多媒体音响成品检验标准
音箱成品检验标准

东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
东莞市金正数码科技有限公司检验标准注:1、同一项目后面所跟的内容须一一对应; 2、在缺陷内容与其所属缺陷级别栏作相应记号“0”;3、A表示严重缺陷; B表示重缺陷; C表示轻缺陷。
音响检验标准
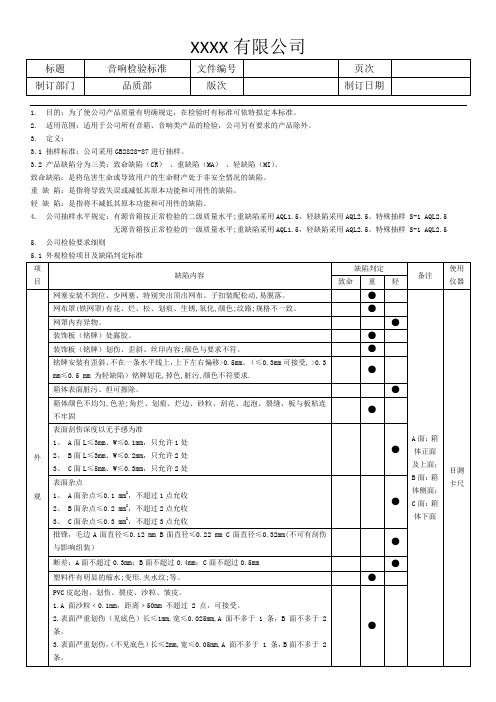
1. 目的:为了使公司产品质量有明确规定,在检验时有标准可依特拟定本标准。
2. 适用范围:适用于公司所有音箱、音响类产品的检验,公司另有要求的产品除外。
3. 定义:3.1 抽样标准:公司采用GB2828-87进行抽样。
3.2 产品缺陷分为三类:致命缺陷(CR)、重缺陷(MA)、轻缺陷(MI)。
致命缺陷:是将危害生命或导致用户的生命财产处于非安全情况的缺陷。
重缺陷:是指将导致失误或减低其原本功能和可用性的缺陷。
轻缺陷:是指将不减低其原本功能和可用性的缺陷。
4. 公司抽样水平规定:有源音箱按正常检验的二级质量水平;重缺陷采用AQL1.5,轻缺陷采用AQL2.5。
特殊抽样 S-1 AQL2.5无源音箱按正常检验的一级质量水平;重缺陷采用AQL1.5,轻缺陷采用AQL2.5。
特殊抽样 S-1 AQL2.5 5. 公司检验要求细则5.1 外观检验项目及缺陷判定标准5.2 结构检验要求:5.3 性能检验要求:5.4 附件检验要求A.遥控器:B.连接线材:线材外面无破损,标识清晰,材质与样品一致,连接后检查无 INT 或不通现象,接线埠无氧化,无变形,折迭试验后无断裂且无明显折痕,长度;颜色与要求一致。
包括线材的横截面积C.安装(连接)图:要求图文清晰,无模糊不清情况出现,图文无错漏。
纸质与样品要求一致,无脏污及其它不良,装箱后需做到整洁。
D.说明书、外箱印刷文字、条形码等有以下问题均为重缺陷:a、未按客人指定的语言文字生产.(如指定英文或俄文等).b、保修卡和注意窗体内容必须正确,文字清晰.c、产品说明书有严重错误,可能使用户不能正常操作,误操作d、产品说明书所述功能与实际不符者e、附件外观受损或脏。
E、电池:电压未达到额定电压为重缺陷。
F、附件中定位栓与支架中管定位孔不匹配为重缺陷G、其它:按客户要求及样品进行。
5.5 包装运输检验要求:跌落试验:每批产品随机抽取一到三台进行三边六面一角进行跌落,要求包装材料无破裂,整机在跌落后测试符合所有要求。
音箱行业成品检验标准 -中国版

时电池电量才是 100% ④“外部电源”接入适配器时为显示屏发烫(MA) 号、WIFI 信号、
7.4
产品功能检查“已插入”充电状态为正在充电,未接入适配器时为“未
3.声音:断音、失真、 听声音、电源适
(AQL Ⅱ) 插入”充电状态为未充电 ⑤“固件版本号”为“08-01”单声道、单声道音量 配器、根据提示
查:后面底部三处大于 0.5mm 异色点
6. 下壳/底罩/按键上下风管:30cm 可见缩水
缩水及夹水纹(MI)
产 品 外 观 检/夹水纹
目视、手感、菲
7.2 查(AQL Ⅱ)
装配缝隙大于 0.6mm(MA)/段差大林卡、塞尺
7.缝隙/段差 装配检查
于 0.3mm(MA)装配缝隙段差小于
0.6mm(MI)段差小于 0.3mm(MI)
8.下壳刮伤撞伤:30cm 检查无明显刮伤
明显刮伤有凸起感(MA)轻微刮伤 无凸起感(MI)
9.批锋:可触摸处刮手
批锋刮手(MA)
10.按键及电源接口检查:按键及电源接口处
无下陷及起高,歪斜不良
按键及电源接口不良(MA)
按键手感良好,无顶死晃动
11.整机摇晃无异物异响
摇晃产品明显异响及异物(MA)
220VAC 50HZ 7.3 产 品 功 率 测
Page 4 of 5 2015-6-27
序号
检验项目/ 样板数量
检验内容
不良判定及检查工具/ 设
等级
备、方法
1. 开关机按键检查:长按开关机按键 5S,右下方显示灯
由绿色变成蓝色,开机成功。开机显示界面
2.由左往右触摸滑动显示屏,显示界面
此
时可进行如下操作:①WIFI 设置 ②关于本机 ③高级
音响设备制造验收标准

音响设备制造验收标准音响设备是现代生活中不可或缺的一部分,它们被广泛应用于各种场合,包括家庭娱乐、商业演出、会议等。
为了确保音响设备的质量和性能,制造商需要对其进行严格的验收。
本文将介绍音响设备制造验收的标准,以帮助制造商和相关人员更好地了解和执行验收工作。
首先,音响设备的外观质量是验收的重要指标之一。
在验收过程中,应该对音响设备的外壳、面板、连接部件等进行仔细检查,确保其表面光滑、无划痕、无变形等质量问题。
同时,还需要检查设备的标识和标牌是否清晰、完整,以及产品包装是否完好无损。
其次,音响设备的功能性能也是制造验收的重点。
在验收过程中,应该对音响设备的声音输出、音质、频率响应、失真率等性能指标进行全面测试,确保其符合相关的国家标准和行业标准。
此外,还需要对设备的各项功能和操作进行全面检查,确保其正常运行和易于操作。
另外,音响设备的安全性能也是制造验收的重要内容之一。
在验收过程中,应该对音响设备的电气安全、防火安全、机械安全等方面进行全面检查,确保其符合相关的安全标准和规定。
同时,还需要对设备的散热性能、电磁兼容性等方面进行全面测试,确保其在各种环境下都能够安全可靠地运行。
最后,音响设备的环保性能也是制造验收的重要内容之一。
在验收过程中,应该对音响设备的能耗、材料环保性、有害物质含量等方面进行全面检查,确保其符合相关的环保标准和要求。
同时,还需要对设备的包装材料、废弃物处理等方面进行全面考虑,确保其对环境的影响尽可能减少。
总之,音响设备制造验收标准是保障音响设备质量和性能的重要手段,制造商和相关人员应该严格按照相关标准和要求进行验收工作,确保所生产的音响设备能够满足用户的需求和要求。
同时,也希望相关部门和行业组织能够加强对音响设备制造验收的监督和指导,推动整个行业向着更加健康、可持续的方向发展。
音响类产品检验标准
核定审核:制订:李志方1目的规范音响类产品的检验要求,为检验提供检验依据,以控制产品的质量。
2适用范围适用于产品来料.制程.出货生产音箱类产品的检验。
3 检验环境3.1 检验温度:25℃±10℃,相对湿度:45%~85%3.2 光照条件:在冷白荧光照射下,光源500-800Lux,距物品1米3.3 视角:视线与工件平齐,正负旋转45°3.4 视力要求:视力要求:≧0.8 (裸视或经矫正后)3.5检视时间和距离:4 缺陷等级定义4.1致命缺陷(CR):指对使用者或携带者的安全带来危害或违反相关安规之缺陷。
4.2严重缺陷(MA):不构成致命缺陷,但很可能造成故障,或对单位产品使用功能会严重降低,或严重影响产品形象之缺陷。
4.3轻微缺陷(MI):外观性缺陷,不构成致命或主要缺陷,不影响产品使用功能。
5 表面等级划分:AA面----公司LOGO及丝印区域。
A级面----正常使用时可以看到的面,如产品正面。
B级面----正常使用时看不到的表面及产品背面、底面及侧面。
6外观判定标准6.1常见外观缺陷判定表6.2 通用外观要求:6.2.1产品Logo区或丝印周边20mm以内不允许有任何明显的缺陷,不允许有印刷模糊、缺少笔画、漏印、印偏及色泽不均匀等现象。
6.2.2所有结构部品一律去锐边,锐角。
毛边、披锋控制在0.1mm以内。
6.2.3布网内音箱布网上不允许有纹路歪斜、断线及超过0.2mm的线头。
注:1.本标准如有与工程图纸/签样或客户提供资料相抵触的,则以后者为准。
2.本公司抽样标准采用美国军标MIL-STD-105E,功能性问题AC=0/RE=1,外观按AQLMAJ=0.4 MIN=1.5允收数量为准。
音箱产品成品检验指导书SIP
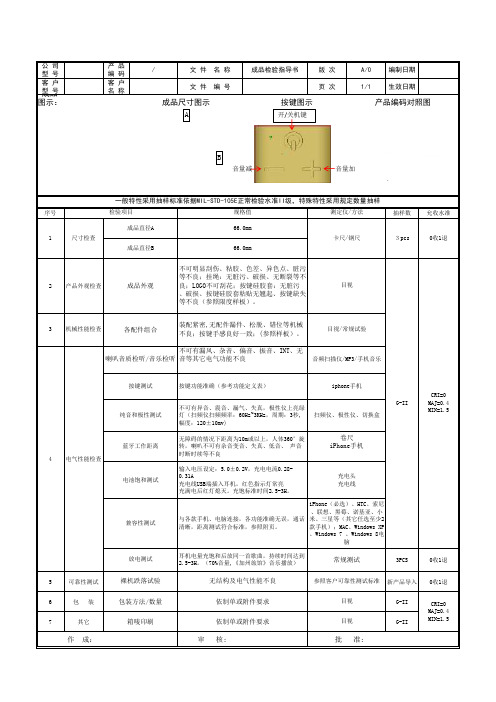
公 司型 号产 品编 码/文 件 名 称成品检验指导书版 次A/0编制日期客 户型 号客 户名 称文 件 编 号页 次1/1生效日期成品图示:.序号抽样数允收水准2产品外观检查3PCS 0收1退5可靠性测试新产品导入0收1退6包 装G-II 7其它G-II耳机电量充饱和后放同一首歌曲,持续时间达到2.5-3H。
(70%音量,《加州旅馆》音乐播放)裸机跌落试验无结构及电气性能不良目视/常规试验电池饱和测试按键测试纯音和极性测试不可有异音、震音、漏气、失真,极性仪上亮绿灯(扫频仪扫频频率:60Hz~3KHz,周期:3秒,幅度:120±10mv)按键功能准确(参考功能定义表)输入电压设定:5.0±0.2V,充电电流0.28-0.31A充电线USB端插入耳机,红色指示灯常亮充满电后红灯熄灭。
充饱标准时间2.5-3H。
充电头充电线喇叭音质检听/音乐检听不可有漏风、杂音、偏音、振音、INT、无音等其它电气功能不良常规测试参照客户可靠性测试标准卷尺iPhone手机34机械性能检查电气性能检查各配件组合放电测试箱唛印刷依制单或附件要求目视作 成: 审 核: 批 准:CRI=0MAJ=0.4MIN=1.5包装方法/数量依制单或附件要求目视 按键图示一般特性采用抽样标准依据MIL-STD-105E 正常检验水准II 级,特殊特性采用规定数量抽样检验项目规格值测定仪/方法成品尺寸图示产品编码对照图1尺寸检查卡尺/钢尺成品直径A66.0mm成品直径B66.0mm 0收1退兼容性测试与各款手机、电脑连接,各功能准确无误,通话清晰,距离测试符合标准,参照附页。
iPhone(必选)、HTC、索尼、联想、黑莓、诺基亚、小米、三星等(其它任选至少2款手机);MAC、Windows XP、Windows 7 、Windows 8电脑G-IICRI=0MAJ=0.4MIN=1.5成品外观不可明显刮伤、粘胶、色差、异色点、脏污等不良;挂绳:无脏污、破损、无断裂等不良;LOGO不可刮花;按键硅胶套:无脏污、破损、按键硅胶套粘贴无翘起、按键缺失等不良(参照限度样板)。
音箱检验报告2024

引言概述:音箱作为一种音频设备,是人们日常生活中不可或缺的一部分。
无论是在家庭娱乐中还是在专业音频领域,音箱都扮演着重要的角色。
本文将对音箱进行检验,并详细介绍其声音质量、音频响应范围、功率输出、设计和制造质量等方面的内容,旨在为消费者提供选购音箱的参考依据。
正文内容:一、声音质量:1. 频率响应范围: 音箱的频率响应范围是评估其声音质量的重要指标之一。
通过测试不同频率下的音频输出,可以判断音箱是否在整个频率范围内表现均衡和清晰。
2. 噪音水平: 音箱应该在正常工作状态下保持较低的噪音水平。
通过测试静音状态下的噪音水平,以及在不同音量下的噪音变化,可以评估音箱的噪音控制能力。
3. 声场表现: 音箱的声场表现包括立体声效果、声音分布和定位感等方面。
进行立体声测试和声场重放测试,可以判断音箱在不同空间中的表现是否自然和逼真。
二、音频响应范围:1. 低音效果: 音箱的低音效果是评估其音频响应范围的关键指标之一。
通过测试低音频率下的声音清晰度和强度,可以判断音箱在低频段的表现如何。
2. 中音效果: 音箱的中音效果是评估其音频响应范围的另一个重要指标。
通过测试中音频率下的声音清晰度和饱满度,可以判断音箱在中频段的表现如何。
3. 高音效果: 音箱的高音效果是评估其音频响应范围的最后一个指标。
通过测试高音频率下的声音明亮度和细节表现力,可以判断音箱在高频段的表现如何。
三、功率输出:1. 峰值功率: 音箱的峰值功率是指其能够短时间内承受的最大功率。
通过测试音箱在峰值功率下的音量和失真程度,可以评估其功率输出能力。
2. 持续功率: 音箱的持续功率是指其能够持续输出的功率。
通过测试音箱在持续功率下的音量和失真程度,可以评估其持久稳定的功率输出能力。
四、设计和制造质量:1. 外观设计: 音箱的外观设计包括外形结构、材质和颜色等方面。
通过评估音箱的外观设计是否符合审美和人体工程学原则,可以判断制造商对于产品设计的用心程度。
车载多媒体成品检验标准

3、背光灯颜色是否正确,亮度是否一致,非透光部位是否存在漏光
3.1背光灯(各按键、导光片)颜色正确,无错色(●);
3.2背光灯(各按键、导光片)亮度一致,无亮暗不一;
3.3非透光部位漏光:
点状:Φ≤0.2;线状:L·W≤0.1·1;接收1处
○
检验
项目
检验内容
接收标准
不良分类
MA
MI
功能控制件
4、显示屏显示是否清晰,亮度是否均匀。触摸屏触摸功能是否灵敏,触摸区域是否精确
●
10、音频调节测试
在主页点击设置进入音频调节界面,调节:平衡,高音,低音,减弱,均有明显变化.关机后,断开ACC等候超过10秒再开机,已调整过的参数应有保存.
●
11、图象效果调整测试
按遥控器OSD键调出BRIGHTNESS(亮度),CONTRAST(对比度),CHROMA(色度),按OSD旁的左或右边三角键调节,分别明显变化。
3、面板按键功能测试
按面板相关按键,各按键功能正常实现,按按键时无明显噪音(○)。
●
4、遥控器按键功能测试
按遥控器相关按键,各按键功能正常实现,按按键时无明显噪音(○)。
●
5、触摸键功能测试
按触摸屏相关触摸键,各按键功能正常实现。
●
6、功能切换测试
按面板或触摸屏相关功能键,可正常切换到所选状态,切换时无明显噪音。
●
12、ACC控制测试
按下测试架ACC控制开关,则可以开机; 弹起测试架ACC控制开关,机器在10 秒左右内自动关闭,无法再开机。关机后电流小于3mA
●
13、手刹功能测试
DVD播放状态下,按下手刹切换开关,DVD无图象输出
●
14、方向盘控制测试
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
14.接地测试NG不可;
0.40
特性 测试
裸 机 跌 落 测 试 : 将 机 台 抬 高 距 离 桌 面 ≤ 15CM 自 由 落 下 3
次;测试后功能及外观需正常。
卷尺/测试治具/耐
S-1
震动测试:将成品置于震动试验台上按要求震动4--8H 压测试仪/接地电
后,测试功能及外观需正常。
新产品首次量
阻测试仪/碟机/电 产时/半年以
6.主副箱音箱音量大小要一致;
测试治具/耐压测
7.调整各旋钮功能正常;电源开关功能正常;
试仪/接地电阻测
8.信号切换正常,无串音不良,无单声道发音等;
试仪/碟机/电源等
9.不能有极性反,高低音异常等不良;
10.线控异常不可;
11.遥控器异常不可;
12.频响曲线测试符合规格范围;
13.耐压测试NG不可;
9. 铭牌无刮花、歪斜、模糊、毛刺、缺角、脏污等现象;
10. 指示灯颜色要配对,色差不能明显;
1
外观
11. 指示灯不能凹陷过深; 12. 箱体脚垫不可未贴、少贴、脱落;
目视
1.5
13. 箱体各结合部位间隙不可过大;
14. 各旋钮必须灵活,不可存在擦边、阻碍现象;
16. 所有外置螺丝不可打花、生锈;
17. 电源线胶皮伤、附脏污不可;
1. 表面要完整,不能有划伤/碰伤/脏污/磨损/杂色/脏污等不
良;
2. 箱体配对后色差不能明显,表面色泽均匀;
3. 表面喷漆不能有透底/流油/露底/起颗粒等;
4. 漆层或镀层光泽要均匀,不能有起泡,龟裂;
5. 漆层或镀层不能有脱落;
6. 面网不可有霉迹、斑点;
7. 丝印文字、安规标识要明确无误;
8. 丝印无断层、缺失、重叠、模糊现象;
文件
编号
广州***电声科技股份有限公司 版本
1.1
页数
2
文件名称
多媒体音响成品检验标准
页次
修改日期
版本 1.0
修订情况 全面变更
修订
1.1
检验内容及AQL明确化
一.目的明确来料品质验收标准,规范检验动作,使检验、判定标准能达到一致性。
1
审核
二.适用范围适用于 多媒体音响成品 检验,生产成品/仓库成品/样品确认/生产过程出现的不良确认检验。
二.适用范围适用于 多媒体音响成品 检验,生产成品/仓库成品/样品确认/生产过程出现的不良确认检验。
三.抽样标准:MIL-STD-105E,一般检验Ⅱ; AQL值:CR=S-1 Ma=0.65 Mi=1.5
四.照明条件:光明亮度600-800LUX; 观察距离:30cm; 观察时间:小于5秒;观察角度:30°—60°;
18. 螺丝紧固处外表面不能出现起泡;
19. 流水号码不可重复;
20. 贴纸、标签、ROHS标识不可漏贴、错贴、多贴;
21. 贴纸、标签、ROHS标识不能偏歪、未贴在指定位置;
22. 贴纸、标签、ROHS标识印刷不可出现断层、重叠现象;
23. 机体内不可附有可动异物
2
结构 尺寸
1) 产品尺寸要符合说明书要求; 2) 各结构件配合紧凑牢固,不能出现结构件松脱、掉落 现象
五.W=宽 3 4 5
L=长 H=深度 N=数量 S=面积
性能
1.接通电源、音源信号后,不能出现杂音/电流声/无反应/反
应迟钝等不良;
2.音量调整至70%,不能出现共振现象;
3.关闭音量,50CM处不可听到电流声;
4.音频线、蓝牙接入需正常等,左右声道反不可;
5.音质出现破音/杂音/失真/漏气等不良;
老化测试:将成品按相关具体要求接通电源及音源进行8H 以上老化测试后。测试功能及外观需正常。
源等
上未生产机型 均按S-1抽检
确认
包装
使用之彩盒与机台须配套,型号不可用错; 彩盒折皱不可超出2CM2; 彩盒不能破损; 外箱胶纸封贴切口长度超出10±5mm规格; 外箱胶纸不能折皱; 包装无漏放、错放配件; 包装方式正确无误; 产品放置方向正确,无产品倒立、彩盒倒立现象;
卡尺/目视
S-1
文件
编号
广州****电声科技股份有限公司 版本
1.1
广州****电声科技股份有限公司
页数
2
文件名称 修改日期
版本 1.0
多媒体音响成品检验标准
修订情况 全面变更
页次 修订
2 审核
1.1
检验内容及AQL明确化
一.目的明确来料品质验收标准,规范检验动作,使检验、判定标准能达到一致性。
三.抽样标准:MIL-STD-105E,一般检验Ⅱ; AQL值:CR=S-1 Ma=0.4 Mi=1.5
四.照明条件:光明亮度600-800LUX; 观察距离:30cm; 观察时间:小于5秒;观察角度:30°—60°;
五.W=宽 L=长 H=深度 N=数量 S=面积
检验
No.
项目
标准要求
检验工具/设备 AQL
目视Biblioteka 1.5