺研究_侯立群
挤压铸造2A50合金不同固溶处理状态的显微组织和偏析缺陷

挤压铸造2A50合金不同固溶处理状态的显微组织和偏析缺
陷
侯立群;乔小蒙;李素梅;范云波;邢志媛
【期刊名称】《兵器材料科学与工程》
【年(卷),期】2014(37)6
【摘要】对用挤压铸造工艺和2A50合金生产的铝合金轮毂,借助差热分析仪、金相显微镜和扫描电镜等手段,研究挤压铸造2A50合金不同热处理状态下的显微组织和偏析缺陷。
结果表明:挤压铸造2A50合金的组织特征为铸造组织;T6处理后的组成相为Mg2Si相、ω(Cu4Mg5Si4)相和θ(Al2Cu)相,合金的过烧温度为530℃,偏析缺陷的过烧温度为525℃;降低浇注温度或模具温度,添加微量元素Ti、B,可减缓或消除"挤压铸造异常偏析"。
【总页数】5页(P46-50)
【作者】侯立群;乔小蒙;李素梅;范云波;邢志媛
【作者单位】中国兵器科学研究院宁波分院;装甲兵驻上海地区军事代表室
【正文语种】中文
【中图分类】TG249
【相关文献】
1.挤压铸造AZ81E镁合金固溶处理后的组织和性能
2.固溶处理对挤压铸造
Al17.5Si4Cu0.5Mg0.1Mn合金显微组织及硬度的影响3.固溶态和时效态挤压铸造Al−5.0Mg−3.0Zn−1.0Cu合金的显微组织及力学性能4.固溶态和时效态挤压
铸造Al−5.0Mg−3.0Zn−1.0Cu合金的显微组织及力学性能5.挤压铸造Al-Si-Cu 合金固溶热处理的组织与性能
因版权原因,仅展示原文概要,查看原文内容请购买。
影响A356铝合金车轮旋压成形品质的因素分析_刘智冲
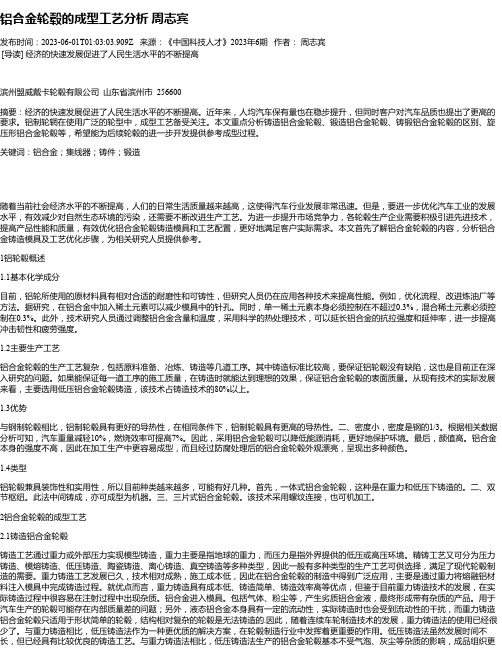
图 4 充 型 不 足 Fig.4 Filling defect
同一轮型优化后 毛 坯 形 状 如 图 5 所 示,毛 坯 厚 度在18~20mm,开口角度为 18°,毛 坯 末 端 厚 度 适 当 加 大 (压 铸 工 艺 允 许 情 况 下 )。 更 改 后 的 内 角 充 型 有 明 显 改 善 ,如 图 6 所 示 。
摘要:从铸旋铝合金车轮的热旋压成形 工 艺 出 发,分 析 了 A356 材 料 强 韧 化 原 因,分 析 表 明:热 塑 性 变 形可成为 A356铝合金强韧化的新途径,以此 为 基 础 发 展 的 铸 旋 成 形 工 艺 可 满 足 汽 车 轮 毂 进 一 步 轻 量 化 的 要求。分析了影响车轮旋压成形的温度、毛坯形状、模具结构等因素,对稳定旋压成 形 工 艺 具 有 实 际 指 导 意 义。
第4卷 第3期
刘智冲等:影响 A356铝合金车轮旋压成形品质的因素分析
33
5 结语
图 9 改 进 后 模 具 结 构 Fig.9 Improved die structure
文中仅从铸旋铝合金车轮旋压成形工艺出发, 对现有旋压工艺中 的 成 形 关 键 问 题 做 了 分 析,说 明 旋 压 温 度 、毛 坯 开 口 角 度 、模 具 结 构 是 影 响 车 轮 成 形 品质的关键。
收 稿 日 期 :2011-10-14 作者简介:刘智冲(1976-),男,河北保定人,硕士,工程师,主要研究方向为材料塑性加工工艺及设备 。
第4卷 第3期
刘智冲等:影响 A356铝合金车轮旋压成形品质的因素分析
31
1 材料强韧化的途径
A356 是 一 种 铸 造 铝 合 金,该 合 金 属 于 Al-Si- Mg 系 合 金。A356 合 金 的 组 织 为 初 生 α-Al固 溶 体,共晶 Si相,其 中 α-Al有 较 好 的 塑 性,而 共 晶 Si 相硬而脆。当铸件受力时,在 α相与共晶 Si相的界 面处应力应变发 生 突 变,使 该 处 产 生 应 力 集 中。 特 别当共晶 Si呈片状及外形棱角尖锐时,应力集中程 度大,易使 该 处 产 生 微 裂 纹,使 得 合 金 的 强 韧 性 不 足 ,限 制 了 该 合 金 的 进 一 步 应 用 。
铝合金轮毂的成型工艺分析周志宾
铝合金轮毂的成型工艺分析周志宾发布时间:2023-06-01T01:03:03.909Z 来源:《中国科技人才》2023年6期作者:周志宾[导读] 经济的快速发展促进了人民生活水平的不断提高滨州盟威戴卡轮毂有限公司山东省滨州市 256600摘要:经济的快速发展促进了人民生活水平的不断提高。
近年来,人均汽车保有量也在稳步提升,但同时客户对汽车品质也提出了更高的要求。
铝制轮辋在使用广泛的轮型中,成型工艺备受关注。
本文重点分析铸造铝合金轮毂、锻造铝合金轮毂、铸锻铝合金轮毂的区别、旋压形铝合金轮毂等,希望能为后续轮毂的进一步开发提供参考成型过程。
关键词:铝合金;集线器;铸件;锻造随着当前社会经济水平的不断提高,人们的日常生活质量越来越高,这使得汽车行业发展非常迅速。
但是,要进一步优化汽车工业的发展水平,有效减少对自然生态环境的污染,还需要不断改进生产工艺。
为进一步提升市场竞争力,各轮毂生产企业需要积极引进先进技术,提高产品性能和质量,有效优化铝合金轮毂铸造模具和工艺配置,更好地满足客户实际需求。
本文首先了解铝合金轮毂的内容,分析铝合金铸造模具及工艺优化步骤,为相关研究人员提供参考。
1铝轮毂概述1.1基本化学成分目前,铝轮所使用的原材料具有相对合适的耐磨性和可铸性,但研究人员仍在应用各种技术来提高性能。
例如,优化流程、改进炼油厂等方法。
据研究,在铝合金中加入稀土元素可以减少模具中的针孔。
同时,单一稀土元素本身必须控制在不超过0.3%,混合稀土元素必须控制在0.3%。
此外,技术研究人员通过调整铝合金含量和温度,采用科学的热处理技术,可以延长铝合金的抗拉强度和延伸率,进一步提高冲击韧性和疲劳强度。
1.2主要生产工艺铝合金轮毂的生产工艺复杂,包括原料准备、冶炼、铸造等几道工序。
其中铸造标准比较高,要保证铝轮毂没有缺陷,这也是目前正在深入研究的问题。
如果能保证每一道工序的施工质量,在铸造时就能达到理想的效果,保证铝合金轮毂的表面质量。
铝合金扁平胎车轮径向冲击的改善

Ke v wo r ds :a l umi n um a l l o y whe e l ; r a d i a li mpa c t ; la f t whe e l t i r e
随 着 汽 车 工 业 的 发 展 , 铝 合 金 车 轮 的 销 售 规 模 也 随 着 汽 车 的 销 量 而 逐 年 增 加 ,铝 合 金 车 轮 已成 为 汽 车 轮 毂 的 主 要 产 品 。铝 合 金 车 轮 不 仅 是 外 观 件 也 是 安 全 件 , 对 汽 车 正 常 的行 驶 有 着 重 要 的 保 障 作 用 。对 于 单 个 零 件 来 说 ,检 测 安 全 性 至 关 重 要 , 径 向冲 击 试 验 是 考 察 车 轮 行驶 的重 要 试 验 。 目前 ,按 照 正 常 偏 平 比 轮 胎 的径 向冲 击 试 验
we r e p r e d i c t e d b y u s i n g a i f n i t e e l e me n t a n a l y s i s me t h o d . Th e r e s u l t s i n d i c a t e t h a t r i m o f a n e wl y — ma d e a l u mi n u m a l l o y wh e e l c a n wi t h s t a n d t h i s r a d i a l i mp a c t wi t h o u t f a i l u r e .
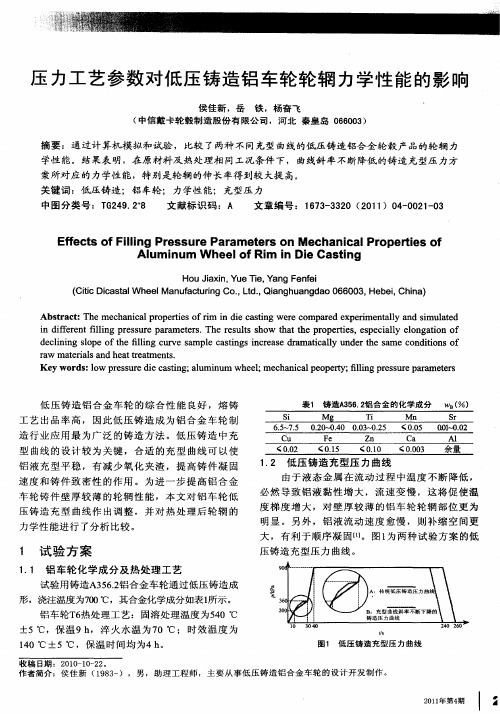
压力工艺参数对低压铸造铝车轮轮辋力学性能的影响
i i ee t l n r su ep rm ees T er s lss o t a h r p ris e p cal ln ain o n d f rn l gp e s r a a tr . h e ut h w h tt ep o ete , s e il eo g t f i f i y o
Efe t l ng Pr ssu e Pa am e e s on Mec ni al operi s of f c s ofFi i e l r r tr ha c Pr te A l i um he fRi i e Ca tng um n W el m n Di s i o
不 断 降低 , 铸 件 自身 温 度 梯 度 较 大 ,更 易 形 成 顺 序 凝 固梯 度 。模 拟 与 试 验 的 结 果 相 吻 合 ,表 明轮 辋 结 晶凝 固时 间更 短 ,组 织 更 致 密 。
拟及 工艺优化 [ . J 铸造 工程, 0 9 3 ()3 ,1 】 2 0 , 36: 84 .
压 铸 造 充 型 压 力 曲线 。
1 试 验 方 案
1 1 铝 车轮 化学成分 及热处理 工艺 .
试 验 用铸 造A3 62 合 金 车轮 通过 低 压 铸造 成 5 .铝 形,浇注温度为70℃ ,其合金化学 成分如表 1 0 所示 。 铝 车轮 T 热 处理 工 艺 : 固溶 处理 温 度 为5 0℃ 6 4
墓
±5℃,保 温 9h ,淬 火 水温 为 7 ℃ ; 时 效温 度 为 O
1 0℃ ±5℃ ,保 温 时 间均 为4h 4 。
一
s
~
图 1 低 压 铸 造 充 型 压 力 曲线
收 稿 日期 : 2 1 — 0 2 。 0 0 1— 2 作 者 简 介 :侯 佳 新 ( 9 3 ) , 男 , 助 理 工 程 师 ,主 要 从 事 低 压 铸 造 铝 合 金 车 轮 的 设 计 开 发 制 作 。 18 一
直升机轮毂材料用喷射成形7055铝合金性能

直升机轮毂材料用喷射成形7055铝合金性能盘应曦【摘要】目的研究一种新型直升机轮毂用材料.方法采用喷射成形工艺制备了7055铝合金轮毂,与传统2A14铝合金材料对比分析,分析了其组织结构(晶向结构、致密度等)、宏观性能(抗拉强度、屈服强度等)、静压试验以及L-T方向断裂韧性等.结果喷射成形7055铝合金组织为细小的等轴晶组织,合金相均匀弥散分布,无宏观偏析、疏松、孔洞等铸造缺陷,其抗拉强度比传统2A14铝合金高出33.3%,承载能力高出39.4%.结论喷射成形7055铝合金,可有效替代2A14等传统直升机轮毂材料,改善轮毂的稳定性和安全性,推进轮毂材料的国际化水平.【期刊名称】《精密成形工程》【年(卷),期】2017(009)006【总页数】5页(P193-197)【关键词】直升机轮毂;喷射成形;7055铝合金【作者】盘应曦【作者单位】陆军航空兵驻成都地区军代室,成都 610000【正文语种】中文【中图分类】V226.2在现代化军事竞争中,空中军事力量对于制空权、制海权和对地攻防作战能力显得越来越重要。
随着美国AH-64阿帕奇、RAH-66科曼奇以及欧洲虎式武装直升机的出现,新一代直升机作为空中军事力量的重要装备,其研制工作备受各个国家和政府的关注[1]。
轮毂作为直升机起落架的重要组成部分,在直升机起飞和降落的过程中,承受垂直方向上的冲击载荷,要具备极高的抗压能力和一定的导热能力。
钢制轮毂具有较高的抗压强度,但是其比强度低、导热系数小、减震效果差[2],钢制轮毂已经不能满足航空工业的发展需求,新型直升机轮毂的研制迫在眉睫。
20世纪60年代,国际上普遍采用铸造镁合金代替钢来制备轮毂,镁合金满足了轻量化的发展需求,但是其疲劳寿命短、性能离散高、防腐蚀性能差、易起火,使用时需要进行表面防护处理,并不是轮毂的理想材料[3]。
随着铝工业的快速发展,部分高性能铝合金达到了普通钢的强度,直升机轮毂开始使用铝合金。
铝合金车轮旋压成形工艺因素分析

的喷射方式 、 新材料的运用上必须进行技术创新 。该公司尝试将喷涂 方式改为模具表面 经过验 证. 毛坯容易脱模 , 即提高了生产效率又利 于环 保 。所 以有 必 要更 改 喷涂 方 式 . 装 模 具 专 用 喷 涂 系 统 及 良好 的 安 排气装置。使其更合理 , 更环保 , 以此来稳定旋压工艺 。
【 要】 摘 本文从铸造铝合金 车轮 的热旋压成 形工艺出发 , A 5 材料 的旋压性做 了进一步分析, 对 36 对车轮 旋压模 具与毛坯贴合程度、 模具
润滑方式、 模具结构进行 了数值模拟和试验验证。结果表明 , 选择合适的旋压温度能够避免 由于旋压过冷而造成的车轮毛坯缺 陷, 模具热膨胀
21 压 温度 选 择 .旋
A36合金其室温塑性较差 . 5 需热态下成形 旋压温度的选择对其 成形性和成形质量有很大影响 采用高温拉伸实验测定合金在不 同温 度下的力学性能 , 随着温度升高 , 合金 的强度 下降 , 塑性提高 特别是 在 30 时 , 5 o 其塑性随温度的升高急剧增加 , C 而强度也快速降低 , 因此 旋压温度 一般选择在 3 0C 5 o以上 . 同时若温度过高 . 则金属强度太低 , 也容易 引起车轮轮辐处的变形且旋压时的金属流动不容易控制 . 因此 旋压成形温度一般控制在 30 4 0C 5 ℃一 0 q之间 22缺陷分析 _ 铝车轮热旋压是一个材料 塑性变形的复杂过程 , 于影响车轮安 对
系数 的 正 确 选取 、 具 结构 的合 理 设 计对 旋 压 成 形 工 艺至 关 重要 。 模
差压铸造铝合金轮毂组织分析及性能测试_邢志媛 (1)

辆 铝 合 金 轮 毂 的 热 处 理 规 范 见 表 2。
表 2 特 种 车 辆 铝 合 金 轮 毂 热 处 理 规 范
固溶处理
时效处理
加热 温 度/℃
保温 时 间/h
冷却 方式
加热 温 度/℃
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第6期
侯立群等:铝合金轮毂冲压焊接工艺研究
71
表 1 试验用 705 合金的化学成分 Table 1 Chemical composition of experimental 705 aluminum alloy
成分 Zn Mg Mn
质量分数/% 4.40~5.00 1.20~1.70 0.15~0.45
under different heat treatment processes
代号
板材厚 度/mm
Rm/MPa
Rp0.2/MPa
A/%
HB
6 245~250/250 220~230/225 16~20/18.6 66.2~68.2 T2
DOI:10.14024/ki.1004-244x.20161028.001
第39卷 第6期 2016年 11月
兵器材料科学与工程 ORDNANCE MATERIAL SCIENCE AND ENGINEERING
网络出版时间: 2016-10-28 10:12:30 网络出版地址: /kcms/detail/33.1331.TJ.20161028.1012.002.html
成分 Zr Ti Cr
质量分数/% 0.10~0.18 0.10~0.18 0.10~0.20
表 3 试验合金的热处理方案 Table 3 Heat treatment processes of experimental alloy
热处理状态
代号
停置时 间/h
退火
T2
固溶处理 T4a
T4b 固溶处理后 自然时效 T4c
5A56 合金焊丝和焊缝的化学成分,如表 4 所示。 可见,5A56 合金焊丝在焊接过程中烧损轻微,Zn 含量 偏高,Mg 含量偏低,Mn、Zr、Ti、Cr 变化不大。
表 4 5A56 合金焊丝和焊缝的化学成分(质量分数/%) Table 4 Chemical composition of 5A56 alloy welding wire and
目前,国内在汽车铝合金轮毂的生产和应用方面 已经初具规模,在其生产数量上可谓大国,但在生产水 平上并非强国。汽车铝合金轮毂的生产多采用金属型
或低压铸造工艺,在质量和性能方面还存在一些问题, 只能用于普通轿车,若要用于高速和重载汽车,在性能 方面还有待提高。作者开展铝合金轮毂冲压焊接工艺 研究的主要工作包括 3 方面:1)分别采用卷制、冲压和 机械加工工艺制备铝合金轮毂的轮缘、轮辐和轮毂;2) 对轮缘与轮辐、轮辐与轮毂的焊接工艺进行试验研究; 3)对采用冲压焊接工艺制备的铝合金轮毂进行检验和 测试。本研究工作可提高国内铝合金轮毂的设计及制 造水平,弥补国内在铝合金轮毂成形技术方面的一项 空白。
(1.Ningbo Branch of Chinese Academy of Ordnance Science,Ningbo 315103,China; (2.Academy of Agricultural and Animal Sciences,Bayannaoer 015000,China)
Abstract The aluminum alloy wheel⁃hub was manufactured by welding with crimpling for rim,stamping for spoke and machining for hub,and relevent examinations and tests were carried out. The results show that softening effect is found both for annealing and solution treatment 705 alloys. The grains in the heat affect zone of the welding joints are coarse,while fine equiaxed grains are distributed in welding zone. The fracture mode of the welding joint is ductile failure. The microstructure of the aluminum alloy wheel⁃hub is fine and dense,the undissoluted phases are distributed along the longitudinal rolling direction and the anisotropic microstructure is not obvious on the transverse section. The mechanical properties of aluminum alloy wheel⁃hub are as follows: ultimate tensile strength 400⁃515 MPa,yielding strength 330⁃450 MPa and elongation rate 9%⁃17%. Keywords aluminum alloy wheel ⁃ hub;stamping and welding process;welding structure;welding process;microstructure; mechanical property
a—Ⅰ型
b—V 型
35
2
8 70°
在表 3 中,热处理状态代号代表不同的热处理规 范;板材、型材、管材的保温时间分别为 1.0、1.5、2.5 h; T4、T6 处理停置时间分别为固溶处理至力学性能检 测、固溶处理至人工时效处理的时间。 1.2 轮缘、轮辐和轮毂的制备
铝合金轮毂的轮缘、轮辐和轮毂分别采用型材卷 制、板材冲压和管材机械加工。轮缘对接焊接接头采 用坡口角为 70°的 X 型坡口和熔化极惰性气体保护电 弧 焊(MIG)焊 接 ,焊 接 电 压 为 28~32 V,焊 接 电 流 为 180~220 A,焊接速度为 140~160 mm/min,焊接层数为 6 层,氩气流量为 20 L/min,焊丝直径为 1.5 mm。 1.3 焊接铝合金轮毂 1.3.1 焊接结构
铝合金轮毂作为整车行驶部分的主要承载件,是 整车性能最重要的安全部件[1]。铝合金轮毂性能的好 坏,直接取决于其制造工艺。铝合金轮毂的制造工艺 主要有铸造、锻造、旋压和冲压焊接等。铸造工艺是铝 合金轮毂最为普遍的成形工艺,具有品种多样、适应性 强、生产成本低等优点。锻造工艺和旋压工艺作为高 档铝合金轮毂的成形工艺,具有强度高、韧性好、抗疲 劳等优点,尤其是旋压工艺还具有不受尺寸限制、节省 材料的特点,但锻造工艺和旋压工艺的制造工艺复杂、 生产成本较高[2-5]。冲压焊接工艺是一种力学性能、制 造成本介于铸造和锻造及旋压工艺之间的成形工艺。 近年来,国内对铝合金轮毂铸造、锻造和旋压工艺的报 道较多,但对冲压焊接工艺的报道乏善可陈。
1 试验
1.1 试验合金 试验用 705 合金的化学成分,如表 1 所示。试验用
5A56 合金焊丝的化学成分,如表 2 所示。试验合金的 热处理方案,如表 3 所示。
收稿日期:2016-08-25;修回日期:2016-10-21 作者简介:侯立群,男,研究员;从事有色金属应用研究。联系电话:0574-87902209;E-mail:houlq1027@。
行检验和测试。结果表明:705 合金在退火、固溶处理状态下都有软化倾向,可进行后续的轮缘卷制和轮辐冲压;焊接接
头的母材热影响区晶粒粗大,焊缝区为等轴晶组织;焊缝区的断裂方式为延性断裂;铝合金轮毂的显微组织致密,纵向组
织中未溶解相沿板材轧制方向分布且结构明显,横向组织中各向异性较小;铝合金轮毂的抗拉强度 Rm为 4ห้องสมุดไป่ตู้0~515 MPa、 屈服强度 Rp0.2为 330~450 MPa、伸长率 A 为 9%~17%。 关键词 铝合金轮毂;冲压焊接;焊接结构;焊接方式;显微组织;力学性能。
T4d
固溶处理后 T6a 人工时效 T6b
— 24×5 24×30 24×60 24×90 <4 24×5
固溶处理
加热温 保温时
度/℃
间/h
420
2.0
470 1.0~2.5
470 1.0~2.5
470 1.0~2.5
470 1.0~2.5
470 1.0~2.5
470 1.0~2.5
二级时效
加热温 度/℃
Vol.39 No.6 Nov., 2016
铝合金轮毂冲压焊接工艺研究
侯立群 1,李素梅 1,卫志刚 2,陈东高 1,王旭东 1
(1.中国兵器科学研究院 宁波分院,浙江 宁波 315103;2.巴彦淖尔市农牧业科学院,内蒙古 巴彦淖尔 015000)
摘 要 分别采用卷制工艺、冲压工艺和机械加工工艺制备铝合金轮毂的轮缘、轮辐和轮毂,将其焊接成铝合金轮毂,进
铝合金轮毂的轮缘与轮辐、轮辐与轮毂的焊接结 构,如图 1 所示。 1.3.2 焊接工艺
从保证焊接质量、提高焊接效率、降低焊接成本 等方面考虑[6],铝合金轮毂的轮缘与轮辐、轮辐与轮毂 采用钨极惰性气体保护电弧焊(TIG)焊接,焊接工艺: 焊接电流为 340~380 A,焊接速度为 6~8 cm/min,焊接 层数为 2 层,氩气流量为 20 L/min,钨极直径为 4 mm, 焊丝直径为 4 mm。
成分 Cr Zr
质量分数/% 0.05~0.15 0.15~0.25
a—全貌 b—放大图
表 2 5A56 合金焊丝的化学成分 Table 2 Chemical composition of 5A56 alloy welding wire
成分 Zn Mg Mn
质量分数/% 0.5~1.0 5.5~6.5 0.3~0.4
—
保温时 间/h
—
—
—