工艺文件明细表模板
工艺文件编号
工艺文件编号
表单编号:XXXXXXXXXXXX/表单归属文件:《工艺文件管理办法》
表1 产品代号
专业代号
专业代号按各专业名称前两个汉语拼音的字母缩写表示,其专业代号的规定见表2。
表2 专业代号
工艺文件类别代号
工艺文件类别代号用两位阿拉伯数字表示,具体规定见表3。
表3 工艺文件类别代号
备注:多种车型共用的,产品型号、产品代号以先生产的车型的产品代号为准,适用车型一栏填写所涉及的全部车型。
顺序号
顺序号由三位阿拉伯数字组成,代表生产线名称,具体规定见表4。
(对于不需要区分生产线线体的文件,顺序号统一为001)。
表4 顺序号。
工艺单表格
产
干净无线头, 造型是否良好,
具体包装要 求见包装通 知单。
手好和身体 对拉,脚和 身体对拉。
品附
各个部位 拉力要达 到
《25磅》 停留10秒 。
图
高; 宽;
编制;李 玉红 审核;
日期; 日期;
\
包装 拉力测试
货号挂卡、 标签与产品
1 无差错,品
种、数量搭 配无差错 产品要整理 清洁,无线
2 头、无夹
毛,造型要 整理好。 3. 返修品 未返修前不 得混入正品 内。 4. 包装前 要逐只过金 属探测仪, 测试合格方 可入箱 耳朵和耳朵 对拉,眼睛
1 和头对拉,
耳朵和手对 拉,手和脚
对拉,手和 手对拉,脚 和脚对拉, 配件和身体 对拉,头和 身体 对拉,尾巴 和耳朵对拉 。
无歪斜现象
。
裁片要保持
清洁,不能
3 有边毛与其
它地方不同
现象。
裁剪时要按
照纸板所标
4 示的毛向裁
剪,具体参
照样品。
电绣
整幅电绣时
要把面料铺
1
平,但是不 可以把面料
拉的太紧,
面料
要平顺自然 的铺平。
绣的位置要
正确,大小
2
和形状要一 致,绣花要
清晰,不可
有杂
线、夹毛、
露底、断线
、松线的现
象。
绣花完成后
要撕掉塑料
货号: 工序
生 产 技 术 要 求
名称;
序号
裁剪前ห้องสมุดไป่ตู้先
检查,核对
1
纸板和面料 是否正确。
《面料颜
色,材
质是否正确 方可生产。
工艺文件表格清单
CEC.022.GMB9
仪器仪表明细表
CEC.022.GMB11
元器件引出端成形工艺表
CEC.022.GXB
装配工艺过程卡
CEC.022.GZP
装配工艺卡片
CEC.022.GGK
导线及线扎加工卡片
CEC.022.GZB
检验卡片
CEC.022.GJK
参数测试示意图
CEC.022.GCS
配套明细表
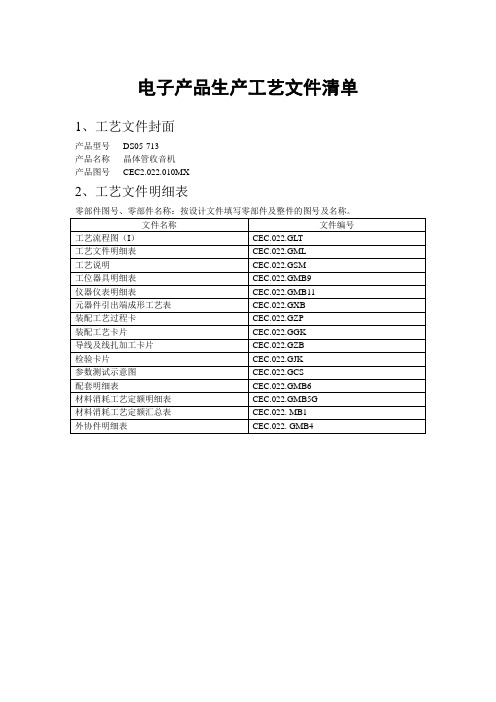
4、工艺说明
产品名称
晶体管收音机(插件工艺规范)
产品图号
CEC2.022.010MX
根据实训室的模拟生产线,编写晶体管收音机元器件引脚整形、成形、插装及装配焊接、测试等具体工艺环节的具体要求。
为了便于同学们学习,此文件只要求同学们编写插件工艺规范及要求。可从如下三个方面要求:⑴使用工具;⑵插件前的准备工作;⑶插装要求。
代号、名称、数量:按设计文件填写装配时需要的零部件、整件及材料的代号、名称及数量。
为了简化起见,让同学们知道怎样用设计文件编写工艺文件,此表只要求同学们填写晶体管,中频变压器和扬声器就可以了。
13、材料消耗工艺定额明细表
产品名称
晶体管收音机
产品图号
CEC2.022.010MX
图号、名称:按设计文件填写零件的图号及名称。
产品名称
晶体管收音机
产品图号
CEC2.022.010MX
名称牌号规格:导线的名称、牌号及规格
数量:导线的数量(根数)
L全长:导线的长度(包括剥头尺寸)
设备及工装:导线加工所需设备及工装的名称及型号
在绘图栏内,按比例绘制导线加工示意图。
9、装配工艺过程卡
产品名称
晶体管收音机
工艺文件种类

√
√
6
材料消耗工艺定额汇总表
√
√
√
7
专用工艺装备明细表
√
√
√
8
外购工具明细表
√
√
√
9
铸、锻毛坯图
√
√
√
√
√
10
各类工艺守则
√
√
√
√
√
11
机械加工工艺过程卡片
√
√
√
√
√
12
机械加工工序卡片
√
√
√
√
√
13
冷冲压工艺卡片
√
√
√
√
√
14
焊接工艺卡片
√
√
√
√
√
15
热处理工艺卡片
√
√
√
√
√
16
铸造工艺卡片
√
√
工艺文件种类
表一:
工艺文件种类表
序号
文件目录
试制
小批生产
定型成批生产
备注
1
工艺文件目录
√
2
工艺方案
√
√
√
3
工艺路线表
√
√
√
4
零部件明细表
√
√
√
5
外协件明细表
√
√
√
6
材料消耗工艺定额明细表
√
7
辅助材料消耗定额明细表
√
8
材料消耗定额汇总表
√
9
专用工艺装备明细表
√
√
10
外购工具明细表
√
√
√
11
铸、锻、毛坯图
任务2.2工艺文件

单元二 任务2.2 工艺文件
名称 编号或图号
工艺说明及简图
工序名称
工序编号
使用性
旧底图总号
底图总号
更改标记
数量
文件号
签名
日期
签
拟制 审核
名
日期
第 页
日期
签名
共 页
第 册
第 页
28/31
《电子产品生产工艺》
单元二 任务2.2 工艺文件
8. 工艺文件更改通知单
“更改标记”栏应按图样管理制度中规定的字母填写。 应填写更改原因 生效日期 处理意见
填写整 件、部 件、零 件加工 填写 过程中 与产 各部门 品明 (车间) 细表 及其工 相对 序的名 应的 称和代 数量 号。 第 页
共 页 第 册 第页
22/31
日期
签名
《电子产品生产工艺》
单元二 任务2.2 工艺文件
5. 导线及线扎加工表
导线及线扎加工表用于导线和线扎的加工准备及排线 等。
下图给出了××收音机的导线加工表。
工艺文件更改通知单供永久性修改工艺文件用。
29/31
《电子产品生产工艺》
单元二 任务2.2 工艺文件
任务小结
30/31
《电子产品生产工艺》
单元二 任务2.2 工艺文件
31/31
23/31
《电子产品生产工艺》
导线及线扎加工表
编号
1
单元二 任务2.2 工艺文件
产品名称或型号 去向、焊接处 B剥 头
9
产品图号 来自何 处
12
颜 名称规格 色
2 ASTVR 3 黄 黑 黑 白 红 黄
数 量
4
L全 长
工艺文件编号规则(质管部)

一.工艺文件简号二.工艺文件的成套性注:1、表中“●”为必须编制的工艺文件。
2、表中“○”为可根据需要编制的工艺文件。
3、格式4、5、6三种形式,可根据装配工艺的编制需要,任意选用。
三.工艺文件的编号1.专用工艺文件的编号1)编号的组成专用工艺文件的编号由设计文件编号及工艺文件简号组成。
整机工艺文件编号:①XXXXX —XX XXX产品型号设计文件简号工艺文件简号设计文件编号②部件(组件)工艺文件编号:XXXXX — XXXX XXX产品型号名称编码工艺文件简号设计文件编号(外部编码)2)编号组成说明①设计文件的零件图编号,见《结构件、包装件编号规则及类别代码表》。
②工艺文件的简号见表中规定。
3)编号的扩展号方法①一般情况下,对应一份设计文件编制一份工艺文件,编一个编号。
②对于装配件较多的整件或大部件,因工艺需要,将其中部分装入件组成小部件后装入时,可单独编制分工艺文件,其编号由该整件或大部件工艺文件的编号、分工艺序号和工艺文件简号组成。
如当大部件中可组成的小部件有二个时,其各自的编号分别为“XXXXX-XXXX XXX-1”、“XXXXX-XXXX XXX-2”(其中-1、-2为分工艺文件序号)。
2.典型及管理型工艺文件的编号1)编号形式由企业代号、分类简号和登记顺序号组成,其组成形式见下:XX — XX XXX登记顺序号分类简号企业代号2)编号组成说明①企业代号,用大写英文字母“KK”表示康佳集团公司。
②分类简号,由汉语拼音字母组成,用“DY”表示典型工艺文件,“GY”表示管理型工艺文件。
③登记顺序号,是指同一分类简号的不同工艺文件,由三位阿拉伯数字组成。
第一个典型或管理型工艺文件用001表示,第二个用002表示,以次类推。
3)示例例1:KKDY012 《表面贴装工艺技术要求》表示该《表面贴装工艺技术要求》是康佳集团公司第12个典型工艺文件。
例2:KKGY001 《样板管理方法》表示该《样板管理方法》是康佳集团公司第一个管理型工艺文件。
工艺文件格式.
3,新链条过长或经使用后伸长,难以调整,可看情况拆去链节,但必须为偶数。链节应从链条背面穿过,锁片插在外面,锁紧片的开口应朝转动的相反方向。
4,链轮磨损严重后,应同时更换新链轮和新链条,以保证良好的啮合。不能只单独更换新链条或新链轮。否则会造成啮合不好加速新链条或新链轮的磨损。链轮齿面磨损到一定程度后应及时翻面使用(指可调面使用的链轮)。以延长使用时间。
2,按图纸下料,做到四不四检,图样不清的不下料,材质不清的不下料,工艺不清的不下料,代用材料无代料通知单不下料,检查图纸尺寸和下料尺寸,检查材质和规格,检查样板尺寸和形状,检查数量。
3,结合图样尺寸和实际进料,进行排板下料。
4,图纸不清楚的问过工程师在下料。
5,下料时要保证材料没有形变。
旧底图
总号
更改
油漆使用时,应搅拌均匀;如有碎漆皮及其他杂物,必须除净后方能使用。开桶使用后剩余的涂料,必须密封保存。
涂漆时环境温度以15~30℃为宜。涂漆后,漆膜应充分干燥。一般需自然养护7昼夜以上方可交付使用。在涂漆及漆膜干燥过程中,严禁明火,并应防火、防尘、防曝晒。油漆、稀释剂应密封贮存在阴晾干燥的场所,注意防火,使用时的温度不应低于10℃。
标准化
共册
材料消耗明细表
产品名称
产品图号
序号
材料名称
规格型号
单机用量量
备注
旧底图
总号
更改
标记
数量
更改
单号
签名
日期
签名
日期
第页
拟制
共页
底图
工艺文件格式范例
产 品 图 号
序号
器 件 类 型
器 件 参 数
数 量
备 注
旧底图
总 号
更改
标记
数量
更改
单号
签名
日期
签名
日 期
第 页
拟 制
共 页
底 图
总 号
审 核
第 册
标准化
共 册
仪器仪表明细表
产 品 名 称
产 品 图 号
序号
型 号
名 称
数 量
备 注
旧底图
总 号
更改
标记
数量
更改
单号
签名
日期
签名
日 期
第 页
7
电压/电流显示切换
正常
8
清场
完成
旧底图
总 号
更改
标记
数量
更改
单号
签名
日期
签名
日 期
第 页
拟 制
共 页
底 图
总 号
审 核
第 册
标准化
共 册
6
电气安装图(表)
7
调试单卡
旧底图
总 号
更改
标记
数量
更改
单号
签名
日期
签名
日期
第 页
拟 制
共 页
底 图
总 号
审 核
第 册
标准化
共 册
工 艺 流 程 图
产 品 名 称
产 品 图 号
工 艺 流 程 图
旧底图
总 号
更改
标记
数量
更改
单号
签名
日期
签名
日 期
工艺文件的完整性及其格式
8 工艺总结拟写内容
8.1 工艺准备阶段小结
8.2 投产后工艺、工装验证情况。
8.3 产品在生产中发生的工艺问题及其解决情况。
8.4 对今后工艺改进提出意见,为工艺整顿提出初步设想。
9 横式工艺文件的填写
9.1 产品零(部)件工艺路线表(JH 1)
9.1.1 在空格(1)处填写生产部门名称。如:机加工分厂、焊装车间。
6.5 “工艺装备”栏,一般填写各工序(或工步)所使用的夹、模、辅具和刀、量具。其中,属专用
的,按专用工艺装备的编号(名称)填写;属标准的,填写名称、来自格和精度,有编号的也可填写编号。
6.6 “工序内容”栏,对一些难以用文字说明的工序或工步内容,应绘制示意图。
6.7 对示意图的要求
6.7.1 根据零件加工或装配情况可画向视图、剖视图、局部视图。允许不按比例绘制,但不能引起误
机械加工工艺过程卡片 JH 4
装配工艺卡片 JH 5
电气装配工艺卡片 JH 6
油漆工艺卡片 JH 7
工艺关键件明细表 JH 8
专用工艺装备明细表 JH 9
专用工艺装备设计任务书 JH10
材料消耗工艺定额汇总表 JH11
[ ]材料消耗工艺定额明细表 JH12
[ ]零件下料尺寸明细表 JH13
工艺文件目次 JH14
3.5 焊接工艺卡片
用于对复杂零、部件进行电、气焊接。
3.6 机械加工工艺过程卡片
3.7 装配工艺卡片
3.8 电气装配工艺卡片
3.9 油漆工艺卡片
3.10检验卡片
根据产品标准、图样、技术要求和工艺规范对产品及其零部件的质量特性的检测内容、要求、手段作出规定的指导性文件。
装配工艺模板
文件编号:JE131001
普通微货通用装配作业指导书
编制:审核:会签:会签:批准:
2013-11-19发布2013-11-20实施
青岛弘安泰新能源汽车技术部发布
青 岛 弘 安 泰 新 能 源 汽 车 工 艺文件
产品名称
所属系列
产品型号
图号
工艺文件明细表
序号
代号
名称
页数
备注
编制
审核
标准化
版 本
更改标记
数量
更改单号
签名
日期
批准
第页共页
青 岛 弘 安 泰 新 能 源 汽 车 工 艺文件
产品名称
产品型号
检测工艺卡
工序名称
工序号
工位名称
工位号
序号
检 测 项 目
编号
数量
备 注
检 测 结 果(图示或表格)
检测内容及要求
检 测工具
工种
工时
编制
审核
标准化
版 本
更改标记
数量
更改单号
签名
工位名称
工位号
序号
物料名称
编号
数量
备 注
图 示
工序内容及要求
工装
工种
工具
工时
编制
审核
标准化
版本
更改标记
数量
更改单号
签名
日期
批准
第页共页
青 岛 弘 安 泰 新 能 源 汽 车 工 艺文件
产品名称
产品型号
调试工艺卡
工序名称
工序号
工位名称
工位号
序号
调 试 项 目
编号