200MW机组首次启动振动大的原因分析和处理
200MW等级机组轴振动波动异常分析与治理

接空冷凝 汽式汽 轮机 ,型号 为 NZK200—12.75/535/535。机
(2)2号 轴 承处 振 动波 动 易 发生 在 机 组 高负 荷 运 行 阶
组整个 轴系共 计 6个轴 承 ,其 中 2号轴 承为 推力联 合轴 承 , 段 ,尤 其是受环境温度影 响真空较差 的情 况下 。
发电机转 子支撑在 5号 、6号轴承上 。
的安全稳 定运行 ,2号轴 振 动波 动的 同时 ,1号 、3号 、4号轴 真空 、或 4号调 门开度在 28% 一35% 区间似乎 更容易 出现 振
承轴振也 轻微 受到影响 。该 厂 自投 运 AGC(自动 增益 控制 ) 动波动 。特 别需 指 出 的是轴 振动 波动 与 真空 、负荷 、调 门开
Abstract:In this paper,for 200MW grade unit No.2 tile(thrust bearing)shaft vibration problems,through the analysis of
teat data。axes contrails and spectrogramcombined with the analysis of insta llation a n d operation parameters,we, ve found the reason which caused the fault iS the No.2 bearings margin iS insuficient.Under the iniluence of a irf low disturbance. 0il whirl oecurl ̄d,which will lead to the instability of sha fting. Based on t h is,the cont rol scheme is given.The No.2 bear- ing is overhauled,and the elevation of bearing is increased to improve t he bearing capacity.T h e shaft system is stable a fter maintenance,and the vibration level reaches a good va lue. And we believe it will pr ovidereferences f or other units to dea l witl1 the same type mechan ism vibration. K ey w ords:stean]turbine;vibration fluctuation ;bearing m argin; airf low disturbance;oil whirl
某汽轮机振动大原因分析及处理

某汽轮机振动大原因分析及处理作者:阴峰徐剑晖王明生来源:《山东工业技术》2019年第03期摘要:某200MW汽轮机在进行配重后首次启机带负荷时,由于1x轴振大机组停机,经对振动数据和温度数据进行分析,判断最终是由于中压缸膨胀未胀出,以及上下缸温差偏大引起缸的变形,这两个原因共同作用而发生了动静碰磨。
基于此提出了提高再热汽温,控制缸温差、提高轴封供汽温度等5条措施,措施采取后效果明显。
关键词:汽轮机;振动大;提高汽温;建议0 前言振动是汽轮发电机组运行中最常见的主要故障之一,严重时会行程振动事故,汽轮机组振动故障案例的分析和经验积累对于振动问题的解决很重要。
文中某200MW汽轮机在进行配重后首次启机带负荷时,由于1x轴振大机组停机,经对振动数据和温度数据进行分析,结合以往的案例分析[1],判断最终是由于中压缸膨胀未胀出,以及上下缸温差偏大引起缸的变形,这两个原因共同作用而发生了动静碰磨。
基于此提出了提高再热汽温,控制缸温差、提高轴封供汽温度等5条措施,措施采取后效果明显。
1 系统及事件简介某厂1号机组汽轮机是东方汽轮机厂生产的NJK200-12.7/535/535型汽轮机,为单轴、三缸双排汽、中间再热、间接空冷凝式汽轮机,整个机组共32级。
汽轮机共有五块支持轴承,汽轮机的5个支持轴承分别为可倾瓦轴承及椭圆轴承。
1号轴承为可倾瓦轴承,2号轴承为推力支持联合椭圆轴承,也是转子的死点。
3、4、5号为椭圆轴承。
事件前机组主要参数:机组负荷121MW,真空-73.6 kPa,主汽温527℃,再热汽温518℃,主汽压力8.23MPa,再热汽压力1.51MPa,汽轮机1X轴振动81μm,2X轴振动60μm,3X轴振动111μm,4X轴振动75μm,5X轴振动21μm,6X轴振动35μm,7X轴振动70μm,没有正在进行的操作。
5分钟后汽轮机1瓦X向振动由81μm开始上涨,除5瓦振动下降外,其余各轴瓦振动皆上涨,其他各参数无异常,持续观察振动情况。
某200MW汽轮机组振动故障分析与处理
il:
_ - .
0
5 00
1 0 00
1 0 50
Z¨ ’ II ’
25 0 0
3 0 00
P ED: O r m / i S E lO p dv
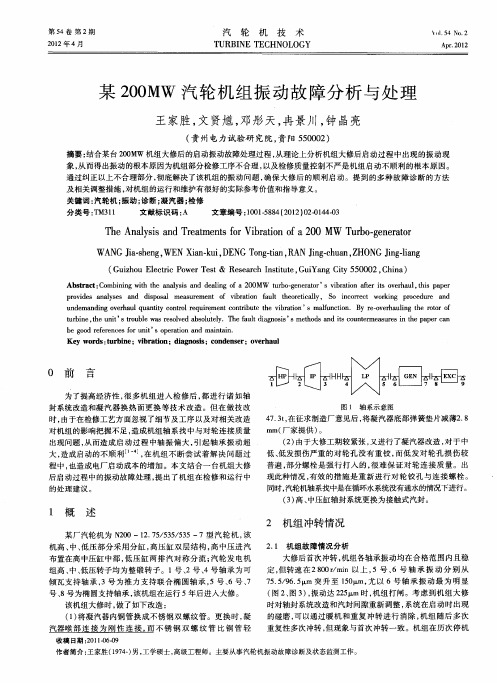
图 5 6号 轴 承 振 动 B D O E图
2 2 3 凝 汽 器 底 部 调 整 ..
轴承标高和 紧力 调整 后 , 组轴 承振 动 趋势 有 缓 和迹 机
机组 二次 调整后 , 以定速3 0 rmn 5号 、 可 0/ i, 0 6号轴 承振
动分别 为 7 1n 19 L 2r 2p x/ m且保持平稳 。
2 2 2 运 行 方 式调 整 ..
POI :X L4 Rih 一 一 2 NT6 5 gt XUNCOM P M ACHI X向 NE:
2 1 机组故障情况分析 .
大修后首次 冲转 , 机组各 轴承振动均在合格 范围 内且 稳
定, 但转速 在280rm n以上 , 0 i / 5号 、 6号 轴 承 振 动 分 别 从 7 ./ 6 5 突升 至 10 m, 以 6号 轴承 振 动最 为 明显 5 5 9 . m 51 尤  ̄ ( 2图3 , 图 、 ) 振动达 2 5x 2I m时 , 机组 打闸。考虑到机 组大修 时对轴封 系统改造和汽封间隙重新调整 , 系统在启 动时 出现 的碰磨 , 可以通过暖机 和重复 冲转进 行消 除 , 组 随后多 次 机
i ; ; 1 { ;
; i l : ; l i ; .
;jI J :i l;
{; :}} l:j 一
{; li} ;}; 。
进行 机组两 台循泵单 、 并运 行切换 , 、 升 降凝 汽器真 空 、 轴 变 封汽温度等 一J发 现 6号轴 承振 动随着运行方 式 的调 整均 ,
大机组振动原因分析与处理

大机组振动原因分析与处理摘要简述了引起大型机组振动的几种原因,并对部分原因以现场实际工作经验为例进行了剖析,附以解决方案,对从事该类型工作的设备管理人员解决现场振动问题,具有一定的借鉴意义。
关键词大型机组;振动;轴承;底脚1 引言大型压缩机组因其单位效率高,在石油化工行业被越来越多的用户使用,而且朝着大型化,模块化的趋势发展。
与此同时,因化工行业连续生产的特殊性,大型机组必须满足长周期、安全、稳定运行的条件。
保证大型机组安全稳定的首要条件则是对大型机组的运行状态进行跟踪监控,并实时做好记录,分析机组的状态是否正常,以此来判断机组是否能够继续运行或者确定机组的检修时间等。
其中,机组状态检测中首要跟踪的参数便是机组的振动、温度等,很多情况下,振动与温度是有关联的。
因此,在测得振动参数后,对比温度参数需要进行深入的分析才能准确判断出原因。
大型机组的振动问题是比较复杂的一个课题,涉及到许多方面。
比如,转子动静平衡不好,联轴器不对中,地脚螺栓存在虚脚,轴承间隙不合适,管线应力等其它非机组本身的附加振动源等。
一个机组振动超标后,首先要找出振动源,并分析排除可能的情况。
有些时候引起振动的原因并不是唯一的,可能存在多项引起振动的原因,这个时候判断问题就比较困难一些,但是只要我们仔细排查,便能最终找到问题所在。
2 引起振动的几种原因现以某厂5台大型制冷压缩机组为例简要分析一下振动产生的原因以及在现场实际排查的过程和最终解决方案。
该厂有汽轮机驱动的离心式制冷压缩机1台,6000V高压电机驱动的喷油双螺杆压缩机4台。
这些制冷压缩机组为聚合反应提供冷媒,鉴于生产的连续性,这五台机组必须同时保持高效稳定的运行。
监测振动对跟踪与分析机组的运行状态至关重要。
振动分为三个方向的振动,水平,垂直,轴向。
这三个方向的振动分别能反应机组的不同状态。
水平方向振动大,一般反应的是机组转子不平衡或者是联轴器对中不好。
垂直振动大则一般反应机组有虚脚,找正不好。
浅析汽轮发电机组首次启动振动大的原因及其对策

浅析汽轮发电机组首次启动振动大的原因及其对策摘要:汽轮发电机组的第一次启动,是在机组安装结束后,首次冲转,使汽轮机从静止状态进入到运行状态,以对设备制造质量和安装质量进行考核。
汽轮机在首次启动过程中,容易出现振动故障。
如果不及时采取有效措施,减小汽轮机组的振动,使其在规定范围内,将对机组造成严重危害。
本文总结了影响汽轮机组振动的原因及对策,并以某分布式能源站1号汽轮机组首次启动过程中发生的振动故障为例,根据影响机组振动的原因分析,快速找到发生振动故障的原因,并采取有效的对策,减小机组振动,确保机组安全稳定运行,以此供同行参考。
关键词:汽轮机;振动;原因;对策1.汽轮机常见振动故障的原因分析及其对策1.1轴系中心不对中轴系不对中主要包括平行不对中、角度不对中和平行角度混合不对中三种形式。
(1)平行不对中,主要表现为两个相接的转子轴心线在径向方向存在一定平行偏移量。
单纯的轴系平行不对中主要表现为两倍的工频振动,和一些高次谐波振动。
(2)角度不对中,主要表现为两个相连接的转子轴心线存在一定的角度值。
单纯的轴系角度不对中会产生轴向工频振动和径向工频振动。
(3)平行角度混合不对中,主要表现为两个相连接的转子轴心线即存在一定角度值,也存在一定平行偏移量。
很多实际遇到的不对中问题,并不是单纯平行不对中或是单纯角度不对中,而是平行角度混合不对中的综合作用。
故平行角度混合不对中发生时,轴系轴向工频振动、径向工频振动、径向两倍频振动和一些高次谐波会同时存在。
【1】对策:轴系中心不对中引起的汽轮机振动会随着汽机的转速或者负荷增大而增大,消除的方法是重新找正,使各轴中心连接符合安装工艺要求。
1.2动不平衡理想的转子是具有规则的几何形状并且质量分布均匀的,其几何中心也称为回转中心,质量的对称中也则为质心,对于理想转子而言,质心是和回转中心重合的。
【2】转子上所装配的各个零部件,由于材质不均匀(如铸件中存在气孔、砂眼)、加工误差、装配偏心,以及在长期运行中产生不均匀磨损、腐蚀、变形,某些固定件松脱,各种附着物不均匀堆积等各种原因,都会导致零件发生质心偏移。
机组振动产生的原因及开机过程中应当采取的措施

F
o
G为重力; F为油膜 支撑的合 力。
G=F
F’
F2
F1 o1
G
G
一旦出现扰动,则合力变为F’
其中: F1=G
将F2分解到沿oo1方向及其垂直方向,前者使轴回到原中心 位置,而后者使轴颈绕原中心位置o涡动,经计算其涡动 频率为转速的一半 F2 o o1 F”2
F’2
胀差:转子的膨胀量和汽缸膨胀量之差
机组振动产生的原因及开机过 程中应当采取的措施
机组振动产生的原因
机械上的原因: (1)转子不平衡 (2)转子弯曲 (3)叶轮或叶片损坏、断裂 (4)叶轮或叶片结垢 (5)联轴器对中不好 (6)滑销系统故障缸体非定向膨胀 (7)轴瓦磨损间隙增大 (8)推力瓦块磨损,轴向位移增大,动 静部分产生摩擦
机组振动产生的原因
度,使大轴向上弯曲 b、启动时操作不合理(静暖机),造成大轴弯曲 c、暖机不充分,在转子弯曲最大及上下缸温差过大的时 候启动,大周和轴封片摩擦,造成大轴局部受热引起
轴的弯曲,由于轴的弯曲加剧了摩擦。使轴弯曲不断
加大,当朝过了材料的弹性限度时,就会造成大轴的 永久性弯曲
d、在制造和检修时,叶轮、轴套等部件在轴的上的装配
开机过程中应当采取的措施
1、正确选择机组冲转参数 2、 正确选择汽封汽源的汽封温度,严格按照高 压缸排汽口和中压缸排汽口温度进行选择汽封汽 源和温度 3、冲转前严格控制润滑油温、油压在合格范围且 油质必须符合要求方可进行汽机启动冲转; 4、汽机冲转前必须保证主再蒸汽管道以及本体疏 水畅通 5、在机组启动前,一定要仔细检查各参数符合启 动条件后方可启动,特别是大轴偏心度、主再蒸 汽温度、压力、润滑油温油压和油质、汽缸金属 温度、温差正常,以及各冷却水应畅通和投运 6、冲转前对汽机本体应仔细倾听内部声响和各道 轴承的回油情况,符合条件后方可启动。
设备运行时振动过大问题分析
设备运行时振动过大问题分析设备运行时振动过大是工业生产中常见的问题,它不仅会降低设备的工作效率,还可能引发设备故障和安全隐患。
本文将从几个方面对设备运行时振动过大问题进行分析,并提出相应的解决方案。
一、振动过大的原因分析1. 设备本身问题:设备的制造质量、结构设计和加工精度等因素会对设备的振动产生直接影响。
例如,设备零部件安装不牢固、不平衡或损坏等情况都可能导致振动过大。
2. 工艺参数不合理:设备在运行过程中,工艺参数的设定对振动也起着重要影响。
例如,轴承润滑不良、设备运行速度过高或过低、工作负荷超过设备承载能力等都会导致振动异常增大。
3. 环境条件影响:环境条件也是设备振动的一个重要因素。
例如,温度过高会导致设备材料膨胀而引起振动增大,而湿度过高则可能导致设备腐蚀和结构松动。
二、解决方案1. 设备维护保养:定期检查、清洁和润滑设备,及时发现和修复设备故障和损坏,保证设备的正常运行。
此外,还可以针对设备的特点和工作环境制定合理的维护计划,包括清理灰尘、调整零部件、更换磨损的零件等。
2. 优化工艺参数:根据设备的特点和工作要求,合理设定工艺参数,避免负荷过重或过轻,控制设备的运行速度在合理范围内,确保设备的平稳运行。
此外,合理选择润滑剂、提高轴承的润滑状态,也能有效减少振动。
3. 改善工作环境条件:合理调控工作环境温度、湿度等因素,避免极端条件对设备产生不利影响。
对于温度过高的情况,可以考虑增加散热装置或采取降温措施;对于湿度过大的情况,可以增加通风设备或者加强设备的防腐措施。
4. 加强设备检测与监控:安装振动传感器、温度传感器等设备,监测设备的运行状况,及时发现振动异常的预兆,并采取相应的措施。
通过建立设备运行数据的数据库,对设备的振动情况进行持续监测和分析,能够提前发现潜在故障,并及时采取维修措施。
结语设备运行时振动过大问题的分析和解决需要综合考虑设备本身、工艺参数、环境条件以及设备检测与监控等多个因素。
机组振动异常处理方案

机组振动异常处理方案机组振动是指风力发电机组在运行过程中出现的异常振动现象。
机组振动异常可能源于多种原因,如叶片不平衡、塔筒松动、齿轮磨损等。
机组振动异常将给机组带来安全隐患和性能损失,因此必须及时处理。
首先,对于机组振动异常的处理,应首先对机组进行全面的巡检和检测,找出振动异常的具体原因和位置。
可采用振动检测仪器对叶片、塔筒、齿轮等部位进行振动测试,找出振动较大的部位,以确定振动源,并判断异常振动的原因。
同时,还可利用红外热成像仪等设备对机组进行检测,查找是否存在热点、滑动、松动等异常情况。
通过全面的巡检和检测,可以快速准确地确定机组的振动异常原因,为后续的处理提供依据。
其次,根据振动异常的原因,采取相应的处理措施。
对于叶片不平衡导致的振动异常,可以采取对叶片进行重新平衡或更换叶片的方式来解决。
对于塔筒松动导致的振动异常,可以采取对松动部位进行紧固的方式来解决。
对于齿轮磨损导致的振动异常,可以采取对齿轮进行修复或更换的方式来解决。
对于其它原因导致的振动异常,也需要采用相应的处理措施,以便有效地消除振动异常。
此外,为了避免机组振动异常再次发生,可以采取以下措施。
首先,加强机组的日常维护和保养工作,定期检查机组的各个部位,及时发现并处理可能导致振动异常的问题。
其次,对于存在严重振动异常的机组,可以考虑进行升级改造,包括更换叶片、齿轮等部件,以提高机组的稳定性和抗振性能。
同时,对于现有机组,还应加强运行监测,及时发现振动异常并采取相应的措施。
综上所述,机组振动异常的处理方案应包括全面的巡检和检测、针对性的处理措施以及后续的预防措施。
只有通过科学有效的处理方案,才能保证机组的安全稳定运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
>,, - . /0( 升速率进行升速 C 制造厂提供高压转子临 界转速值 : ;8@ - . /0(D , 反而滞留, 引起高压转子临
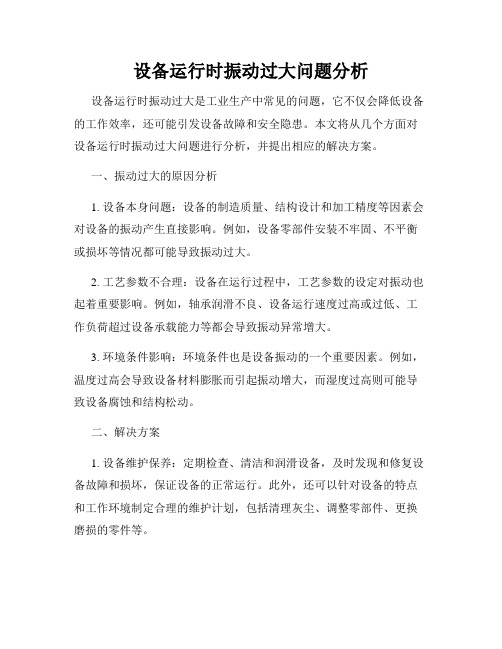
界转速下的共振, 从而造成机组轴系振动。 本台机组设计生产的高、中压调门均带有预启 阀 , 高 调 门 全 行 程 为 =, //, 预 启 阀 行 程 占 ?7>< 中调门全行程 ;, //, 预启阀行程占 :, //。 高 //; 调门预启阀全部开启, 阀位应在 :;7@9 以上。 预启阀 通流直径为 =, //, 主阀直径为 :>, //C 主阀通汽 面 积 是 预 启 阀 的 := 倍 D。 在 =7@:>9 的 高 调 门 开 度 中, 预启阀 升 程 8 //, 即 使 在 8,: +;: == 时 E 高 调 门 开度 :=7:;<9 时 E 预启阀升 程 只 是 >7<? //, 在只有 预启阀工作而主阀不开时,进汽量不能满足高速率 通过临界的需要, 而且预启阀存在较大的空行程。 参 照图 : 和图 8, 转速从 : ,,, - . /0( 开始高速率过临 界时, 中调门阀位从 :=7?9 升至 =>7;?>9 , 蒸汽压力 从 ,78 &!’ 降至 ,7,: &!’ , 可以得出: 本次冲转高压 缸做功很少, 转速的上升主要是中压缸在做功, 但当 再热蒸汽压力降到零时, 中压缸作功能力已到极限, 若高压缸进汽流量仍不足,则会导致由于进汽量不 足以克服高速率过临界所需的能量,造成升速率下 降, 形成一段在未摆脱预启阀行程前的转速停滞区, 即转速调节 “死区” , 引起滞留在临界转速下的共振。 综合以上现象, 分析得出: 本次冲车造成在临界 转速下滞留 >, F 使轴系突发性振动,是由于 #63 万方数据
’ ’ ’ ’ ’ ’
*)).’ ,)).’ -)).’ +)).’ 1)).’ 2)).’
,)) -)) +)) 1)) 2)) 2+’
-)) ,+) ,+) ,*) (-) 02
’ 号瓦振动值 ! !# -/(.0/+ 0/+ 0/+.(’/0 (’/0.*+/1 *+/1.+)/( +)/(.’-’/*
AB . 9 =7@:> =7@:> =7@:> ?7,@: ;7:;8 @7;=: :,7@8, ::7@@; :87=>: :87>:+ :87>:+ :87>:+ :87>:+ :87>:+ :=7:;< :>78;?
AB . 9 :=7?<= :=7?<= :=7?<= 8:78@@ 8=7>?< 8@7=@: +87?<; +<7,>= +?7<8+ +?7<;+ +?7<;+ +?7<;+ +?7<;+ +?7<;+ =87>@; =>7;?>
冲车过程中主要参数记录
汽机主要运行参数
) (/’ (20 )/* ’2* &1* )/( ’/+2 ! ,/)0 ! ,/2’ (/(( ! (/,)/1, +) )/’’ ,)
’ ))) (/’1+ (12 )/( (,&1) )/( ’/,1 ! */,’ ! ,/(0 -/)+ ! -/*’ ’1) ’() )/’’ ,-
次启动轴系振动大的原因分析, 发现 OPQ 调节系统 在设计上未考虑高压调速汽门的流量特性,致使机 组在冲临界时由于阀门在预启阀行程中流量极小, 存在较大的空行程,使升速过程中实际升速率达不 到设定值的要求, 导致转速有一明显的停滞期。 通过 仿真试验确定采用顺序阀启动方式,解决了轴系振 动问题, 并对调节系统进行分析, 提出了 改 善 OPQ 转速控制和运行控制的建议。 启动方式; 临界转速; 振 M 关键词 N 首 次 启 动 ; 动; OPQ 转速调节 M中图分类号N AR(+2S/’ M文献标识码N T (())( ) M文章编号N ’))2&+(’2 )*&))(0&)* 丰泰 发 电 有 限 责 任 公 司 ’ 号 汽 轮 机 是 哈 尔 滨 汽 轮 机 厂 生 产 的 :’,- ! U())&’(/1- ! -*- ! -*- 型 三 缸二排汽供热机组,汽轮机调节系统是哈汽自控 公 司 提 供 的 OPQ 电 调 系 统 , 分别控制 , 个高压调 门和 , 个中压调门。 OPQ 提供了 顺 序 阀 启 动 方 式 (:E’、 :E( 高调门先同时开启,接近全开时再开启 然 后 开 启 :E,) 和单阀启动方式 (, 个 高 调 门 :E*, 同步开启) 。
为 ’ ’)).( *)) " ! #$%, -)) " ! #$% 暖机 ’) #$%, ’ ))) 升速过临界, 转速至 ’ 2)) " ! #$% " ! #$% 暖机 -* #$%, 以后, 升速率明显下降, 轴系突然出现剧烈振动, 其 中支撑高压转子的 ’ 号轴承振动最大,突增至 ’-’ 紧急打闸停机, 打闸时 ’ 号轴承振动最高升至 !#, 转速至零后, 投盘车检 ()) !#。破坏真空紧急停机, 查 ( 号 轴 承 处 大 轴 晃 动 值 为 -’) !# ( 原 始 值 ,, !#) ’/- V 后晃动值逐渐恢复至 ,2 !#。冲车过程 中主要参数见表 ’ , 冲车过程中启动时间、 转速、 升 启动时间、 高 速率与 ’ 号轴承振动关系对照见表 (; 中调门开度、 转速与振动关系对照见表 * 。
表+
时间
内蒙古电力技术
启动时间、 高中调门开度、 以及转速与振动的关系
高调门 中调门
8,,8 年第 8, 卷第 + 期
:, ; < = 8 > :, :>
开度 . //
: 号瓦振动 8 号瓦振动
值 . !/ 值 . !/
转速 ・ ./0(2: : :,, : +:? : +>+ : =:@ : <@; : ?+, : ;88 : ;8< : ;++ : ;=; : ;>; : ;<: : ;<: : ;<: : ;<: : ;>@
作用可成倍放大快速提升调门开度,顺利通过阀门 调节死区。但这两种办法必须通过大量的动态试验 来证实其可行性, 而且, 这种试验对机组安全构成威 胁, 同时要延误机组启动时间。
流量 . 9
87>< ?7+, ?7+, @7<, +<7? +<7? ?<7<= ;:7:; @:7: ::=7< :=>7> :<<7; :<@7+ :?=7; :;@7; :@;7>
>7:8 >7:8 >7:8 ;7:< :8 :8 +=7+ +<7+ =,7> =>7+ >=7? ><7? ><7? ><7? >@7: >@7:
’
’/’
首次启动振动大的原因分析
现象及过程 首次冲车按照哈尔滨汽轮机厂提供的启动运行
表(
启动时间、 转速、 升速率与 ’ 号轴承振动关系
转速范围 ・ !" #$%&’ 升速率 ・ !" #$%&’
启动时间
说明书和 ()) 49 级汽轮机运行导则的要求进行, 机组冷态启动, OPQ 采用单阀启动方式,升速率为 过临界时切换至 -)) " ! #$% , 临界区设定 ’)) " ! #$%,
M收稿日期 N ())(&)*&*)
() : *+ : ,( — () : *+ : -, () : *+ : -, — () : *1 : )1 () : *1 : )1 — () : *1 : () () : *1 : () — () : *1 : *, () : *1 : *, — () : *1 : -2 () : *1 : -2 — () : *2 : *-
’()
转速目标值 转速给定增 实测转速
7
升速率选择
斜坡发生器
$%&!
1 2 ! 减法器
高限比较器 给定值 测量值 !"# 调节器
1 2 ! 减法器
高限比较器
7
345,
调门指令
345+,
图+
#63 升速调节控制逻辑图
:7878
改进方法 作为 #63 调节系统,可采取二种方式进行改
进, 一是取消由于转速偏差大而闭锁 “转速给定增” 的指令, 这样有可能造成机组超速或调节系统不稳; 二是在过临界过程中, 利用判据的另 : 个 !"# 调节 器, 加入实测转速升速率反馈信号。 该调节器的比例
8, : +< : :< 8, : +< : == 8, : +< : =; +< : >< 8, : 8, : +? : += 8, : +? : =, 8, : +; : ,< 8, : +; : ,; +; : :8 8, : 8, : +; : 8, 8, : +; : +, 8, : +; : +? 8, : +; : +; +; : =, 8, : 8, : +; : == 8, : +; : >,