模具异常记录统计表
KPI计算方法

绩效指标
计算方式 准时到货(上线前2天到)批次/当月实际生产总批次*100%(批次:一张订 单的一个货号为一批次,货号跨月的下月不重复统计) 准时到货(上线前2天到)批次/当月实际生产总批次*100%(批次:一张订 单的一个货号为一批次,货号跨月的下月不重复统计) 准时到货(上线前2天到)批次/当月实际生产总批次*100%(分子依单号 计,不管货号和布花,分母依货号计,不管布花) 来料合格批次/当月检验总批次*100%(批次:一份进检报告为一批次)(分 供应商统计汇总)(扣除后道发现的异常批次) 1-异常未及时处理批次/异常总批次*100%(品质异常通知日期后3天内有处 理结论为及时)(分供应商统计汇总) 影响生产批次/当月生产总批次*100%(一张订单的一个货号为一批次)
车间异常记录、周生产 计划课 生管员 计划课长 每月 计划 错误批次/当月采购总批数*100%(批次:一张采购单上的一条信息为一批 采购异常下单明细、品 品管、物 采购 采购错误率 物控 财务经理 每月 次;分子来源:物控审单记录批次、进料/制程检验属采购错误批次) 质异常通知单(ERP) 控 365天÷周转率(=主营业务成本净额/应付账款平均余额〔应付账款平均余额 财务经 采购 应付账款周转天数 利润表 /余额表 财务部 总经理 每季 =(应付账期期初数+应付账期期末数)/2〕) 理 (上期采购总量*本期单价)/(上期采购金额*3%)*100%(半年为一期,上 采购成本目标达成 财务经 采购 期:前半年)(料米不纳入统计,单独统计;本期新增或减少的物料不纳入 收发存档总表(ERP) 财务部 总经理 半年 率 理 上期考核) 新供应商开发进度 供应商开发计划表、供 采购课 采购 实际开发(已发生交易)新供应商家数÷预计新开发供应商家数 采购课 总经理 半年 达成率 应商(初次)调查表 长 仓储 料帐准确率 合格批次÷抽验总批次×100% 仓库稽查汇总表 财务部 物控 财务经理 每月 欠料追踪表/进货明细 采购课 仓储 物料入库延误率 1-(准时到货批次/当月生产货号总批次) 采购课 资材经理 每月 表 长 365天÷周转率(=主营业务成本净额/应付账款平均余额〔应付账款平均余额 库存价值明细表/材料 财务经 仓储 物料库存周转天数 财务部 总经理 每季 =(应付账期期初数+应付账期期末数)/2〕) 成本汇总表 理 呆滞报表/库存价值明 财务经 仓储 呆滞/报废物料比率 当月呆滞/报废物料实际金额÷当月库存品总金额×100% 财务部 总经理 每月 细表/当月报废汇总表 理 库存金额占比达成 库存价值明细表/销售 仓储 库存总金额÷销售总金额×100%(扣除原料米及内销成品) 财务部 系管员 财务经理 半年 率 额统计表 生产日报表 成型 产品制程合格率 1-产品不良数/(良品数+不良数)*100% 不良统计表 品管部 品管员 品管经理 每月 品质异常单 月度生产计划完成统计 品管部/装 成型 产品品质直通率 (投入订单总批数-异常开单批数)/投入订单批数*100% 表 品管员 品管经理 每月 配课 品质异常单 实际入库良品数量---《机台生产表》实收数 计划课/成 成型 机台效率达成率 实际入库良品数量/预定产量*100% 统计员 计划课长 每月 量一栏,预定数量---型 计划排产数量 采购 物料交货延误率
模具部模具工(项目组)工资管理规定
模具部模具工(项目组)工资管理规定篇1:模具部模具工(项目组)工资管理规定模具部模具工(项目组)工资管理规定为调动模具工积极性,体现多劳多得的分配方式,特制定如下规定1工资组成1.1模具工工资组成为:基本工资+项目费+项目绩效奖1.2工资分配比例为使工资分配符合奖勤罚懒的原则,本次工资分配比例标准为:基本工资:项目费:绩效奖=5:3:2本分配参考标准为:每组1技师+1普师+1学徒的方式。
基本工资2.1基本工资按25.5天,每天8小时计算。
2.2基本工资每月发放一次,发在各自工资卡中。
2.3基本工资的组成岗位技能工资基本工资岗位绩效工资工龄工资岗位技能:公司认可的任职资格要求的不同岗位所需的工作经验、技术、能力。
岗位绩效:不同岗位人员在各自岗位的工作业绩与工作效率的综合体现。
工龄:指员工在本公司工作的年限。
2.4模具工岗位划分与岗位技能工资、岗位绩效基本工资对照表岗位名对应等级岗位技能工资(元/月)岗位绩效工资(元/月)技师模具工八级850850模具工七级750750模具工六级650650普师模具工五级550550模具工四级400400模具工三级300300学徒模具工二级20**00模具工一级1251252.5工龄工资对照表工龄8910工龄工资20**0230工龄11181920工龄工资203103203302.6岗位绩效工资考核由于实行项目制因此模具工的考核以组为单位考核,岗位绩效设定四个考核指标,四个指标的分值总和为100,考核基准为85分。
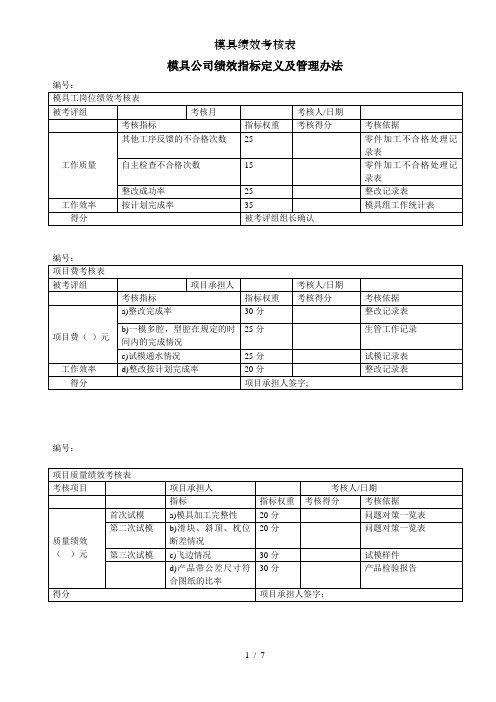
模具工岗位绩效考核表被考评组考核月考核人考核指标指标权重考核得分考核依据工作质量其他工序反馈的不合格次数25零件加工不合格处理记录表自主检查不合格次数15零件加工不合格处理记录表整改成功率25整改记录表工作效率按计划完成率35工作统计表得分被考评组组长确认模具组分组3.1公司拟定可以担当组长的人员名单。
(名单上人员可以放弃组长职务)3.2组长自己组织本组组员,组长与组员协商基本工资,并报模具部备案。
注塑成型工艺标准记录表模板
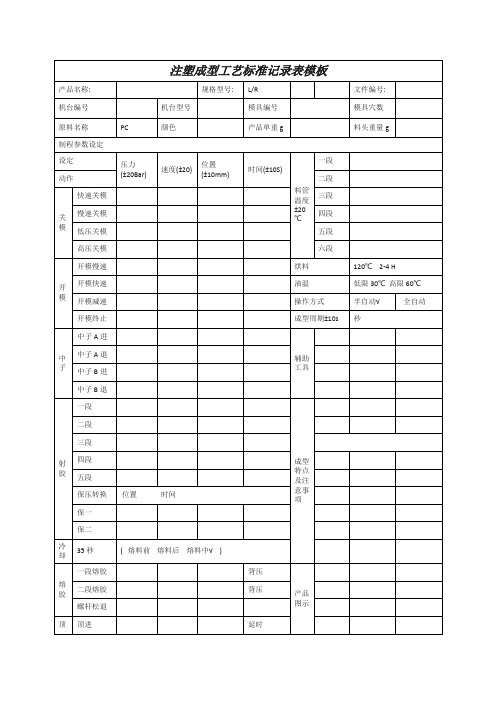
产品名称:
规格型号:
L/R
文件编号:
机台编号
机台型号
模具编号
模具穴数
原料名称
PC
颜色
产品单重g
料头重量g
制程参数设定
设定
压力(±20Bar)
速度(±20)
位置(±10mm)
时间(±10S)
料管温度±20℃
一段
动作
二段
关模
快速关模
三段
慢速关模
四段
低压关模
五段
高压关模
六段
开模
开模慢速
背压
螺杆松退
顶针
顶进
延时
顶退
延时
顶出方式
停留√ 定次 不顶出
震动
顶 次
编制
审核
批准
日期
日期
日期
烘料
120℃ 2-4 H
开模快速
油温
低限30℃ 高限60℃
开模减速
操作方式
半自动√
全自动
开模终止
成型周期±10s
秒
中子
中子A进
辅助工具
中子A退
中子B进
中子B退
射胶
一段
成型特点及注意事项
ቤተ መጻሕፍቲ ባይዱ二段
三段
四段
五段
保压转换
位置 时间
保一
保二
冷却
35 秒
( 熔料前 熔料后 熔料中√ )
熔胶
一段熔胶
背压
产品图示
二段熔胶
模具绩效考核表
自主检验时发现的不合格,从而填写的零件加工不合格处理记录表单数
计算公式
数据采集
模具品管
数据来源
零件加工不合格处理记录表
数据核对
生管
统计周期
每月一次
统计方式
数据和趋势图
操作说明
考核得分:每张不合格表单扣1分,扣完为止。
编号:
指标定义
整改成功率
指标名称
要求整改项目数与整改总次数的比值
计算公式
整改成功率=要求整改项目数÷整改总次数×100﹪
编号:
指标定义
带公差尺寸符合产品图纸的比率v
指标名称
经检验符合产品图纸的带公差尺寸数量与带公差尺寸总数量的比值。
计算公式
V=符合产品图纸的关键尺寸数量÷带公差尺寸总数量×100﹪
数据采集
生管
数据来源
产品检验报告
数据核对
部长
统计周期
每一项目
统计方式
数据、趋势图
操作说明
考核的分=指标权重×比率
编号:
模具工(机动组)考核表
数据核对
部长
统计周期
每月一次
统计方式
数据和趋势图
操作说明
考核得分=指标权重×按计划完成率
项目考核指标
编号:
指标定义
整改完成率v
指标名称
已整改完成的项目数与要求整改的项目数的比值
计算公式
V=已整改完成的项目数÷要求整改项目数×100﹪
数据采集
生管
数据来源
整改记录表
数据核对
部长
统计周期
每一项目
统计方式
数据和趋势图
数据核对
部长
统计周期
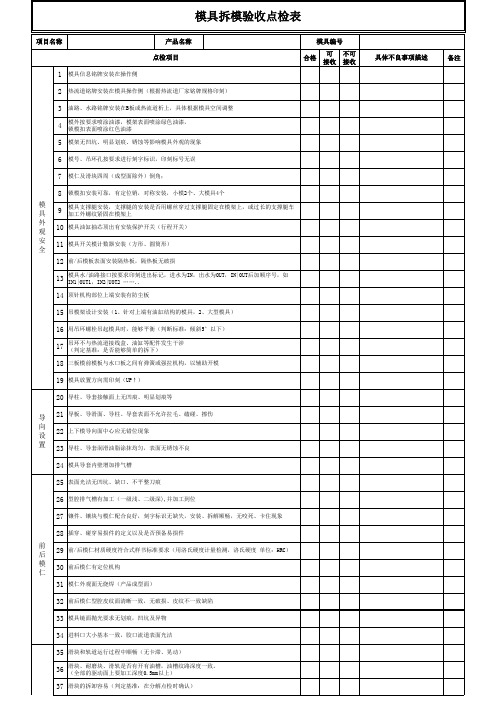
模具拆模验收点检表A0
块 系
40 滑块外观面无烧焊(产品成型面)
统 41 产品外观面滑块表面皮纹面清晰、与其它滑块或前后模仁皮纹一致,无破损、不一致
模具编号合格可 接收不可 接收具体不良事项描述
备注
42 产品面及配合功能部位排气槽有加工(一级浅、二级深),并加工到位
43 滑块背面有刻字标识,安装、拆解顺畅无咬死、卡滞现象
6 模号、吊环孔按要求进行刻字标识,印刻标号无误
7 模仁及滑块四周(成型面除外)倒角;
8 锁模扣安装可靠,有定位销,对称安装,小模2个、大模具4个
模 具
9
模具支撑腿安装,支撑腿的安装是否用螺丝穿过支撑腿固定在模架上,或过长的支撑腿车 加工外螺纹紧固在模架上
外 观 10 模具油缸抽芯顶出有安装保护开关(行程开关)
55 顶针板与底板间有垃圾订
56 后模板固定柱,垃圾钉安装是否到位,零件无松动
57 复位弹簧选用标准件,两端不打磨、割断
其 他
58 所有紧固螺丝不允许松动
59 模具装配不允许漏装或装错零件
60 模具开合模具时不允许有异常响声
61 模具使用材质牌号、生产厂家与福尔达式样书指定的要求一致
责任单位
验收公司确认
16 用吊环螺栓吊起模具时,能够平衡(判断标准:倾斜5°以下)
17
吊环不与热流道接线盒、油缸等配件发生干涉 (判定基准:是否能够简单的拆下)
18 三板模前模板与水口板之间有弹簧或强拉机构,以辅助开模
19 模具放置方向需印刻(UP↑)
20 导柱、导套接触面上无凹痕、明显划痕等
导 21 导板、导滑面、导柱、导套表面不允许拉毛、磕碰、擦伤
44 镜像工件应有防错装标识
45 滑块与前后模仁安排配合接触面平整无高低
模具易损件管理规范(含表格)

模具易损件管理规范(ISO9001-2015)1.目的:1.1便于现场修模人员及时更换模具零部件,提高机台稼动率;1.2使备件的发包、入库、领用保管和报废工作标准化,达到降低成本。
特制定本管理办法。
2.范围:本程序适用于在于本公司工程制造技术部门。
3.定义:备件是指为了预防模具零件损坏,特给易损零件制作多余的数量。
4.职责:4.1工程制造技术部主管:熟悉本制造部的周产能、月产能状况,控制备件安全库存量.4.2库房管理人员:完善备件的补充数量;4.2.1负责确保备品安全库存数量,对库存备品的检查、核对、编号、登记、入库、保管。
4.2.2备品的定期盘点, 保证进出有帐, 不得丢失或被盗.4.2.3呆滞品定期提报,库龄分析。
4.2.4每月备品费用的结报及费用走势分析。
4.2.5新建备品及非安全库存设定之备品的请购。
4.2.6配合备品管理人员进货和验收备品。
4.2.7及时向部\课主管反馈备品使用状况。
4.2.8 对备品资金占用及备品安全库存提出建议。
5.程序:5.1库房管理人员需购充裕的零件柜(各柜配50个抽屉的数量),每个零件柜面积可为400MM*200MM,内分左右两排,中间用当板隔开,左放凸模;右放凹模;5.2在零件柜抽屉拉板面上贴上专用标签(防水、防油)写上各模具模号;5.3根据各模具产能情况,以配备适当数量的备件量(以下为参考)5.3.1库房管理人员可征询现场修模人员,了解那些镶块和冲头易损坏,以备急需;5.3.2根据所冲原材料板的厚度、所冲次数制作备件量,单个型号备件数量库存量不应多于5件;5.4房管理人员从供运商那里收到备件,检查之后,装在密封塑料袋里,喷上防锈油,以及时写上模号、单号、数量,入帐,并用EXCEL存档,便于以后查询;5.5对于常用备件,一定要在EXCEL档上注上最低库存量,对于低于最低库存量的备件,库房管理人员要及时提出申请,提报部门主管发包外加工;5.6对于备件的领用要有明确的规定,闲人不得进出库房,要经过现场修模负责人或相关主管核准之后方可到库房领用,之后库房管理人员到电脑上要进行重新刷新、存档并保存;5.7库房管理人员应定期进行备件的清理、整顿,以防备件放在一起撞伤、生锈,以及摆放的前后顺序;5.8对于常用备件和非常用备件可分为A区和B区,A区放常用模号备件;B区放非常用模号备件;5.9对于一年以上没有定单的模具,由库房管理人员汇报部门主管,对备件采取相应的对策,并移出B区,以便腾出空间给新备件所用;5.10在发包清单时,注明是备件时,也要适当控制交期,以使所需备件要及时入库。
工艺质量部40张表格
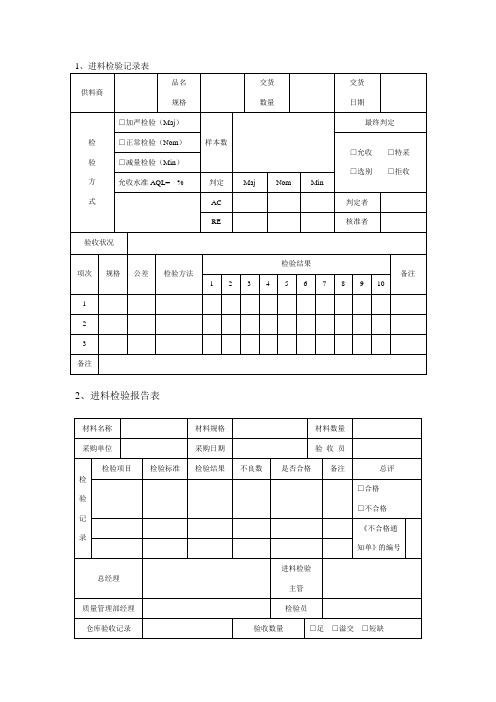
2、进料检验报告表3、进厂零件质量检验表检验主管:检验员:检验日期:年月日4、进厂零件检验报告表5、进厂材料试用检验表6、材料不良改进通知表说明:1.就被判定拒收或特别采用的检验批向供应商发出。
2.供应商应限期回复。
7、进料检验日统计表8、原材料供应商质量检测表供应商名称:编号:9、外协厂商质量检查表填写日期:年月日检验主管:检验人员:10、供应商不合格品记录表年度:月份:编号:11、供应商物料拒收月统计表月份:日期:主管:制表:12、供应商质量评价体系表13、供应商综合评价表编号:填写日期:14、制程检验标准书厂长:主管:制表:说明:1.检验标准作为生产部门及检验部门的品质判定依据。
2.依不同的工序制定。
15、制造流程检验标准表编号:经办人:审核:16、生产过程检验标准表产品名称:部门:页次:17、产品质量检验标准表产品名称:有效日期:18、作业标准书说明:1.本标准书由质量管理部制作,经厂长认可(修订亦同)。
2.作为生产部门各工序作业的依据。
19、操作标准通知单填写日期:编号:制表:审核:批示:20、质量管理标准变动通知单20、生产流程检验记录表21、生产过程记录表批号:规格:工令:用途:编号:经办:审核:22、巡检记录表班别:填写日期:23、制程巡回检验表日期:部门:查验结果:○好△尚可×不良矫正说明:1.制程中对巡回抽检的记录。
2.检验标准范围可定上下限。
3.异常检验情况应追溯到源头及全过程的处理。
4.由相关部门呈阅后交质量管理单位存档。
24、产品质量抽检记录表机器名称:班别:抽查员:主管:25、产品别不良记录表编号:主管:填表者:说明:1.为对制程检验状况的统计报告。
2.不良率=不良数÷加工数×100%。
3.本表由相关权限单位呈阅后,由质量管理部存档。
26、操作者自主管理检查表部门:姓名:日期:说明:1.自主检验的项目以目视及使用量规为原则。
2.检查记录使用符号:√良,△尚可,×差。
模具设计绩效考核KPI

本部门直属领导打分
个人出勤
由人事部统计出勤率
0次
10
当月没有请假/迟到/早退/漏打卡10分, 当月有请假/迟到/早退/漏打卡每一次扣1分。
此项由人事部统一填写
考核总分:
100
考核得分:
最终得分:
备注: 1. 90~100分, 优秀; 2. 80~90分, 良好; 3. 70~80分,一般; 4. 60~70分 待培养;5. 60分以下:不合格,每月绩效依据考核等级进行定义。
2. 因个人原因造成公司损失超过500元的, 取消当月个人绩效考核资格, 若造成严重后果, 公司保留追究法律责任的权利
人员:
审核:
核准:
品质
5.部门合作
5
由协作部门评分(工程部/生产部/采购部/钳工1.被投诉3次及以上不奖励; 2. 被投诉1次奖励5分; 3. 被投诉2奖励2分
部门主管统计
6.设计异常
≥0次
15
出现设计失误造成加工重工/烧焊,出现设计失误造成模具模仁重做. 每次扣5分,可以倒扣
采购
工作态度/服务承诺
工作态度
符合要求
5
部门主管统计
相关部门确认
3.当月开模数
15
以当月新产品的开模数量作为评分标准(整形/冲孔等加工模具不算),每开一套模具奖励5分(满分15分)
业务/工程
4.量产良率
直通率
87.5%
20
量产机种良率 = 所负责机种制程良率之和的平均值。
每个制程良率=单个制程良品数/单个制程投入生产总数*100%
目标的定义参考试产转量产时良率状况,多个机种则取其平均值, 在量产后,在基数(有后处理产品基数85%,无后处理残品基数为90%)基础上的提升作为KPI考核量化标准。规则为:1.达成基数分值为10分;2.达成基数后,每提升1%的良率奖励1分;3.达不成基数,每差1%倒扣1分(此直通率可参考工程或QE的各人直通率之和)