生产效率统一核算口径标准一览表
生产岗位人员关键绩效考核指标

生产部经理关键绩效考核指标一览表考核项目及权重指标名称权重考核频率考核资料来源绩效目标值财务类(20%) 1.成本控制10% 年度生产部成本控制在××××万元以内2.成本费用预算达成率10% 年度财务部成本费用预算达成率为××%内部运营类(50%)1、产计划完成率5% 月度/季度/年度生产部生产计划完成率达到××%以上2.产品产量5% 年度生产部1.产品甲年产量达到××××Kg2.产品乙年产量达到×××Kg3.产品质量5% 季度生产部1.产品甲合格率达到××%,优良率达到××%,废品率控制在×%以内2.产品乙合格率达到××%,优良率达到××%,废品率控制在×%以内4.采购及时率5% 月度/度生产部不低于××%5.产品供应及时率5% 月度/度生产部达到××%以上6.订单需求满足率5% 月度/季度生产部不低于××%7.半成品库存周转天数5% 月度/季度生产部不高于×天8.设备完好率和利用率5% 季度,年度生产部1.设备完好率达到××%以上2.设备利用率达到××%以上9.安全生产5% 年度生产部年度重大生产事故不得超过×次10.关键员工保有率5% 年度人力资源部关键员工保有率维持在××%以上客户(20%) 1.客户满意度12% 年度人力资源部重要客户满意度评价应在×分以上2.供货商满意度8% 年度人力资源部主要供货商满意度评价应在×分以上学习与发展类(10%) 1.部门员工任职资格达标率5% 年度生产部人力资源部任职资格达标率达到××%以上2.培训目标达成率5% 年度人力资源部培训目标达成事在××%以上车间主任考核指标考核项目考核内容权重考核频率考核资料来源绩效目标值生产计划组织编制生产车间的作业计划15% 月度/季度生产部1.每月的×日前,将月度、季度生产计划报生产部经理审批2.生产计划完成率达到××%以上产品产量产品的产出情况40% 月度/季度/年度生产部1.产品甲产量达到××K91)fl,L,产品合格率达××%以上,优良率达××%以上2.产品乙产量达到××K9以上,产品合格率达××%以上,优良率达××%以上生产设备管理对生产设备进行日常的保养与修护15% 月度厚度/年度生产部1.设备完好率达到××%以上2.设备利用率达到××%以上生产安全执行车间生产安全计20% 年度生产部年度员工工伤事故发生率控制在×%0以内管理划的情况员工管理指导、监督员工工作,提高员工的工作业绩,调动员工工作积极性10% 年度人力资源部1.下属员工考评平均得分在××分以上2.年度内,下属员工无重大处分记录表5-5班组长考核指标考核项目考核内容权重考核频率考核资料来源绩效目标值生产进度根据生产车间的作业计,组织本班组完成相应的生产任务情况60% 月度,季度/年度生产部生产计划完成率达到××%以上生产设备管理对生产设备进行日常的保养与修护10% 月度厚度/年度生产部i.设备完好率达到××%以上2.设备利用率达到××%以上生产安全管理执行车间生产安全计划的情况30% 年度生产部年度员工工伤事故发生率控制在׉以内表5—6生产调度专员考核指标考核项目考核内容权重考核频率考核资料来源绩效目标值生产调度会议组织参加公司生产调度会议,编发生产制度会议纪要20% 月度生产部1.每月×日准时召开生产调度会议2.每月×日准时下发生产调度会议纪要生产调度对人力、物力等的合理调度60% 月度/季度生产部各项调度准确率达到××%以上突发事件调度抢险突发事件的及时、有效解决20% 月度季度/年度生产部是否有效解决设备管理专员考核指标考核项目考核内容权重考核频率考核资料来源绩效目标值设备大修计划计划的可行性及计划完成率20% 季度/年度生产部1.设备大修计划的可行性达到××%以上2.计划执行率达到××%以上设备采购成本控制设备采购成本20% 季度/年度生产部1.每年的×月编制设备采购计划报领导审批2.年度采购成本费用控制在××××万元以内设备维修和使用对设备的维修、保养进行统一管理,定期或不定期地对设备进行检查30% 季度生产部1.设备利用率达到××%以上2.设备维修率在×%以内设备完好率和事故发生率设备完好率设备事故发生率30% 季度/年度生产部1.设备完好率在××%以上2.设备事故导致一般工伤发生率在×%。
生产部关键绩效考核指标
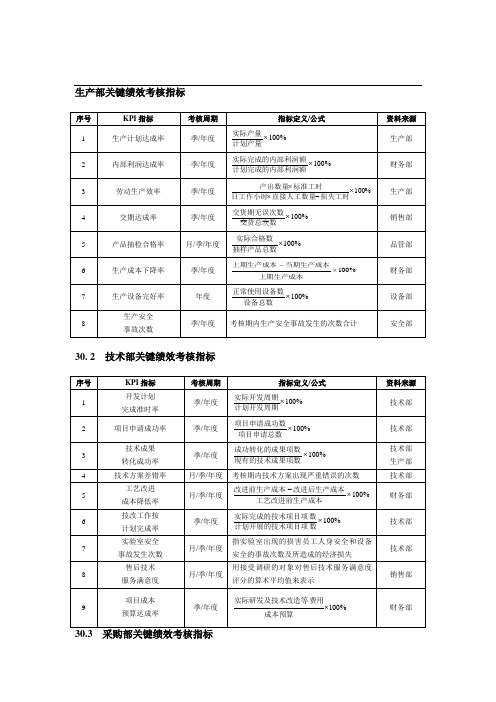
生产部关键绩效考核指标
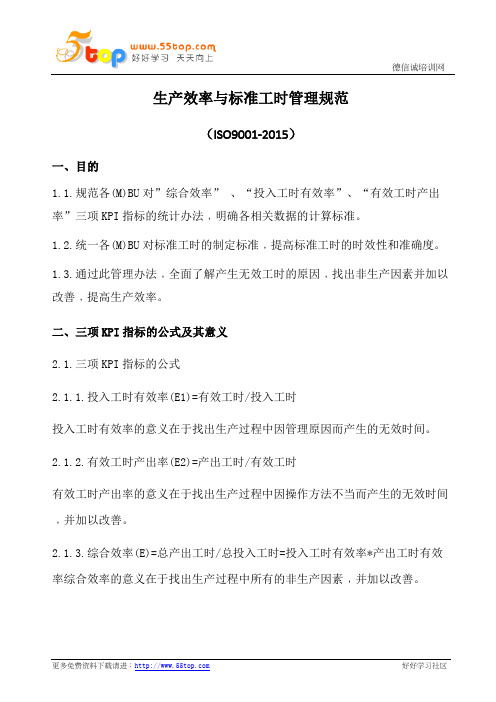
30. 2 技术部关键绩效考核指标
30.4 储运部经理绩效考核指标量表
30.10 安全部各级人员绩效考核方案
兰亭序
永和九年,岁在癸丑,暮春之初,会于会稽山阴之兰亭,修禊事也。
群贤毕至,少长咸集。
此地有崇山峻岭,茂林修竹;又有清流激湍,映带左右,引以为流觞曲水,列坐其次。
虽无丝竹管弦之盛,一觞一咏,亦足以畅叙幽情。
是日也,天朗气清,惠风和畅,仰观宇宙之大,俯察品类之盛,所以游目骋怀,足以极视听之娱,信可乐也。
夫人之相与,俯仰一世,或取诸怀抱,晤言一室之内;或因寄所托,放浪形骸之外。
虽取舍万殊,静躁不同,当其欣于所遇,暂得于己,快然自足,不知老之将至。
及其所之既倦,情随事迁,感慨系之矣。
向之所欣,俯仰之间,已为陈迹,犹不能不以之兴怀。
况修短随化,终期于尽。
古人云:“死生亦大矣。
”岂不痛哉!
每览昔人兴感之由,若合一契,未尝不临文嗟悼,不能喻之于怀。
固知一死生为虚诞,齐彭殇为妄作。
后之视今,亦犹今之视昔。
悲夫!故列叙时人,录其所述,虽世殊事异,所以兴怀,其致一也。
后之览者,亦将有感于斯文。
生产综合效率指标诸基准1

品质经营本部(6Sigma推进Team)
制作日期:2000.8.25
1. 构成系统的基本内容图
异常发生
记录
SFC 输入/分析
I/F
指标计算/分析 (工程单位)
-生产综合效率 -MTBF/MTTR
SAP-PM
I/F
I/F
分层(WEB)
N
各LINE 详细内容
E
单
位
事业场/LINE 日推移
事业场/LINE 月推移
输入非稼动LOSS 基准情报
全工程MTBF现况
工
程
各工程LINE别 MTBF现况
单
位
日 MTBF现况
月 工程MTBF现况
*兰色:目前是从WEB提供,以后使用ESFC时 需附加的事项
3/16
3. 指标计算基准
3-1 生产综合效率:与CAPA对比,生产的良品比率.
(LINE单位)
-生产综合效率
-MTBF/MTTR
PM 计划
保全(计划)履历 输入/指示/分析
按各事业部门 管理者/理事
2/16
2. 主要构成内容
生产综合效率
LINE单位 事业场/LINE 综合效率
各LINE PITCHDIAGRAM 事业场/LINE 每日推移 事业场/LINE 每月推移
工程单位
(作业数X实际INDEX) (6)价值稼动时间:在性能稼动时间中为生产良品消耗的时间
(良品数 X 理论INDEX) (7)理论INDEX:表示制作设备时的SPEC CYCLE TIME,也可作为目标TIME (8)实际INDEX:在现有制造现场/设备状态/产品特性上,可稼动的终C/TIME.
标准工时产能表

标准工时表依据公司近期内实际生产和目标,制定如下标准:补充说明:一﹑优化生产线1.降低生产成本:包括人工成本﹑管理成本及物料搬运成本等﹐并且由于产量之提高﹐使分摊之各项间接费用也随之降低﹒2.提高工作效率:由于各站工作之固定化﹐不必要之寻找﹑思考等心力工作大幅减少﹐使工作效率提高﹒3.简化管理工作:包括人员训练﹑工作督导﹑产量计算﹑品质追踪等等管理工作都能简化.4.减少物料搬运:由于生产线之制造流程和搬运路径相同﹐并且常使用定路径之搬运设备(例如输送带﹑定轨式吊车﹑台车﹑吊蓝)搬运﹐因此物料搬运量减少﹒5.能满足大量生产之需要:在各种复杂性产品之生产技术中以生产线技术之大量生产投资及单位生产成本最低﹒除衣衫五项以外,采用生产线还可以节省厂房面积﹐减少半成品中间库存﹐并且还可以使员工容易产生认同感和归属感之优点﹒二、生产线有关名词之解说﹕生产线有关名词极多﹐以下仅选择较常用的名词说明﹕1、工作站(WORK STATION)﹕又称作业站﹐是在生产线上执行一项工作或一组工作之工作单位,生产线系由若干工作站所组成﹐在工作站上执行工作之人员称为工作员﹐作业员或操作员,每作业站之作业人员通常为一人和一组作业员﹐视实际需要调派﹐生产线上所含工作站之数目以K代表﹒2、单元(WORK ELEMENT OR WORK UNIT)﹕生产线上每一工作站通常都包括若干工作项目,每一工作项目称为一个工作单元﹒一般而言公共单元之划分以能够独立成一工作为原则.常用之代号U或E﹐第I个工作单元称为Ui或Ei,大的工作单元有部分可划分为较小工作单元﹐部分则较困难﹒3、作单元时间(performance time):每一工作单元执行一件工作所需之时间称为工作单元时间﹐常用代号为ti.工作单元时间一般受制造程序之影响﹐当程序之安排足以影响该工作单元之执行时﹐工作时间将增加﹒4、作业站时间(station time): 指每一工作生产一件产品所需要之时间而言,亦即一工作站处理所含工作单元所需时间之总和﹐使用之代号为T﹒5、周期时间(cycle time):生产线生产一件产品所需之时间,亦即两产品进入(或离开)生产线之间隔时间﹐常用代号C﹒生产线周期通常等于生产线上最长作业站时间﹐亦即:C=Tmax.6、线长(line length):指生产线之长度而言﹐单位为呎或米﹐采用之代号为L.7、线速(line speed):产品在生产线上移动之速度,单位为每分钟若干米或若干呎﹒通用代号为S﹒8、在线制品:在生产线上流通之产品﹐以N代表﹒在线制品通常均较工作站数为多﹐即N大于K﹒9、呆滞在线制品:生产线上之在线制品理论上只有K件(即每一工位只有一件)﹐但实际作业上往往大于K.大于之理由有以下几个﹕(1)在生产线上往往有复合作业站存在﹐若一复合作业站拥有五个工作单元﹐则在生产作业中可能同时拥有五个在线制品﹒(2)有空白作业站存在,在生产线中若输送带过长或作业站过少时﹐生产线上会发生闲置之在线制品.(3)生产线上制品之输送以批次搬运(以集中搬运方式搬运)时﹐在线制品将大于生产线之站数,在线制品大于作业站部分称为呆滞在线制品﹐以I为代号﹒10、在线时间:任何一产品自进入至离开生产线所花之时间﹒若欲求平均在线时间则尚需视批次(lot)之多寡而定﹒生产线上线速﹑线长﹑在线制品﹑在线时间之相关性如下﹕(1)线速=线长/(在线制品*周期)即S=L/CN(2)线长=周期*在线制品*线速即L=CNS(3)周期=线长/(在线制品*线速)即C=L/NS(4)在线制品=线长/(线速*周期)即N=L/CS=I+K=在线呆滞制品+作业站数(5)在线时间=(在线存货+在线制品)/线速=(B+K+I)/S11、作业顺序圈(Procedure diagram):制品制造程序表示法之一种﹐与一般制程分析圈相似﹒(1) (2) (3)(0) (4) (6) (7) (9) (10)(12) (11) (13) (14) (15) (16)(8)12、瓶颈(Bottleneck)﹕在生产线中最慢之工作站﹐亦即是生产联机操作粘时间最长之作业粘﹐称为生产线之瓶颈﹒瓶颈在一般生产线中几乎永远存在﹐消除一个瓶颈又产生另一个瓶颈﹐而瓶颈之宽窄决定生产线之产量及效率﹒13、闲置时间(idle time):任一工作站执行一工作(即生产一件产品)所浪费的时间﹒闲置时间常用代号为D﹒限制时间等于生产线周期减去各作业粘之站时间﹐即D=C-T ﹒14、平衡(Balance)﹕生产线各工作站工作速度相近情形﹐称为生产线平衡﹐或指生产线达到所需生产速度而言﹒理论上﹐完全之平衡绝对无法存在﹐因此通常所谓平衡多指合乎需要之生产速度﹐或合乎需要之生产效率而言﹒研究﹑分析或处理生产线平衡之工作称为生产线平衡作业﹒15、平衡闲置时间(balance delay)﹕在生产线平衡状况下各站闲置时间常用代号BD.平衡闲置时间与总生产时间之比率称为平衡闲置时间率﹐常用代号为d﹒计算公式如下﹕BD=KC-ΣtiD=TBD/K.C=(KC-Σti)/(K.C)16、平衡系数(smoothness index):表示平衡状况之系数﹐亦即各作业粘时间之标准差﹐但一般标准差之计算方法是以平均值为基础﹐平衡系数之计算则以工作站时间之最大值(即生产线周期)为基础﹒计算公式如下﹕Σ(C-Ti)2S.I.=K三、生产线之设计与建立1﹑生产过程之考虑﹕以生产线制造的产品﹐其制造过程基本上是属于流程型工厂)FLOW SHOP)之生产类型﹒这种生产过程我们可以再加以细分成下列三种﹕(1)线型过程﹕这是比较简单的产品制造过程﹐较常见于制造型生产线﹐这种生产过程中没有分支﹐也没有中间投入之物料零件(如图2-1A)﹒(2)构型生产过程﹕这种过程最为常见﹐一般装配性发品之制造都可以属于这一种(如图2-1B)﹒(3)网络型生产过程﹕生产过程为网络型﹐见于较复杂产品之制造(如图2-1C)﹒直线型生产过程1 2 3 4 11 13 16 17 5 6 7 9一般生产线之设计及平衡编排﹕2﹑一般型生产线设计之参考原则﹕生产线设计以能增加生产产量,提高机器使用率,简化管理﹐工作降低生产成本为目的﹐因此在设计工作中应循下列原则﹕(1)可能减少产品在线上之移动距离﹒(2)持产品在生产线上稳定之流通﹒(3)个作业站工作分配合理﹐尽可能做到责任分明﹑工作分配平均之程度﹒(4)尽可能一条生产线生产一种产品或一个产品系统﹒(5)各站各工作单元之作业顺序尽可能固定﹒(6)线上产品愈少愈佳﹐产品在线上时间愈短愈好﹐必要时可使用支线﹒(7)各站之作业时间愈接近愈好﹐并尽可能使各作业站是工作接近同步﹒(8)生产线调整弹性良好﹒四﹑生产线改善技术﹕1.产品布置平衡的先决条件﹕在研讨产品布置的平衡时﹐必须先研究下列三个先决条件﹕(1)测定标准工时﹒各操作应先将方法标准化,然后利用各种测时的技术,订出各操作的标准工时﹐作为计算平衡时的依据﹒(2)决定不平衡率﹒虽然目的是在求其平衡,然而欲使不平衡率达0%,事实上是不可能的﹐但如大于30%-40%,则时间的损失亦甚为惊人,故通常应订出一允许不平衡率,作为调整平衡时的参考﹒一般求不平衡的公式为﹕不平衡率=(3)管理者的观念﹒有人重视控制产品周期时间于某一定值,如此当可稳定一天的产量,但也有人注意控制作业人数于某一定数,如此则分派人员时必须尽量能获得最小的周期时间,亦即能有较多的产出﹒2.生产线布置平衡常用的方法﹒生产线布置的平衡,并无任何公式能计算设备特殊的平衡,可是工作的经验,以及工作情形的分析常是最好的求平衡的方法﹐至于一般的求平衡的方法约有下列几种﹕(1)改善工作方法﹕对各费时较多的工作站,利用改善工作方法的技巧改善其工作方法,并设计夹具与改良工具﹐以缩短其所需时间﹒(2)调整工作﹕将整个程序内的各操作重予组合﹐以求其平衡﹒(3)需时间较长者分割﹕凡工作站需时较长者,分由两台或两台以上的机器或人员去作,以求各工作站间时间的平衡﹒(4)最小公倍数法﹕求各工作站所需时间的最小公倍数,为调整机器设备或人员的根据,此法常须增添机器设备与人员﹐且增加其产量﹐故须视资金及市场状况才能决定﹒(5)将若干需时较少者合并﹕将需时较少的若干工作站合并,不但可获得较佳的平衡,同时亦可获得较少工作人员的结果﹒(6)工作人员的选择﹕选用效率特优人员担任工作较多需时较多工作站的工作,效率较差人员担任工作较少工作站的工作﹒(7)增加其它零碎工作﹕如对工作较少的工作站,确无其它方法平衡时,则可增加其它零碎工作,一面操作人员发生等待﹒(8)设置替班人员﹕最好能设置副线长或线长助理等替班人员,平时可协助线长担任线上工作的督导并可担任领料发料等供应工作,遇有人员缺勤时可临时替补,以免影响整个线上平衡.通常因无替班人员的设置,常将缺勤人员的工作,分配其前后工作点担任,如此﹐则势必将影响整个线上的平衡及产出﹒3、生产线编成效率改善例举:假设某一生产线之各工作站之作业顺序及发生工时如下:13+4+4+7+7+8+9+58个人每人的工作时间;a)此共8工作站8人的分业作业生产方式,暂存与特料随之发生相当多,Line编成效率非常坏.一般Line编成效率或不平衡率,如前述之计算公式:(8*13)-(13+4+4+7+7+8+9+5) 104-57Line不平衡率= = *100﹪8*13 104=45.2%(2)若将上叙之各工程加以分配,使人员之负荷增加,则Line之可能组合有下列几种情况,而平衡率之变化也因此产生差异:请试算当中上个工作站分割时,则其Line编成效率为何?(3)由上叙一中,假设1人1日每日实际作业时间为7HR/日则1人1日之生产量与Line 之总生产量之变化如下: (表二)●由上叙二中,2人编成之总生产量为8人编成之总生产量之868÷1936=44.8%●由表二中,若2人编成之Line以4条Line生产即8人生产再与8人编成之Line比较: (868×4)÷1936=3472÷1936=179%即产量可UP179%(4)由表一与表二中可发现:○1Line之编成效率与Line之Neckpoint(瓶颈)有关○2产量之多寡与人员之编成有关○3要提高Line之效率,必须使Line Balance○4要提高总产量,则以效率高之组合来编成○5Line之编成,必须以产量为基准,求出时间标尺实际作时间7×60×60时间标尺===13sec产量193813+4+4+7+7+8+9+5 57人员数===4.4人13 1314也即以5人编成Line较合理,较具弹性,四、合理化重点改善:(1)由Line编成效率之流程图中,显而易见此工作站系整个Line瓶颈(Neckpoint)若将A工作站加以作业改善或设备性能使之降为9sec,则整个Line之效率变化为:(与8人之改善前比较)9+4+4+7+7+8+9+5○1Line效率==73.6%9×8比较:来54.8% 73.6% UP 18.8%○2产量:7×60×60÷9=2800台/日比较:2800-1936=864台/日UP 864台/日。
生产效率与标准工时管理规范(含表格)
生产效率与标准工时管理规范(ISO9001-2015)一、目的1.1.规范各(M)BU对”综合效率” 、“投入工时有效率”、“有效工时产出率”三项KPI指标的统计办法﹐明确各相关数据的计算标准。
1.2.统一各(M)BU对标准工时的制定标准﹐提高标准工时的时效性和准确度。
1.3.通过此管理办法﹐全面了解产生无效工时的原因﹐找出非生产因素并加以改善﹐提高生产效率。
二、三项KPI指标的公式及其意义2.1.三项KPI指标的公式2.1.1.投入工时有效率(E1)=有效工时/投入工时投入工时有效率的意义在于找出生产过程中因管理原因而产生的无效时间。
2.1.2.有效工时产出率(E2)=产出工时/有效工时有效工时产出率的意义在于找出生产过程中因操作方法不当而产生的无效时间﹐并加以改善。
2.1.3.综合效率(E)=总产出工时/总投入工时=投入工时有效率*产出工时有效率综合效率的意义在于找出生产过程中所有的非生产因素﹐并加以改善。
※由上可以看出﹐一般情况下﹐此三项KPI 指标的计算值都<100%﹔反之﹐则可能是参与计算的各项数据数据统计有误﹐需要重新修订。
2.2.相关参数的定义 2.2.1.投入工时投入工时﹕投入工时指的是员工的支薪工时﹐包括正常上班时间和加班时间两部分﹐也就是从人资系统导出的员工实际刷卡工时。
投入工时=正常班工时+加班工时 2.2.2.有效工时有效工时=投入工时-损失工时 2.2.3. 损失工时损失工时﹕损失工时包括换线、待料﹑来料不良﹑机故﹑试样、重工、等损失的时间。
※在标准工时的制定中﹐计入到宽放时间的不计入在损失时间里面。
a--指完全依照设计数据,以最佳制造方法所能制出该产品所需的最小时间值。
b--因私事宽放﹑疲劳宽放﹑延迟宽放﹑政策宽放的时间。
c--因产品生产过程中操作方法不当所发生的无效时间。
d--因产品生产过程中管理原因而发生的无效时间。
2.2.4.产出工时产出工时=产出数量*标准工时2.2.5.产出数量产出数量﹕产出数量指的是在生产过程中产出的合格产品的数量,可以是从SAP或SFC系统中下载的数据﹐也可以是在仓库的入库记录表中查得的数据。
生产效率分析图表1

1月2月3月4月5月6月7月8月9月10月11月12月合计1000120013001200144016001500120013001100110012001514020013501450180016701900200016001600140016001500180706070807882907060705068628401401280137017221588181019301540153013501532143817230714.3%93.8%94.9%69.7%90.7%88.4%77.7%77.9%85.0%81.5%71.8%83.4%87.87%-714.29%-93.75%-94.89%-69.69%-90.68%-88.40%-77.72%-77.92%-84.97%-81.48%-71.80%-83.45%-87.87%周 次第1周第2周第3周第4周第5周月度合计车间一车间二61.73%76.54%87.65%损失工时5566426累计比例39.51%32506271出勤工时12512515510035540累 计比例39.51%22.22%14.81%11.11%产出工时120120150802049095.24%合 计3218129生产效率100.8%100.0%68.4%100.8%95.2%322实际投入工时11912011711942517第5周57432损失工时6586328第4周第3周8432出勤工时12512512512545545480第2周5421产出工时1201208012040第1周7322差 异2.每周各车间/工序生产效率明細(5月份,日期: 日至 日)3.异常工时统计分析异常原因原因1原因2原因3原因4总体产出工时人员出勤工时挡产工时/损失工时实际投入工时总体生产效率目 标 值 生产管理工具——生产计划与控制管理生产效率分析图表说明:生产效率是指固定投入量下,制程的实际产出与最大产出两者间的比率。
KPI指标:生产效率对照表模板

各车间
数据来源
入库单、考勤资料
数据核对
生产部
统计周期ห้องสมุดไป่ตู้
每日、每月一次
统计方式
数据和趋势图
KPI指标:生产效率对照表模板
指标名称
生产效率
指标定义
是指生产部门的投入工时的有效利用率
设立目的
反映生产管理对人员、设备和制程的管理效率
计算公式
生产效率=Σ产成品核定工时÷Σ产成品投入工时×100%
相关说明
·Σ核定工时即各个投产合同所额定的生产工时合计·投入工时要扣除因停电、缺料等外部因素所造成的停产工时。·要做到这项统计必须每日由车间提报工时记录。·该指标为生产日常管理的重要指标。
为进一步规范财务管理,统一核算口径,结合工作实际,现就有关业务要求通知如下
为进一步规范财务管理,统一核算口径,结合工作实际,现就有关业务要求通知如下:一、办公费:反映单位购买按财务会计制度规定不符合固定资产确认标准的日常办公用品、书报杂志等支出。
购买办公用品单价在300元以下,单张发票金额300元以上的,发票后面需附有商家提供的有本单位职工签字的清单作附件。
打印费发票后需附有打印部提供的,有本单位职工签字的清单作附件。
二、印刷费:反映单位的印刷费支出。
大宗印刷需办理政府采购招标手续。
三、邮电费:反映单位开支的信函、包裹、货物等物品的邮寄费及电话费、电报费、传真费、网络通讯费等。
各种邮寄费、电报费必须由电信部门开具的正式发票(有税务监制章)方可报销,单位缴纳的电话费,凭电信部门出具的话费发票据实报账,各种预交话费凭证一律不予报销。
四、交通费:反映单位车船等各类交通工具的租用费、燃料费、维修费、过桥过路费、保险费、安全奖励费等。
车辆维修必须有厂家提供的清单作附件,车辆保险费必须实行政府采购,租用私车的,必须凭正式运营发票(有税务监制章)报销入账,不得以其他形式的发票代替。
安全奖励费必须有保险公司出具的证明。
五、差旅费:反映单位工作人员出差的住宿费、旅费、伙食补助费、杂费等。
住宿费、车船费用等必须取得有税务监制章的正式发票,否则不予报销入账。
需详细填明单位名称、出差人姓名、出差事由、出发时间、地点、到达时间、地点、费用金额等要素,伙食补助执行我县统一规定标准。
六、会议费:反映会议中按规定开支的房租费、伙食补助费以及文件资料的印刷费、会议场地租用费等。
(1)去外地参加会议的支出,列入“差旅费”。
应附会议通知。
(2)财政安排的“一类、二类”会议费列专项,应附有会议通知、签到簿和住宿人员花名册。
(3)单位自行安排的会议所发生的费用,列“会议费”(包括房租费、伙食费、文件印刷费、场租费等),同时应附有会议通知、参会人员签到簿。
七、培训费:反映各类培训支出。
按标准提取的“职工教育经费”也在本科目中反映。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日历天数-4天 =标准人力日产量/标准日出勤人数
随考核内容粗细程度,包含范围不同 如:考核串激车间人均日产出=总装日合格产 量/(总装+转子+定子+辅助)总出勤人数
日历天数
=时间稼动率*性能稼动率良率=有效生产时间/生产
负荷时间 *(标准单件工时*全部生产数量)/有效生产 时间*
反映公司设备整体效率状况
良品数/全部生产数量。
日历天数 =产量/标准设备产能
反映实际与预测未来产能负荷状况
实际设定值, 依现状s)/标准工时(s)*20H*月总出勤天数
标准工时由精益办/IE负责测量与判定
3 标准人均日产出
20
4 设备综合效率(OEE)
24
5 产能利用率
24
注 1.以上生产效率指标 : 标准值在标准工时表
2.后期将建立生产效 率管理系统,进行IT 系统化管理。
生产效率统一核算口径标准一览表
NO .
指标
标准 天工作时
数 (小时)
1 标准设备(线体)产能
24
标准 月工作天数
(天)
核算公式
备注说明
日历天数
1. 标准工时由精益办/IE负责测量与判定 =3600(s)/标准工时(s)*24H*月日历天数*目标OEE 2. OEE暂以世界级企业行业标准85%为目标,