材料焊接对照表
焊接材料对照表

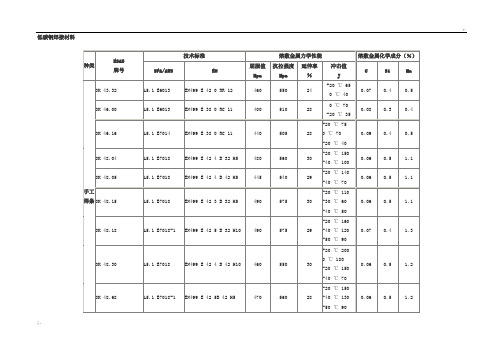
低碳钢焊接材料低合金钢焊接材料不锈钢焊接材料及高合金钢焊接材料镍基焊接材料铝合金焊接材料OK AristoRod 新一代无镀层 MAG 焊丝性能介绍: OK AristoRod 是为满足高性能自动化和机器人焊接而最新研发的无镀铜高效气保焊丝,是 MAG 焊丝中的顶级产品。
先进的表面处理工艺达到高品质镀铜焊丝水平,使得焊丝不仅耐腐蚀,而且焊丝导电压降很小,大大提高导电稳定性,因此极大提高了电弧稳定性和减小了焊接飞溅,高速送丝状态下送丝平稳可靠,能得到更高的焊接熔敷效率。
即使在极高焊接电流时仍具有极稳定的电弧,焊接飞溅极小,因此非常适合机器人焊接过程中的频繁启动和停止焊接。
焊丝特殊的制造工艺可减少导电嘴磨损,降低消耗件成本。
相比镀层焊丝焊接中产生的烟雾很小,大大减少有害气体对操作者的危害。
ESAB 铝焊丝牌号速查表ESAB 不锈钢焊材牌号新旧对照表MIG 不锈钢气保焊丝TIG Rods 不锈钢氩弧焊丝SAW 不锈钢埋弧焊丝不锈钢带级堆焊焊带国内外焊接材料对照表:低合金钢用实芯焊丝和焊棒对照表:国内外铬及铬镍耐蚀钢用实芯焊丝和焊棒对照表来源: 作者: 时间:2007-11-14 点击:71国内外铝及铝合金用焊丝和焊棒对照表来源:作者:时间:2007-11-14 点击:85国内外铬及铬镍耐蚀钢用药芯焊丝对照表来源:作者:时间:2007-11-14 点击:95国内外不锈钢焊条对照表来源: 作者: 时间:2007-11-14 点击:499铬钼耐热钢焊条对照表来源: 作者: 时间:2007-11-14 点击:219低温钢焊条对照表来源:作者:时间:2007-11-14 点击:142国内外碳钢焊条对照表来源: 作者: 时间:2007-11-14 点击:178低合金高强度钢焊条对照表来源: 作者: 时间:2007-11-14 点击:242国内外碳钢低合金钢用埋弧焊焊丝对照表来源: 作者: 时间:2007-11-14 点击:192日本神钢KOBELCO焊接材料来源:作者:时间:2007-11-14 点击:54日本神钢电焊条以质量优异,品种齐全而深受广大用户推崇。
焊接材料对照表
低碳钢焊接材料低合金钢焊接材料不锈钢焊接材料及高合金钢焊接材料镍基焊接材料铝合金焊接材料OK AristoRod 新一代无镀层 MAG 焊丝性能介绍: OK AristoRod 是为满足高性能自动化和机器人焊接而最新研发的无镀铜高效气保焊丝,是 MAG 焊丝中的顶级产品。
先进的表面处理工艺达到高品质镀铜焊丝水平,使得焊丝不仅耐腐蚀,而且焊丝导电压降很小,大大提高导电稳定性,因此极大提高了电弧稳定性和减小了焊接飞溅,高速送丝状态下送丝平稳可靠,能得到更高的焊接熔敷效率。
即使在极高焊接电流时仍具有极稳定的电弧,焊接飞溅极小,因此非常适合机器人焊接过程中的频繁启动和停止焊接。
焊丝特殊的制造工艺可减少导电嘴磨损,降低消耗件成本。
相比镀层焊丝焊接中产生的烟雾很小,大大减少有害气体对操作者的危害。
ESAB 铝焊丝牌号速查表ESAB 不锈钢焊材牌号新旧对照表MIG 不锈钢气保焊丝TIG Rods 不锈钢氩弧焊丝SAW 不锈钢埋弧焊丝不锈钢带级堆焊焊带国内外焊接材料对照表:低合金钢用实芯焊丝和焊棒对照表:国内外铬及铬镍耐蚀钢用实芯焊丝和焊棒对照表来源:作者:时间:2007-11-14 点击:71国内外铝及铝合金用焊丝和焊棒对照表来源:作者:时间:2007-11-14 点击:85国内外铬及铬镍耐蚀钢用药芯焊丝对照表来源:作者:时间:2007-11-14 点击:95国内外不锈钢焊条对照表来源:作者:时间:2007-11-14 点击:499铬钼耐热钢焊条对照表来源:作者:时间:2007-11-14 点击:219低温钢焊条对照表来源:作者:时间:2007-11-14 点击:142国内外碳钢焊条对照表来源:作者:时间:2007-11-14 点击:178低合金高强度钢焊条对照表来源: 作者:时间:2007-11-14 点击:242国内外碳钢低合金钢用埋弧焊焊丝对照表来源: 作者: 时间:2007-11-14 点击:192。
焊材选用对照表
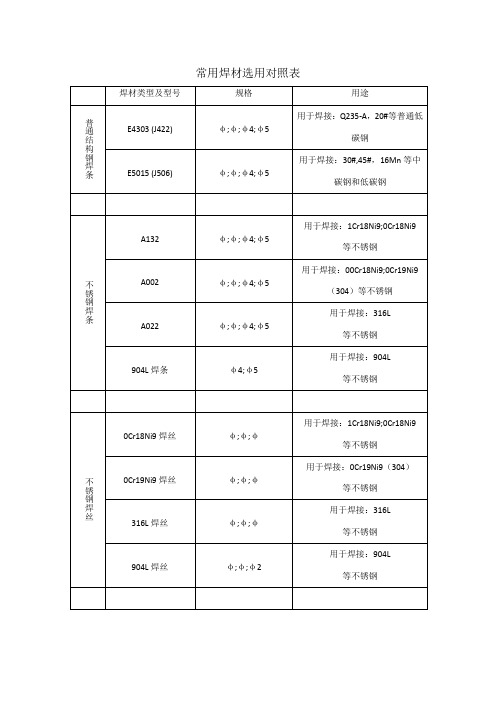
焊材类型及型号
规格
用途
普通结构钢焊条
E4303 (J422)
φ;φ;φ4;φ5
用于焊接:Q235-A,20#等普通低碳钢
E5015 (J506)
φ;φ;φ4;φ5
用于焊接:30#,45#,16Mn等中碳钢和低碳钢
不锈钢焊条
A132
φ;φ;φ4;φ5
用于焊接:1Cr18Ni9;0Cr18Ni9
等不锈钢
A002
φ;φ;φ4;φ5
用于焊接:00Cr18Ni9;0Cr19Ni9
(304)等不锈钢
A022
φ;φ;φ4;φ5
用于焊接:316L
等不锈钢
904L焊条
φ4;φ5
用于焊接:904L
等不锈钢
不锈钢焊丝
0Cr18Ni9焊丝
φ;φ;φ
用于焊接:1Cr18Ni9;0Cr18Ni9
等不锈钢
0Cr19Ni9焊丝
φ;φ;φ
用于焊接:0Cr19Ni9(304)
等不锈钢:316L
等不锈钢
904L焊丝
φ;φ;φ2
用于焊接:904L
等不锈钢
CO2焊丝
H08Mn2SiA焊丝
(ER50-6)
φ;φ;φ
用于焊接:Q235-A,20#;16Mn等普通低碳钢和低合金钢
308L药芯焊丝
φ;φ
用于焊接:00Cr18Ni9;0Cr19Ni9
(304)等不锈钢
316L药芯焊丝
φ;φ
用于焊接:316L
等不锈钢
铝焊丝
丝301
φ3;φ4
焊接纯铝,
丝311
φ3;φ4
焊接除铝镁合金以外的铝合金
(word完整版)焊接材料对照表

焊接材料对照表焊接检验知识学习:一、焊接目视检查视力:在12英寸的距离处可达到Jaeger J2, 同时还应完成色盲测试(相当于中国视力规定的1。
2)二、气瓶储放区的温度不应低于—20℉也不能高于130℉三、华氏摄氏度温度换算公式:℃=5/9(℉—32);℉=(9/5℃+32)四、焊条识别:EXXXXE代表焊条;XX溶敷金属的最小抗拉强度,X焊接位置,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X涂层/操作特性,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150—350℉范围,潮湿度低于0。
2%。
,不低于250℉(120℃)的烘箱中.ERXXS-XER代表焊条棒;XX溶甫敷金属的最小抗拉强度,S固态焊丝,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X化学成份,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150-350℉范围,潮湿度低于0。
2%。
,不低于250℉(120℃)的烘箱中.EXXT—X:E表示焊丝,第一位强度,第二位是位置,T是管状焊丝,最后是极性分类药芯焊丝焊气体包括:Co2或75%氩气+25%Co2,其它的混合气体也可适用。
五、焊接接头:对接、角接、T形、搭接、端接接头.六、圆整惯例:四舍五入;七、转换系数:面积尺寸:mm2=6。
452*102in2; in2=1。
550*10—3mm2电流密度:A/mm2=1。
550810—3A/in2; A/in2=6。
全国最全焊条型号、用途对照表

H10M n2+HJ431 H08M n2SiA A062、A002 EG-1 TIG-J50,J507 J557 J507 TIG-J50/J507 E5015 J507B
E6015-G LB-62UL MG-60 LB-62 LB-62
3 4 4 SPV490Q 4 5 SPV490Q
4、Ⅳ类材料
HCr5M o+R507 TIG-R40+R507 HCr5M o+R507 TIG-R40+R507 A302
TGS-1N+W707Ni
6
6、Ⅶ类材料
2 7 A312 TP304 2 8 A312 TP316L 2 9 0Cr18Ni10Ti 3 0 0Cr18Ni10Ti 3 1 0Cr18Ni12M o2Ti 3 2 0Cr18Ni9 3 3 0Cr18Ni9 3 4 1Cr18Ni9Ti 3 5 316L 3 6 TP304 3 7 TP316 3
6 7 B407 800H+Inconloy 800H 6 8 B407 800HT +TP304 6 9 B407 800HT+P11 7 0 Incoloy 800H 7 1 Incoloy 800H+P11 7 2 P22+TP304H 7
SA333-6 3 7 4 T9 7 5 TP1 7 6 UNS N04400 7 7 ZG4Cr35Ni45Nb+Inconloy 800H 7 8 ZG4Cr35Ni45Nb+ZG4Cr25Ni35Nb
A333-6 4 6 5 A335 P22+Incoloy 800H 6
A671 CC70 6
H0Cr25Ni20/A407 H08CrM oA、A107 TIG-J50、J427
常用焊接材料选用表

100~150℃
40公斤级
15MnVR
(J502)J507
H10MnSi(低档)
H08MnMoA(高档)
HJ431
δ≥32时
100~150℃
H08Mn2SiA
注(2)(3)
50公斤级
18MnMoNbR
J707
H08MnMoA(高档)
HJ250G
≥170℃
注(4)
铬钼钢
12CrMo
热207
H13CrMoA
日本钢号
SPV36
同上
日本钢号
碳锰镍钢
BHW-35
按18MnMoNbR选择焊材及预热温度
西德钢号
铬钼钢
13CrMo44
按15CrMo选择焊材及预热温度
西德钢号
1Cr-1/2Mo
同上
注5美国钢号
STBA22(钢管)
同上
日本钢号
2.25Cr-1Mo
热407
HCrMo910
HJ250G
≥200℃
注6美国钢号
H08A / H08MnA
奥302
奥132
1Cr18Ni9Ti+16Mn
J502 / J507
H10Mn2 / H10MnSi
奥302
奥132
0Cr17Ni13Mo2Ti+A3
J422 / J427
H08A / H08MnA
奥302
奥212
0Cr17Ni13Mo2Ti+16Mn
J502 / J507
H0Cr18Ni9Ti
0Cr17Ni13Mo2Ti
奥212
H0Cr19Ni12Mo2
HJ260
常用钢材焊材选用表(钢材焊材对照表)
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
中外焊接材料国家标准对照表
JISZ3325—1999低温钢MAG焊接用实芯焊丝
JISZ3316—1999低碳钢和低合金钢用TIG焊丝及焊棒
JISZ3317—1999
钼及铬钼钢MAG焊接用实芯焊丝
EN440—1994碳钢气保焊焊丝和填充丝
EN1668—1997碳钢及细晶粒钢TIG焊焊丝和填充丝
JISZ3324—1999不锈钢埋弧焊用实芯焊丝和焊剂
DIN8556—1986不锈钢用焊接材料
GB/T17854—1999等效采用JISZ3324—1988
JB/—××承压设备用埋弧焊钢焊丝和焊剂技术条件
全国锅炉压力容器标准化技术委员会正组织编制
—1992碳钢和低合金钢氧—可燃气焊接填充丝
—1997电渣焊用碳钢和低合金钢焊丝和焊剂
中外焊接材料国家标准对照表
中外焊接材料国家标准对照表
表1中外焊条国家标准对照表
中国
美国
日本
欧洲、德国
备注
GB/T5117—1995碳钢焊条
—1991碳钢手工电弧焊焊条
JISZ3211—1991低碳钢焊条
EN499—1994碳钢及细晶粒钢焊条
GB/T5117等效采用
GB/T5118—1995低合金钢焊条
GB/T5293—1999等效采用—1989
GB/T12470—2003埋弧焊用低合金钢焊丝和焊剂
—1990低合金钢用埋弧焊焊丝和焊剂
JISZ3352—1988碳钢和低合金钢埋弧焊焊剂
EN760—埋弧焊用焊剂
GB/T12470—2003中除焊丝外,其它基本与相同
GB/T17854—1999埋弧焊用不锈钢焊丝和焊剂
全国锅炉压力容器标准化技术委员会正组织编制
国内外焊接材料对照
TGX-308L
0-18Cr-8Ni
焊条
E308
A102
A107
E308
NC-38
OK61.53
OK61.35
Thermanit JEW 308L-17
Thermanit JE SPEZIAL
焊丝
H0Cr21Ni10
ER308
TGS-308
ESAB T308
Thermanit ATS4(ER308H)
OK63.41
Thermanit GEW 316L-17
Thermanit JE SPEZIAL
焊丝
H00Cr19Ni12Mo2
ER316L
TGS-316L
Ok Tigrod 16.30
Thermanit GE 316L
药芯焊丝
E316LT-2
16Cr-12Ni-2Mo
焊条
E316
A202
A207
E316
NC-36
OK62.53
OK62.35
Thermanit GEW 316L-17
Thermanit JE SPEZIAL
焊丝
H0Cr19Ni11Mo3
ER316
TGS-316
ESAB T316
Thermanit GE 316L
药芯焊丝
E316T-2
TGX-316L
00-18Cr-13Ni-3Mo
焊条
E317L
E317L
NC-317L
OK64.30
OK64.41
Thermanit 18/17EW
Thermanit 18/17E
焊丝
ER317L
TGS-317L
全国全焊条型号、用途对照表
全国最全焊条型号、用途对照表————————————————————————————————作者:————————————————————————————————日期:2常用焊接材料选用明细序号母材材质焊接材料备注第一部分:压力管道用焊接材料1、Ⅰ类材料1 20 J4222 20 H08Mn2Si3 20 TIG-J504 20 H08Mn2Si+J4225 20 H08A6 20 TIG-J50+J4277 A106Gr.B H08Mn2SiA+J4278 A234WPB+A106Gr.B H08Mn2Si+J4272、Ⅱ类材料9 16Mn H08Mn2Si+J5073、Ⅳ类材料10 A335 P22 TIG-R40 R407112Cr1MoV H08CrMoV A12 12Cr1MoVH08CrMoV A+R317 13 12Cr2MoG TIG-R40/R40714 15CrMo H05CrMoTiRe+R307 15 15CrMo H13CrMoA+R30716 15CrMo+P11 H13CrMoA+R30717 P11 H13CrMoA+R30718 P22 TIG-R4019 P22 TIG-R40,R40720 P22+12Cr1MoV H08CrMoV A/R3174、Ⅴ类材料21 Cr5Mo HCr5Mo+R50722 Cr5Mo TIG-R40+R50723 STFA-25 HCr5Mo+R507241Cr5Mo TIG-R40+R5072P5(1Cr5Mo)A3025、Ⅵ类材料2609Mn2VDR TGS-1N+W707Ni6、Ⅶ类材料27 A312 TP304 TGF-308L,A13728 A312 TP316L TGF-316L A02229 0Cr18Ni10Ti H0Cr20Ni10Ti30 0Cr18Ni10Ti H0Cr20Ni10Ti/A13731 0Cr18Ni12Mo2Ti TGF-316L A02232 0Cr18Ni9 E308L-T33 0Cr18Ni9 TGF308L-T34 1Cr18Ni9Ti A13235 316L H00Cr19Ni12Mo2/A0223 6 TP304H1Cr19Ni9Ti/A13237 TP316 H0Cr19Ni12Mo2/A202 3TP321 H0Cr20Ni10Ti/A1379 TP321 TGF347+A13740 TP347 H0Cr20Ni10Nb/A137 41 TP347 H0Cr20Ni10Nb/A1377、Ⅷ类材料42 0Cr13 H0Cr20Ni10Ti、A1328、复合钢管43 304/20 H1Cr24Ni13/A3029、异类材料44 09Mn2DR+TP304 H1Cr24Ni13/A30745 1Cr5Mo+316L H1Cr24Ni13+A30246 1Cr5Mo+T9 H1Cr9Mo/R70747 20+00Cr17Ni14Mo2 H1Cr24Ni13,A30248 20+1Cr5Mo H08Mn2SiA+J42749 304L+316Ti TGF316L+A0225A106 Gr.B+ 20MnMo H08Mn2SiA J4271 A106Gr.B+TP304 H1Cr24Ni13/A407 52 Cr5Mo+15CrMo 13CrMoA/R30753 Cr5Mo+1Cr18Ni9Ti H1Cr24Ni13/A302 54 P11 13CrMoA/R30755 P11+20 13CrMoA/J42756 P11+TP304 H1Cr24Ni13/A40710、特殊材料及其与异种钢57 0Cr25Ni20 H0Cr25Ni20/A407 58 15Mo3+ 15CrMoH08CrMoA、A107 59 15Mo3+ 20TIG-J50、J42760 20Cr33NiNb ERNiCr-361 20Cr33NiNb+Incoloy 800H ERNiCr-362 800HT+TP347 ENiCrCoMo-1 6904L 904L64A333-6 TGS-1N,W707Ni65 A335 P22+Incoloy 800H ERNiCr-3+Ni33766A671 CC70 TGS-1N,W707Ni67 B407 800H+Inconloy 800HERNiCrCoMo-168 B407 800HT +TP304ERNiCr-369 B407 800HT+P11ERNiCrCoMo-170 Incoloy 800H ERNiCr-371 Incoloy 800H+P11 ERNiCr-372 P22+TP304HH1Cr24Ni13、A307 73SA333-6 H08Mn2MoVA+W707Ni 74 T9H1Cr9Mo/R70775 TP1HSCCu20176 UNS N04400 Alloy60,Alloy19077 ZG4Cr35Ni45Nb+Inconloy 800HERNiCrMo-37ZG4Cr35Ni45Nb+ZG4Cr25Ni35Nb ERNiCr-311、卷制管79 L245 ER50-6、J42780 L245+20 ER50-6、J42281 X42 H08Mn2Si+J42782 X52 TIG-J50+J50683 X60 E6010+E8010+E8018 84 X65 TIG-J50+J557第二部分:压力容器板材用焊接材料1、Ⅰ类材料1 15# J422、H08A+HJ4312 20#+20g TIG-J50/J4273 20#+20g J4274 20g J4275 20g TIG-J50/J4276 20g H08A+HJ4317 20g TIG-J50/J4278 20R J4279 20R TIG-J50/J427120R H08A+HJ43111 20R H10MnSi+HJ43112 20R H08Mn2SiA13 25#+Q235-B J42714 Q235-A J42715 Q235-AE4315/H08A+HJ431 16 Q235-A H08A+HJ43117 Q235-A TIG-J50/J42718 Q235-B J42719 Q235-B J42220 SA516 Gr.60 LB52NS2、Ⅱ类材料21 15MnV J50722 16Mn H10MnSi+HJ43123 16Mng TIG-J50/E5015216MnR J50725 16MnR J50626 16MnR TIG-J5027 16MnR J427/H10MnSi+HJ431 28 16MnR H08A+HJ43129 16MnR H10MnSi+HJ43130 16MnR H10Mn2+HJ43131 16MnR H08Mn2SiA32 16MnR A062、A00233 16MnR EG-134 16MnR TIG-J50,J50735 16MnR+15MnNbR J55736 20MnMo J50737 20MnMo TIG-J50/J50738 Q345E E50153SPV36N J507B3、Ⅲ类材料40 CF62 E6015-G41 610U2 LB-62ULSPV490QSR MG-6042 SPV490QSR LB-6243 SPV490Q LB-6244 SPV490Q DWS-60G45 SPV490Q DS-49/MF-33H4、Ⅳ类材料46 13CrMo44 R30747 14Cr1MoR R307B48 14Cr1Mo锻H11CrMo45A+R307B 49 14Cr1Mo锻+14Cr1MoR H11CrMo45A+R307B 50 15CrMoH13CrMoA+HJ250G51 15CrMoR R3072 15CrMoR H05CrMoTIRe/R30753 15CrMoRH13CrMoA+HJ250G54 15CrMoR A30755 15CrMo锻E309MoLT1-156 15CrMo锻E309LT1-1,E316LT1-1 57 15CrMo锻ER309L58 15CrMo锻H05CrMoTiRe、R30759 15CrMo锻R30760 15CrMo锻+15CrMoR R3075、Ⅴ类材料61 1Cr5Mo R5076、Ⅵ类材料62 16MnDRH05MnSiTiRe、J507RH 63 16MnDR J507RH64 07MnNiCrMoVDR+08MnNiCrMoVD J607RH5 08MnNiCrMoVD TGS-3N、J607RH66 08MnNiCrMoVD J607RH7、Ⅶ类材料67 316 H00Cr19Ni12Mo2-HJ260 68 316 A022690Cr18Ni9 A13270 0Cr18Ni9 H0Cr21Ni10+A10271 0Cr18Ni9 H0Cr20Ni10-HJ26072 0Cr18Ni9 A102730Cr18Ni9Ti H0Cr20Ni10Ti+HJ260 74 1Cr18Ni9Ti A13775 1Cr18Ni9Ti H0Cr20Ni10Ti/A13276 1Cr18Ni9Ti H0Cr20Ni10Ti/HJ260 77 1Cr18Ni9Ti HJ260-H0Cr20Ni10Ti 78 304L H0Cr20Ni10Ti/A0029 304L A00280 316L A02281 316L H00Cr19Ni12Mo2/A02282 316L H0Cr20Ni14Mo3+HJ26083 AISI304 H0Cr20Ni10Ti/A1328、复合材料840Cr13/15CrMoR R307、Ni337850Cr13/15CrMoR WEL GTAW82、Ni337860Cr13/20R J427、H08A-HJ431、A302、A102 87 0Cr13Al/16MnR J507、A062880Cr13Al/20R J427、A062890Cr18Ni9/20R J427、H08A-HJ431、A302、A102 92205/20R J427、E22.9.3N91 304L/16MnR J507/A302/A00292 304L/20R J427/A302/A0023316L/16MnR J507、A022、A042、H10MnSiA+HJ431 94 316L/16MnR J507/A042/A02295316L/20R H08A+HJ431、A042、A02296316L/20R J427、A022、A04297316L/20R J427、A022、A042、H08A+HJ43198405/16MnR J507.A132.A30299405/20g J427.A132.A302、H08A+HJ4311405/20R J427、A302、A132、H08A+HJ43111405/20R J427、A06212405/20R+2205/20R J427、A06213SA405/20R J427、A06214SA405/20R J427、H08A-HJ431、A0621SUS321/15CrMo HJ250G+H13CrMoA、A062、A132516SUS321/15CrMo HJ250G+H13CrMoA、A062、A13217SUS321/15CrMo R307、A062、A1329、异类材料180Cr13/15CrMoR+15CrMoR R307、Ni337190Cr13/15CrMoR+1Cr5Mo WEL TIG82、Ni337110 0Cr13/20R+0Cr18Ni9 H0Cr20Ni10Ti,A302,A102111 0Cr13Al+0Cr18Ni9 A062112 0Cr18Ni9+20R A06211315CrMo+0Cr18Ni9 H1Cr24Ni13、A3021115CrMo+16MnR A302115 15CrMo+20g J42711616Mn/316L+316L A022、A04211716Mn/405+16Mn E5015、A30211816MnDR+00Cr17Ni14Mo2 H1Cr24Ni13、A30211916MnDR+0Cr18Ni9 H1Cr24Ni13、A302120 16MnDR+16MnR H10Mn2+E5015-G 12116MnR+0Cr13 H1Cr24Ni13、A302122 16MnR+12Cr2Mo TIG-J50+J507123 16MnR+14Cr1MoR J0571216MnR+1Cr18Ni9Ti A307125 16MnR+SA350 LF2 TIG-J50+J507126 20g+15CrMo A302127 20g+1Cr18Ni9Ti A30712820R/316L+316L A042、A02212920R/405+0Cr13 A132、A3021320R/405+20R E4315、A302、H08A+HJ43113120R/405+奥18-8 A132、A30213220R+15CrMoR H08A+HJ431133 20R+1Cr18Ni9Ti H1Cr24Ni13/A3071320R+304L/20R J427/A302135 20R+SA405/20R J427、A062136 304L/16MnR+316L/16MnR J507/A042/A022 137 304L/20R+316L/20R J427/A042/A022 138 316L+16MnR A042139 316L+Q235-B A042140 CF62+16MnR E6015-G141Q235-A+15CrMoR J427142 Q235B+SPV490Q LB62143 SA105+16MnR J50714SB409+20R A50710、特殊材料及其与异种钢14509CrCuSb J42714609CrCuSb+0Cr18Ni9 A30214709CrCuSb+16MnR ND14809CrCuSb+Q235A ND149 0Cr25Ni20 A402150 0Cr25Ni20+0Cr18Ni9 A302151 0Cr25Ni20+16MnR A302152 5A02 S3311SA516 Gr.70 J507RH3154 SA516-70NE601,E7018155SA671 CC70 ER80S-G,E7016-1156 TA2 TA2157 UNS N08810 Ni135158 UNS N08810 Ni327159 UNS N08810+0Cr18Ni9 Ni135160 UNS N08810+20R Ni135161 UNS N08810+20R Ni327162 UNS N08811 Ni3371UNS N08811(SB564+SB409)Ni3373164 UNS N08811+15CrMoRNi33711、换热器用16508Cr2AlMo(φ25×2.5)与20R(δ=24)H08Cr2AlMo166 09CrCuSb(φ38×3)与16MnR(δ=22)H09CrCuSb167 0Cr18Ni9(φ19×2)与0Cr18Ni9(δ=20)H0Cr24Ni10Ti168 15C rMo(φ19×2)与15CrMoR(δ=20)H05CrMoTiRe 169 15CrMoR+15CrMo TIG-R30170 16Mn(φ14×2)与16MnR(δ=20)ER50-6171 20(φ25×2.5)与16Mn(δ=24)H08Mn2SiA1720(φ38×3.5)与16Mn(δ=22)ER50-6173 20(φ38×4)与20g(δ=16)J427174 20(φ57×3.5)与16Mn(δ=20)H08Mn2SiA12、球罐175 07MnCrMoVDR J607RH176 15MnNbR J557177 15MnNbR J507RH178 16MnR J507179 16MnR E712C180 16MnR J507R181 16MnR TIG-J50,J507R82 16MnR E71T-1183 20g J427184 20MnMo J557RH185 20MnMo+15MnNbR J557RH186 610U2 LB62-UL187A537CL1 E7018-G188CF-62 J607RH第三部分:压力容器用焊接材料(管材)1、Ⅰ类材料1 20 J4222 20 H08Mn2Si3 20 TIG-J504 20 H08Mn2Si+J4225 20 H08A6 20 TIG-J50+J4277 A106Gr.B H08Mn2SiA+J4278 A234WPB+A106Gr.B H08Mn2Si+J4272、Ⅱ类材料9 16Mn H08Mn2Si+J5073、Ⅳ类材料10 A335 P22 TIG-R40 R40711 12Cr1MoVH08CrMoV A+R31712 12Cr1MoVH08CrMoV A13 12Cr2MoG TIG-R40/R40714 15CrMo H05CrMoTiRe+R307 15 15CrMo H13CrMoA+R30716 P22 TIG-R4017 P22 TIG-R40,R4074、Ⅴ类材料18 Cr5Mo HCr5Mo+R50719 Cr5Mo TIG-R40+R5070 STFA-25 HCr5Mo+R507211Cr5Mo TIG-R40+R50722 P5(1Cr5Mo)A3025、Ⅵ类材料2309Mn2VDR TGS-1N+W707Ni6、Ⅶ类材料24 A312 TP304 TGF-308L,A13725 A312 TP316L TGF-316L A02226 0Cr18Ni10Ti H0Cr20Ni10Ti27 0Cr18Ni10Ti H0Cr20Ni10Ti/A13728 0Cr18Ni12Mo2Ti TGF-316L A02229 0Cr18Ni9 E308L-T30 0Cr18Ni9 TGF308L-T31 1Cr18Ni9Ti A13232 316L H00Cr19Ni12Mo2/A0223 TP304H1Cr19Ni9Ti/A13234 TP316 H0Cr19Ni12Mo2/A2023 5 TP321H0Cr20Ni10Ti/A13736 TP321 TGF347+A13737 TP347 H0Cr20Ni10Nb/A137 38 TP347 H0Cr20Ni10Nb/A1377、Ⅷ类材料39 0Cr13 H0Cr20Ni10Ti、A1328、复合钢管40 304/20 H1Cr24Ni13/A3029、异类材料41 09Mn2DR+TP304 H1Cr24Ni13/A30742 1Cr5Mo+316L H1Cr24Ni13+A30243 1Cr5Mo+T9 H1Cr9Mo/R70744 20+1Cr5Mo H08Mn2SiA+J4275 304L+316Ti TGF316L+A02246 A106 Gr.B+ 20MnMo H08Mn2SiA J427 47 Cr5Mo+15CrMo 13CrMoA/R30748 Cr5Mo+1Cr18Ni9Ti H1Cr24Ni13/A30210、特殊材料及其与异种钢49 0Cr25Ni20 H0Cr25Ni20/A40750 20Cr33NiNb ERNiCr-351 20Cr33NiNb+Incoloy 800H ERNiCr-352 904L904L53A333-6 TGS-1N,W707Ni54A671 CC70 TGS-1N,W707Ni55SA333-6 H08Mn2MoVA+W707Ni 56 T9H1Cr9Mo/R70757 A335 P22+Incoloy 800H ERNiCr-3+Ni3378 P22+12Cr1MoVH08CrMoV A/R31711、卷制管59 L245 ER50-6、J42760 L245+20 ER50-6、J42761 L245+20 ER50-6、J42262 X65 TIG-J50+J557第四部分:锅炉焊接1、Ⅰ类材料1 20#管(φ57×3.5)钨极氩弧焊H08Mn2Si2 20#管(φ108×4.5)钨极氩弧焊/焊条电弧焊H08Mn2Si+J4223 20#管(φ273×18)钨极氩弧焊/焊条电弧焊H08Mn2Si+J4224 Q235B板(δ=12)焊条电弧焊J4275 Q235A板(δ=18)焊条电弧焊J4272、Ⅱ类材料6 16MnR板(δ=12)焊条电弧焊J5077 16MnR板(δ=14)埋弧焊HJ431/H10MnSi8 16Mn管(φ60×9)与16MnR板(δ=12)焊条电弧焊J5079 16MnR管(φ90×16)与16MnR板(δ=24)焊条电弧焊J5073、Ⅲ类材料10 15CrMo板(δ=14)焊条电弧焊R30711 12Cr1MoV管(φ42×4)钨极氩弧焊H08CrMoV A1 2 12Cr1MoV管(φ42×4)钨极氩弧焊/焊条电弧焊H08CrMoV A/R3171 3 12Cr1MoV管(φ133×12)钨极氩弧焊/焊条电弧焊H08CrMoV A/R3174、电力标准14 20G+15CrMoG TIG-J50/J42715 12Cr2MoVWTIB TIG-R34/R317双相不锈钢的焊接1.双相不锈钢可焊性良好,热裂倾向小,一般焊前不需预热,焊后不需热处理,可与18-8型奥氏体不锈钢或碳钢等异种钢焊接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用钢号焊接参数对照一览表钢号材料标准焊接方法焊材规格电流电压焊接速度焊后热处理温度硬度焊接注意事项Q235B GB/T3274SMAW J427/J426φ3.2110~13026~298~12620±14℃156HB焊条应经350℃1小时的烘干后方可使用。
φ4.0150~18028~3210~15SAW HJ431-H08MnAφ4.0400~65038~4030~60Q245R GB713SMAW J427/J426φ3.2100~13026~298~12620±14℃156HB焊条应经350℃1小时的烘干后方可使用。
φ4.0150~18028~3210~15SAW HJ431-H08MnAφ4.0400~65038~4030~60Q345R GB713SMAW J506/J507φ3.2110~13024~2610~15620±14℃156HB焊条应经350℃1小时的烘干后方可使用。
φ4.0150~18028~3015~20SAWHJ431-H10Mn2/H10MnSiHJ350-H10Mn2/H10MnSiφ4.0450~65035~3845~55GMAW ER50-6 H08Mn2SiAφ1.2120~14014~1820~40A516Gr65ASTM A516SMAW J507RH φ3.2100~12024~2610~15620±14℃156HB焊条应经400℃1.5小时的烘干后方可使用,焊后可做-46℃低温冲击。
φ4.0150~18028~3015~20X60API 5L SMAWJ507GXAWS A5.1 E7015φ3.2100~13026~288~12620±14℃156HB焊条应经380℃1.5小时的烘干后方可使用,焊接时必须短弧操作,以窄道焊为宜。
φ4.0150~18028~3015~20X70API 5L SMAWJ607GXAWS A5.1 E9015-Gφ3.2110~12026~288~12620±14℃156HB焊条应经380℃1.5小时的烘干后方可使用,焊接时必须短弧操作,以窄道焊为宜。
φ4.0150~16028~3015~2014Cr1MoR GB713SMAW R307H φ3.2110~12026~2810~15720±14℃156HB焊条烘干400℃/1小时,焊前需经200~250℃预热,层间温度控制在250℃左右,焊后立即进行300~350℃的消氢处理,经24小时后进行100%RT检测,合格后经720℃的消除应力热处理。
φ4.0150~18028~3015~2015CrMoR 15CrMoG GB713SMAW R307φ3.2110~12026~2810~15720±14℃156HB焊条需经350℃烘干1小时方可使用,HJ305、SJ101需经350℃烘干2小时方可使用。
焊前需经250~300℃预热,层间温度控制在250℃左右,焊后立即进行300~350℃的消氢处理,经24小时后进行100%RT检测,合格后经720℃的消除应力热处理。
φ4.0150~18028~3015~20SAWHJ350-H08CrMoA/H13CrMoASJ101-H08CrMoA/H13CrMoAφ4.0550~60036~4045~55720±14℃156HBGTAW H08CrMoAφ2.4120~140正极14~165~8A387 GR11 A335 P11ASTM A387ASTM A335SMAW R307φ3.2110~12026~2810~15720±14℃156HB焊条需经350℃烘干1小时方可使用,HJ305、SJ101需经350℃烘干2小时方可使用。
焊前需经250~300℃预热,层间温度控制在250℃左右,焊后立即进行300~350℃的消氢处理,经24小时后进行100%RT检测,合格后经720℃的消除应力热处理。
φ4.0150~18028~3015~20SAWHJ350-H08CrMoA/H13CrMoASJ101-H08CrMoA/H13CrMoAφ4.0550~60036~4045~55720±14℃156HBGTAW H08CrMoAφ2.4120~140正极14~165~8A387 GR22 A335 P22ASTM A387 ASTM A335SMAWR407740±14℃156HB焊条需经350℃烘干1小时方可使用,HJ402、CHF603需经350℃烘干2小时方可使用。
焊前需经200~250℃预热,层间温度控制在250℃左右,焊后立即进行300~350℃的消氢处理,经24小时后进行100%RT 检测,合格后经740℃的消除应力热处理。
φ4.0150~18028~3015~20SAW HJ402-H13Cr2.25Mo1ACHW-S8/CHF603φ4.0550~60036~4045~55GTAW H08Cr2Mo1φ2.4120~140正极14~165~81Cr5MoGB9948SMAWR507φ3.2110~12026~2810~15760±10℃156HB焊条需经350℃烘干1小时方可使用,焊前需经300~350℃预热,层间温度控制在350℃左右,焊后立即进行300~350℃的消氢处理,经24小时后进行100%RT检测,合格后经760℃的消除应力热处理。
φ4.0150~18028~3015~20GTAW H1Cr5Mo φ2.4120~140正极14~165~8A387 GR5 A335 P5ASTM A387 ASTM A335SMAW R507φ3.2110~12026~2810~15760±10℃156HB焊条需经350℃烘干1小时方可使用,焊前需经300~350℃预热,层间温度控制在350℃左右,焊后立即进行300~350℃的消氢处理,经24小时后进行100%RT检测,合格后经760℃的消除应力热处理。
φ4.0150~18028~3015~20GTAW H1Cr5Mo φ2.4120~140正极14~165~8A387 GR9 A335 P9ASTM A387 ASTM A335SMAW R707φ3.290~12026~2810~15760±10℃156HB焊条需经350℃烘干1小时方可使用,焊前需经300~350℃预热,层间温度控制在350℃左右,焊后立即进行300~350℃的消氢处理,经24小时后进行100%RT检测,合格后经760℃的消除应力热处理。
φ4.0150~18028~3015~20GTAWER80S-B8φ2.4120~160正极14~168~1006Cr19Ni10S30408304GB/T4237ASTM A240SMAW A102/A107/E308φ3.290~12026~2810~15/156HBA102焊条需经300~350℃烘干1小时方可使用、A107焊条需经250℃烘干1小时方可使用,除有要求外,焊后可不进行热处理。
φ4.0120~16028~3015~20GTAW H08Cr21Ni10/ER308φ2.4120~160正极14~168~10022Cr19Ni10S30403304LGB/T4237ASTM A240SMAWA002/E308Lφ3.290~12020~248~10/156HBA002焊条需经300~350℃烘干1小时方可使用,除有要求外,焊后可不进行热处理。
φ4.0120~16024~2815~20GTAWH03Cr21Ni10/ER308Lφ2.4120~160正极14~168~10S30409 304H GB/T4237 ASTM A240SMAW E308Hφ3.290~12020~248~10/156HBE308H焊条需经300~350℃烘干1小时方可使用,除有要求外,焊后可不进行热处理。
φ4.0120~16024~2815~20GTAW ER308H φ2.4120~160正极14~168~1006Cr17Ni12Mo2S31608316GB/T4237ASTM A240SMAW A202/A207/E316φ3.290~12026~2810~15/156HBA202焊条需经300~350℃烘干1小时方可使用、A207焊条需经250℃烘干1小时方可使用,除有要求外,焊后可不进行热处理。
φ4.0120~15028~3015~20GTAWH06Cr19Ni12Mo2/ER316φ2.4120~160正极14~168~10022Cr17Ni12Mo2S31603316LGB/T4237ASTM A240SMAWA022/E316Lφ3.290~12020~248~10/156HBA022焊条需经300~350℃烘干1小时方可使用,除有要求外,焊后可不进行热处理。
φ4.0120~16024~2815~20GTAWH03Cr19Ni12Mo2/ER316Lφ2.4120~160正极14~168~1006Cr17Ni12Mo2Ti 316Ti GB/T4237ASTM A240SMAW A212/E318/156HBA212焊条需经300~350℃烘干1小时方可使用。
焊接时,电流不能过大以避免焊条过红。
除有要求外,焊后可不进行热处理。
φ4.0120~15028~3015~20GTAWH03Cr19Ni12Mo2φ2.4120~160正极14~168~1006Cr18Ni11Ti 321GB/T4237 ASTM A240SMAWA132/A137/E347φ3.290~12026~2810~15/156HBA132焊条需经300~350℃烘干1小时方可使用、A137焊条需经250℃烘干1小时方可使用,除有要求外,焊后可不进行热处理。
φ4.0120~16028~3015~20。