三点接触球轴承设计改进浅析
三点接触球轴承失效分析

二 2
CN4l 一 1 48 1 /TH
Be rn 011, a g2 i No. 3
轴承
2 1 年3 0 1 期
2 —2 2 4
三 点接 触 球轴 承 失效 分析
万强 , 新跃 , 少华 吴 贺
( 海军工程大 学 船舶与动力学院, 承使用 中提前失效的问题 , 对其进行 了外观检 查 、 金相 分析 、 硬度检测和材 质检验 , 排除了因材 质问题引起失效的可能。通过失效分析以及对轴承所受轴 向载荷的测量和钢 球与外圈最大接触应 力的计算发 现 , 轴向载荷 过大是导致轴承失效的主要原 因。
某型燃 气轮 机 3号 机 的 高压压 气 机转 子前 轴 承 为 三 点 接 触 球 轴 承 , 料 为 高 温 轴 承 钢 材
G rMo V C4 4 。该 轴 承 运 行 不 到 2年 未 达设 计 寿命 ( 80 0h 便提 前失效 , 9 0 ) 下文 就其失效 原 因进 行 了
关 键 词 : 点 接 触 球 轴 承 ; 圈 ; 效 分 析 ; 向载 荷 ; 三 外 失 轴 弹性 环 中 图分 类 号 :H 3 .3 T 8 6 T 1 33 ; G 0 文 献 标 志 码 : B 文 章 编 号 :0 0— 7 2 2 1 ) 3— 0 2— 3 10 3 6 (0 1 0 02 0
mae a s e cu e h o g x mi ain o e o t rd a p a a c ,a ay i o h tl g a h ,c e k o eh d tr li x l d d tr u h e a n t ft uwa p e n e n l s ft e mea l r p y h c t a — i o h r s o f h r n s n h tra . f rfi r n y i ,me s rme t fte a illa h e rn n ac lt n o e s a d te ma e 1 A t l e a a ss i e au l a u e n xa o d o t e b a i g a d c l ua i m ̄ i m o h f o f mu c na tsrs ewe n s e al n u e n ,i i u d t a te h a y a i o d i t er a o f h e rn i r . o tc t sb t e t l l a d o trr g t sf n t h e v a l a s h e s n o eb ai g f l e e e b i o h x l t au Ke r s h e y wo d :t r e—p itc na t alb a ig u e n ;fi r n y i ;a i o d lsi ig on o tc l e rn ;o trr g al e a a ss x a l a ;e a t r b i u l l c n
考虑弹流润滑效应的三点接触球轴承刚度特性分析
考虑弹流润滑效应的三点接触球轴承刚度特性分析
贺朝霞;杨云飞;常乐浩;谢江辉
【期刊名称】《机械设计》
【年(卷),期】2024(41)2
【摘要】为获得润滑状态下三点接触球轴承更为准确的刚度特性,应考虑弹流润滑效应对轴承刚度的影响。
文中基于拟静力学模型考虑高速离心力和陀螺力矩效应,根据给定轴承的结构参数和工况,计算滚动体与内外圈的法向接触载荷和各部件的运动速度。
将拟静力学模型的计算结果和润滑介质参数代入弹流润滑模型,求解出滚动体与内外圈之间的压力分布和油膜厚度分布。
进一步研究了转速、轴向载荷和润滑油的初始黏度对油膜压力和最小油膜厚度的影响。
基于弹流润滑理论分析了转速和轴向载荷对轴承接触刚度、油膜刚度及综合刚度的影响。
结果表明:转速的提高会大幅增加润滑油膜的整体厚度;润滑油初始黏度的增大会增加油膜厚度;随着轴承转速的提高,轴承的整体轴向刚度和轴向油膜刚度减小;随着轴向载荷的增大,轴承轴向刚度和轴向油膜刚度增大,且差值变化不大。
【总页数】8页(P88-95)
【作者】贺朝霞;杨云飞;常乐浩;谢江辉
【作者单位】长安大学工程机械学院;杭州海康威视股份有限公司
【正文语种】中文
【中图分类】TH133
【相关文献】
1.考虑弹流润滑效应的高速角接触球轴承刚度特性研究
2.考虑热效应的角接触球轴承弹流润滑数值分析
3.考虑弹流润滑影响的高速角接触球轴承接触问题数值分析
4.考虑弹流润滑的高速深沟球轴承径向刚度特性分析
5.一种考虑润滑效应的角接触球轴承接触刚度计算方法
因版权原因,仅展示原文概要,查看原文内容请购买。
个性化角接触球轴承的优化设计方法

保证优化过程能更好地满足工程实际要求ꎬ
力最小、油膜厚度最大及轴承温度最小为目
增加滚动体最大直径控制系数 k Dmax ꎬ滚动体
标对球面滚子轴承进行了优化设计ꎬ经遗传
算法得到轴承寿命明显提高的最优结构参
数ꎻ张静静等
[8]
基于轴承寿命为目标对其球
最小直径控制系数 k Dmin ꎬ轴承外环强度控制
系数 εꎬ轴承运转控制系数 eꎬ轴承宽度控制
数、球径、垫片角、内外圈沟曲率半径系数及
件ꎬ主要用来承受载荷和传递动力ꎬ在重型机
径向游隙进行了优化设计ꎬ采取正交试验法
ꎮ 如今ꎬ高速重
得到结构参数对轴承寿命的影响规律ꎻ汪久
载的机械设备对轴承的工作性能和使用寿命
根等 [9] 以双列角接触球轴承的钢球数、钢球
有了更高的要求ꎬ而轴承内部未标准化的结
直径、内外滚道沟曲率半径系数以及节圆直
optimization design mathematical model was established with basic rated static loadꎬ basic rated
dynamic load and minimum oil film thickness as the objectivesꎬand used the improved NSGA ̄Ⅱ
provide a personalized structure size schemeꎬa multi ̄objective optimization design was carried out
for the internal non ̄standardized structure size of angular contact ball bearings. The multi ̄objective
三、四点接触球轴承实体保持架结构改进

( 1 . L u o y a n g L Y C B e a r i n g C o . , L t d . , L u o y a n g 4 7 1 0 3 9, C h i n a ; 2 . S t a t e K e y L a b o r a t o r y o f A e r o s p a c e P r e c i s i o n
B e a r i n g s , L u o y a n g 4 7 1 0 3 9, C h i n a )
Ab s t r a c t :I n o r d e r t o e a s i l y d i s a s s e mb l y a n d a s s e mb l y o f t h r e e o r f o u r p o i n t c o n t a c t b a l l b e a r i n g s , i t i s r e q u i r e d t h a t t h e s t e e l b a l l s a n d s o l i d c a g e s c a n n o t b e s e p a r a t e d .A k i n d o f c a g e w i t h c o mp l e x s t r u c t u r e i s d e s i g n e d .Th e c a g e s a n d s t e e l b a l l s f o r m i n s e p ra a b l e c o mp o n e n t s ,w h i c h c a n b e e a s i l y mo u n t e d i n t o o u t e r r i n g r a c e w a y .T h e s t uc r t u r a l s t r e n g t h o f c a —
3MZ01301轴承内圈外球面磨床粗精进给机构的改进word精品文档5页

3MZ01301轴承内圈外球面磨床粗精进给机构的改进滚针轴承代替原有的滚珠套和钢球,用梯形螺纹代替普通螺纹,改进了原有进给机构。
经过使用证明,改进后的进给机构寿命和稳定性得到提高。
1 存在的问题3MZ0130/1轴承内圈外球面磨床是一种全自动切入式专用轴承设备磨床,用于磨削关节轴承内圈外球面。
它采用控力、控速相结合的控制方式,适应力强,我公司使用3MZ0130/1轴承内圈外球面磨床进行中小型号关节轴承(Φ20~Φ80mm)内圈外球面的批量磨削加工,要求的尺寸公差为0.03mm,椭圆为0.004mm,不允许有烧伤、振纹现象。
内圈外球面的质量好坏直接影响到内圈内孔加工的质量,这就要求机床必须有较好的加工能力和持续的稳定性,而这些都与切入式磨床中进给机构运转的质量有直接关系。
在实际生产中,由于大批量长时间地进行生产,发现3MZ0130/1轴承内圈外球面磨床进给机构的使用寿命不长,即使是全新的进给机构,使用一段时间后就会出现异常磨损或转动不正常现象,影响到加工产品的质量稳定性,反复地维修既增加了维护成本,又影响到生产进度要求。
2 原因分析该机床的一个进给运动循环包括快速进给、粗精进给、无进给和快速退出,我们先来看一下进给循环的各个阶段的动作实现及其对磨削作用的影响:快速进给是在快进油缸的带动下拖板实现快速移动,使工件快速接近砂轮,此时的工件还未接触到砂轮,砂轮对工件不产生切削作用。
粗精进给是在进给丝杠副和节流阀的共同作用下,先以较快的速度对工件进行粗磨,然后速度逐渐降低,最后以一个较低速度对工件进行精磨,此过程砂轮始终没有离开工件,持续地对工件进行切削,是磨削的关键阶段。
无进给运动是在粗精进给结束后通过可编程序控制器延时做无进给磨削,主要是清除磨削时的残余变形。
快速退出运动是随着快进油缸的回油,带动拖板快速退回原位,使工件迅速地离开砂轮,砂轮对工件也不产生切削作用。
因此在一个进给运动循环中起关键作用的是粗精进给。
某发动机用三点接触球轴承失效分析

下降, 经不 断调 整 , 继 续进 行试 验约 2 h后 , 试 验 台
出现 空转 。
分解发现 : 保持架碎裂 , 共找 到 3 8 个 保持架
碎块 , 仅有 1 个横梁未断裂 , 呈“ 工” 字形 , 其 余 碎
・
2 8・
《 轴承) ) 2 o 1 3 . №. 1
3 . 1 同批 次轴 承试 验
为了验证轴承质量是否有 问题 , 首先选用与 故 障轴承同批生产 的轴 承, 在试验机 台模拟相 同
工况试 验 3 h , 试 验过 程 中润 滑 油温 度 、 转 速 均 正
H R C ) 。由于保持架的外引导面磨损更加严重 , 温 度 也 比兜 孔 内 的 接 触 区要 高 , 其最 高硬度 为 7 8 1 H V( 6 3 . 3 HR C ) 。保 持 架 外 引 导 面与 兜 孔 接 触 区 由于摩擦导致过热 , 已经超过 了材料的相变温度。 由于此 时失效轴承的润滑冷却效果仍然 良好 , 保 持架产生了淬火现象 , 保持架材料的硬度增加 , 而
塑性 、 韧 度却下 降 到正 常值 的约 1 / 4 。
常。分解检查被试轴承未见 异常, 初步排 除了轴 承质量问题。另外 , 从多套与故 障轴承 同批生产 的轴承现场使用情况 良好这一事实 , 也证 明了轴 承质 量没 有 问题 。
3 . 2 开 口保 持架试 验
轴承工作过程 中所有 的钢球都会对保持架兜 孔产生碰撞 , 这种力通常不会对保持架产生影响 , 但在保持架韧度大幅降低 的情况下 , 钢球对保持 架 的碰撞力就会在保持架最薄弱的位置——兜孔
持架兜孔与钢球 之间 ( 后者 的可 能性 最大 ) , 导致 保
三球销式万向节轴承组件的设计改进
三球销式万向节轴承组件的设计改进
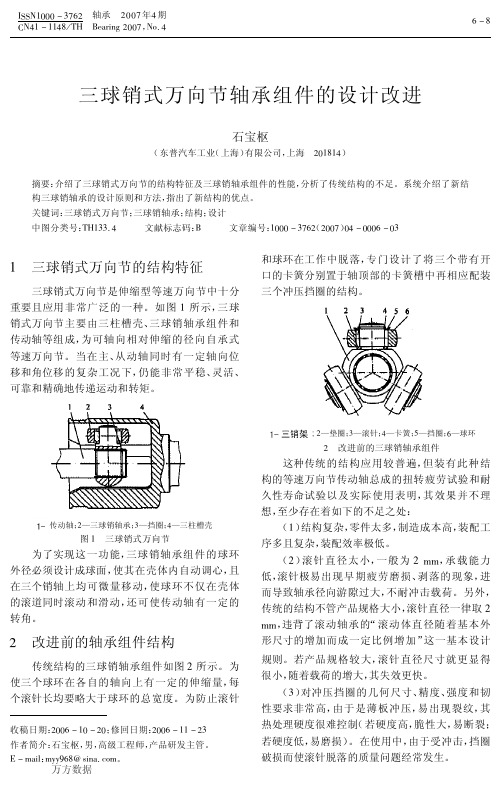
和球环在工作中脱落, 专门设计了将三个带有开 口的卡簧分别置于轴顶部的卡簧槽中再相应配装 三个冲压挡圈的结构。
" —垫圈; ) —滚针; & —卡簧; ; —挡圈; . —球环
"! 改进前的三球销轴承组件
这种传统的结构应用较普遍, 但装有此种结 构的等速万向节传动轴总成的扭转疲劳试验和耐 久性寿命试验以及实际使用表明, 其效果并不理 想, 至少存在着如下的不足之处:
. ’@ ’(, . ’@ ’$5 . ’@ ’(, . ’@ ’$5 . ’@ ’(, . ’@ ’$5 . ’@ ’(, . ’@ ’$5 . ’@ ’(, . ’@ ’$5 . ’@ ’(, . ’@ ’$5 . ’@ ’(, . ’@ ’$5 . ’@ ’(, . ’@ ’$5 . ’@ ’** . ’@ ’(’ . ’@ ’** . ’@ ’(’
图 $! 三球销式万向节
为了实现这一功能, 三球销轴承组件的球环 外径必须设计成球面, 使其在壳体内自动调心, 且 在三个销轴上均可微量移动, 使球环不仅在壳体 的滚道同时滚动和滑动, 还可使传动轴有一定的 转角。
"! 改进前的轴承组件结构
传统结构的三球销轴承组件如图 " 所示。为 使三个球环在各自的轴向上有一定的伸缩量, 每 个滚针长均要略大于球环的总宽度。为防止滚针
我国轴承套圈超精研技术的改进要点

我国轴承套圈超精研技术的改进要点我曾经在《怎么样提高高精度轴承的超精质量?》一文中写到:“超精加工主要要提高和改善被加工工件表面的微观质量,这些微观质量包括粗糙度、沟形、圆度和金属条纹的走向。
”轴承套圈沟道超精研工序主要是为了降低被加工沟道的粗糙度,这是最基本的要求,无论是最原始的棍棒超精机还是采用无心支撑结构的自动化超精机,原理大同小异,都是如此。
高水平的和低档的轴承套圈超精研设备的主要区别是轴承套圈沟道形状精度的改善程度和被加工工件表面应力状态的差异。
轴承套圈沟道形状精度的改善主要取决于三个方面:首先,要约束超精前的轴承沟道磨加工形状的基础精度,轴承沟道的基准精度和位置精度在磨削工序也要精确地控制,因为这些需要约束的被加工工件的磨削工序的精度及其对超精加工的结果的影响是不容忽视的;其次,超精研设备的制造精度也会对被超精工件沟道表面形状的变化起到很大的影响,品质较差的超精机非但不能够改善磨削工序形成的形状精度,反而会破坏磨削工序形成的形状精度;第三,超精余量的大小不仅与超精加工的节拍有关,而且也与轴承沟道超精后的表面质量有关系。
假如我们的轴承产品没有对轴承的噪音和轴承的寿命提出特殊的要求,假如我们的轴承产品仅仅满足于参与国内外市场的低价格竞争,假如我们的轴承产品不想走出国门或者不想替代进口产品,那么,使用低价位的超精研设备是可以的。
因为,在中低档产品的轴承市场上,中国的轴承企业打了很多顽强的战役,在空调类家电市场和电机市场,我们的微型和小型轴承取得了不俗的销售业绩,这些成绩的取得也部分得益于我国轴承加工设备的发展和进步。
而在我国高精尖产品领域,大量的高附加值高利润轴承还是依靠进口。
我国生产的最好的轴承设备,即使出口到国外,也只是应用在普通轴承生产线上;部分大陆境内的外资和合资的轴承加工企业采购国内的轴承设备,也主要用在中低档轴承的生产线上。
迄今为止,我国高水平的进口轴承设备所占的比率很小,部分原因是由于高水平的进口轴承设备的价格普遍高于国产的轴承设备,其主要原因还是国内大部分企业生产的轴承精度和效率要求偏低,在引进更好水平的进口轴承设备方面的要求还不是特别强烈。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第2 8卷
第 3期
哈
尔
滨
轴
承
V(.8 No3 )2 I . S p. 200 7 e
2007 年 9月
J 0URNAL 0F HARB N BE I ARI NG
三 点 接 触 球 轴 承 设 计 改 进 浅 析
2 三点 接触 球 轴承 设 计 原 则
原有 的三 点接 触球 轴承设计原则 只是依据
L nbr—a rn理 论 , 味 地 追求 轴 承 的疲 劳 udegPl e mg 一 寿命 , 持 架强 度允 许 的条 件下 , 轴 承尽 可 能 在保 使
多地装 入钢 球 , 获得最 大 的额 定 承载能 力 。 由于 但 不能 对 轴 承 的运 动参 数 、 热 、 发 变形 、 触 角 变 化 接
触应力增大, 轴承寿命亦随之降低; 相反, 如果套圈
沟 曲率半 径 过小 , 触面 积增 大 , 钢球 与 沟道 问 接 则 将 产生 强 烈 的摩擦 , 承 的寿 命 和允 许 转 速都 会 轴
降低 。因此, 应合理地确定套圈的沟曲率半径。
在 原有 的设 计方 法里 ,套 圈 的 内圈沟 曲率半
键基础 件 , 承 受转子 上气 动力 的轴 向合力 。 主要 我
国现有 的j 点接 触球 轴承 ,其 设计 思想 基 本上 是
沿 用五 十年 代苏联 的设计 计算 方法 ,按 照此 思路 设 计 的产品 在性 能 、 命 等多项 技 术指标 上 , 寿 已满 足不 了 当 代航 空 发 动 机 的 配 套 和 老 机 种 延 寿需
寿命 反而 达不 到要求 。 为 了 从设 计 上 提 高 轴承 的综 合性 能 , 三点 接 触球 轴承 设计 原 则应 充分 考虑 轴 承在实 际工 况下 的特性 , 载 能力 、 滑 与冷 却 、 动参数 ( 心 在承 润 运 离 力影 响 、 钢球 自旋 、 轻载 打滑 、 持架 共振 等 ) 保 等方 面进 行分 析 , 据此 对轴承 的结 构进 行优化 设计 。 并
要。 通过 对 国外 同类 先进产 品的分析研 究 , 照其 参
3 沟 曲率半 径 的确 定
沟 曲率 半 径 的大 小 严 重影 响轴 承 的寿 命 , 如 果 沟 曲率 半径 过 大,由于 与钢球 接触 面积 减少 , 接
结 构参 数进 行 了理论 分析 与 实践检 验 ,对 国 内现 行 三点接 触球 轴 承设 计方 法进行 了改进 。
径要比外圈的沟曲率半径小。 这有它的理论依据 :
在 不考 虑离 心 力影 响 的前提 下 ,小 的内 圈曲率半 径 有助 于保证 在 一定 力下 的 内外 圈处 于 同一应 力
t r vd e e s r c e s re o e o e g n n x e d i e vc i ,h e i e h lg fteb ai g s o p o ien c s aya c so isf ra r —n i ea d e tn t sr iel e t ed sg tc noo yo e rn swa s f n h i p o e ,me n h l s d i h e eo m e to e tp f a r —n i pn e b a ig.Go d rul r m rv d a w i u e n t e d v lp n f a n w y e o e o e gne s idl e rn e o e t we e s e e t al c e e v nu l a hiv d. y
Ab I c : h e — o n o t c b l b a ig r o n yc mp iae t cu eb t l i c l i e in I r e sl t T r ep i t na t a l e r sa en t l o l td i s u t r u s d f ut n d s . n o d r a c n o c n r a o i g
徐 洪 江 , 卫 军 徐
( 哈尔滨轴承集 团公司 经济运行部 , 黑龙江 哈尔滨 10 3) 506
摘 要 : 三点接触球轴 承结构复杂 、 设计难度 大, 为满 足航 空发动机 的配 套和延 寿需要, 对其设计技 术进行 了改
进 , 应 用在 新 型 航 空 发 动机 主轴 轴 承 的 设 计 中 , 得 了 良好 效 果 并 取 关 键 词 : 点接 触 ; 轴承 ; 计 ; 三 球 设 改进 中图 分 类 号 : H133 T 3. l 3 文 献标 识 码 : B 文章 编 号 :6 24 5 (0 70.0 60 17—822 0 )30 0 —2
Ke r s t re p it o tc; al e tn ; e i ;mp o e n ywo d : h e — on n a t b lb a g d sg i r v me t c i n
1 前 言
三 点接 触球 轴承 是航 空发 动机 主轴 支 承 的关
接触球轴承的综合性能并不优越, 个别轴承使用
l r c al e rn mp o o n e i no tr ep i t n a t l b a i g 0 c b
Xu n a g Xu O n  ̄i , Ho n We u
( c n mi Op rt nDe at n, ri aigGru mp n , r i 5 0 6 C ia E o o c eai p r o me tHabnBe r o pCo a y Habn1 0 3 , hn ) n