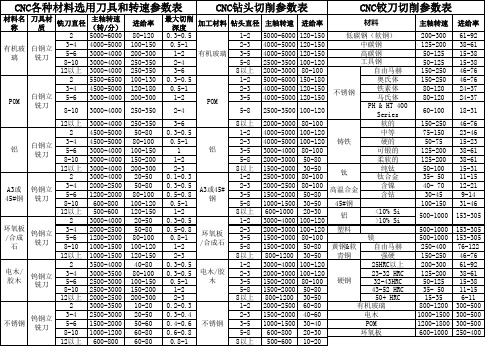
CNC各种材料选用刀具与转速参数表
各材料常用刀具转速进给参数对照表

各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数对于加工质量、效率和成本都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要根据材料的特性来选择合适的刀具转速和进给参数。
下面是一份常见材料的刀具转速进给参数对照表,希望能为您的加工工作提供一些参考。
一、铝合金铝合金是一种广泛应用于航空航天、汽车制造和电子工业等领域的轻质材料。
由于其良好的导热性和较低的强度,加工时需要较高的转速和较快的进给速度。
1、粗加工刀具:硬质合金立铣刀转速:3000 5000 rpm进给速度:800 1500 mm/min切削深度:2 5 mm切削宽度:刀具直径的 70% 80%2、半精加工刀具:硬质合金立铣刀转速:5000 8000 rpm进给速度:500 1000 mm/min切削深度:05 15 mm切削宽度:刀具直径的 50% 60%3、精加工刀具:硬质合金球头铣刀转速:8000 12000 rpm进给速度:200 500 mm/min切削深度:01 03 mm切削宽度:刀具半径的 20% 30%二、钢材钢材是机械加工中最常见的材料之一,其种类繁多,性能各异。
以下是常见钢材的加工参数。
1、低碳钢粗加工刀具:硬质合金涂层立铣刀转速:1500 2500 rpm进给速度:300 600 mm/min切削深度:3 6 mm切削宽度:刀具直径的 60% 70%半精加工刀具:硬质合金涂层立铣刀转速:2500 4000 rpm进给速度:200 400 mm/min切削深度:1 2 mm切削宽度:刀具直径的 40% 50%精加工刀具:硬质合金涂层球头铣刀转速:4000 6000 rpm进给速度:100 200 mm/min切削深度:01 02 mm切削宽度:刀具半径的 15% 20% 2、中碳钢粗加工刀具:硬质合金涂层立铣刀转速:1000 1800 rpm进给速度:200 400 mm/min切削深度:2 4 mm切削宽度:刀具直径的 50% 60%半精加工刀具:硬质合金涂层立铣刀转速:1800 3000 rpm进给速度:150 300 mm/min切削深度:05 10 mm切削宽度:刀具直径的 30% 40%精加工刀具:硬质合金涂层球头铣刀转速:3000 5000 rpm进给速度:80 150 mm/min切削深度:005 015 mm切削宽度:刀具半径的 10% 15% 3、高碳钢粗加工刀具:硬质合金涂层立铣刀转速:800 1200 rpm进给速度:100 200 mm/min切削深度:1 3 mm切削宽度:刀具直径的 40% 50%半精加工刀具:硬质合金涂层立铣刀转速:1200 2000 rpm进给速度:80 150 mm/min切削深度:03 08 mm切削宽度:刀具直径的 20% 30%精加工刀具:硬质合金涂层球头铣刀转速:2000 3500 rpm进给速度:50 100 mm/min切削深度:003 008 mm切削宽度:刀具半径的 8% 12%三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度较大,需要较低的转速和较慢的进给速度。
CNC各种材料选用刀具与转速参数表

环氧板
600-1000
250-400
12以上
600-800
60-80
0.8-1
8以上
500-600
10-20
2500-3000
20-50
0.3-0.4
2-3
1500-2000
40-60
电木
1000-1500
300-500
5-6
1500-2000
50-60
0.4-0.6
3-5
1000-1500
30-40
POM
1200-1800
300-500
8-10
1000-1200
60-80
0.6-0.8
5-8
600-800
自由马赫
250-400
76-122
12以上
1000-1500
120-150
2-3
8以上
800-1200
30-50
强硬
150-250
46-76
电木/胶木
钨钢立铣刀
2
3500-4000
40-80
0.3-0.5
电木/胶木
1-2
3000-4000
100-120
硬钢
25HRC以上
200-300
61-92
3-4
150-180
奥氏体
150-250
46-76
3-4
4500-5000
120-180
0.5-1
2-3
4000-5000
120-150
铁素体
80-120
24-37
5-6
3000-4000
200-300
1-2
CNC各种材料选用刀具与转速参数表
铝
A3或45# 钢
环氧板 /合成石
电木/胶 木
不锈钢
1-2
2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3
3-5 5-8 8以上
4000-5000 100-120
中等
4000-5000 100-120 铸铁
3-4 4500-5000
POM
白钢立 铣刀
5-6 8-10
3000-4000 3000-4000
12以上 3000-4000
进给率
80-120 100-150 200-300 250-350 250-350 100-130 120-180 200-300
250-350
250-350
最大切削 深度
加工材料 钻头直径
软的
主轴转速
200-300 125-200 50-125 50-125 150-250 150-250 80-120 80-120
60-100
150-250
进给率
61-92 38-61 15-38 15-38 46-76 46-76 24-37 24-37
18-31
46-76
铝
白钢立 铣刀
A3或 钨钢立 45#钢 铣刀
CNC各种材料选用刀具和转速参数表
CNC钻头切削参数表
CNC铰刀切削参数表
材料名 称
刀具材 质
铣刀直径
主轴转速 (转/分)
2 5000-6000
有机玻 白钢立 璃 铣刀
3-4 5-6 8-10
4000-5000 3000-4000 3000-4000
CNC标准刀具切削参数表

Φ25 总长125*刃长60MM
Φ3 总长60*刃长12MM*Φ6柄
Φ4 总长60*刃长12MM*Φ6柄 两刃白钢铣刀
Φ5 总长60*刃长15MM*Φ6柄
Φ6 总长62*刃长18MM
Φ10 总长75*刃长30MM
白钢粗刀 (粗加工专用)
Φ12 Φ16 Φ20
总长85*刃长30MM 总长95*刃长42MM 总长110*刃长45MM
CNC标准刀具切削参数参考表
最大 伸出 长度 每层
切深
25 0.15
粗加工
步距 进给F
0.4
350
加工铝合金材料
光平面
转速S 8000
每层 切深
0.2
步距 0.7
进给F 500
30 0.2
0.2
500
8000 0.3
1
500
30 0.3
1.5
600
7500 0.4 1.5
800
30 0.5
2.5
800
5
1200
80 1.5
7
1200 4500 1
7
1500
75
2
9
1000 4000 2
9
1800
90
2
10
1200 4000 2
10
2000
50
1
8
1000 4000 2
8
1200
65 1.5
10
1000
4000
2
10
1400
转速S
8000 8000 7500 7500 7000 7000 6500 6500 5500 5000 4500 4500 4000
CNC各种材料选用刀具与转速参数表

CNC各种材料选用刀具与转速参数表
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
CNC加工中心-精加工切削参数计算表

以下仅供参考
1.一般的选择原则是中等的每刃进给量,较小的轴向切深
p ,适当的径向切深
e
,高的切削速度。
2.使用球刀的切削速度要高于平刀的切削速度。
3.刀具的伸出长度不能超过直径的4倍,刀具过长切削参数需往下调整
4.适用刀具直径:D4-D12
高速铣削加工用量的确定主要考虑加工效率、加工表面质量、刀具磨损以及加工成本。
不同刀具加工不同工件材料时,加工用量会有很大差异,目前尚无完整的加工数据,可根据实际选用的刀具和加工对象参考刀具厂商提供的加工用量选择。
二、切削速度的计算
??Vc=(π*D*S)/1000
??Vc:线速度(m/min)? ?π:圆周率(3.14159)? ???D:刀具直径(mm)? ?? ???
??S:转速(rpm)
??例题. 使用Φ25的铣刀Vc为(m/min)25??求S=?rpm
? ?? ?? ???Vc=πds/1000
? ?? ?? ???25=π*25*S/1000
? ?? ?? ???S=1000*25/ π*25
? ?? ?? ???S=320rpm
三、进给量(F值)的计算
? ?F=S*Z*Fz
? ?F:进给量(mm/min)? ???S:转速(rpm)? ?? ???Z:刃数
? ?Fz:(实际每刃进给)
? ?例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F
? ?值)为多少?(Fz=0.25mm)
? ?F=S*Z*Fz
? ?F=2000*2*0.25
? ?F=1000(mm/min)。
各材料常用刀具转速进给参数对照表
R1
(钢8)(铜8)
(钢/800/4000)(铜800/4000)
光刀
R0.5
(钢5)(铜5)
(钢/500/4500)(铜500/4500)
光刀
[page]
飞刀
刀长
加工材料/切削速/转速
加工内容
备注
D100XR0.8
50
钢/2500/1200
开粗
D63XR6
50
钢/2500/1200
开粗
D32XR5
100
3500
300
5000
200
5000
3000
1.5
5000
200
5000
3000
1
5000
200
5000
3000
0.5
5000
200
5000
3000
球刀
铁模
铝模
石墨
木模
直径mm
??转速S
??进给F
??转速S
??进给F
??转速S
??进给F
??转速S
??进给F
25
800
500
1500
800
1000
D4
(钢15)(铜20)
(钢/300/3500)(铜300/3500)
光刀
D3
(钢10)(铜15)
(钢/300/4000)(铜300/4000)
光刀
R8
(钢80)(铜80)
(钢/1500/3000)(铜1500/3000)
光刀
R6
(钢40)(铜40)
(钢/2000/3500)(铜1800/3500)
D12
(钢40)(铜35)
CNC刀具参数表
高速机 开粗/中光 进刀 量 转速
0.25 8000 0.2 8000
光刀 进刀 进给率 量 转速
0.1 0.08 0.06
6000 8000 8000
0.08 0.06 0.06
8000 8000 8000
5000 5000
0.1 8000 0.07 8000
进给率
5000 5000 5000
5000 5000 5000 5000 5000
备注
进给率 5000 5000 5000 5000 5000 5000 5000 5000 5000/1 500 5000/1 500 5000/1 500 5000/1 500 5000 5000 5000 5000 5000 5000 5000 精雕机少用 5000 5000 5000 5000 5000 5000 5000 5000 5000
柄径 12 10 12 10 12 10 12 10
刀长 110 50 110 80 110 50 110 80
刃长
普通机
开粗/中光 进刀 量 转速
涂层合金刀 D12
12 75 25 0.3 1600
涂层合金刀 D10
10 70 25 0.3 1800
涂层合金刀 D8
8 60 21 0.25 2200
转速 10000 10000 10000 10000 10000 10000 10000 10000
进给率 5000 5000 5000 5000 5000 5000 5000 5000
2000
0.2 6000 5000 0.07 8000 5000
2000
0.2 7000 5000 0.07 8000 5000
5000 5000 5000 5000 5000
常用数控刀具参数表
3500
B8
1200
3400
6R0.5
1000
3800
钻头,铰刀,白钢刀
刀具名称
进给(F)
转速(S)
刀具名称
进给(F)
转速(S)
中心钻
100
1000
D10钻头
60
650
D16钻头
50
350
D25钻头
40
200
25白钢刀
400
350
12铰刀
40
150
侧向步距的算法和垂直步进
侧向步距的算法:
”一般为0.72*D(刀具直径)-R(刀具R角),球刀除外
比如50R6的牛鼻刀0.72*50-6=30,那么在开粗的时候,50R6的侧向步长就为30.再比如16R0.8的牛鼻刀0.72*16-0.8=10.72,若是平刀就直接刀具直径D*0.72无需再减R角,若用到球刀开粗,一般垂直下刀量为0.1,侧向步长为“1”,因为球刀不适合开粗,所以只能下刀量小(0.1),球刀是点接触,所以0.72*D-R的公式不适合,只能是“1”最小切削宽度是D-R。
20RO.8
1800
1700
E2
200
6000
16R0.8
1800
1800
B6
1200
3500
16R4
1700
1800
B4
600
4500
12R0.8
1600
2000
B3
400
5500
12R4
1500
2000
B2
200
6000
B12
1500
3200
10R1
1300
CNC常用刀具表
350
D32R0. 8
250
D25R0. 8
210
D16R0. 8
160
D20R10 200
190 2 75%D 0.3 0.8 0.4 2000 2400 1200 1300
240 2 75%D 0.3 0.3 0.3 1200 2000 800 1200
280 2 50%D
0.150.25
600800
CNC 常用刀具参数参照表
刀具 刀具规
刀长
径切削量(RD) 刃
材料 格
全长/刃 有效 数
ห้องสมุดไป่ตู้
长
长
粗
精
轴切削量(AD)
粗
精
95
90 4 75%D 0.5 1.2 0.5
转速 (S) 进给 (F) 粗 精粗精 800 1400 1400 1600
D63R6 205 200 4 75%D 0.4
1
0.5 800 1400 1400 1600
D10X5 100/50 50 3
0.1
40
600
300
D10X3 100/50 50 3
0.1
斜 D10X1 100/50 50 3
0.1
度
刀 D6X5 75/25 40 3
0.1
D6X3 75/25 40 3
0.1
40
600
300
40
600
300
35
800
250
35
800
250
D6X1 75/25 40 3
0.1
35
800
250
T32X8 75
50 8
4
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
50-80
80-100 100-150 150-200 200-300 20-50 50-80 80-100 100-120 120-150 20-50 50-80 80-100 100-120 120-150 40-80 80-100 100-150 150-200 200-300 10-20 20-50
CNC各种材料选用刀具和转速参数表
CNC钻头切削参数表
CNC铰刀切削参数表
材料名 称
刀具材 质
铣刀直径
主轴转速 (转/分)
2 5000-6000
有机玻 白钢立 璃 铣刀
3-4 5-6 8-10
4000-5000 3000-4000 3000-4000
12以上 3000-4000
2 5500-6500
铝
<10% Si >10% Si
2000-3000 100-120 塑料
1500-2000 80-100
镁
1500-2000 50-80 黄钢&软 自由马赫
800-1200 30-50 青铜
强硬
3000-4000 100-120
25HRC以上
2000-3000 100-120 1500-2000 80-100 硬钢
50-60 60-80 60-80
0.3-0.5
0.5-1 1 1-2 2-3
0.1-0.3 0.3-0.5 0.5-0.8 0.5-1
1-2 0.3-0.5 0.5-0.8 0.8-1
1-2 2-3 0.3-0.5 0.3-0.5 0.5-1 1-2 2-3 0.2-0.3 0.3-0.4
0.4-0.6 0.6-0.8 0.8-1
软的
主轴转速
200-300 125-200 50-125 50-125 150-250 150-250 80-120 80-120
60-100
150-250
进给率
61-92 38-61 15-38 15-38 46-76 46-76 24-37 24-37
18-31
46-76
铝
白钢立 铣刀
A3或 钨钢立 45#钢 铣刀
主轴转速
进给率
0.3-0.5
1-2 5000-6000 120-150
0.5-1
2-3 4000-5000 120-150
1-2 有机玻璃 3-5 4000-5000 120-150
2-4
5-8 2500-3500 100-120
3-6
8以上 2000-3000 80-100
0.3-0.5
1-2 5000-6000 150-180
23-46 15-23 38-61 38-61 15-31 11-15 12-21 9-14 31-46
500-1000 153-305
500-1000 153-305
500-1000 153-305
250-400 76-122
150-250 46-76
200-300 61-92
125-200 38-61
环氧板 /合成
石
钨钢立 铣刀
电木/ 胶木
钨钢立 铣刀
不锈钢
钨钢立 铣刀
2
3-4 5-6 8-10 12以上 2 3-4 5-6 8-10 12以上 2 3-4 5-6 8-10 12以上 2 3-4 5-6 8-10 12以上 2 3-4
5-6 8-10 12以上
4500-5000
4500-5000 3000-4000 3000-4000 3000-4000 3000-4000 2000-2500 1200-2000 600-800 500-600 3000-4000 2000-2500 1200-2000 1000-1500 1000-1500 3500-4000 3000-3500 2500-3000 2500-3000 2000-2500 3000-3500 2500-3000
铝
A3或45# 钢
环氧板 /合成石
电木/胶 木
不锈钢
1-2
2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3 3-5 5-8 8以上 1-2 2-3
3-5 5-8 8以上
4000-5000 100-120
中等
4000-5000 100-120 铸铁
23-32 HRC 32-43HRC
1500-2000 50-80
43-52 HRC
800-1200 30-50 2000-2500 60-80
50+ HRC 有机玻璃
1500-2000 40-60
电木
1000-1500 30-40
POM
600-800 20-30
环氧板
500-600 10-20
75-150 50-75 125-200 125-200 50-100 35- 50 40- 70 30-45 100-150
硬的
3000-4000 80-100
可锻的
2000-3000 50-80
柔软的
1500-2000 30-50 2500-3000 80-100
钛
纯钛 钛合金
2000-2500 1500-2000
80-100 50-80
高温合金
含镍 含钴
1000-1500 30-50 45#钢
600-1000 20-30 3000-4000 100-120
3-4 4500-5000
POM
白钢立 铣刀
5-6 8-10
3000-4000 3000-4000
12以上 3000-4000
进给率
80-120 100-150 200-300 250-350 250-350 100-130 120-180 200-300
250-350
250-350
最大切削 深度
加工材料 钻头直径
50-125 35- 50
15-38 11-15
15-35
6-11
800-1200 300-500
1000-1500 300-600-1000 250-400
0.5-1
2-3 4000-5000 120-150
1-2
POM
3-5 4000-5000 120-150
2-4
5-8 2500-3500 100-120
3-6
8以上 2000-3000 80-100
材料
低碳钢(软钢)
中碳钢
高碳钢
工具钢
自由马赫
奥氏体
不锈钢
铁素体 马氏体
PH & HT 400
Series