卷烟工艺第十章卷接包装工艺3
卷烟工艺规范
二、控制指标向控制参数转变;
三、人工控制经验决策向自动控制科学决策。
提出了在制品质量检测岗位的质量检测职能逐步转 变为在线仪器仪表检测校验的职能,建立了批内质量 的概念,明确了卷烟工艺对改进卷烟产品内在质量的 贡献。 我厂个生产工序要结合我厂的工艺设备特点,贯彻 执行《卷烟工艺规范》,不断完善和提高我厂工艺技 术水平,提高在制品和最终产品的控制精度,实现我 厂的产品质量目标和效益目标。
卷烟工艺规范的主要技术内容
包括工序工艺、原辅材料质量检验项目、卷烟工 艺流程、车间环境及温湿度管理、技术管理及工 艺纪律等等。
工序工艺:包括工艺任务、技术条件、设备性 能及技术要点等技术内容。 卷烟工艺规范的实施及考核,是强化工艺管理的 一个手段,其目的是通过工艺规范的实施,把企 业工艺管理工作提高到一个新的水平。
22、配丝贮丝
使烟丝各组分进一步掺配均匀,贮存一段时间, 使烟丝含水率平衡、施加的添加剂均匀渗透,改善烟丝 的物理特性和感官质量,并起到前后工段的平衡缓冲作 用的工艺过程。
三、工艺质量检测
1、物料含水率 指物料中水分质量占物料总质量的比率,以百分数表 示。
2、物料温度
表示物体的冷热程度。 3、烟片结构
一、术 语
1、原料 指烟片、烟梗和再造烟叶(造纸法)。
2、卷烟工艺
将烟片、烟梗等原辅材料制造成卷烟产品的方法和技术。 3、工序
指卷烟加工过程的一个组成部分。如加料、烘丝、加香等。
4、工段 由若干个工序组成的一个组成部分。如制叶丝、制梗丝等。
5、工艺规范 生产某种产品时应遵守的加工方法的技术法规或标 准。
卷烟生产流程
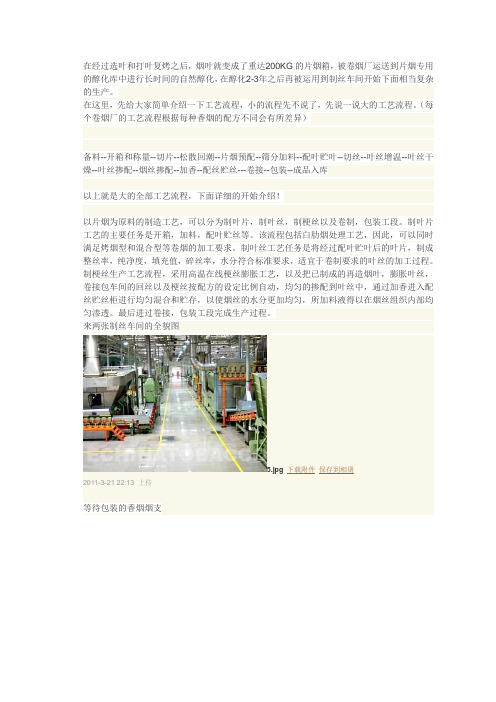
在经过选叶和打叶复烤之后,烟叶就变成了重达200KG的片烟箱,被卷烟厂运送到片烟专用的醇化库中进行长时间的自然醇化,在醇化2-3年之后再被运用到制丝车间开始下面相当复杂的生产。
在这里,先给大家简单介绍一下工艺流程,小的流程先不说了,先说一说大的工艺流程。
(每个卷烟厂的工艺流程根据每种香烟的配方不同会有所差异)备料--开箱和称量--切片--松散回潮--片烟预配--筛分加料--配叶贮叶--切丝--叶丝增温--叶丝干燥--叶丝掺配--烟丝掺配--加香--配丝贮丝---卷接--包装--成品入库以上就是大的全部工艺流程,下面详细的开始介绍!以片烟为原料的制造工艺,可以分为制叶片,制叶丝,制梗丝以及卷制,包装工段。
制叶片工艺的主要任务是开箱,加料,配叶贮丝等。
该流程包括白肋烟处理工艺,因此,可以同时满足烤烟型和混合型等卷烟的加工要求。
制叶丝工艺任务是将经过配叶贮叶后的叶片,制成整丝率,纯净度,填充值,碎丝率,水分符合标准要求,适宜于卷制要求的叶丝的加工过程。
制梗丝生产工艺流程,采用高温在线梗丝膨胀工艺,以及把已制成的再造烟叶,膨胀叶丝,卷接包车间的回丝以及梗丝按配方的设定比例自动,均匀的掺配到叶丝中,通过加香进入配丝贮丝柜进行均匀混合和贮存,以使烟丝的水分更加均匀,所加料液得以在烟丝组织内部均匀渗透。
最后进过卷接,包装工段完成生产过程。
来两张制丝车间的全貌图5.jpg下载附件保存到相册2011-3-21 22:13 上传等待包装的香烟烟支8.jpg(57.46 KB, 下载次数: 19)下载附件保存到相册2011-3-21 22:28 上传已经包装好的香烟9.jpg(43.41 KB, 下载次数: 9)下载附件保存到相册2011-3-21 22:29 上传下图就是第一道工序备料切片3.jpg(66.11 KB, 下载次数: 15)下载附件保存到相册2011-3-22 22:53 上传图上的机器臂是全自动的,能自动把打叶复烤的片烟箱自动去掉纸箱和塑料膜,然后自动称重,然后运送到闸刀下,采取三横两竖的方式切成小块。
烟支卷接包工序

烟丝质量要求
项目 填充值(cm³ /g) 纯净度/% 整丝率/% 碎丝率/% 温度/℃ 含水率/% 高中档卷烟 >4.2 >99.0 >80.0 >3.0 22—28 11.5—12.5 中低档卷烟 >4.5 >98.0 >75.0 >4.0 22—28 12.0—13.0
4)油墨颜色相符合产品设计要求,调和均匀, 无结块、无杂质,浓度适中。 5)压缩空气压力与流量,真空度与排气量应 满足设备要求。 6)卷接工段环境空气温度夏季为27℃±2℃
虑嘴卷烟 ±0.5 ±0.3 ±0.10 500—1000 ±245 75.0±15.0 14.0±6.0 <6.5
无虑嘴卷烟
<7.5
含水率/% 含水率允差/% ±0.5
11.5—13.0 ±1.0
2)烟支切口平齐,端头不得空松。滤嘴卷烟头深陷深度应 小于1.0mm,或空陷截面小于1/3; 3)烟支搭口应牢固,不得暴口。烟支表面应洁净不得有皱 纹,不得出现黄斑、污点或夹末,长度小于2.0mm的点不 应超过两个;烟支表面不得有皱纹,不得出现大于 10.0mm的竖纹,叶不应有绕烟支一周或两处1/3周的皱纹; 滤嘴包装纸不应有大于烟支圆周1/3长或是两条小于1/3长 的皱纹。 4)卷烟搭口应整齐,不应翘边或漏气;滤嘴装接牢固;接 装纸长度允差±0.5mm,粘结不齐的应小于0.5mm。卷烟 钢印标志清晰完整,位置适当。 5)卷烟烟支完整无破损,滤嘴不应变形,表面不应有刺破 的孔洞。
烟支卷接包)工艺任务
1)按照产品设计,将合格的烟丝及符合要求的卷接材 料,制成规格与质量符合产品标准的烟支。 2)充分发挥卷接设备的效率,尽量降低单箱卷烟的原 材料消耗,减少残次烟支量。
(二)质量标准
1)卷接的烟支应符合下表(见下一页)
卷烟包装工艺

卷烟包装工艺
卷烟包装工艺是指对卷烟进行包装和装箱的过程。
一般来说,卷烟包装工艺包括以下几个步骤:
1. 包装材料准备:选择适当的包装材料,如卷烟包装纸、滤嘴棒、箔纸等。
2. 条烟生产:将卷烟烟叶进行剪裁、卷绕、滤嘴装配等工序,形成成品卷烟。
3. 包装机械操作:使用自动化包装机械对卷烟进行包装。
通常先将滤嘴棒插入卷烟中,然后将卷烟放置在包装纸上,并将包装纸卷绕在卷烟周围。
4. 包装检验:对包装完成的卷烟进行质量检验,确保包装质量符合标准要求。
5. 包装封口:将包装纸的两端用热封或胶水封口,确保卷烟包装紧密。
6. 包装装箱:将包装好的卷烟放入标准的纸箱中,并按照规定数量进行装箱。
7. 包装清洁:对包装区域进行清洁,保持卷烟包装环境的卫生。
总之,卷烟包装工艺对于卷烟的保护、运输和销售起到了至关重要的作用,并且能够提高卷烟的美观度和适用性。
第十章 卷接包装工艺.
送
送
增
送
送
增
方
前
后
减
前
后
减
前
后
减
一 类
43.2 39.8 -3.4
8.3
9.4
+1.1 3.98 3.95 -0.03
二 类 46.3 43.7 -2.6 4.57 5.06 +0.49 4.57 4.55 -0.02
二 类
39.8 34.2 -5.6 3.17 4.77 +1.60 4.66 4.48 -0.18
%
水分含量(质量百分
数)
%
< 5.00
设计标准值 ±0.5
指标要求 无嘴卷烟
设计标准值±0.5 设计标准值±0.3 设计标准值±0.100 设计标准值±245 设计标准值:500-1300
75.0±15.0 14.0±6.0
< 5.50 设计标准值±1.00 设计标准值;11.50-13.00
判断卷烟空头的条件
(4)卷烟应完整无破损。滤嘴不应挤 压变形或破损,滤嘴缩头不应大于 0.5mm;烟支端部触头不应大于圆周长 的1/3和触头深度不应大于2.0mm;卷 烟两端纸张破裂长度不应大于1.5mm; 表面不应有刺破或孔洞。
卷烟钢印标志应清晰完整,位置适当, 不应模糊、重叠、残缺不全;钢印不 应倒置,距烟支嘴端的位置应基本一 致,偏差不应大于±2.0mm。
第四节 卷烟规格
一、卷烟长度
卷烟长度(滤嘴长 + 烟支长) (mm)×圆周长(mm)
二、圆周
三、烟支规格设计 (一)卷烟规格与吸食品质
1、卷烟吸阻
卷烟吸阻增大时,烟气浓度趋向于降低; 反之,卷烟吸阻减小时,烟气浓度趋向于升 高。
卷烟工艺规范

卷烟工艺规范国家烟草专卖局颁发中央文献出版社2003.4目录第一篇总则和技术经济指标1.1 总则1.2技术经济指标第二篇工艺流程2.1 工艺流程的内容2.2 工艺流程的合理性2.3 工艺流程例图(见附件)2.4 工艺流程中的时间2.5 工艺加工能力的核定2.6 工厂生产能力的核定2.7 图例说明第三篇烟片处理3.1 备料3.2 开箱和计量3.3 切片3.4 松散回潮3.5 烟片预配3.6 筛分和加料3.7 配叶贮叶第四篇白肋烟处理4.1 烟片增温4.2 加里料4.3 白肋烟烘焙4.4 加表料4.5 贮叶第五篇制梗丝5.1备料5.2 筛分与回潮5.3 贮梗5.4 烟梗增温5.5 压梗5.6 切梗丝5.7 梗丝加料回潮5.8 梗丝膨胀与干燥5.9 梗丝风选5.10 梗丝加香5.11 贮梗丝第六篇制叶丝6.1 烟片增温6.2 切叶丝6.3 叶丝增温增湿6.4 叶丝干燥第七篇掺配加香7.1 比例掺配7.2 加香7.3 配丝贮丝第八篇膨胀叶丝(CO2)法8.1 叶丝浸渍8.2 松散、贮存、喂料8.3 叶丝膨胀8.4 冷却回潮8.5 叶丝风选8.6 膨胀叶丝贮存第九篇烟支卷接包装9.1 烟丝配送9.2 烟支卷接9.3 烟支包装9.4装箱第十篇滤棒成形10.1 工艺任务10.2 来料标准10.3 质量要求10.4 设备性能10.5 技术要点第十一篇通用技术与环境条件11.1 定量喂料及计量11.2 工序连接与输送11.3 在线检测11.4 除杂系统11.5 计算机控制系统11.6 生产环境第十二篇过程检测12.1 检测任务12.2 检测原则及要求12.3 检测项目及取样方法12.4 检测方法第十三篇关键设备工艺性能点检13.1 点检目的13.2 点检原则13.3 点检项目(见附表)13.4 部分项目检测方法附录A 工序加工质量评价(参考件)14.1 质量评价目的14.2 质量评价内容14.3 质量评价方法14.4 综合质量评价附录B 术语(参考件)15.1 工艺管理15.2 工序工艺15.3 工艺质量检测附录C 饮用标准和规范附录D 设备举例(参考件)附录E 《卷烟工艺规范》修订说明(参考件)附录F 工艺流程图附录G 烟片分组加工部分工艺流程图(参考件)第一篇总则和技术经济指标1.1 总则《卷烟工艺规范》是科研成果及生产实践经验的集成,具有科学性、合理性、先进性、可行性,对卷烟生产具有普遍的指导意义;企业可根据自身情况,采取灵活的加工技术和灵活的加工方法及先进的管理方法,满足其生产需要,提高加工的稳定性,达到用较少投入生产稳定的高质量产品之目的。
卷烟卷接工高级(三)

什邡卷烟厂2016年特有工种技能鉴定理论复习题卷烟卷接工高级(三)注意事项1、考试时间:90分钟。
2、请首先按要求在试卷的标封处填写您的姓名、准考证号和所在单位的名称。
3、请仔细阅读各种题目的回答要求,在规定的位置填写您的答案。
4、不要在试卷上乱写乱画,不要在标封区填写无关的内容。
一、填空题(第1题~第10题,每题2分,满分20分。
)1. YJ17卷烟机盘纸制动装置调整弹簧作用于摆杆的读数值分别为______N和9N。
2. YJ17卷烟机自动进刀使用的压缩空气压力为______________________________ 。
3. 机械图样中标题栏中的文字方向与看图方向。
4. 卷烟感官质量包括光泽、______、协调、杂气、刺激性、余味以及明显异味和霉变。
5. 润滑管理的内容包括:运用摩擦学原理正确实施____________与润滑技术管理。
6. YJ17卷烟机大压板调整时,应保证大压板轴向和______ 对准量棒后,再紧固螺钉。
7.吸丝成形后的烟丝束和由布带带动进入烟枪通道卷制成烟条,这一形成烟丝束的过程从根本上解决了烟丝发生错位的致命弱点。
8. 电磁辐射的防护措施基本上分屏蔽防护和____________两种。
9. YJ17卷烟机低压风机主要提供正压吹风,其压力值范围为:_____________________ 。
10. 滤棒成形工艺是指将______等过滤材料卷制成一定规格的滤棒的工艺过程。
二、单项选择(第11题~第30题。
选择一个正确的答案,将相应的字母填入题内的括号中。
每题2分,满分40分。
)11. YJ19卷烟机供丝部分,粗、细钩子滚筒之间的间隙(),使供丝不均匀。
A、过大B、过小C、正常D、过大和过小12. 气动三大件不包括()。
A、空气过滤器B、减压阀C、油雾器D、油水分离器13. 钢印与打印辊之间的()大小,直接影响卷烟纸图案的印刷质量。
A、位置B、压力C、间隙D、高低14. YJ19卷烟机牌子箱调整时,()的压合顺序是:第二压纸辊、第二打印辊、第一打印辊、第一压纸辊。
卷烟制造工艺学课件 卷烟工艺-第十章___卷接包装工艺1

(2)配备光学烟条在线检测系统,剔 除污垢、油渍、孔洞烟支; (3)采用微机控制。 2、高效,提高作业效率
新型卷接机组通常采用模块式结构 设计,能够方便、快捷地进行维修和 保养,缩短了停机的时间。
3、高质量,质量控制系统 4、高度灵活:
方便调节,改变产品规格 5、易操作性; 6、低噪音。
“纸类包装看烟包”
1850年,古巴哈瓦那最早使用蒸汽机建立起生 产雪茄烟的工厂。
1853年,路易斯·苏西尼在古巴开办了机制卷 烟工厂。他设计的用蒸汽推动的卷烟机每小时 可生产雪茄烟3600支。12年以后,他又用此原 理设计出了第一台卷烟机,并在巴黎世界博览 会上展出。这台机器的制作方法是,先将烟纸 制成空管,然后充填烟丝,再进行卷制,每分 钟可生产60支卷烟。由于这种方法像灌肠,因 此也称“香肠式卷烟机”。
卷接包装工艺
重
点
卷接工艺的工艺损耗指标 卷接工艺流程及卷接工艺的工艺任务 卷制工艺的组成系统及其作用 卷烟包装的工艺任务与作用 卷烟包装的种类
1717年,在古巴,建立起了第一个雪茄烟制造 的作坊工场。
1756年,墨西哥人也开始了中、大规模工场作 坊式制烟。
1788年,德国的汉堡首次出现了雪茄烟的加工 作坊。
1874年,一些烟商开始试用美国工程师詹姆 斯·阿尔伯特·本萨克(James Albert Bonsack) 发明的“邦萨克”式卷烟机,并试用生产。
专利附图
当时制造出的卷烟机实物
1878年,“Durand卷烟机”在巴黎世界 博览会上展出,它以每分钟生产25支卷 烟的速度博得众烟草商的青睐。同年, 法国工程师安托莱·艾杜瓦·德库夫莱发明 了他的第一台卷烟机——“Decoufle”型。
二、卷接生产中的工艺损耗
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
第二阶段:包装作业初步自动化:
1950’s,包装机开始广泛采用以继 电器、逻辑控制和电子管为主的自动 控制系统,实现包装作业初步自动化, 横包机取代直包机,出现硬盒(翻盖) 包装机。
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
5、商品条码应符合GB12904的要求,能够准 确识读(属于A类质量缺陷)。
6、各类标识应当清晰、牢固、易于识别(属 于B类质量缺陷)。
PPT文档演模板
第三阶段:多机联动自动包装线:
1960’s,随着机电与控制技术飞速 发展,包装机组开始出现。运用机、 光、电、液、气等综合技术,及半导 体控制。
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
第四阶段:计算机控制自动包装线:
1970’s开始,特别在1980’s后,计 算机技术飞速发展,现代包装机已具 有全面质量监控、故障显示与诊断、 数据采集与管理等多种功能。
(二)作用 1、产品质量的体现与保证; 2、便于消费者识别; 3、使卷烟产品受到法律保护;
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
4、保护消费者利益; 5、广告与宣传作用; 6、引导生产企业注意产品包装质 量与国际接轨。
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
第一阶段:包装作业机械化; 第二阶段:包装机械初步自动化; 第三阶段:多机联动自动包装线; 第四阶段:计算机控制自动包装线。
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
第一阶段:包装作业机械化: 1、一战前,英国Walter及Molins兄弟 制造出商标纸制烟壳的机器; 2、1930’s末,出现软盒直包包装机; 3、1930’s-1940’s,出现平行直包软盒 包装机,商标纸和内衬纸同时在机器 上完成; 4、二战后,出现横包包装机;
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
3、获得国家认可的质量标志的产品,可以在有 效期内标注质量标志(属于B类质量缺陷)。
4、在卷烟包装体上及内附说明中不得使用“保 健”、“疗效”、“安全”、“环保”等卷烟 成分的功效说明,以及“淡味”、“柔和”等 卷烟品质说明(属于B类质量缺陷)。
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
影响卷烟的贮存寿命的因素: 1、高温; 2、环境湿度(高湿、低湿); 3、包装质量。
确定卷烟贮存寿命的意义: 确定卷烟生产与销售之间的平衡。
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
•三、包装设备的发展 (一)概述:
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
(五)包装设备的效率 1、小盒包装机单机运转的有效作业率应 高于90%。 2、包装机机组运转的有效作业率应高于 85%。
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
•二、卷烟的贮存寿命
指经包装后的卷烟,由于存放而 使品质明显降低时所经历的时间。 通常为4~7个月之间。
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
2、卷烟包装体上应注明省(市)名称和企业名 称或直接注明企业名称,生产企业的名称应是 依法登记注册的,能承担产品质量责任的生产 企业的名称。按照合同或者协议的约定相互协 作,但又各自独立经营的企业,在其合作生产 的卷烟产品包装上,应当注明具有该卷烟产品 商标所有权企业,亦可同时标注产品生产企业 的名称(属于A类质量缺陷)。
•我国没有引进
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
•四、卷烟包装的技术要求与检测
GB5606—2005 。
(一)通用技术要求:
1、卷烟商标应符合《中华人民共和国商标 法》的规定,包装标识所使用的中文文字应 符合规范汉字的要求,各类标识应当清晰牢 固,易于识别,在使用汉字的同时可使用汉 语拼音或者外文(属于A类质量缺陷)。
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
3、英国:
•MOLINS: •HLP-4:300包/分(硬); •HLP-5:400-425包/分(硬)。
PPT文档演模板
Байду номын сангаас
2020/11/14
卷烟工艺第十章卷接包装工艺3
4、日本:
•BF1:350包/分(软); •S-2:300包/分(硬); •NPM 800: 400包/分。
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
(二)主要机型介绍: 1、意大利:
机型
包装 速度
GDX1 GDX2
400软 400硬 包/分 包/分
GDX 500
500软 包/分
GDX 2000
600 包/分
SABIB
600
300 包/分
ALFA
470 包/分
PPT文档演模板
2020/11/14
卷烟工艺-第十章卷接包 装工艺3
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
第八节 卷烟包装工艺
•一、工艺任务与作用 (一)工艺任务
将烟支与符合产品设计标准要求 的材料,制成量与规格符合产品设 计标准要求的盒装与条装。
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
(三)包装工艺损耗率指标(新)
商标纸 内衬纸 小盒透 条盒纸 条盒透 条盒
明纸
明纸
≤1% ≤2% ≤1.5% ≤0.5% ≤1% 无粘连
PPT文档演模板
2020/11/14
卷烟工艺第十章卷接包装工艺3
(四)装箱 1、工艺任务 将包装成条的合格产品和符合产品设 计标准要求的材料,制成质量与规格符 合产品设计标准的箱装。 2、纸箱工艺损耗率≤0.1%
卷烟工艺第十章卷接包装工艺3
2、德国:
机型
包装 速度
SCHME RMUND
B1
400软 包/分
SCHME RMUND
DT-500
500 包/分
FOCKE
350s
400硬 包/分
FOCKE
200
600硬 包/分
HAUNI COMPA
S 360
360 包/分
HAUNI COMPA
S 500
500 包/分