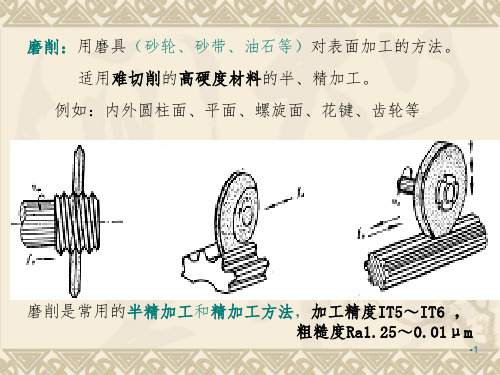
机械制造技术--磨削加工概述(ppt 29页)
《磨削理论》PPT课件

vw dwnw /1000(m / s)
4.2.2 磨削要素
(1)金属材料切除率 a. 每秒金属切除量:
Q 1000vw fr f(a mm3 / s)
dwnw fr f(a mm3 / s)
b. 单位砂轮宽 度
切除率:
ZQ
Q B
1000vw B
fr
fa【mm3 (/ s mm)】
dwnw fr fa【mm3 (/ s mm)】
bvw
(能通量表征的是工件受热影响区域的深度。)
三、磨削温度对工件表面的影响
1. 磨削烧伤:磨削时磨削热引起工件表面温度过高,使加工表 面组织(金相组织)发生变化,从而使加工表面的硬度和塑性 发生变化,在加工表层瞬间发生的氧化变色现象。即工件表层 产生氧化膜的回火颜色。
影响磨削烧伤的因素:
不同的变质层厚度,呈现不同的烧伤颜色。
附录 接触弧长、等效直径的公式的推导
一、接触弧长
二、砂轮等效直径
三、单个磨粒的切削厚度
4.3 磨削过程
4.3.1 砂轮表面形貌图及磨粒的形状特点
一、磨粒的形状特点
磨粒的顶尖角通常为90°~120°, 磨粒以较大的负前角进行切削;磨 粒的切削刃和前刀面极不规则,磨 粒形状、大小各异,一般都有钝圆 半径;切削刃排列不规则,呈随机 分布状态。
4.2 磨削运动和磨削要素
4.2.1 磨削运动
(1) 主运动:砂轮的旋转运动,主运动速度vc——砂轮外圆 的线速度。
vc d0 n0 /1000 (m / s)
(2)径向进给运动
砂轮相对于工件径向的运动。其大小用径向进给量fr表示,
f
是
r
指工
作台每双
(单)行程
磨削加工幻灯片
磨料的粒度要根据加工表面的粗糙度来选择:粒度细 粗糙度值小。 ( 2 )研磨速度
粗研时为了提高生产率,用较粗的粒度,如 W28 ~ W40 ;
精研时则用较细的粒度,如 W5 ~ W28 ;
镜面研磨时则用更细的粒度 W1 ~ W3.5 ,甚至用 W0.5 的。
(2)研磨速度
•11
金刚石砂轮
6.2 磨 削 原 理 6.2.1 磨料的形状特征
形状很不规则,但大多呈菱形八面体。顶锥角在80°~ 145°范围内, 但大多数顶锥角为 90°~ 120°。
6.2.2 磨屑形成过程
•12
磨削过程——磨具上的无数个磨粒的微切削刃对工件 表面的微切削过程。
图 6-2 磨粒的切削过程
无心外圆磨床
•38
•39
6.4 表面光整加工方法
光整加工是指超精研、研磨、珩磨和抛光加工。 作用:降低粗糙度,而形状精度和位置精度则主要由前面工序保证。
6.4.1 超精研 :超精研是降低零件表面粗糙度的一种有效方法。 1. 超精研的工作原理
磨条在一定压力和速度下作往复运动,对工件进行光整加工:
•
于工件硬质点的机械摩擦,高温氧化及扩散等作
•
用均会使磨粒切刃产生耗损钝化。
•18
(2) 破碎磨损——磨粒在磨削过程中,经受反复多次急热急冷,在磨粒表
面形成极大的热应力 最后磨粒沿某面出现局部破碎。
(3) 脱落磨损——磨削过程中,随磨削温度的上升,结合剂强度相应下降。
当磨削力增大超过结合剂强度时,整个磨粒从砂轮上脱落,即成脱落磨损。
6.1.5 组织—磨粒、结合剂和气孔之间体积的比例关系 磨粒占百分比越大,组织越致密,反之疏松。
磨削加工 ppt课件
120# 150# 180# 220# 240# 精磨, 精密磨, 超精磨,成型磨,刀具刃磨,珩
磨
W63 W50 W40 W28
精磨, 精密磨, 超精磨,珩磨,螺纹磨
微 W20 W14 W10 W7 W5 W3.5 超精密磨,镜面磨,精研,加工表面粗糙度可
粉 W2.5 W1.5 W1.0 W0.5
达Ra 0.05~0.012μm
ppt课件
5
1、外圆磨床
主要用于磨削内,外圆柱和圆锥表面,也能磨阶梯 轴的轴肩和端面,可获得IT6-IT7及精度Ra在1.25-0.08μm之间。
外圆磨床的主要类型有:普通外圆磨床、万能外 圆磨床,无心外圆磨床、宽砂轮外圆磨床和端面外圆 磨床等 。
主参数: 最大磨削直径的十分之一。
ppt课件
6
外圆磨床
磨削加工
教学目的:
通过本节课的学习,掌握磨削的特点, 了解磨床的主要类型及特点,能根据工件 形状、材料、精度等方面的要求,合理地 选择磨削方法及磨具。
重点和难点:
磨具的选用、常见磨削加工的类型和特点。
ppt课件
1
磨削加工特点
(1)加工余量少,加工精度高。一般磨削可获得 IT5~7级精度,表面粗糙度可达Ra0.2~1.6um。
(2)磨削加工范围广
各种表面:内外圆表面、圆锥面、平面、齿面、螺旋面 各种材料:普通塑性材料、铸件等脆材、淬硬钢、硬质
合金、宝石等高硬度难切削材料。
ppt课件
2
主要加工范围及方法
ppt课件
3
磨削加工特点
(3)磨削速度高、耗能多,切削效率低,磨削温度 高,工件表面易产生烧伤、残余应力等缺陷。
(4)砂轮有一定的自锐性。
机械制造技术--磨削加工概述
机械制造技术–磨削加工概述简介磨削加工是机械制造中常用的一种加工方法。
通过磨削将工件的表面剥离,实现工件的加工精度提高和表面质量改善。
磨削加工通常用于硬度较高、形状复杂、精度要求较高的工件加工,如汽车发动机曲轴、齿轮、精密模具等。
磨削加工的原理磨削加工的原理是利用磨削颗粒的高速旋转和工件的间隙之间的相互作用力,使工件表面颗粒被剥离。
磨削加工主要应用砂轮作为磨削工具,通过磨削工具和工件之间的相对运动,实现对工件表面的切削。
砂轮的分类砂轮是磨削加工中常用的磨削工具,根据不同的磨削任务和工件材料,砂轮可以分为不同的类型,包括磨削砂轮、抛光砂轮、磨床砂轮等。
砂轮的选择不仅取决于工件的材料和形状,还取决于磨削的精度要求和表面质量要求。
砂轮的组成和结构砂轮通常由磨削颗粒、结合剂和孔隙三个部分组成。
砂轮的磨削颗粒可以是石英、氧化铝等硬质颗粒,结合剂可以是陶瓷、橡胶、金属等材料,孔隙可以提高砂轮的散热性能和剥离颗粒的能力。
砂轮的结构可以分为两种类型:单层结构和多层结构。
单层结构的砂轮由一层磨削颗粒和结合剂构成,适用于较粗糙的磨削。
多层结构的砂轮由多层磨削颗粒和结合剂构成,适用于较精细的磨削。
磨削加工的过程磨削加工通常包括粗磨、半精磨和精磨三个阶段。
在粗磨阶段,砂轮的颗粒与工件表面进行大范围的剥离,以消除工件的毛刺和大尺寸误差。
在半精磨阶段,砂轮的颗粒与工件表面进行中等范围的剥离,以改善工件的表面质量和减小尺寸误差。
在精磨阶段,砂轮的颗粒与工件表面进行微小范围的剥离,以获得工件的高精度和高表面质量。
磨削加工的优点和局限性磨削加工具有以下优点:1.可以实现高精度和高表面质量的加工。
2.可以加工复杂形状和高硬度的工件。
3.可以控制加工过程中的温度和应变。
然而,磨削加工也有一些局限性:1.加工效率低,加工速度慢。
2.磨削过程中产生的热量和应力可能会导致工件表面的损伤和变形。
3.砂轮的磨损较快,需要经常更换。
磨削加工的应用磨削加工广泛应用于各个行业,特别是需要高精度和高表面质量的领域。
机械制造技术--磨削加工概述PPT(29张)

——机械制造技术——
刀具分类?
磨削加工
——机械制造技术——
磨削加工种类
A.圆周磨削—以砂轮圆周表面磨削工件
端面外圆斜切入磨削
内圆纵磨
平面磨削
磨削加工种类
B.端面磨削—以砂轮的一个端面磨削工件
端面导轨磨削
端面磨削-平面
磨削加工种类
C.成形磨削—以砂轮圆周成形面磨削工件
成形磨削-齿轮
•
9、别再去抱怨身边人善变,多懂一些道理,明白一些事理,毕竟每个人都是越活越现实。
•
10、山有封顶,还有彼岸,慢慢长途,终有回转,余味苦涩,终有回甘。
•
11、人生就像是一个马尔可夫链,你的未来取决于你当下正在做的事,而无关于过去做完的事。
•
12、女人,要么有美貌,要么有智慧,如果两者你都不占绝对优势,那你就选择善良。
• 磨料喷射加工视频 Nhomakorabea•
1、有时候,我们活得累,并非生活过于刻薄,而是我们太容易被外界的氛围所感染,被他人的情绪所左右。
•
2、身材不好就去锻炼,没钱就努力去赚。别把窘境迁怒于别人,唯一可以抱怨的,只是不够努力的自己。
•
3、大概是没有了当初那种毫无顾虑的勇气,才变成现在所谓成熟稳重的样子。
•
4、世界上只有想不通的人,没有走不通的路。将帅的坚强意志,就像城市主要街道汇集点上的方尖碑一样,在军事艺术中占有十分突出的地位。
磨削力
(a)外圆圆磨 (b)切入磨 (c)平面磨 (d)端面磨
磨削力
•主磨削力(切向磨削力)Fn •背向力Fc •进给力Ff
1.ap Fn ,Ft ;vf Fn ,Ft 。 2.tc Fn (更显著F) t ,深磨时砂轮钝。化剧烈 3.砂轮行程次数 Fa (更显著F) t ,
机械制造工艺——磨削

砂轮是由磨料和结合剂构成的多孔物体。
(1)砂轮的特性:
砂轮的特性包括磨料、粒度、硬度、结合剂、组织、形状、尺寸等。
磨料:刚玉、碳化硅、超硬磨料等。
粒度:粒度号越大,颗粒越小。粗磨或磨软 金属用粗磨料;精磨或磨硬金属用细磨料。 硬度:磨料在外力作用下脱落的难易程度。 磨硬金属用软砂轮,磨软材料用硬砂轮。 结合剂:有陶瓷、树脂、橡胶等。陶瓷结合剂用得最多。
(2)平面磨削工件的安装:
——设计套管零件的磨削加工工艺
① 电磁吸盘安装。适于两端有中心孔的轴类零件。
② 精密虎钳安装。磨削短零件的外圆。
视频播放
电磁吸盘安装
精密虎钳
(3)内圆磨削工件的安装:
采用三爪卡盘、四爪卡盘、 花盘及弯板等安装零件。
四爪卡盘
项目任务五
4、认识砂轮:
——设计套管零件的磨削加工工艺
无心磨削
无心磨削有贯穿磨削(轴向磨削)和径向磨削两种方法。 无心磨削效率高,适于成批大量生产。
劢画演示
项目任务五
三、任务实施:
——设计套管零件的磨削加工工艺
柳州市交通学校
《机械加工工艺基础》课件
谢谢欣赏!
——Thank you
项目任务五
(1)外圆磨床:
——设计套管零件的磨削加工工艺
外圆磨床分普通外圆磨床和万能外圆磨床。 普通外圆磨床可以加工外圆柱面、外圆锥面。 万能外圆磨床由于砂轮架、头架、工作台都装有转盘,可以磨削 内外圆柱、内外圆锥及端面。
头架 工作台 床身 手轮 内磨头
砂轮架
尾架
手轮
M131W万能外圆磨床
劢画演示
——设计套管零件的磨削加工工艺
平面磨削常用方法有周磨法和端磨法两种。 周磨法在卧式磨床上加工。端磨法在立式磨床上加工。
机械制造工艺之磨削概述

通过调整砂轮转速、切削深度和进给速度等参数,优化磨削力的 大小和方向,提高加工质量和效率。
砂轮磨损与再生
1 2 3
砂轮磨损
在磨削过程中,砂轮与工件之间的摩擦会导致砂 轮磨损,影响磨削效果和加工精度。
再生技术
为了减少砂轮磨损,采用金刚石或立方氮化硼等 超硬材料对砂轮进行修整和再生,恢复砂轮的磨 削性能。
热影响
冷却技术
为了控制磨削热,采用切削液、喷雾 冷却和油雾冷却等技术,降低工件表 面温度,减少热影响。
磨削热会导致工件表面烧伤、裂纹和 变形等问题,影响工件质量和精度。
磨削力影响及优化
磨削力产生
在磨削过程中,砂轮与工件之间的相互作用力产生磨削力。
磨削力影响
磨削力的大小和方向对工件表面质量、加工精度和砂轮磨损有重 要影响。
磨削的应用领域
01
02
03
机械制造
磨削广泛应用于机械制造 领域,如汽车、航空、能 源、轨道交通等。
精密加工
由于磨削加工精度高,因 此也广泛应用于精密加工 领域,如光学、钟表、医 疗器械等。
难加工材料
对于硬脆、高强度、高精 度要求的难加工材料,磨 削是一种有效的加工方法 。
02
磨削工艺流程
磨料与磨具选择
再生方法
包括在线修整、离线修整和超声波振动修整等方 法,根据不同的加工需求选择合适的再生方法。
06
案例分析
航空发动机叶片磨削工艺
总结词
高精度、高效率
详细描述
航空发动机叶片磨削工艺是机械制造中的重 要环节,要求高精度和高效率。采用先进的 磨削设备和工艺技术,确保叶片的几何形状 、尺寸和表面质量达到设计要求,同时提高 生产效率,降低制造成本。
机械制造工程学PPT课件3.9磨削

1. 砂轮 是用结合剂把磨粒粘结起来,经压坯、干燥、焙烧及车整而成。
磨粒---主要起切削作用 气孔---主要起容屑和冷却作用 结合剂---主要起粘接作用
2. 砂轮的特性
砂轮的特性主要由磨料、粒度、结合剂、硬度和组 织等五因素所决定。
1)砂轮的磨料
取决于工件材料的硬度
氧化物
棕刚玉 白刚玉 络刚玉
vc do no m / s 1000
2. 工件的切向进给运动
VW m / s 或m/min
3. 工件轴向进给运动
fa mm/ r 或 mm/st
4. 径向进给量
fr mm
三、磨削过程
1.砂轮工作表面的形貌特征
1)磨粒在砂轮工作表面上是 随机分布的; 2)每一颗磨粒的形状和大小 都是不规则的。
❖ 2.影响磨削温度的因素 ❖ (1)砂轮速度
提高砂轮速度,单位时间通过工件表面的磨粒数增多, 单颗磨粒切削厚度减小,挤压和摩擦作用加剧,单位时 间内产生的热量增加,使磨削温度升高。 ❖ (2)工件速度
增大工件速度,单位时间内进入磨削区的工件材料增 加,单颗磨粒的切削厚度加大,磨削力及能耗增加,磨 削温度上升;
1.砂轮工作表面的形貌特征
2. 磨屑的形成过程 1)单颗磨粒的切削过程 滑擦—耕犁—切削
2)磨削速度与隆起量的关系
3与切削力相比,磨削力有如下主要特征;
❖ 1)单位磨削力值大,原因是磨粒大多以较大的负 前角进行切削。单位磨削力在70KN/mm2以上, 而其他切削加工的值均在7KN/mm2以下。
❖ 6)砂轮形状
3. 砂轮的型号、代号、标记和尺寸
形状—尺寸—磨料—粒度号—硬度—组织号—结合 剂—最高线速度
形状
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
——机械制造技术——
刀具分类?
磨削加工
——机械制造技术——
磨削加工种类
A.圆周磨削—以砂轮圆周表面磨削工件
端面外圆斜切入磨削
内圆纵磨
平面磨削
磨削加工种类
B.端面磨削—以砂轮的一个端面磨削工件
端面导轨磨削
端面磨削-平面
磨削加工种类
C.成形磨削—以砂轮圆周成形面磨削工件
成形磨削-齿轮
磨削加工
• 磨削加工是采用固定磨粒工具进行的加工。 • 磨粒的顶尖角通常为90°~120°,磨粒以
较大的负前角进行切削;磨粒形状、大小 各异,一般都有钝圆半径;切削刃排列不 规则,呈随机分布状态。
视频
磨削加工
• 磨粒多数是在粒端负前角下切削工作; (1)负前角对切削过程的影响:前刀面之前
的金属流分为两路:一路进入刀具下面, 一路沿前刀面上升而成为切屑,两路之间 有一分流点; (2)负前角对切削力的影响:法向力大于切 向力;切削速度升高,切削力降低;
磨床
• 磨床种类很多,其主要类型有:外圆磨床、 内圆磨床、平面磨床、工具磨床、刀具和 刃具磨床及各种专门化磨床。如曲轴磨床、 凸轮磨床、齿轮磨床、螺纹磨床等。此外 还有珩磨机、研磨机和超精加工机床等。
头架
工作台
内圆磨具
砂轮架 横向进给机构 尾座
床 身
横向进给手柄
脚踏操作F80是指磨粒能通过每 英寸80个孔眼的筛网。F230-1200是微粉 粒度范围。
注意: 粗磨使用颗粒较粗的磨粒,精磨使用颗粒较细的磨粒。 当工件材料软、塑性大或磨削接触面积大时,为避免砂 轮堵塞或发热过多而引起工件表面烧伤,也常采用较粗 的磨粒。
砂轮五要素
3.硬度 • 砂轮硬度反映磨粒与结合剂的粘结强度。
纵磨法
横磨法
深磨法
磨磨削削外外圆圆柱柱面面
扳扳转转工工作作台台磨磨削削长长圆圆锥锥面面
扳转砂轮架磨削短圆锥面
扳转头架磨削内圆锥面
M1432A型万能外圆磨床典型加工示意图
磨削加工的发展
磨削加工的发展
• 磨料喷射加工
视频
我们很容易遭遇逆境,也很容易被一次次的失败打垮。但是人生不容许我们停留在失败的瞬间,如果不前进,不会自我激励的话,就注定只能被这个世界抛弃。自我激 组成部分,主要表现在对于在压力或者困境中,个体自我安慰、自我积极暗示、自我调节的能力,在个体克服困难、顶住压力、勇对挑战等情况下,都发挥着关键性的 有弹性,经常表现出反败为胜、后来居上、东山再起的倾向,而缺乏这种能力的人,在逆境中的表现就大打折扣,表现为过分依赖外界的鼓励和支持。一个小男孩在自 对自己大喊:“我是世界上最棒的棒球手!”然后扔出棒球,挥动……但是没有击中。接着,他又对自己喊:“我是世界上最棒的棒球手!”扔出棒球,挥动依旧没有 和球,然后用更大的力气对自己喊:“我是世界上最棒的棒球手!”可是接下来的结果,并未如愿。男孩子似乎有些气馁,可是转念一想:我抛球这么刁,一定是个很 喊:“我是世界上最棒的挥球手!”其实,大多数情况下,很多人做不到这看似荒谬的自我鼓励,可是,这故事却深深反映了这个男孩子自我鼓励下的执著,而这执著
迹往往是执著者造成的。许多人惊奇地发现,他们之所以达不到自己孜孜以求的目标,是因为他们的主要目标太小、而且太模糊不清,使自己失去动力。如果你的主要 实现就会遥遥无期。因此,真正能激励你奋发向上的是确立一个既宏伟又具体的远大目标。实现目标的道路绝不是坦途。它总是呈现出一条波浪线,有起也有落,但你 你的时间表,框出你放松、调整、恢复元气的时间。即使你现在感觉不错,也要做好调整计划。这才是明智之举。在自己的事业波峰时,要给自己安排休整点。安排出 是离开自己挚爱的工作也要如此。只有这样,在你重新投入工作时才能更富激情。困难对于脑力运动者来说,不过是一场场艰辛的比赛。真正的运动者总是盼望比赛。 很难在生活中找到动力,如果学会了把握困难带来的机遇,你自然会动力陡生。所以,困难不可怕,可怕的是回避困难。大多数人通过别人对自己的印象和看法来看自 尤其正面反馈。但是,仅凭别人的一面之辞,把自己的个人形象建立在别人身上,就会面临严重束缚自己的。因此,只把这些溢美之词当作自己生活中的点缀。人生的 上找寻自己,应该经常自省。有时候我们不做一件事,是因为我们没有把握做好。我们感到自己“状态不佳”或精力不足时,往往会把必须做的事放在一边,或静等灵 些事你知道需要做却又提不起劲,尽管去做,不要怕犯错。给自己一点自嘲式幽默。抱一种打趣的心情来对待自己做不好的事情,一旦做起来了尽管乐在其中。所以, 要尽量放松。在脑电波开始平和你的中枢神经系统时,你可感受到自己的内在动力在不断增加。你很快会知道自己有何收获。自己能做的事,放松可以产生迎接挑战的 社会,面对工作,一切的未来都需要自己去把握。人一定要靠自己。命运如何眷顾,都不会去怜惜一个不努力的人,更不会去同情一个懒惰的人,一切都需要自己去努 一时的享受也只不过是过眼云烟,成功需要自己去努力。当今社会的快速发展,各行各业的疲软,再加上每年几百万毕业生涌向社会,社会生存压力太大,以至于所有 高自己。看着身边一个个同龄人那么优秀,看着朋友圈的老同学个个事业有成、买房买车,我们心急如梵,害怕被这个社会抛弃。所以努力、焦躁、急迫这些名词缠绕 变自己,太想早一日成为自己梦想中的那个自己。收藏各种技能学习资料,塞满了电脑各大硬盘;报名流行的各种付费社群,忙的人仰马翻;于是科比看四点钟的洛杉 早起打卡行动。其实……其实我们不觉得太心急了吗?这是有一次自己疲于奔命,病倒了,在医院打点滴时想到的。我时常恐慌,害怕自己浪费时间,就连在医院打点 浪费。想快点结束,所以乘着护士不在,自己偷偷的拨快了点滴速度。刚开始自己还能勉强受得了,过了差不多十分钟,真心忍不住了,只好叫护士帮我调到合适的速 就在想,平时做事和打点滴何尝不是一样,都是有一个度,你太急躁了、太想赶超,身体是受不了的。身体是革命的本钱,我们还年轻,还有大把的时间够我们改变, 1000前面的那个若是1都不存在了,后面再多的0又有什么用?我是一个急性子,做事风风火火的,所以对于想改变自己,是比任何人都要心急。这次病倒了,个人感觉 通乱忙乎才导��
成形磨削-花键
砂轮
• 砂轮是用各种类型的结合剂把磨料粘合起 来,经压坯、干燥、焙烧及修整而成的, 具有很多气孔,用磨粒进行切削的磨削工 具。
砂轮五要素
1.磨料 • 普通砂轮磨料主要有刚玉、碳化硅和超硬
磨料三类,其纯度和添加的元素不同。
砂轮五要素
2.粒度 • 粒度是指砂轮中磨粒尺寸的大小,用每英
磨削力
(a)外圆圆磨 (b)切入磨 (c)平面磨 (d)端面磨
磨削力
•主磨削力(切向磨削力)Fn •背向力Fc •进给力Ff
1.ap Fn ,Ft ;vf Fn ,Ft 。 2.tc Fn (更显著F) t ,深磨时砂轮钝。化剧烈 3.砂轮行程次数 Fa (更显著F) t ,
磨削温度
• 切削刃上的瞬时温度可达1400℃左右; • 单颗粒磨粒的切削温度常常达到金属的熔
砂轮硬,磨粒不易脱落;砂轮软,磨粒易 于脱落。
砂轮五要素
4.结合剂 • 结合剂作用是将磨粒粘合在一起,使砂轮
具有一定的强度、气孔、硬度和抗腐蚀、 抗潮湿等性能。
砂轮五要素
5.组织 • 组织反映了磨粒、结合剂、气孔三者之间
的比例关系。磨粒在砂轮总体积中所占比 例越大,则砂轮组织越紧密,气孔越小; 反之,磨粒的比例越小,则组织越松,气 孔越大。
磨削加工
• 磨削主要用于零件的精加工和超精加工, 磨削后加工精度可达IT6~IT4,表面粗糙度 值Ra可达0.02~1.25μm ,常用于一般刀具 难以切削的高硬度材料加工。
注意: 粗磨相当于精车,有些加工过程中常用粗磨替代精车。
磨削加工
• 主运动 • 进给运动
磨削过程
1.滑擦阶段 工件表层产生弹性变形 和热应力。 2.刻划阶段 产生塑性变形沟痕隆起 现象和热应力。 3.切削阶段 切削厚度、切应力和温 度达一定值,材料明显 滑移形成切屑。
点;
• 对于一定的金属材料,其磨屑形成的温度 为一常数。
注意: 磨削时应注意避免磨削热引起工件表面温度过高引 起的磨削烧伤,即加工表面组织(金相组织)发生 变化,从而导致使加工表面的硬度和塑性发生变化 (加工表层瞬间发生的氧化变色,即工件表层产生 氧化膜的回火颜色)。
磨床
• 磨床是用磨料磨具(砂轮,砂带,油石和研磨 料)为工具进行切削加工的机床。广泛用 于零件的精加工,尤其是淬硬钢件,高硬 度特殊材料及非金属材料(如陶瓷)的精加工。