焊工自检记录表
焊接工程外观质量观感检查表

焊接工程外观质量观感检查表摘要:一、焊接工程外观质量观感检查表的概述1.焊接工程外观质量观感检查表的定义2.焊接工程外观质量观感检查表的作用二、焊接工程外观质量观感检查表的内容1.焊接接头的外观质量检查2.焊接焊缝的外观质量检查3.焊接结构件的外观质量检查三、焊接工程外观质量观感检查表的编制1.焊接工程外观质量观感检查表的编制原则2.焊接工程外观质量观感检查表的编制步骤四、焊接工程外观质量观感检查表的使用1.焊接工程外观质量观感检查表的使用方法2.焊接工程外观质量观感检查表的使用注意事项五、焊接工程外观质量观感检查表的维护1.焊接工程外观质量观感检查表的维护措施2.焊接工程外观质量观感检查表的更新与改进正文:一、焊接工程外观质量观感检查表的概述焊接工程外观质量观感检查表是用于检查焊接工程外观质量的一种表格工具,它能够帮助工程师对焊接工程的外观质量进行评估,以确保焊接工程的质量达到规定的要求。
焊接工程外观质量观感检查表的作用主要体现在以下几个方面:1.确保焊接工程的质量:通过检查表对焊接工程的外观质量进行评估,可以确保焊接工程的质量达到规定的要求,保证焊接工程的安全性和可靠性。
2.提高焊接工程的效率:使用检查表可以快速、准确地对焊接工程的外观质量进行检查,提高焊接工程的效率。
3.统一焊接工程的评价标准:检查表提供了统一的外观质量评价标准,可以避免由于个人主观因素造成的评价不公。
二、焊接工程外观质量观感检查表的内容焊接工程外观质量观感检查表的内容主要包括以下几个方面:1.焊接接头的外观质量检查:主要检查焊接接头是否平整、无裂纹、无气孔等。
2.焊接焊缝的外观质量检查:主要检查焊接焊缝是否整齐、无咬边、无飞溅等。
3.焊接结构件的外观质量检查:主要检查焊接结构件的尺寸是否符合设计要求,表面是否光滑、无凹凸不平。
三、焊接工程外观质量观感检查表的编制焊接工程外观质量观感检查表的编制原则主要包括以下几个方面:1.统一性原则:检查表应提供统一的外观质量评价标准,以便于工程师进行统一的评价。
焊接工作记录表

工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
焊接过程记录表

焊缝表面质量检验单
产品名称
零件名称
焊缝类型
班组
产品图号
,
零件图号
焊接方法
焊工代号
产品编号
材质
^
焊缝位置
工件编号
规格
Ф
施焊日期
检
}
验
记
录
类别
外表面
内表面
表面缺陷
焊缝
最高
咬边深度
连续长度
…
余高
最低
熔渣飞溅物
总长
焊缝宽度
!
最宽
其它:
最窄
焊角高度
结 论
检 验 员
年 月 日
{
焊接过程记录表
产品图号
焊件图号
母材
产品编号
容器类别
¥
产品名称
焊件名称
规格
Ф
台份编号
施焊班组
;
施焊
项目
焊工
代号
焊缝
类型
焊接
方法
焊接
/
位置
数量
焊接材料
焊接规范参数
(
焊材
规格
焊剂
烘干温度
电源及极性
层数ቤተ መጻሕፍቲ ባይዱ
电流
电压
焊速(cm/min)
]
℃
(
\
℃
^
℃
》
/
℃
,
℃
》
*
℃
^
℃
>
\
℃
》
℃
.
说明
施焊者:
年 月 日
检验员:
年 月 日
焊接工艺卡表格模板

监理单位代表(签字):年月日
焊接分项工程综合质量验收评定表
Q.JDJ1/QEO-HJJ012
工程名称:编号:
分项工程名称
验评
单位
施工单位□
监理单位□
建设单位□
工程类别
验收批数
分批验收结论
验收抽查数
合格数
优良数
质量评定记录
评定项目
总焊口数
个
实检焊口数个
检验比例
%
评定抽查数
优良数
热处理人员资质:符合□ 不符合□
焊前质量检查
环境温度:℃符合□ 不符合□
工前练习合格与否符合□ 不符合□
坡口状况:符合□ 不符合□
其它:
焊接工艺检查
焊接材料型号:规格:烘烤温度及时间符合□ 不符合□
焊接方法:符合□ 不符合□
焊接机械:符合□ 不符合□
焊接电流:符合□ 不符合□
焊接层道数:符合□ 不符合□
记录人
备注
焊缝表面质量(观感)检查记录表
Q.JDJ1/QEO-HJJ007
工程名称:编号:
分项工程名称
工程类别
钢材牌号
焊丝
部件规格
焊条
焊工代号
焊缝总数
检
查
记
录
焊口编号
范围
接头
清理
焊缝
成型
表露
缺陷
缺陷处理情况
焊工签字
检查日期
检查
结论
自检确认意见:
班(组)长:年月日
施工作业单位复查意见:
二级质检员:年月日
2认真记录,填写整洁、完整,严禁乱划。
3每半小时记录一次。
4每半小时到热处理现场巡查一次。
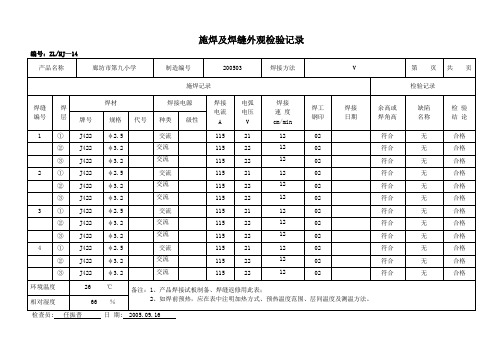
焊缝质量检查记录施焊及焊缝外观检验记录
第 页
共 页
施焊记录
检验记录
焊缝编号
焊 层
焊材
焊接电源
焊接
电流
A
电弧
电压
V
焊接
速 度
cm/min
焊工
钢印
焊接
日期
余高或
焊角高
缺陷
名称
检验
结 论
牌号
规格
代号
种类
级性
25
①
J422
φ2.5
交流
115
21
12
02
符合
无
合格
②
J422
φ3.2
交流
115
22
12
02
符合
无
合格
③
J422
φ3.2
交流
115
22
速 度
cm/min
焊工
钢印
焊接
日期
余高或
焊角高
缺陷
名称
检验
结 论
牌号
规格
代号
种类
级性
5
①
J422
φ2.5
交流
115
21
12
02
符合
无
合格
②
J422
φ3.2
交流
115
22
12
02
符合
无
合格
③
J422
φ3.2
交流
115
22
12
02
符合
无
合格
6
①
J422
φ2.5
交流
115
21
12
02
符合
无
施工现场日常安全检查记录表

7
动火、动焊周围是否存放易燃、可燃材料
8
钻机司机、起重机司机是否持证上岗
9 机具 钻机、起重机作业停放支垫是否稳固
10
钢筋加工机械运行是否正常,转动部位是否 设置防护罩
11 管线 地上、地下管线是否有变形、损坏
处理情况
12
安全 防护
施工人员是否佩戴安全防护用品
施工现场日常安全检查记录表
中铁十六局
检查人 序号
检查项目
1
电工、焊工是否持证上岗
是否正 常ຫໍສະໝຸດ 日期 存在问题2配电箱、开关箱及用电设备是否设置接地保 安全 护
用电
3
工地电线是否存在老化破皮、私拉乱扯现象
4
电工作业是否佩戴绝缘防护用品
5
灭火器、消防桶等器材是否缺失、状态正常
6 消防 氧气瓶与乙炔瓶安全距离是否满足要求
焊接工程外观质量观感检查表

焊接工程外观质量观感检查表摘要:一、焊接工程外观质量观感检查表的概述1.焊接工程外观质量观感检查表的作用2.焊接工程外观质量观感检查表的内容二、焊接工程外观质量观感检查的具体内容1.焊缝的尺寸和形状2.焊缝的表面质量3.焊接接头的几何形状和尺寸4.焊接变形和残余应力三、焊接工程外观质量观感检查表的应用1.焊接工程质量控制2.焊接工艺优化3.焊接质量问题分析与处理四、焊接工程外观质量观感检查表的注意事项1.检查表的使用者需具备相关知识和技能2.检查表的制定需符合相关标准和规范3.检查表的更新和维护正文:焊接工程外观质量观感检查表是评价焊接工程质量的重要工具,通过对焊缝外观质量的检查,可以有效评估焊接工程的质量水平。
焊接工程外观质量观感检查表的内容主要包括焊缝的尺寸和形状、焊缝的表面质量、焊接接头的几何形状和尺寸、焊接变形和残余应力等方面。
焊缝的尺寸和形状是焊接工程外观质量观感检查的重点,包括焊缝的宽度、高度、长度等尺寸,以及焊缝的形状是否符合要求。
焊缝的表面质量直接影响焊接接头的强度和耐腐蚀性能,因此检查焊缝的表面是否光滑、无裂纹、气孔等缺陷至关重要。
焊接接头的几何形状和尺寸也是焊接工程外观质量观感检查的重要内容。
焊接接头的几何形状和尺寸应符合设计要求,以保证焊接接头的强度和稳定性。
焊接变形和残余应力会影响焊接接头的使用性能,因此需要对焊接变形和残余应力进行检查。
焊接工程外观质量观感检查表在焊接工程质量控制、焊接工艺优化和焊接质量问题分析与处理等方面具有广泛的应用。
使用检查表可以有效地评估焊接工程的质量,为焊接工艺的优化提供依据,以及及时发现和处理焊接质量问题。
特种设备金属材料焊工焊接操作技能考试检验记录表

特种设备金属材料焊工焊接操作技能考试检验记录表
姓名: 焊工考试编号:
焊接方法
机动化程度
□自动焊;□机动焊;
□手工焊
焊接作业指导书
编号
试件金属材料类别
代号
试件板材厚度
试件管材外径
与壁厚
螺柱直径
填充金属材料
类别代号、型号
考试项目代号
试件外观检查
焊缝表面状况
焊缝余高
焊缝余高差
比坡口每侧
增宽
宽度差
焊缝边缘
无损检测人员:日期:
无损检测人员证书号:
共 页 第 页
续表
弯曲试验
面弯
背弯
侧弯
报告编号与日期
结果
□合格;
□不合格
检验员: 日期:
金相检验(宏观)
检验结果
报告编号与日期
结果
金相面Ⅰ
金相面Ⅱ
金相面Ⅲ
金相面Ⅳ
□合格;□不合格
检验员: 日期:
螺柱折弯试验
折弯方法
检验结果
报告编号与日期
结果
试件Ⅰ
试件Ⅱ
试件Ⅲ
试件Ⅳ
试件Ⅴ
□合格;□不合格
检验员: 日期:
本焊工考试机构确认该焊工按照《特种设备焊接操作人员考核细则》进行焊接操作技能考试试件检验,数据正确,记录无误。
该项目焊接操作技能考试结果评为:(合格、不合格)
焊工考试机构技术负责人:日期:
(考试机构公章)
年月日
直线度
背面焊缝余高
裂纹
未熔合
夹渣
咬边
未焊透
背面凹坑
气孔
焊瘤变形角度错边量源自角焊缝凹凸度焊脚堆焊焊道接头不平度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注:本表仅作为表面质量观感检查用,“接头已清理”和“焊缝成形”符合要求,以“√”表示;如有表露缺陷,应标注具体的焊口编号;缺陷及处理情况应据实填写。
焊缝表面质量(观感)检查记录表
工程名称:中电投西宁火电厂2×660MW超超临界机组编号:
分项工程名称
煤仓间钢煤斗制
部件规格
焊条
焊工代号
焊缝总数
检
查
记
录
焊口编号范围
接头清理
焊缝成形
表露缺陷
缺陷处理
情况
焊工签字
检查日期
检查结论
自检确认意见:
班(组)长:年月日
施工作业单位复查意见: