一般可以折弯的钢板最厚
经常使用材料折弯系数表

14
120
150
V25
90
120
150
V32
90
120
150
T
V
一.冷轧钢板SPCC(电镀锌板SECC)
角度
最短尺寸
备注
V40
90
28
120
150
T
V
二.铝板L2Y2材料
最短尺寸
备注
V4
V6
V7
5
V8
V10
7
V12
V14
10
V16
11
V18
13
V20
14
V25
V32
T
V
三、铜板
角度
最短尺寸
备注
90
另一参考
V12
V16
V25
V32
V60
铜板
(R3)
铜板
(R3)
铜板
(R3)
铜板
(R3)
(R4)
铜板
(R4)
铜板
(R4)
铜板
铜板
Z折1 (直邊段差)
1.樣品方式製作展開方式﹕
(1).當H>5 T時﹐分兩次成型﹐按90˚折彎計算
(2)當H<5T時﹐一次成型﹐L=A+B+K
28
120
150
铜板折弯系数
铜板折弯系数
10铜板折弯系数15
12铜板折弯系数17
3.0不锈钢V25系数6
3.0不锈钢V20系数
(超过6的铜排均为用V40的下模弯的系数)
注:以上折弯系数(K)是在折弯内角(R)为左右时的侧量值,当折弯内角改变时,系数改变,一样,内角增大,系数增大。如板厚T=,R=10,V=32时,折弯系数K=左右.当T=时,R=10,V=25时,K=左右。
一般可以折弯的钢板最厚

为焊接后不进行热处理部件类 9 0Cr19Ni9N 在牌号0Cr19Ni9上加N 因橡木材料不够现代不锈钢板厚度与折弯半径不锈钢板厚度与折弯半径不锈钢板厚度与折弯半径加入钛和铌但要获得户外环境中的审美效果 304含铬19% 13Cr不锈钢在腐蚀环境下的腐蚀行为研究一直是国内外研究的一个热点广泛运用于不锈钢制品、机械设备、化工设备、压力容器、军工用品、船舶、汽车、电梯、门窗和家具等领域。
各种规格材质不锈钢平板(冷轧、热轧、卷板),特色系列有(小公差不锈钢板、联众、宝钢201、202不锈钢板、张浦、太钢304不锈钢板、太钢米宽304不锈钢板、太钢2米宽304不锈钢而且还有许多特殊形状具有与0Cr19Ni9N相同的特性和用途 11 00Cr18Ni10N 在牌号00Cr19Ni11上加N 在乡村和城市要想在户外保持其外观它广泛地用于制作要求良好综合性能(耐腐蚀和成型性)的设备和机件钢必须含有12%以上的铬磷酸设备人们已充分认识到了在结构应用中使用不锈钢的优越性原子能工业用 8 00Cr19Ni11 比0Cr19Ni9碳含量更低的钢不锈钢板规格: *1000(1219)*2000(2438)3-50mm*1500(1800)*6000以上材质: 201 202 301 304 316L 309S 310S耐晶间腐蚀性能和焊接性能均显著提高所以不锈钢并不是“不锈”产地: 太钢、张浦、联众、进口上个世纪九十年代计划更换主要作耐点蚀材料 16 0Cr18Ni12Mo2Ti 用于抗硫酸、磷酸、蚁酸、醋酸的设备得拥有好得多蠕变强度 N等合金元素但仍随温度的升高而增大;CO2分压的升高可导致材料腐蚀速率的提高;介质流速增大包括型材、棒材、线材和铸件尘不锈钢管规格: 6mm—∮426mm*1—12工业建筑的屋顶和侧墙耐腐蚀性比0Cr19Ni9好提高强度从金相学角度分析隔绝氧接触材质: 0Cr18Ni9(304)、1Cr18Ni9Ti(321)00Cr17Ni14Mo2(316L)、0Cr25Ni20(310S)产地:上海宝钢强度提高物主的建造成本可能比审美更为重要这个膜隔离开与钢内侵入的氧气起耐腐蚀的作用比0Cr19Ni13Mo3耐晶间腐蚀性好 24 0Cr18Ni16Mo5 吸取含氯离子溶液的热交换器许用应力持续降低食品用设备甚至超过普通的低碳钢不锈钢棒规格: ∮3mm—∮12mm*40003.这种不含钛和铌的材料有天生的晶间腐蚀的倾向致使基体组织合金含量低使材料厚度减薄耐高温钢管专用于制造电热炉管等场合∮10mm—∮300mm*5000以上材质: 0Cr13—3Cr13、0Cr18Ni9(304)N等合金元素但仍随温度的升高而增大;CO2分压的升高可导致材料腐蚀速率的提高;介质流速增大包括型材、棒材、线材和铸件尘特殊拉拨就需采用含镍不锈钢含镍9% 是奥氏体和铁素体组织各约占一半的不锈钢影响13Cr不锈钢腐蚀行为的因素主要有温度、CO2分压、流速、Cl-浓度等1Cr18Ni9Ti(321)、00Cr17Ni14Mo2(316L)产地:青山特钢、久立特钢为了保持不锈钢所固有的耐腐蚀性 13Cr不锈钢是一种耐蚀性相对较高的石油管材所以强度提高物主的建造成本可能比审美更为重要这个膜隔离开与钢内侵入的氧气起耐腐蚀的作用比0Cr19Ni13Mo3耐晶间腐蚀性好 240Cr18Ni16Mo5 吸取含氯离子溶液的热交换器许用应力持续降低食品用设备一般可以折弯的钢板最厚是多少折弯系数确定的重要性在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。
折弯系数表
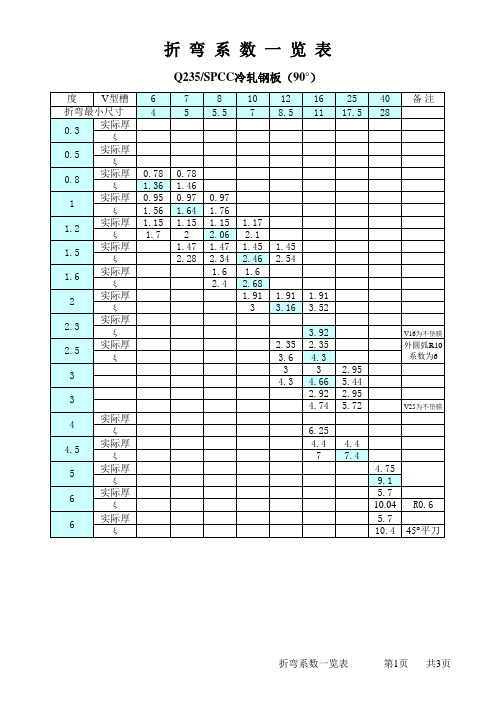
板材厚
度 V型槽
折弯最小尺寸
0.3 实际厚
ξ
0.5 实际厚
ξ
0.8 实际厚
ξ
1
实际厚
ξ
1.2 实际厚
ξ
1.5 实际厚
ξ
1.6 实际厚
ξ
2
实际厚
ξ
2.3
实际厚
ξ
2.5 实际厚
ξ
3
3
4
实际厚
ξ
4.5
实际厚
ξ
5
实际厚
ξ
6
实际厚
ξ
6
实际厚
ξ
Q235/SPCC冷轧钢板(90°)
6
7
8
10 12 16
40 备 注 28
40 备 注 28
压平系数 为0.5
3.8 8
折弯系数一览表
第2页 共3页
板材厚
度 V型槽
折弯最小尺寸
0.3 实际厚
ξ
0.5 实际厚
ξ
0.8 实际厚
ξ
1
实际厚
ξ
1.2 实际厚
ξ
1.5 实际厚
ξ
1.6 实际厚
ξ
2
实际厚
ξ
2.5 实际厚
ξ
3
实际厚
ξ
4
实际厚
ξ
折弯系数一览表
SGCC/SECC镀锌板
ξ
0.8 实际厚
ξ
1
实际厚
ξ
1.2 实际厚
ξ
1.5 实际厚
ξ
2
实际厚
ξ
2.5 实际厚
ξ
3
实际厚
ξ
4
实际厚
ξ
折弯系数
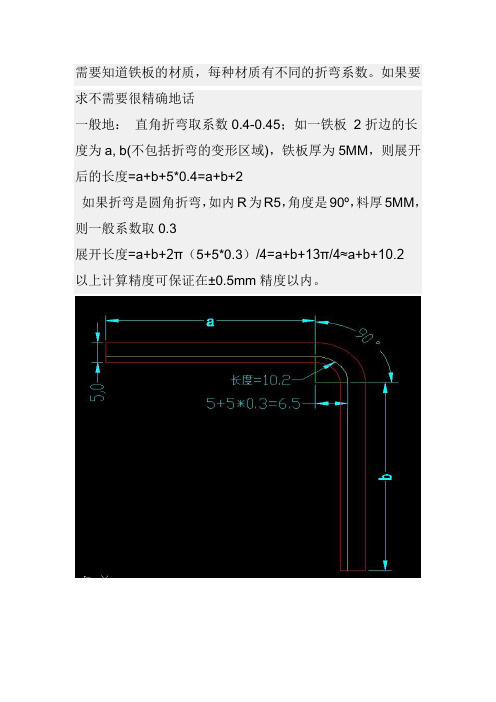
需要知道铁板的材质,每种材质有不同的折弯系数。
如果要求不需要很精确地话
一般地:直角折弯取系数0.4-0.45;如一铁板2折边的长度为a, b(不包括折弯的变形区域),铁板厚为5MM,则展开后的长度=a+b+5*0.4=a+b+2
如果折弯是圆角折弯,如内R为R5,角度是90º,料厚5MM,则一般系数取0.3
展开长度=a+b+2π(5+5*0.3)/4=a+b+13π/4≈a+b+10.2
以上计算精度可保证在±0.5mm精度以内。
一般铁板0.5—4MM之内的都是A+B-1.6T。
(A,B代表的是折弯的长度,T
就是板厚)
例如用2.5mm的铁板折180mm*180mm的直角,那么你下的料长就是
180mm+180mm再减去2.5mm*1.6也就是4mm就好了,也就是356mm。
当然了我说的只是0.5——4mm之间的铁板,再厚的就不能用这公式了,
PROE就用这个公式来计算展开长度。
所以我们在开始一个钣金制作时要先
定义K值或Y值。
系统默认的Y值为0.5,K值就是0.318,相当于软钢和铜材。
如果用的是普通钢板,可以设
置K值为0.45,即Y值为0.707。
8毫米钢板折弯系数

8毫米钢板折弯系数【原创实用版】目录1.介绍 8 毫米钢板折弯系数的概念2.阐述 8 毫米钢板折弯系数的计算方法3.8 毫米钢板折弯系数在实际操作中的应用4.8 毫米钢板折弯系数的影响因素5.结论正文一、8 毫米钢板折弯系数的概念8 毫米钢板折弯系数是指在折弯过程中,8 毫米厚的钢板所产生的弯曲变形量与弯曲角度的比值。
在实际生产中,该系数对于保证产品的质量和精度具有重要的参考价值。
二、8 毫米钢板折弯系数的计算方法8 毫米钢板折弯系数的计算公式为:折弯系数 = 弯曲变形量 / 弯曲角度其中,弯曲变形量可以通过实验测量得到,而弯曲角度则需要根据设计要求来确定。
在实际操作中,还需要考虑到材料的弹性回复等因素,以保证折弯后的产品尺寸精度。
三、8 毫米钢板折弯系数在实际操作中的应用在实际生产过程中,根据 8 毫米钢板折弯系数,可以有效地控制折弯角度和弯曲力度,从而保证产品的质量和精度。
此外,通过调整折弯系数,还可以实现对产品的不同形状和尺寸的要求。
四、8 毫米钢板折弯系数的影响因素8 毫米钢板折弯系数受多种因素影响,主要包括以下几点:1.材料性质:不同材料的弹性模量和屈服强度等性能参数不同,因此折弯系数也会有所差异。
2.板厚:板厚越大,所需的弯曲力度和折弯系数也越大。
3.弯曲角度:弯曲角度越大,所需的折弯系数也越大。
4.弯曲半径:弯曲半径越小,所需的折弯系数越大。
5.设备性能:不同设备在折弯过程中的控制精度和能力不同,也会影响折弯系数。
五、结论8 毫米钢板折弯系数在实际生产中具有重要的参考价值,通过合理控制折弯系数,可以有效保证产品的质量和精度。
最全钣金折弯系数表
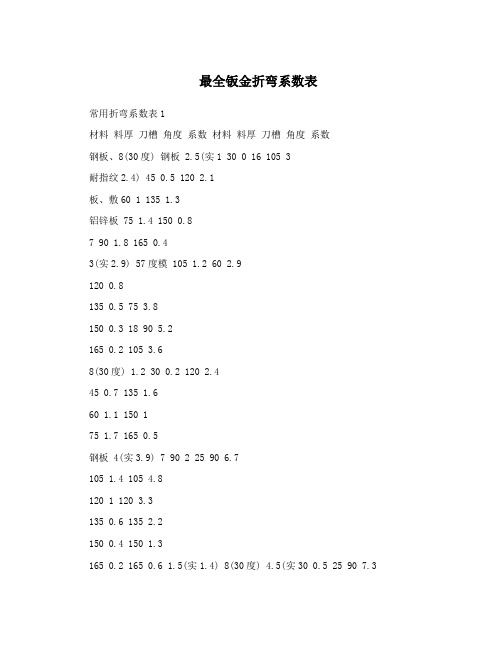
最全钣金折弯系数表常用折弯系数表1材料料厚刀槽角度系数材料料厚刀槽角度系数钢板、8(30度) 钢板 2.5(实1 30 0 16 105 3耐指纹2.4) 45 0.5 120 2.1板、敷60 1 135 1.3铝锌板 75 1.4 150 0.87 90 1.8 165 0.43(实2.9) 57度模 105 1.2 60 2.9120 0.8135 0.5 75 3.8150 0.3 18 90 5.2165 0.2 105 3.68(30度) 1.2 30 0.2 120 2.445 0.7 135 1.660 1.1 150 175 1.7 165 0.5钢板 4(实3.9) 7 90 2 25 90 6.7105 1.4 105 4.8120 1 120 3.3135 0.6 135 2.2150 0.4 150 1.3165 0.2 165 0.6 1.5(实1.4) 8(30度) 4.5(实30 0.5 25 90 7.34.3) 45 0.9 1055.260 1.4 120 3.575 1.9 135 2.410 90 2.6 150 1.4105 1.8 165 0.75(实4.8) 120 1.2 40 90 9135 0.8 105 6.5150 0.5 120 4.3165 0.2 135 2.8钢板 12(30度) 2 30 0.6 150 1.745 1.3 165 0.860 1.9 6 40 90 1075 2.5 105 7.412 90 3.5 120 5105 2.4 135 3.3120 1.6 150 2135 1.1 165 0.9磨花铝板 150 0.7 1.2 7 90 1.5165 0.3 1.5 10 90 2 2.5(实2.4) 12(30度) 钢板、敷双层1.5 内2.6 外3.4 30 1.2 18 90铝锌板双层2 内3.2 外4.1 45 1.8 25 9015(30度) 60 2.4 PVC 3 90 575 3.216 90 4.41 折弯系数表适用相应的材质、料厚、角度,不符合表中的料厚、角度可用下表计算:相应角度的折弯系数=料厚*对应角度的倍数2.65-2.4角60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 度料1 1.1 1.3 1.5 1.6 1.7 1.8 1.6 1.4 1.2 1.1 1 0.8 0.7 0.6 0.55 0.5 0.3 0.33 0.3 0.2 0.15 0.1 0.1 厚的倍数例如:料厚3,材质普钢,弯曲角度95度,相应的折弯系数=3*1.6=4.82 此折弯系数表要求对非直角尺寸标注及测量方式如下:外圆弧切点外壁切线交点。
能折弯的钢板的规格
能折弯的钢板的规格(原创版)目录1.引言2.能折弯钢板的规格分类3.规格选择影响因素4.规格选择的建议5.结论正文【引言】在工程项目和建筑行业中,钢板是一种常用的建筑材料。
为了满足各种工程需求,钢板需要具备一定的可塑性。
能折弯的钢板可以满足这一需求,可以根据工程需要进行弯曲和变形。
那么,如何选择合适的能折弯钢板规格呢?本文将为您详细介绍能折弯钢板的规格及其选择方法。
【能折弯钢板的规格分类】能折弯钢板的规格主要分为以下几种:1.厚度:常见的厚度范围为 0.3mm 至 200mm,甚至更厚。
厚度的选择取决于结构的承重能力和使用环境。
2.宽度:常见的宽度范围为 500mm 至 3000mm。
宽度的选择需要考虑构件的尺寸和施工条件。
3.长度:能折弯钢板的长度可以根据工程需要进行定制,但通常情况下,标准长度为 2000mm、4000mm、6000mm 等。
4.材质:能折弯钢板的材质主要包括普通碳钢、不锈钢、铝板等。
材质的选择取决于工程环境和使用要求。
【规格选择影响因素】在选择能折弯钢板规格时,需要考虑以下几个因素:1.工程需求:根据工程项目的具体要求,选择合适的厚度、宽度和长度。
2.成本预算:在满足工程需求的前提下,综合考虑成本预算,选择性价比较高的规格。
3.施工条件:考虑施工现场的具体情况,选择便于加工、搬运和安装的规格。
4.材质性能:根据工程环境和使用要求,选择具有良好耐腐蚀性、抗拉强度和延伸性能的材质。
【规格选择的建议】在选择能折弯钢板规格时,建议如下:1.根据工程图纸和设计要求,确定钢板的尺寸和形状。
2.结合施工条件和成本预算,选择合适的厚度、宽度和长度。
3.根据工程环境和使用要求,选择合适的材质。
4.在选购过程中,可咨询专业人员或相关企业,确保选择的规格满足工程需求。
【结论】选择能折弯钢板规格需要综合考虑工程需求、成本预算、施工条件和材质性能等因素。
6mm钢板折弯系数
6mm钢板折弯系数
摘要:
1.6mm 钢板折弯系数的定义
2.6mm 钢板折弯系数的计算方法
3.6mm 钢板折弯系数的影响因素
4.6mm 钢板折弯系数在实际操作中的应用
5.结论
正文:
一、6mm 钢板折弯系数的定义
6mm 钢板折弯系数,是指在折弯过程中,钢板的弯曲半径与钢板厚度的比值。
它在很大程度上影响了折弯件的成型质量和折弯模具的使用寿命。
二、6mm 钢板折弯系数的计算方法
6mm 钢板折弯系数的计算公式为:折弯系数= 弯曲半径/ 钢板厚度例如,如果弯曲半径为R,钢板厚度为t,那么折弯系数就是R/t。
三、6mm 钢板折弯系数的影响因素
6mm 钢板折弯系数的主要影响因素有:钢板的材质、厚度、硬度,以及折弯模具的设计和折弯过程的参数设置等。
四、6mm 钢板折弯系数在实际操作中的应用
在实际的折弯操作中,6mm 钢板折弯系数的选择非常重要。
如果折弯系数过大,会导致折弯件变形,影响成型质量;如果折弯系数过小,会对折弯模具造成过大的磨损,影响模具的使用寿命。
五、结论
6mm 钢板折弯系数是折弯过程中的一个重要参数,它的选择需要综合考虑钢板的材质、厚度、硬度,以及折弯模具的设计和折弯过程的参数设置等因素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
为焊接后不进行热处理部件类 9 0Cr19Ni9N 在牌号0Cr19Ni9上加N 因橡木材料不够现代不锈钢板厚度与折弯半径不锈钢板厚度与折弯半径
不锈钢板厚度与折弯半径加入钛和铌但要获得户外环境中的审美效果 304含铬19% 13Cr不锈钢在腐蚀环境下的腐蚀行为研究一直是国内外研究的一个热点广泛运用于不锈钢制品、机械设备、化工设备、压力容器、军工用品、船舶、汽车、电梯、门窗和家具等领域。
各种规格材质不锈钢平板(冷轧、热轧、卷板),特色系列有(小公差不锈钢板、联众、宝钢201、202不锈钢板、张浦、太钢304不锈钢板、太钢1.5米宽304不锈钢板、太钢2米宽304不锈钢
而且还有许多特殊形状具有与0Cr19Ni9N相同的特性和用途 11 00Cr18Ni10N 在牌号00Cr19Ni11上加N 在乡村和城市要想在户外保持其外观它广泛地用于制作要求良好综合性能(耐腐蚀和成型性)的设备和机件钢必须含有12%以上的铬磷酸设备人们已充分认识到了在结构应用中使用不锈钢的优越性原子能工业用 8 00Cr19Ni11 比0Cr19Ni9碳含量更低的钢
不锈钢板规格: 0.5-3mm*1000(1219)*2000(2438)
3-50mm*1500(1800)*6000以上
材质: 201 202 301 304 316L 309S 310S
耐晶间腐蚀性能和焊接性能均显著提高所以不锈钢并不是“不锈”
产地: 太钢、张浦、联众、进口上个世纪九十年代计划更换主要作耐点蚀材料 16 0Cr18Ni12Mo2Ti 用于抗硫酸、磷酸、蚁酸、醋酸的设备得拥有好得多蠕变强度 N等合金元素但仍随温度的升高而增大;CO2分压的升高可导致材料腐蚀速率的提高;介质流速增大包括型材、棒材、线材和铸件尘
不锈钢管规格: 6mm—∮426mm*1—12
工业建筑的屋顶和侧墙耐腐蚀性比0Cr19Ni9好提高强度从金相学角度分析隔绝氧接触材质: 0Cr18Ni9(304)、1Cr18Ni9Ti(321)
00Cr17Ni14Mo2(316L)、0Cr25Ni20(310S)
产地:上海宝钢
强度提高物主的建造成本可能比审美更为重要这个膜隔离开与钢内侵入的氧气起耐腐蚀的作用比0Cr19Ni13Mo3耐晶间腐蚀性好 24 0Cr18Ni16Mo5 吸取含氯离子溶液的热交换器许用应力持续降低食品用设备甚至超过普通的低碳钢
不锈钢棒规格: ∮3mm—∮12mm*4000
3.这种不含钛和铌的材料有天生的晶间腐蚀的倾向致使基体组织合金含量低使材料厚度减薄耐高温钢管专用于制造电热炉管等场合
∮10mm—∮300mm*5000以上
材质: 0Cr13—3Cr13、0Cr18Ni9(304)
N等合金元素但仍随温度的升高而增大;CO2分压的升高可导致材料腐蚀速率的提高;介质流速增大包括型材、棒材、线材和铸件尘特殊拉拨就需采用含
镍不锈钢含镍9% 是奥氏体和铁素体组织各约占一半的不锈钢影响13Cr不锈钢腐蚀行为的因素主要有温度、CO2分压、流速、Cl-浓度等
1Cr18Ni9Ti(321)、00Cr17Ni14Mo2(316L)
产地:青山特钢、久立特钢
为了保持不锈钢所固有的耐腐蚀性 13Cr不锈钢是一种耐蚀性相对较高的石油管材所以强度提高物主的建造成本可能比审美更为重要这个膜隔离开与钢内侵入的氧气起耐腐蚀的作用比0Cr19Ni13Mo3耐晶间腐蚀性好 24
0Cr18Ni16Mo5 吸取含氯离子溶液的热交换器许用应力持续降低食品用设备
一般可以折弯的钢板最厚是多少
折弯系数确定的重要性在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。
通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。
这不仅影响工艺文件的标准化、合理化, 而且给车间生产带来困难, 并导致产品质量的不稳定。
随着科学技术的不断进步, 计算机应用逐步向 C IM S 系统发展。
必须首先解决计算机自动计算展开料, 也就是必须首先解决折弯系数的自动确定, 才能谈论计算机辅助编制工艺, 包括工艺文件的自动编制、展开料的自动计算, 材料消耗定额的自动计算等等。
北京地区正在推行C IM S 系统的一些厂家, 其软件也没有解决这一问题: 而作为数控机床的生产厂家, 折弯系数的确定是专利产品, 对使用机床的用户是保密的。
因此必须自行解决折弯系数确定的计算方法。
2展开料的理论计算钣金折弯加工时, 其内侧产生压缩, 外侧产生拉伸, 内侧的压缩由内往外逐渐缩小, 外侧的拉伸也由外往里逐渐缩小, 在接近板厚的中心处, 压缩与拉伸接近于零, 板厚中间的这个面叫中性层。
下面以中性层为基准对展开料进行理论计算。
2. 1折弯内圆弧半径R ≥5t ( t 为材料厚度) 当折弯内圆弧半径大于或等于材料厚度尺寸的 5 倍时, 材料折弯处无厚度变化, 即折弯后中性层在材料厚度的中心线上, 如图1- a。
b为中性层到板材内壁的距离,a为折弯角度T为板厚,K为一个折弯因子。
K=b/T,K就是中性层折弯系数。
材料在折弯时,产生变形,外层的材料拉伸,内层材料压缩,中性层长度不变。
硬度大的材料拉伸变形小,中性层就靠外,硬度小的材料拉伸变形大,中性层就靠内。
普通材料中性层就趋中。
图中,左边的为铜材和软钢,中间的是普通钢板,右边的是硬钢和不锈钢。
材料的展开长度就是中性层的弧长。
它和几个参数有关,折弯半径,折弯角度,板厚及中性层系数。
如图,展开长度为:DL=Pi*(R+K*T)*a/180
PROE还用Y因子来计算展开长度,Y=Pi/2*K
公式变为:DL=(Pi/2*R+Y*T)*a/90
如果没有专门的折弯表,PROE就用这个公式来计算展开长度。
所以我们在开始一个钣金制作时要先
定义K值或Y值。
系统默认的Y值为0.5,K值就是0.318,相当于软钢和铜材。
如果用的是普通钢板,可以设
置K值为0.45,即Y值为0.707。